PROPOSAL PROPOSAL Oleh Oleh Rahmat Febrianto Rahmat Febrianto NIM NIM 121912191011010112011200
PROGRAM STUDI STRATA SATU TEKNIK PROGRAM STUDI STRATA SATU TEKNIK
JURUSAN TEKNIK MESIN JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK FAKULTAS TEKNIK UNIVERSITAS JEMBER UNIVERSITAS JEMBER 2016 2016
ii
PROPOSAL PROPOSAL
diajukan guna melengkapi tugas akhir dan memenuhi salah satu syarat diajukan guna melengkapi tugas akhir dan memenuhi salah satu syarat
untuk menyelesaikan Program Studi Teknik Mesin (S1) untuk menyelesaikan Program Studi Teknik Mesin (S1)
dan mencapai gelar Sarjana Teknik dan mencapai gelar Sarjana Teknik
Oleh Oleh Rahmat Febrianto Rahmat Febrianto NIM NIM 121912191011010112011200
PROGRAM STUDI STRATA SATU TEKNIK PROGRAM STUDI STRATA SATU TEKNIK
JURUSAN TEKNIK MESIN JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK FAKULTAS TEKNIK UNIVERSITAS JEMBER UNIVERSITAS JEMBER 2016 2016
ii ii
PERSEMBAHAN PERSEMBAHAN
S
Skripsi ini saya persembahkan untuk:kripsi ini saya persembahkan untuk:
1.
1. KKededua ua ororanangg tutua a sasayya,a, BaBapapakk KKususyyadadii dadann IIbubu NuNur r HiHidadayyatatii yyanang g teterrcicintntaa yyanangg senan
senantiasa membtiasa memberikan kasierikan kasihh sayang dan pengorbsayang dan pengorbanan yang tidak kenal lelahanan yang tidak kenal lelah,, serta doa
serta doa yang senantiasa yang senantiasa beliau haturkan beliau haturkan dengan penuhdengan penuh keikhlasan hati;keikhlasan hati; 2.
2. KaKakekek Abdk Abd. Rah. Rahmaman dan nn dan nenenek Roek Rohkhkirirwatwatii dadan sen selulururuh kelh keluaruargagaku yaku yangng tercinta, yang selalu mendukung dan memberi pelajaran-pelajaran berharga;
tercinta, yang selalu mendukung dan memberi pelajaran-pelajaran berharga; 3.
3. Semua Semua dosen dosen JurusaJurusan Teknn Teknik Meik Mesin Fsin Fakultakultas Tekas Teknik Unik Univerniversitas sitas Jember Jember yangyang memberikan waktu dan ilmunya, serta membantu penulis dalam menyelesaikan memberikan waktu dan ilmunya, serta membantu penulis dalam menyelesaikan studi S1 ini. Semoga menjadi ilmu yang bermanfaat dan barokah dikemudian studi S1 ini. Semoga menjadi ilmu yang bermanfaat dan barokah dikemudian hari;
hari; 4.
4. SSauaudadarrakakuu WaWargrga a TeTeknknik ik MeMessinin, , khkhususususnynya a MEMESISINRNROLOLASAS yyanangg sselelalalii mendukung dalam aktivitas akademik maupun non akademik;
mendukung dalam aktivitas akademik maupun non akademik; 5.
5. KeKepapada sda selelururuhuh cicivivitatas aks akadadememikik yayang tng tididak dak dapapat dat disisebebututkakan nan namamanya nya sasatutu pers
persatu,atu, yangyang telah btelah bersediersedia melua meluangkan angkan waktu uwaktu untuk mntuk membantembantuu penulipenulis;s; 6.
iii
Shabara Zhafira(siapa yang bersabar akan beruntung), Man Sara Darbi Ala Washala (siapa yang berjalan di jalur-nya akan sampai)”
( Anonim)
“Orang tidak peduli seberapa hebat kita, orang juga tidak peduli seberapa kaya kita, orang juga tidak peduli seberapa pintar kita, yang mereka pedulikan hanya satu,
apakah keberadaan kita memberikan manfaat untuk mereka”
iv
PERNYATAAN
Saya yang bertanda tangan di bawah ini : Nama : Rahmat Febrianto
NIM : 121910101120
Menyatakan dengan sesungguhnya bahwa karya ilmiah yang berjudul “Pengaruh Variasi Tekanan dan Temperatur Terhadap Kekuatan Tarik Belt Conveyor Pada Penyambungan Metode Hot Splicing” adalah benar-benar hasil karya sendiri, kecuali jika dalam pengutipan yang sudah saya sebutkan sumbernya, dan belum pernah diajukan pada instansi manapun, serta bukan karya jiplakan. Saya bertanggung jawab atas keabsahan dan kebenaran isinya sesuai dengan sikap ilmiah yang harus dijunjung tinggi.
Demikian pernyataan ini saya buat dengan sebenarnya, tanpa adanya tekanan dan paksaan dari pihak manapun serta bersedia mendapat sanksi akademik jika ternyata di kemudian hari pernyataan ini tidak benar.
Jember, 28 Juni 2016 Yang menyatakan,
(Rahmat Febrianto) NIM 121910101120
v
Pengaruh Variasi Tekanan dan Temperatur Terhadap Kekuatan
Tarik Belt Conveyor Pada Penyambungan Metode Hot Splicing
Oleh
Rahmat Febrianto NIM 121910101120
Pembimbing :
Dosen Pembimbing Utama : M. Fahrur Rozy H., S.T., M.T. Dosen Pembimbing Anggota : Dr. R. Koekoeh K.W., S.T., M.Eng.
vii
121910101120; 2016; 89 halaman; Jurusan Teknik Mesin Fakultas Teknik Universitas Jember.
Belt conveyor pada dasarnya merupakan peralatan yang cukup sederhana. Alat tersebut terdiri dari sabuk yang tahan terhadap pengangkutan benda padat. Sabuk yang digunakan pada belt conveyor ini dapat dibuat dari berbagai jenis bahan misalnya dari karet, plastik, kulit ataupun logam yang tergantung dari jenis dan sifat bahan yang akan diangkut. Untuk mengangkut bahan-bahan yang panas, sabuk yang digunakan terbuat dari logam yang tahan terhadap panas.
Dalam penelitian ini digunakan belt dengan tipe EP 100 2P. Variasi yang diguakan adalah dengan tekanan 5 Bar, 6 Bar, dan 7 Bar dan Temperatur Vulkanisasi 1200 C , 1300 C dan 1400 C dan penelitian ini dilakukan untuk mengetahui peningkatan kekuatan tarik sambungan belt conveyor. Penelitian ini dilakukan di Laboratorium Uji dan Bahan Fakultas Teknik Universitas Jember untuk pengujian kekuatan tarik.
Dari hasil penelitian diperoleh data rata-rata hasil pengujian tarik tertinggi sebesar 2,49 MPa yaitu pada pengujian tarik sambunganbelt dengan tekanan 5 Bar dengan temperatur vulkanisasi 1200C, sedangkan rata-rata hasil pengujian tarik terendah sebesar 1,11 MPa diperoleh dari sambungan belt dengan Tekanan 6 Bar dengan temperature vulkanisasi 1400C.
viii
SUMMARY
Effect of Pressure and Temperature Variation Of Conveyor Belt Tensile Strength at Hot Splicing Method ;Rahmat Febrianto, 121910101120; 89 Pages; Mechanical Engineering Department of Engineering Faculty, University of Jember.
Belt conveyor is basically a fairly simple equipment . The tool consists of a belt that is resistant to the transport of solid objects . Belt used on this conveyor belt can be made from various types of materials eg rubber , plastics , leather or metal depending on the type and nature of the material to be transported . For transporting hot materials , belt use is made of metal that is resistant to heat.
This research use belt with the type of EP 100 2P. Variation is used with the pressure of 5 bar, 6 bar, and 7 bar and Temperature Vulcanization 1200 C , 1300 C and 1400 C and this study was conducted to determine the increase in tensile strength conveyor belt connection . This research was conducted at the Laboratory of Testing and Materials Engineering Faculty University of Jember for testing the tensile strength.
From the results of the research data showed on average the highest tensile testing results of 2.49 MPa tensile testing is in connection with a pressure of 5 bar belt with temperature vulcanization 1200 C, while the average results of tensile test a low of 1.11 MPa was obtained from belt connection with pressure of 6 bar with temperature vulcanization 1400 C.
ix
menuntut ilmu, sehingga penulis dapat menyelesaikan skripsi yang berjudul “Pengaruh Variasi Tekanan dan Temperatur Terhadap Kekuatan Tarik Belt Conveyor
Pada Penyambungan Metode Hot Splicing”. Skripsi ini disusun sebagai salah satu persyaratan untuk mencapai derajat Sarjana Teknik. Dalam penelitian dan penyusunan skripsi ini, penulis banyak dibantu, dibimbing, dan didukung oleh berbagai pihak. Oleh karena itu, pada kesempatan ini penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Kedua orangtua saya, Bapak Kusyadi dan Ibu Nur Hidayati, terima kasih atas dukungan moril dan materil sehingga saya dapat menyelesaikan studi S1; 2. Bapak M. Fahrur Rozy H., S.T., M.T. selaku dosen pembimbing utama dan
Bapak Dr. R. Koekoeh K.W., S.T., M.Eng. selaku dosen pembimbing anggota yang selalu memberikan ide, saran, motivasi, serta meluangkan waktunya untuk membimbing saya selama proses penelitian dan penyusunan laporan skripsi ini; 3. Bapak Hari Arbiantara, S.T., M.T. selaku dosen penguji I, dan Bapak Dr.
Salahudin Junus, S.T., M.T. selaku dosen penguji II yang memberikan saran dan kritikan bersifat konstruktif untuk penyusunan skripsi ini;
4. Seluruh keluarga besar dari Bapak dan Ibu saya yang selalu memberi dukungan kepada saya agar selalu semangat;
5. Saudara Teknik Mesin 2012 yang selalu memotivasi saya untuk terus semangat, salam Solidarity Forever;
6. Seluruh staf pengajar dan administrasi Jurusan Teknik Mesin Fakultas Teknik Universitas Jember yang telah memberikan ilmu, membimbing, dan membantu kelancaran saya selama saya duduk di bangku perkuliahan.
7. Kepada seluruh civitas akademik yang tidak dapat disebutkan namanya satu persatu, yang telah bersedia meluangkan waktu untuk membantu penulis;
x
8. Semua pihak yang telah membantu proses penelitian dan penyusunan skripsi ini dari awal hingga akhir;
Penulis menyadari bahwa dalam penyusunan skripsi ini masih jauh dari kesempurnaan, karena sempurna hanya milik Allah SWT. Harapan penulis adalah supaya informasi dari skripsi ini dapat memberikan manfaat bagi penulis dan pembaca.
Jember, 28 Juni 2016
HALAMAN JUDUL ... i
HALAMAN PERSEMBAHAN ... ii
HALAMAN MOTO ... iii
HALAMAN PERNYATAAN... iv HALAMAN PEMBIMBNG ... v HALAMAN PENGESAHAN ... vi RINGKASAN ... vii SUMMARY ... viii PRAKATA ... ix DAFTAR ISI... xi
DAFTAR GAMBAR ... xiv
DAFTAR TABEL ... xvi
DAFTAR LAMPIRAN ... xvii
BAB 1. PENDAHULUAN ... 1
1.1 Latar Belakang... 1
1.2 Rumusan Masalah ... 3
1.3 Batasan Masalah ... 3
1.4 Tujuan dan Manfaat Penelitian... 3
1.4.1 Tujuan ... 3
1.4.2 Manfaat ... 4
1.5 Hipotesa... 4
BAB 2. TINJAUAN PUSTAKA ... 5
2.1 Belt Conveyor ... 5
HALAMAN
2.3 Bagian-Bagian Belt Conveyor ... 7
2.3.1 Belt ... 7
2.4 Sambungan Adhesive ... 13
2.4.1 Teori perekatan ... 13
2.4.2 Faktor-faktor yang menentukan kekuatan ikatan perekat.... 15
2.4.3 Kelebihan dan kekurangan pada sambungan Adhesive ... 15
2.5 Penyambungan Belt Conveyor ... 17
2.5.1 Belt Splicing... 17
2.5.2 Panjang sambungan ... 18
2.5.3 Tipe penyambungan... 20
2.5.4 Perbedaan mendasar cold splicing dan hot splicing ... 21
2.5.5 Cold splicing ... 21
2.5.6 Hot splicing ... 21
2.6 Foto Makro Spesimen dan Hasil Uji Tarik Tanpa Sambungan . 22 2.6.1 Foto makro spesimen belt conveyor ... 22
2.6.2 Hasil Uji tarik belt tanpa sambungan... 24
2.7 Uji Tarik ... 24
BAB 3. METODOLOGI PENELITIAN ... 27
3.1 Jenis Penelitian dan Rancangan Penelitian... 27
3.2 Tempat dan Waktu Penelitian ... 27
3.3 Alat dan Bahan Penelitian ... 27
3.3.1 Alat... 27
3.3.2 Bahan ... 28
3.4 Variabel penelitian... 30
3.4.1 Penetapan variabel terikat dan variabel bebas ... 30
3.5 Prosedur pembuatan spesimen... 30
3.6 Proses pengujian spesimen... 35
3.7 Analisis Data... 37
4.3 Pembahasan... 41 4.3.1 Analisa hasil pengujian... 41 4.3.2 Analisa sifat belt ... 45 4.3.3 Analsa kegagalan sambungan setelah dilakukan pengujian .... 48 BAB 5. PENUTUP... 51 DAFTAR PUSTAKA
DAFTAR GAMBAR
HALAMAN
Gambar 2.1 Prinsip kerja belt conveyor ... 6
Gambar 2.2 Bagian-bagian belt conveyor ... 7
Gambar 2.3 Fabric Belt ... 8
Gambar 2.4 Steel cord belt ... 9
Gambar 2.5 Bagian-bagan belt ... 10
Gambar 2.6 Struktur sambungan perekat... 13
Gambar 2.7 Teori perekatan... 14
Gambar 2.8 Kegagalan ikatan perekatan ... 16
Gambar 2.9 Jumlah ply dan cara penyambungannya... 19
Gambar 2.10 Cara penyambungan... 20
Gambar 2.11 Foto makro sambungan belt ... 23
Gambar 2.12 Hasil uji tarik belt tanpa sambungan... 24
Gambar 2.13 Standart sampel uji ASTM D3039... 25
Gambar 3.1 Dimensi Spesimen... 29
Gambar 3.2 Bias cut ... 31
Gambar 3.3 Penggambaran panjang step dan garis potong ... 31
Gambar 3.4 Pemotongan bias cut ... 31
Gambar 3.5 Proses Matching ... 32
Gambar 3.6 Proses perekatan belt dengan bantuan palu... 33
Gambar 3.7 Proses perekatan sambungan belt dengan palu karet ... 33
Gambar 3.8 Belt dijepit diantara dua heater ... 34
Gambar 3.9 Pembebanan diatas heater ... 34
Gambar 3.10 Pengujian tarik ... 35
Gambar 3.11 Alat bantu uji dimensi spesimen ... 36
Gambar 3.12 Diagram alir penelitian... 38
Gambar 4.1 Grafik hubungan tekanan terhadap kekuatan tarik... 41
Gambar 4.6 Spesimen dengan temperature 140C... 47 Gambar 4.7 Sambungan terlepas ... 48 Gambar 4.8 Bentuk fisik belt setelah dilakukan proses pemanasan ... 49
DAFTAR TABEL
HALAMAN
Tabel 2.1 Standard sambungan DIN 22102 ... 19
Tabel 2.2 Hasil uji tarik belt tanpa sambungan ... 24
Tabel 2.3 Spesimen geometri yang dibutuhkan ... 25
Tabel 2.4 Geometri spesimen yang direkomendasikan... 25
Tabel 3.1 Spesifikasi perekat STL-RF4 ... 29
Tabel 4.1 Nilai kekuatan tarik (Mpa) ... 39
Lampiran B. Alat yang digunakan ... 57
Lampiran C. Bahan yang digunakan... 58
Lampiran D. Cara penyambungan ... 59
Lampiran E. Kalibrasi data ... 61
Lampiran F. Foto makro hasil uji belt ... 64
Lampiran G.Spesifikasi Belt ... 65
Lampiran H. Aplikasi bidang manufaktur ... 67
Lampiran I. Tingkat kepercayaan (0,05) ... 69
Lampiran J. ASTM D3039 ... 70
1
BAB 1. PENDAHULUAN
1.1 Latar Belakang
Perusahaan manufaktur di Indonesia dalam era globalisasi selayaknya berusaha untuk memproduksi barang berkualitas tinggi dengan biaya rendah dalam rangka meningkatkan daya saing baik di pasar domestik maupun pasar global. Situasi ini mendorong mereka untuk mengadaptasi sistem manufaktur yang dapat mempercepat proses penciptaan nilai tambah, antara lain dengan melakukan hubungan kontraktual dengan para pemasok dan investor (Chou, 2016).
Dalam meningkatkan produktivitas suatu industri, diperlukan manajemen industri yang baik, salah satunya dalam pemilihan material handling yang tepat. Salah satu pertimbangan pemilihan material handling yaitu dalam hal pemindahan atau yang biasa disebut material transport demi memperlancar kinerja suatu industri dalam hal pemindahan barang atau loading. Material transport merupakan hal yang penting dalam operasi perusahaan. Biaya yang cukup tinggi dari material transport,
memicu pesatnya perkembangan teknologi demi memenuhi kebutuhan sistem operasi terbaru, salah satu contoh material transport adalah belt conveyor (Chou, 2016).
Salah satu contoh alat pemindah barang atau material handling adalah
conveyor. Peningkatan produktifitas perusahaan dapat ditingkatkan dengan menggunakan conveyor karena dapat melakukan pemindahan barang dengan cepat. Selain itu conveyor adalah alat pemindah barang di suatu industri yang paling tepat guna. Conveyor berfungsi memindahkan barang dari suatu proses ke proses selanjutya. Terdapat berbagai jenis conveyor salah satunya adalah belt conveyor.
Belt conveyor adalah salah satu komponen dari belt conveyor sistem yang berfungsi untuk membawa material dan meneruskan gaya putar. Dipilihnya belt
conveyor sistem sebagai saran transportasi material adalah karena tuntutan untuk meningkatkan produktivitas, menurunkan biaya produksi dan juga kebutuhan optimasi dalam rangka mempertinggi efisiensi kerja. Prinsip kerja belt conveyor
adalah mentransport materal yang ada diatas belt , dimana umpan atau inlet pada sisi tail dengan menggunakan chute dan setelah sampai di head material ditumpahkan akibat belt berbalik arah. Belt digerakkan oleh drive/head pulley dengan menggunakan motor penggerak. Head pulley menarik belt dengan prinsip adanya gesekan antara permukaan drum dengan belt , sehingga kapasitas tergantung gaya gesek tersebut (Siregar, 2004).
Metode manajemen pemeliharaan dilihat dari permohonan pemeliharaan, permintaan pemeliharaan atau perbaikan, dan kartu permintaan pemeliharaan atau perbaikan. Oleh karena itu pemeliharaan terhadap belt yang merupakan salah satu komponen utama belt conveyor perlu dilakukan agar tidak terjadi sobek dan putusnya belt. Untuk menangani permasalahan tersebut dilakukan penyambungan belt conveyor , guna mengetahui variasi tekanan dan temperature pada sambungan belt conveyor yang tepat pada proses penyambungan hot splicing. Penelitian tentang sambungan belt conveyor perlu dikembangkan, guna meningkatkan lama pakai dari sambungan tersebut, mengingat pentingnya belt conveyor dalam dunia industri. Oleh karena itu, pada tugas akhir ini dilakukan analisa untuk mengetahui pengaruh variasi tekanan dan temperatur sambungan terhadap kekuatan tarik belt conveyor 2-ply 1-step dengan metode hot splicing (Siregar, 2004).
Nilai kekuatan tarik sambungan belt conveyor tertinggi pada suhu 1300C pada waktu pemanasan 40 menit, yaitu sebesar 0,638 Mpa. Sedangkan kekuatan tarik mengalami penurunan yang tajam pada suhu 1700C pada waktu pemanasan 20 menit, dengan nilai kekuatan tarik sebesar 0,099 Mpa (Amril, 2015).
Oleh karena itu pada penelitian ini akan mencari temperatur sambungan maksimum dengan variasi 120°C, 130°C, dan 140°C. Dari modul rema tip top dengan
3
petunjuk operasi dari tekanan vulkanisir sekitar 100-125 (Psi), dan juga pada penelitian ini akan mencari tekanan maksimum dengan variasi 5 bar, 6 bar, 7 bar.
1.2 Rumusan Masalah
1. Bagaimana pengaruh variasi tekanan sambungan belt conveyor terhadap kekutan tarik dengan menggunakan metode hot splicing?
2. Bagaimana pengaruh variasi temperatur penyambungan terhadap kekutan tarik dengan menggunakan metode hot splicing pada belt conveyor ?
3. Bagaimana hasil analisa sambungan setelah dilakukan pengujian tarik?
1.3 Batasan Masalah
Adapun batasan-batasan masalah pada penilitian ini adalah:
1. Penyambungan belt conveyor menggunakan metode hot splicing dengan variasi tekanan dan variasi temperatur sambungan.
2. Metode pengujian yang dilakukan adalah pengujian tarik. 3. Tidak membahas struktur kimia lem yang digunakan
4. Standart pengujian tarik yang digunakan dalam penelitian adalah ASTM D3039 (American Society of Testing and Material).
1.4 Tujuan dan Manfaat Penelitian
1.4.1 Tujuan
Adapun Tujuan dari penelitian ini adalah:
1. Untuk mengetahui pengaruh variasi tekanan sambungan belt conveyor
terhadap kekutan tarik dengan menggunakan metode hot splicing.
2. Untuk mengetahui pengaruh variasi temperatur sambungan belt conveyor terhadap kekuatan tarik dengan menggunakan metode hot splicing.
3. Mengetahui hasil analisa spesimen sambungan setelah dilakukan pengujian tarik
1.4.2 Manfaat
Adapun Manfaat dari Penelitian ini adalah :
1. Dapat mengetahui pengaruh variasi tekanan sambungan belt conveyor
terhadap kekuatan tarik dengan menggunakan metode hot splicing.
2. Dapat mengetahui pengaruh variasi temperatur sambungan terhadap kekuatan tarik dengan menggunakan metode hot splicing pada belt conveyor .
3. Dapat mengaplikasikan dan menerapkan hasil penelitian penyambungan belt conveyor dengan metode penyambungan hot splicing.
4. Menambah literatur, pengetahuan dan wacana untuk pengembangan dan penelitian yang lebih lanjut dari hasil penelitian ini.
1.5 Hipotesa
Hipotesa dari penelitian ini adalah variasi tekanan penyambungan berpengaruh terhadap besarnya gaya yang mampu diterima oleh sambungan belt conveyor . Hal ini disebabkan oleh pemberikan tekanan ketika vulkanisasi agar rekatannya semakin kuat dan juga mempengaruhi udara yang keluar dari proses vulkanisasi. Menurut Contitech (2016), untuk pemberian tekanan pada proses penyambungan belt disarankan pada metode hot splicing. Agar spesimen merekat baik, pada proses penyambungan diberikan tekanan yang cukup selamavulkanisasi.
Temperatur vulkanisir penyambungan belt conveyor juga berpengaruh terhadap kekuatan tarik dari hasil penyambungan pada metode hot splicing karena sifat mekanik belt tergantung dari vulkanisasi. Menurut Ompusunggu (1987), karet alam memiliki temperatur penggunaan yang paling tinggi sekitar 990C, melunak pada suhu 1300C dan terurai sekitar 2000C.
5
BAB 2. TINJAUAN PUSTAKA
2.1 Belt Conveyor
Transportasi material padat adalah permintaan industri. Karena kenyataannya bahwa belt conveyor kontruksinya sederhana, fleksibel dalam konfigurasi, dan serbaguna, biasanya digunakan untuk mentransport bahan baku (seperti biji dan butir) dengan jarak yang dekat maupun jarak yang jauh. Dibandingkan dengan kabel baja
belt conveyor , keunggulan dari belt conveyor adalah biaya murah dan mudah dalam perawatannya, belt merupakan komponen penting dalam sistem belt conveyor . Uji substansial dapat mempengaruh keselamatan dan kinerja sistem belt conveyor
misalnya, tiba-tiba robeknya belt conveyor akan menyebabkan jatuhnya material yang diangkut, mungkin tidak hanya membahayakan pekerja tetapi juga menyebabkan kecelakaan bencana yang akan mengakibatkan kerugian besar bagi perusahaan. Karena itu, penelitian tentang sistem belt conveyor telah menarik cukup perhatian (Chou, 2016).
Belt conveyor pada dasarnya merupakan peralatan yang cukup sederhana. Alat tersebut terdiri dari sabuk yang tahan terhadap pengangkutan benda padat. Sabuk yang digunakan pada belt conveyor ini dapat dibuat dari berbagai jenis bahan misalnya dari karet, plastik, kulit ataupun logam yang tergantung dari jenis dan sifat bahan yang akan diangkut. Untuk mengangkut bahan-bahan yang panas, sabuk yang digunakan terbuat dari logam yang tahan terhadap panas (Nurrudin, 2015).
Karakteristik dan performance dari belt conveyor adalah dapat beroperasi secara mendatar maupun miring dengan sudut maksimum sampai dengan 180C, sabuk disanggah oleh roll untuk membawa bahan, kapasitas tinggi, serba guna, dapat beroperasi secara kontinyu, kapasitas dapat diatur, kecepatannya sampai dengan 600 ft/m, dapat naik turun.
Sistem belt conveyor secara luas digunakan untuk mentransport dengan besarnya volum material dengan jumlah yang besar pada jarak yang jauh. Belt conveyor meliputi antara lain drive dan pulley, membawa banyaknya material dengan gerakan idlers. Sabuk primar mekanik berfungsi untuk membawa material selama proses pengangkutan. Akibatnya, distribusi tekanan yang tinggi disebabkan oleh banyaknya material.
Teori analisis dari distribusi tekanan disebaban oleh banyaknya material pada
belt conveyor . Karena siklik yang rumit pada tekanan aktif dan pasif dalam banyaknya material. Beberapa peneliti memiliki kontribusi terhadap perhitungan teoritis tekanan distribusi pada belt conveyor (Liu dan Lodewijks, 2016).
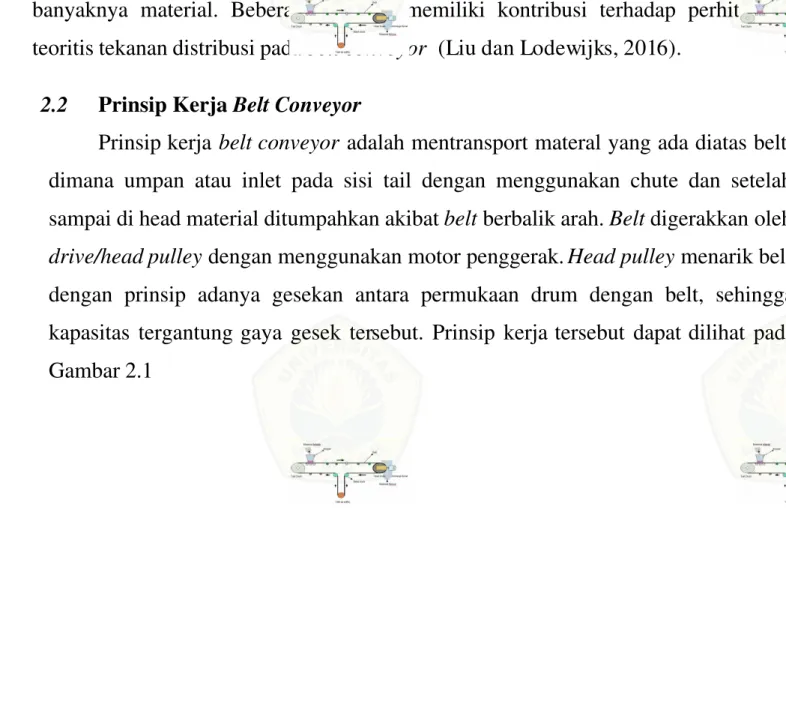
2.2 Prinsip Kerja Belt Conveyor
Prinsip kerja belt conveyor adalah mentransport materal yang ada diatas belt, dimana umpan atau inlet pada sisi tail dengan menggunakan chute dan setelah sampai di head material ditumpahkan akibat belt berbalik arah. Belt digerakkan oleh
drive/head pulleydengan menggunakan motor penggerak. Head pulley menarik belt dengan prinsip adanya gesekan antara permukaan drum dengan belt, sehingga kapasitas tergantung gaya gesek tersebut. Prinsip kerja tersebut dapat dilihat pada Gambar 2.1
7
2.3 Bagian-bagian Belt Conveyor
Belt conveyor mampu berjalan karena adanya sistem yang menjalankannya, adapun bagian-bagian utama dari sistem tersebut seperti pada Gambar 2.2.
Gambar 2.2Bagian-Bagian Belt Conveyor (Ilyandi, 2012)
2.3.1 Belt
Belt adalah elemen mesin yang menghubungkan dua buah puli yang digunakan untuk mentransmisi daya ataupun sebagai alat angkut bahan padatan. Belt biasanya terbuat dari textil, plat baja dan anyaman dari plat baja. Tetapi yang biasa digunakan dalam industri adalah belt yang terbuat dari karet berlapis textil.
Dalam proses perawatan belt conveyor , sebelumnya perlu dipahami spesifikasi atau cara pembacaan spesifikasi belt dan kapasitas angkut belt itu sendiri.
Contoh Spesifikasi belt :
16 meter EP-315, 3P,800 x 5 x 1,5 mm T210°C
Keterangan :
16 meter : Panjang belt conveyor
EP : Tipe Carcase (EP : Poliester) 315 : Tensile Strength (kg/cm/ ply) 800 : Lebar Belt (mm)
3P : Jumlah ply(3 ply) 5 : Tebal Top Cover (mm) 1,5 : Tebal Bottom Cover (mm) T210°C : Temperatur maksimum
Type belt : High Temperature Resistances
Adapun beberapa jenis belt yang biasa digunakan pada suatu industri adalah
fabric belt dan steel cord belt. Fabric Belt seperti pada Gambar 2.3 adalah belt
dengan penguat yang terbuat dari serat tekstil (serat buatan) yang biasa disebut
carcass. Carcass fabric adalah lapisan dari satu atau beberapa lapis tenunan yang di resapi karet dan di antara lapisan tenunan terdapat lapisan perekat (skim rubbe).
Gambar 2.3 Fabric Belt (SummA Learning Center, 2001)
Jenis carcas yang sering dipakai : a. Nylon atau Polymide
b. Polyester ( Serat Sintetis ) c. Cotton( Serat alam / katun ) d. Vinylon fabric
e. Aramide fibre
Steel cord belt seperti pada Gambar 2.4 merupakan jenis belt yang penerapannya menggunakan penguat dengan jenis sling baja, sehingga belt jenis ini cenderung memiliki kekuatan tarik yang lebih baik dibandingkan dengan jenis fabric
9
belt . Carcass jenis sling baja (Steel Cord ) adalah kesatuan dari deretan sling di resapi karet, di antara lapisan tenunan terdapat lapisan perekat (skim rubber).
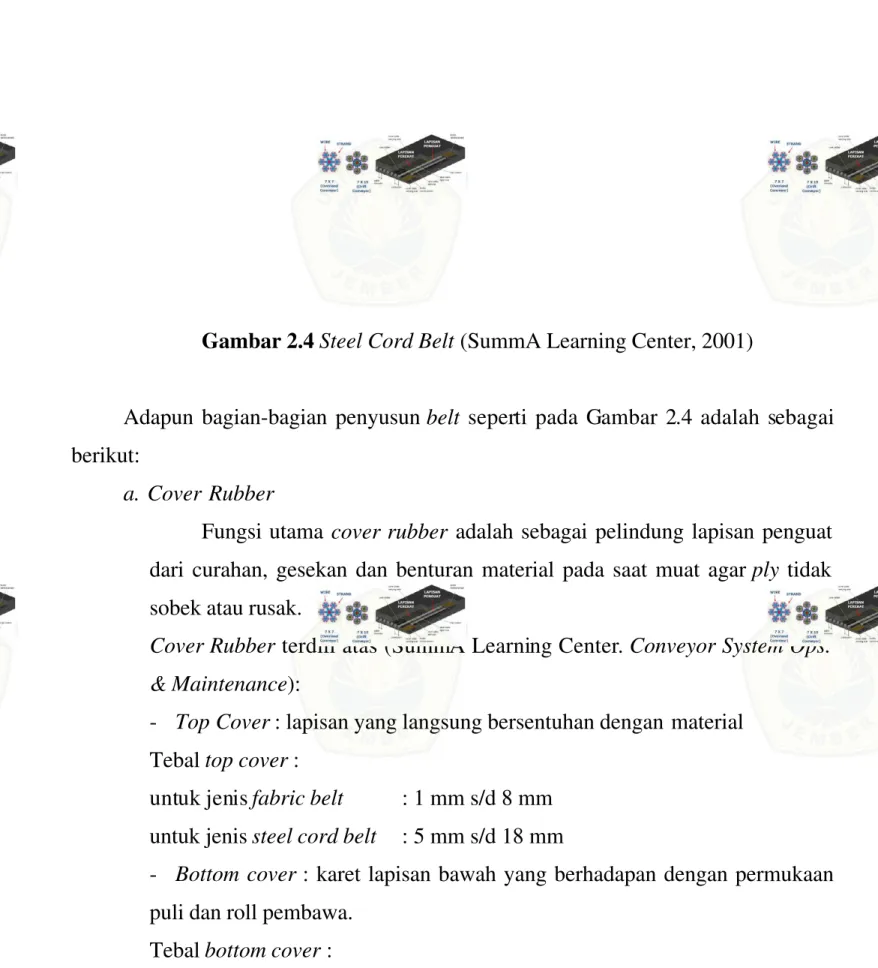
Gambar 2.4 Steel Cord Belt (SummA Learning Center, 2001)
Adapun bagian-bagian penyusun belt seperti pada Gambar 2.4 adalah sebagai berikut:
a. Cover Rubber
Fungsi utama cover rubber adalah sebagai pelindung lapisan penguat dari curahan, gesekan dan benturan material pada saat muat agar ply tidak sobek atau rusak.
Cover Rubber terdiri atas (SummA Learning Center. Conveyor System Ops. & Maintenance):
- Top Cover : lapisan yang langsung bersentuhan dengan material Tebal top cover :
untuk jenis fabric belt : 1 mm s/d 8 mm untuk jenis steel cord belt : 5 mm s/d 18 mm
- Bottom cover : karet lapisan bawah yang berhadapan dengan permukaan puli dan roll pembawa.
Tebal bottom cover :
untuk jenis steel cord belt : 5 mm s/d 8 mm
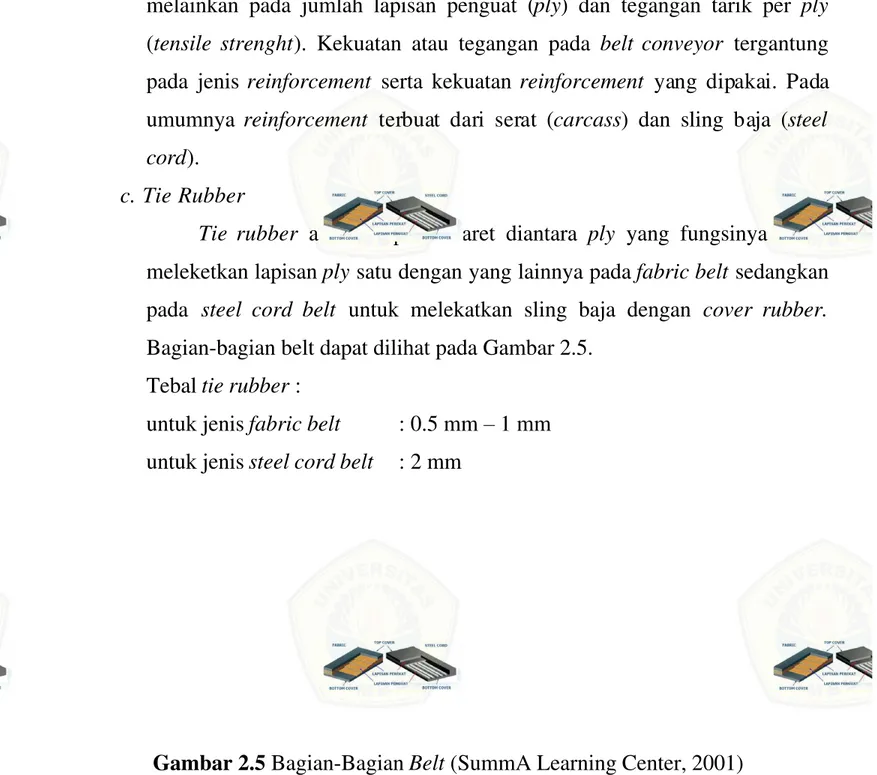
b. Reinforcement
Kekuatan belt conveyor bukan dilihat berdasarkan ketebalannya melainkan pada jumlah lapisan penguat ( ply) dan tegangan tarik per ply
(tensile strenght ). Kekuatan atau tegangan pada belt conveyor tergantung pada jenis reinforcement serta kekuatan reinforcement yang dipakai. Pada umumnya reinforcement terbuat dari serat (carcass) dan sling baja (steel cord ).
c. Tie Rubber
Tie rubber adalah lapisan karet diantara ply yang fungsinya untuk meleketkan lapisan ply satu dengan yang lainnya pada fabric belt sedangkan pada steel cord belt untuk melekatkan sling baja dengan cover rubber.
Bagian-bagian belt dapat dilihat pada Gambar 2.5. Tebal tie rubber :
untuk jenis fabric belt : 0.5 mm – 1 mm untuk jenis steel cord belt : 2 mm
Gambar 2.5Bagian-Bagian Belt (SummA Learning Center, 2001)
Dalam realitanya sering terjadi permasalahan pada sistem belt conveyor jika perawatannya tidak baik. Permasalahan yang muncul dalam perawatan belt
merupakan permasalahan yang sangat kompleks dan beragam. Perawatan yang baik akan mempengaruhi usia dari belt juga menjamin kualitas dan kemampuan belt dalam
11
menyalurkan material secara berkesinambungan dan terus menerus. Maka pentingnya perawatan preventive terhadap belt tidak bisa dipungkiri lagi.
Persentase biaya belt dalam peralatan industri terutama biaya peralatan total dalam sistem tersebut berada antara 50% - 60%. Konsumsi belt menghabiskan bagian terbesar biaya operasi. Maka bisa dibayangkan jika belt tidak dapat dijaga dalam kondisi kerja terbaik sepanjang waktu, akan bisa menyebabkan pengeluaran biaya pemeliharaan yang akan membengkak lebih banyak.
Gangguan dapat timbul karena ketersediaan informasi yang diperlukan tidak mencukupi pada waktu desain, kegagalan memenuhi kondisi pengoperasian yang baik, cacatnya peralatan conveyor atau praktek perawatan yang tidak benar.
Pada dasarnya belt conveyor adalah alat transportasi material yang didesain untuk pemakaian jangka panjang, namun seiring dengan perawatan yang kurang tepat dan peningkatan kapasitas produksi, maka belt conveyor yang seharusnya bisa digunakan untuk waktu yang lama sering mangalami berbagai kendala/ masalah. Diantara masalah yang sering terjadi pada belt conveyor adalah:
a. Sobek Memanjang
Sobek memanjang searah jalannya belt , baik kerusakan terjadi pada
cover rubber saja atau terkena plysehingga terbelah dua. b. Sobek Melintang
Sobek melintang, baik kerusakan terjadi pada cover rubber maupun tembus terkena ply, untuk kerusakan tembus ply, apakah ply pertama atau semua ply maka kerusakan ini harus dikerjakan sedemikian rupa sehingga tidak ada kekuatan yang hilang pada daerah kerusakan yaitu dengan menyisipkan ply yang utuh. Hal ini perlu dilakukan mengingat arah kerusakan adalah melintang dimana arah ini selalu dalam keadaan tegang dan cenderung untuk memperbesar sobekan. Jika lebar sobekan melampaui 20% dari lebar belt sebaiknya dipotong dan disambung kembali.
c. Sobek Pinggir Belt
mistracking atau ketidak lurusan jalannya belt conveyor sehingga terjadi pergeseran antara body hopper dengan pinggiran belt .
d. Belt Aus Karena Skirt Board
Penggunaan rubber Skirt dalam sistem belt conveyor sangat penting. Sebab keseimbangan material terhadap belt sangat tergantung oleh rubber skirt tersebut. Akan tetapi penggunaan rubber skirt yang terbuat dari bahan karet sangatlah perlu diperhatikan. Kesalahan pemilihan dalam penggunaan
rubber skirt akan berdampat seperti permasahan diatas yaitu belt akan cepat aus.
Dalam pemasangan skirt board ini harus memperhatikan gab (jarak) antara ujung skirt bord dengan permukaan belt . Sebab jika ada celah maka itu nanti akan membuat material menempel pada skirt board tersebut dan nantinya akan bisa membuat belt sobek karena terkena material yang menempel dan mengeras tersebut.
e. Belt Aus Karena Scrapper
Scrapper merupakan alat yang digunakan untuk membersihkan material yang menempel pada belt , namun kebanyakan belt juga aus karena disebabkan oleh scrapper.
Dalam sistem ban berjalan pemilihan scrapper yang baik merupakan hal yang paling penting. Sebab jika kita salah dalam mamilh scrapper maka akan mudah terjadi kerusakan atau sobek pada belt . Walaupun hampir semua
blade scrapper terbuat dari bahan karet, namun tidak semua jenis karet dapat dipakai sebagai scrapper.
f. Belt Kurang Kencang
Belt conveyor seiring dengan pengoperasiannya akan mengalami mulur sebagai akibat dari sifat serat karet dan juga stress yang dialaminya sehingga menyebabkan belt kurang kencang.
13
2.4 Sambungan Adhesive
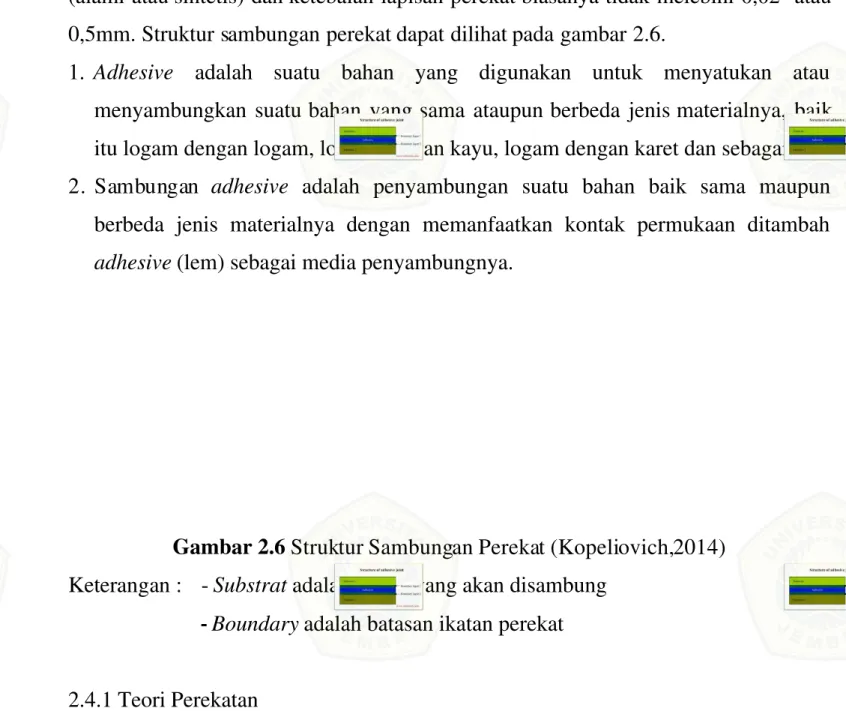
Sambungan adhesive atau ikatan perekat adalah proses bergabungnya dua bahan atau lebih bagian bahan padat dengan zat perekat, bahan dari bagian yang akan direkat mungkin sama atau mirip. Bahan lapisan perekat umumnya adalah polimer (alami atau sintetis) dan ketebalan lapisan perekat biasanya tidak melebihi 0,02" atau 0,5mm. Struktur sambungan perekat dapat dilihat pada gambar 2.6.
1. Adhesive adalah suatu bahan yang digunakan untuk menyatukan atau menyambungkan suatu bahan yang sama ataupun berbeda jenis materialnya, baik itu logam dengan logam, logam dengan kayu, logam dengan karet dan sebagainya. 2. Sambungan adhesive adalah penyambungan suatu bahan baik sama maupun
berbeda jenis materialnya dengan memanfaatkan kontak permukaan ditambah
adhesive(lem) sebagai media penyambungnya.
Gambar 2.6Struktur Sambungan Perekat (Kopeliovich,2014) Keterangan : - Substrat adalah bahan yang akan disambung
-
Boundaryadalah batasan ikatan perekat2.4.1 Teori Perekatan
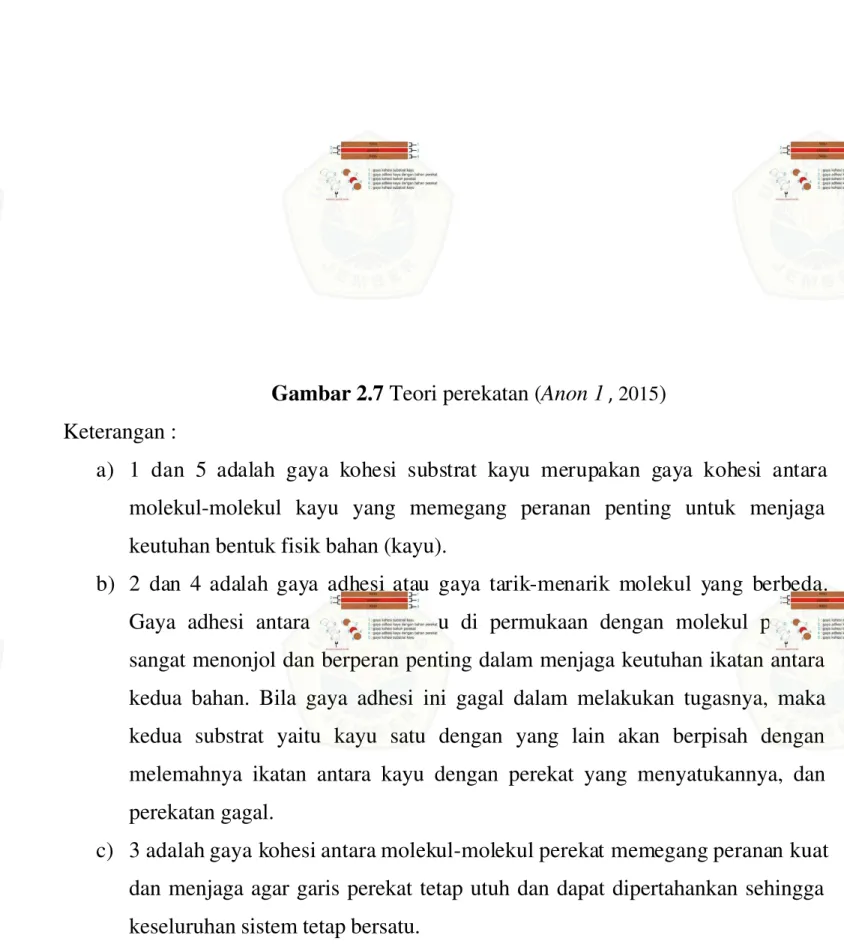
Melakukan analisis perekatan dengan cara memecahnya ke dalam gaya-gaya yang mampu dikeluarkan oleh satu atau beberapa molekul bila berdekatan atau berjauhan dengan molekul yang lain. Gaya-gaya ini dikenal sebagai gaya adhesi dan gaya kohesi pada suatu sistem ikatan fisika kimia molekul. Pada sistem ini garis
perekat diuraikan menjadi 5 buah garis gaya yang saling berkaitan. Teori perekat dapat dilihat pada gambar 2.7.
Gambar 2.7Teori perekatan ( Anon 1 , 2015) Keterangan :
a) 1 dan 5 adalah gaya kohesi substrat kayu merupakan gaya kohesi antara molekul-molekul kayu yang memegang peranan penting untuk menjaga keutuhan bentuk fisik bahan (kayu).
b) 2 dan 4 adalah gaya adhesi atau gaya tarik-menarik molekul yang berbeda. Gaya adhesi antara molekul kayu di permukaan dengan molekul perekat sangat menonjol dan berperan penting dalam menjaga keutuhan ikatan antara kedua bahan. Bila gaya adhesi ini gagal dalam melakukan tugasnya, maka kedua substrat yaitu kayu satu dengan yang lain akan berpisah dengan melemahnya ikatan antara kayu dengan perekat yang menyatukannya, dan perekatan gagal.
c) 3 adalah gaya kohesi antara molekul-molekul perekat memegang peranan kuat dan menjaga agar garis perekat tetap utuh dan dapat dipertahankan sehingga keseluruhan sistem tetap bersatu.
15
Dari gambaran di atas jelas bahwa perekatan yang berhasil memerlukan analisis yang teliti pada setiap lingkaran gaya penyusun yang menentukan keberhasilan perekatan. Teori ini dapat dipertimbangkan sebagai analisis ilmiah pertama dalam perekatan dan kemudian teknologi perekatan dapat dikembangkan dari titik tolak analisis tersebut.
2.4.2 Faktor-Faktor yang Menentukan Kekuatan Ikatan Perekat (1) Faktor mekanis menyediakan ikatan adhesi yang kuat karena :
- luas antar muka yang lebih luas
- Interlocking bahan pada permukaan micro-void
(2) Faktor kimia :
- Ikatan antar ion : Ikatan ion terbentuk ketika sebuah atom menyumbangkan elektron ke atom lain. Sebagai hasil dari transisi elektron, dua ion membentuk (bermuatan positif kation dan anion bermuatan negatif). Kekuatan tarik elektrostatik antara dua ion membentuk ikatan ion. Ikatan ion dapat terbentuk antara dua bahan dengan elektronegativitas yang berbeda.
- Ikatan kimia : Ikatan dimana masing-masing atom logam memberikan kontribusi elektron valensi untuk kisi kristal, membentuk awan elektron atau elektron "gas", sekitar ion logam positif. Elektron bebas milik seluruh logam kristal dan terus bersama-sama atom logam.
2.4.3 Kelebihan dan Kekurangan pada sambungan adhesive
1) Kelebihan sambungan adhesive: - Beban merata
- Dapat digunakan untuk menyambung dua bahan yang berbeda dan keadaan dan bentuk apapun
- Dapat diproses pada temperatur yang rendah - Sebagai isolator panas dan listrik
- Tidak terjadi konsentrasi tegangan - Tidak terjadi korosi
- Memgurangi berat bagian alat sambungan (Dengan pengelolaan yang tepat)
- Kemampuan penyegelan
- Mengurangi banyak perhitungan komponen - Mengurangi waktu perakitan
2) Kekurangan sambungan adhesive:
- Membutuhkan waktu yang lama untuk persiapan dan proses penyatuan sambungan
- Sukar untuk dibuka
- Tahanan panas yang terbatas - Tahanan kejut yang rendah - Penggunaan permanen
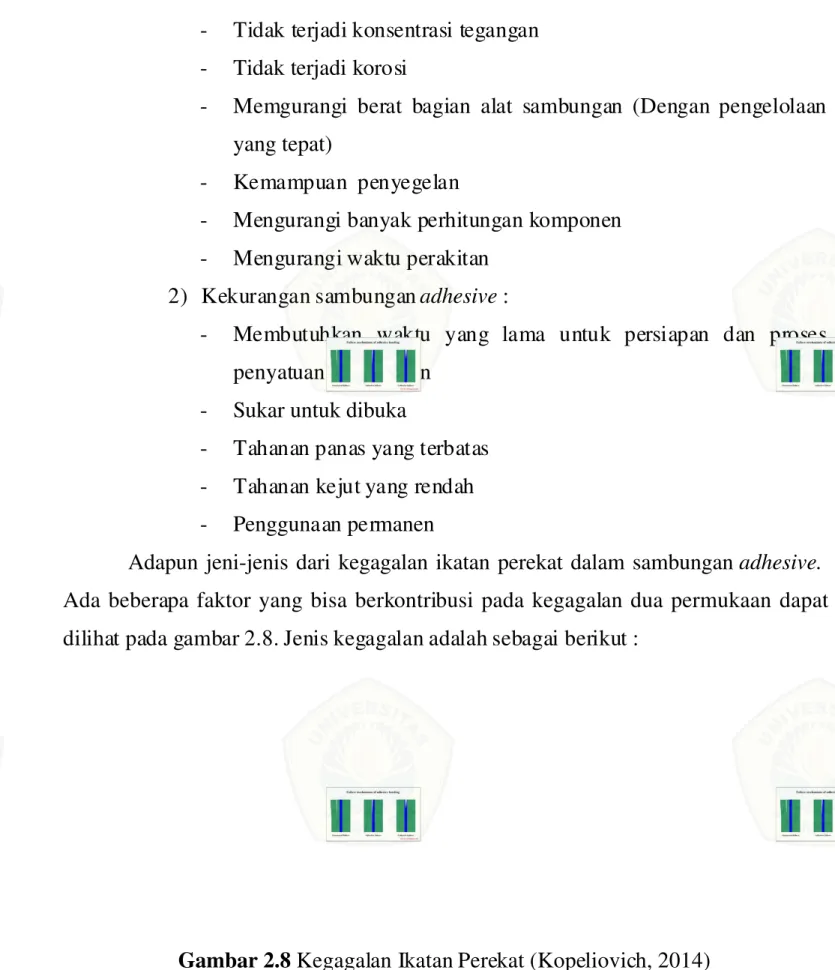
Adapun jeni-jenis dari kegagalan ikatan perekat dalam sambungan adhesive.
Ada beberapa faktor yang bisa berkontribusi pada kegagalan dua permukaan dapat dilihat pada gambar 2.8. Jenis kegagalan adalah sebagai berikut :
17
Ada tiga mekanisme kemungkinan kegagalan ikatan perekat :
- Kegagalan struktural : kegagalan internal dari bahan substrat di daerah dekat sendi.
- Kegagalan adhesive : kegagalan antar muka mengakibatkan pemisahan salah satu substrat dari lapisan perekat.
- Kegagalan kohesif : kegagalan internal dari lapisan perekat.
Adapun untuk pengaruh perubahan temperatur, berdasarkan (Burchardt, 1979) menerangkan bahwa ketahanan temperatur pada perekat elastis tergolong rendah jika dibandingkan teknik rangkaian mekanik. Hal tersebut bisa dibandingkan dengan ketahanan temperatur pada termoplastik dan cukup memadai untuk kebanyakan aplikasi pada kondisi dibawah tekanan normal (contoh: aplikasi outdoor tanpa pembongkaran pada sumber panas tambahan ataupun perekat). Bagaimanapun juga, efek-efek yg memungkinkan dari pemanasan berlebih pada bahan perekat (seperti pada api) harus ditambahkan pada catatan dalam proses desain. Jika terdapat resiko kegagalan pada sambungan perekat oleh pemanasan berlebih dapat menyebabkan kerusakan personal atau kerusakan yang sejajar, pengaman mekanik tambahan harus ditambahkan pada desain. Pada temperatur dingin, perekat elastis akan mengeras dan proses pemanjangan akan terhenti. Hal ini akan mengarahkan pada tekanan tambahan yang dapat mengurangi perekatan (Nurrudin, 2015).
2.5 Penyambungan Belt Conveyor
Pada umumnya penanganan masalah pada belt conveyor adalah dilakukan dengan penyambungan dan repair pada bagian-bagian belt yang mengalami kerusakan. Penyambungan belt conveyor antara lain :
2.5.1 Belt Splicing
a) Splicing rubber adalah sistem penyambungan rubber belt yang dipakai dalam menyatukan 2 bagian ujung dari rubber belt yang terputus atau akan disatukan. b) Membentuk kekuatan pengeleman (adhesi) antara 2 bagian rubber belt yang akan
c) Panjang sambungan, konfigurasi atau urutan penyambungan, ukuran sambungan,desain sambungan sangat berpengaruh untuk mendapatkan hasil “Splicing” yang baik, Kemampuan dalam menerima tegangan secara terus menerus dan mampu membagi tegangan tarikan pada seluruh bagian sambungan
belt saat operasional adalah bagian terpenting dari suatu pekerjaan splicing. 2.5.2 Panjang Sambungan
Menurut Niemann (1986), besarnya gaya tarik yang dialami oleh sambungan perekat tergantung kepada panjangnya belt yang direkatkan. Dalam hal ini besarnya gaya tarik yang dialami oleh sambungan dapat dihitung dengan rumus :
F = b × Ls × τizin... (2.1)
Dimana : F = gaya tarik belt (N)
b = panjang belt yang direkatkan (mm) Ls = panjang langkah penyambungan (mm) τizin = tegangan tarik izin (N/ )
Sebelum menentukan sistem dingin atau system panas dalam suatu rencana penyambungan, sangat penting untuk mengetahui referensi dari fabricant (Pabrik) pembuat belt atau Standard Internasional dalam menentukan panjang sambungan.
Panjang sambungan adalah panjang total dari suatu sambungan antara belt yang satu dengan belt lainnya. Panjang sambungan sangat menentukan kekuatan saat menerima beban tarik. Mengurangi panjang sambungan sama dengan beresiko mengurangi kemampuan beban tarik pada sambungan. Oleh karena itu kekuatan sambungan biasanya merujuk dari Standard DIN 22102 untuk panjang sambungan (Tabel 2.1)
19
Tabel 2.1 Standard Sambungan DIN 22102 ( Anon 2 ,2016)
Sumber: Ambelt forderbander belt (2016)
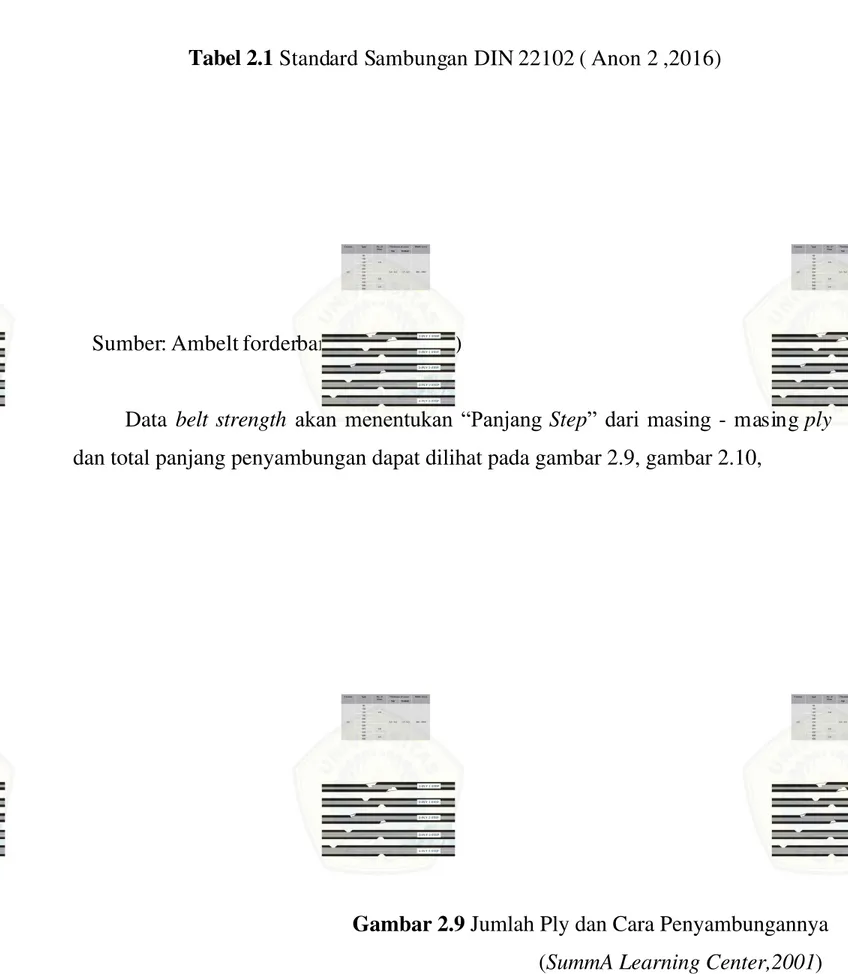
Data belt strength akan menentukan “Panjang Step” dari masing - masing ply
dan total panjang penyambungan dapat dilihat pada gambar 2.9, gambar 2.10,
Gambar 2.9Jumlah Ply dan Cara Penyambungannya (SummA Learning Center,2001)
Gambar 2.10Cara Penyambungan (SummA Learning Center, 2001)
Dari gambar di atas dapat dilihat bahwa untuk melakukan penyambungan belt conveyor harus menggunakan bias cut (sudut sambungan) dalam proses penyambungannya.
2.5.3 Tipe Penyambungan
Secara umum tipe atau model penyambungan dapat dibagi dua yaitu Endless splicedanmechanical splice :
a) Endless splice :
1. Cold splice (Penyambungan sistem dingin atau Vulkanisasi secara Kimiawi) 2. Hot splice(Penyambungan sistem panas atau Vulkanisasi Panas)
b) Mechanical Splice
1. Fastener ( Semua Penyambungan Mechanic)
2. Super Screw (Kombinasi antara Rubber dan Fastener )
Secara umum, penyambungan sistem panas adalah sama dengan penyambungan sistem dingin, yang membedakan hanyalah pada jenis “Material
21 21
““ Endless Splice Endless Splice” memiliki banyak keuntungan :” memiliki banyak keuntungan : a.
a. TTidaidak menyek menyebabkbabkan kerusan kerusakaakann part conveyor part conveyor lainnya,lainnya, b.
b. TTididakak memenynyebaebabkbkan an ((spillagespillage),), c.
c. UmuUmur samr sambunbungan lgan lebiebih aweth awet,, d.
d. MengurMengurangi angi kans kans pekerjpekerjaan aan ((re-splicere-splice) dan () dan (down timedown time).). 2.
2.5.5.44 PePerbrbededaaaan n MeMendndasasarar Cold Cold dandan Hot Splice Hot Splice
Pada dasarnya langkah pekerjaan sambungan dingin maupun panas memiliki Pada dasarnya langkah pekerjaan sambungan dingin maupun panas memiliki langkah pekerjaan yang sama, yang membedakan dari kedua pekerjaan ini adalah langkah pekerjaan yang sama, yang membedakan dari kedua pekerjaan ini adalah hanya pada langkah aplikasinya, karena menggunakan material dan tambahan alat hanya pada langkah aplikasinya, karena menggunakan material dan tambahan alat kerja yang berbeda.
kerja yang berbeda.
2.5.
2.5.5 5 Cold Cold SplSplicicinging(Penyambungan Dingin)(Penyambungan Dingin)
Penyambungan dengan sistem dingin adalah proses penyambungan
Penyambungan dengan sistem dingin adalah proses penyambungan belt belt conveyor
conveyor yang proses vulkanisasinya dengan cara kimiawi. Yaitu denganyang proses vulkanisasinya dengan cara kimiawi. Yaitu dengan menggunakan lem yang menyatu dengan karet.
menggunakan lem yang menyatu dengan karet. 2.5.6
2.5.6 Hot Hot SplicingSplicing(Penyambungan Panas)(Penyambungan Panas)
Hot
Hot splicesplice sering disebut juga sebagai penyambungan vulkanisasi, karenasering disebut juga sebagai penyambungan vulkanisasi, karena pekerjaan ini menggunakan material yang harus diaplikasikan dengan menggunakan pekerjaan ini menggunakan material yang harus diaplikasikan dengan menggunakan mesin vulkanisasi.
mesin vulkanisasi.
Vulkanisasi merupakan proses pembentukan ikatan silang belerang dengan Vulkanisasi merupakan proses pembentukan ikatan silang belerang dengan karet untuk membentuk struktur jaringan tiga dimensi. Ikatan silang menjadikan karet karet untuk membentuk struktur jaringan tiga dimensi. Ikatan silang menjadikan karet tidak lengket serta meningkatkan kekuatan tariknya.
tidak lengket serta meningkatkan kekuatan tariknya.
Temperatur yang terlalu rendah atau terlalu tinggi mengakibatkan kekuatan Temperatur yang terlalu rendah atau terlalu tinggi mengakibatkan kekuatan tarik dari barang jadi karet tidak sempurna, ini disebabkan karena karet merupakan tarik dari barang jadi karet tidak sempurna, ini disebabkan karena karet merupakan konduktor yang tidak baik dan sukar mengangkut panas. Oleh karena itu,temperatur konduktor yang tidak baik dan sukar mengangkut panas. Oleh karena itu,temperatur vulkanisasi
vulkanisasi sangat berpengaruh sangat berpengaruh terhadap kekuatan terhadap kekuatan tarik (tarik (Tensile StrengthTensile Strength).).
Hot
Hot splicesplice dilaksanakan dengan menggunakan 1 setdilaksanakan dengan menggunakan 1 set heating platen heating platen dengandengan
press
pressure bagure bagatau menggunakan modulatau menggunakan modul hydrolic hydrolic..
Hot splice
dan yang mampu juga m
dan yang mampu juga mengoperasikan mesin vulkanisasi.engoperasikan mesin vulkanisasi.
Umumnya pekerjaan penyambungan untuk sistem panas dan dingin memiliki Umumnya pekerjaan penyambungan untuk sistem panas dan dingin memiliki sistem pekerjaan yang sama, yang membedakan hanyalah pada material sistem pekerjaan yang sama, yang membedakan hanyalah pada material penyambungannya.
penyambungannya. a)
a) KeKebubututuhahan pern persisiapapan dian di lalapapangangan untn untuk peuk pekerkerjaajaann hot splice hot spliceseperti dibawah ini :seperti dibawah ini : 1.
1. Electrical Electrical sourcesource (Sumber Listrik),(Sumber Listrik), 2.
2. VVulcanizing ulcanizing Equipment Equipment (Perlengkapan vulkanisas yang di sesuaikan dengan(Perlengkapan vulkanisas yang di sesuaikan dengan
belt widh
belt widh dan panjang sambungan,dan panjang sambungan, 3.
3. MateriMaterial yal yang ang selselalu alu tertersimsimpan pan baibaik dk didaidalamlam cold strorage cold strorage (5(5 – – 1515 00C)C) 4.
4. OperatOperator yor yang ang terterampampil il untuntuk muk mengengoperoperasiasianan vulcanizing machine vulcanizing machine,, 5.
5. Membutuhkan Membutuhkan banyak banyak pekerjpekerja ya yang ang teramterampil pil saat saat mengomengoperasiperasikan kan machinmachinee dan saat pembongkarannya juga.
dan saat pembongkarannya juga. b)
b) YYang diang diperlukperlukan dalan dalam proam proses ses vulkanvulkanisasisasi sei sebagai bagai berikberikut :ut : 1.
1. Pressure Pressure :: 100 P100 Psi-si-125 P125 Psi (si (6,86,899 BarBar – – 8,61 Bar)8,61 Bar) 2.
2. Curing Curing temperaturtemperaturee: 300: 30000FF ± 5± 500F (148,89F (148,8900CC ± 5± 500C)C) 3.
3. Curing Curing timetime: 5: 5 menit menit per mper mm tebam teball belt belt
4.
4. Minimum Minimum curing curing timetime: 30 menit: 30 menit
2
2..66 FFootto o MMaakkrro o SSppeessiimmeenn Belt Belt ConveyorConveyor dan Hasil Uji Tarikdan Hasil Uji Tarik Belt Belt TanpaTanpa Sambungan
Sambungan
2.
2.6.6.11 FoFoto to MaMakrkro So Spepesisimemenn Belt Conveyor Belt Conveyor
Gambar 2.11
23 23
Gambar 2.11
Gambar 2.11Foto Makro sambunganFoto Makro sambungan belt conveyor belt conveyor
Sifat mekaniknya tergantung dari derajat vulkanisasi, sehingga dapat Sifat mekaniknya tergantung dari derajat vulkanisasi, sehingga dapat dihasilkan banyak jenis sampai jenis yang kaku seperti ebonite. Temperatur dihasilkan banyak jenis sampai jenis yang kaku seperti ebonite. Temperatur penggunaan yang paling tinggi sekitar 9
penggunaan yang paling tinggi sekitar 999 C, melunak pada suhuC, melunak pada suhu 130130 C dan teruraiC dan terurai
sekitar
sekitar 200200 C. Sifat isolasi listriknya berbeda karena peNcampuran dengan adiktif.C. Sifat isolasi listriknya berbeda karena peNcampuran dengan adiktif.
Namun demikian, karakteristik listrik pada frekuensi tinggi sangat jelek. Zat tersebut Namun demikian, karakteristik listrik pada frekuensi tinggi sangat jelek. Zat tersebut dapat larut
dapat larut dalam hidrokarbon,dalam hidrokarbon, ester asam ester asam asetat. (Ompungsenggu, asetat. (Ompungsenggu, 1987)1987) Dapat dilihat dari gambar makro
Dapat dilihat dari gambar makro belt conveyor belt conveyor kemungkinan faktor-faktorkemungkinan faktor-faktor yang terj
yang terjadi kegagaadi kegagalan pada gambar dialan pada gambar diatas meliputas meliputi (a)ti (a) proseproses pengelemas pengeleman dann dan pemukulan sambungan yang kurang merata, (b) proses pemanasan yang kurang pemukulan sambungan yang kurang merata, (b) proses pemanasan yang kurang matang, (c) suhu pemanasan penyambungan yang terlalu tinggi.
2.6.2 Hasil Uji Tarik belt tanpa Sambungan
Gambar 2.12Hasil uji tarik belt tanpa sambungan
Tabel 2.2 Hasil uji tarik belt tanpa sambungan
No σtu (MPa) Rata-Rata σtu
(MPa)
1 2 3
1 9,312178 8,68369 9.137598 9,04
Dari table 2.2 diketahui nilai kekuatan tarik belt tanpa sambungan sebesar 9,04 MPa
2.7 Uji Tarik
Untuk mengetahui kekuatan tarik dari belt conveyor yang telah dilakukan penyambungan adalah dengan dilakukan pengujian tarik. Uji tarik merupakan salah satu pengujian yang dilakukan pada material untuk mengetahui karakteristik dan sifat mekanik material terutama kekuatan dan ketahanan terhadap beban tarik.
ASTM D 3039 merupakan standard pengujian tarik pada sifat komposit bermatrik polimer. Material komposit terbatas pada serat kontinyu maupun serat diskontinyu dengan laminate yang seimbang dan simetris. Berdasarkan ASTM D 3039 terdapat standard spesimen geometri yang dibutuhkan seperti pada Tabel 2.1 serta geometri spesimen yang dibutuhkan seperti pada Tabel 2.3 (Nasiruddin, 2014).
25
Gambar 2.13Standar Sampel Uji ASTM D3039 (Nasiruddin, 2014)
Tabel 2.3 Spesimen geometri yang dibutuhkan(ASTM Organization D3039)
Sumber: Standard test methot for tensile properties of polymer matrix composite materials (2000).
Tabel 2.4 Geometri spesimen yang direkomendasikan(ASTM Organization D3039)
Sumber: Standard test methot for tensile properties of polymer matrix composite materials (2000).
Perhitungan ultimate tensile strength menggunakan persamaan (ASTM D3039) dibawah ini:
σtu= Fmax / A ... (2.2)
σi= Pi / A ... (2.3)
dimana :
σtu = kekuatan tarik ultimate MPa [psi];
Fmax = beban maksimum sebelum kegagalan, N [lbf];
σi = tegangan tarik pada data yang ke-, MPa [psi];
Pi = beban pada data yang ke-, N [lbf];
27
BAB 3. METODOLOGI PENELITIAN
3.1 Jenis Penelitian dan Rancangan Penelitian
Jenis penelitian yang digunakan dalam penelitian ini adalah penggabungan percobaan yang ada di lapangan dengan pengkajian literatur yang telah didapatkan baik dari jurnal maupun dari katalog perusahaan yang juga melakukan penyambungan belt conveyor . Dalam penelitian ini mencakup bagaimana pengaruh variasi tekanan dan variasi temperatur penyambungan terhadap kekuatan tarik belt conveyor 2-ply menggunakan metode hot splicing dengan uji tarik. Rancangan penelitian dengan menggunakan penelitian faktorial dimana penelitian ini berdasarkan variasi tekanan dan variasi temperatur pada penyambungan belt conveyor dengan metode hot splicingterhadap kekuatan tarik.
3.2 Tempat dan Waktu Penelitian
Penelitian ini dilaksanakan di laboratorium Desain dan Uji Bahan Jurusan Teknik Mesin, Fakultas Teknik, Universitas Jember. Penelitian dilakukan selama 4 bulan yaitu bulan Maret-Juni 2016.
3.3 Alat dan Bahan Penelitian
3.3.1 Alat
Alat yang digunakan selama penelitian ini berlangsung antara lain:
1. Mesin Uji tarik (Universal Machine Testing Merk ESSOM TM 113 30 kN).
2. ThermocontrolTipe E5CWL 3. Thermocouple
4. Penggaris
5. Timbangan digital
6. Kamera 7. Pincer
8. Cutter 9. Spuit 10. Spidol 11. Amplas 12. Kuas 13. Heater 14. Palu karet 15. Termometer Laser
16. Alat Bantu Uji Spesimen
17. Dongkrak botol dan pressure gauge
3.3.2 Bahan :
1. Fabric belt dengan spesifikasi 400 x EP 100 x 2P x 1,5 x 1,5 Keterangan:
Lebar belt : 400 mm Tipe carcass : Polyester
Kekuatan tarik/ ply : 100 kg/cm
Top cover : 1,5 mm
Bottom cover : 1,5 mm
Untuk penelitian ini, berdasarkan standar ASTM D 3039 ukuran spesimen yang disarankan adalah 250 mm x 25 mm x 5 mm (Gambar 3.1)
29
Gambar 3.1a). Dimensi spesimen, b). Dimensi tampak samping, c). Dimensi tampak bawah (Amril, 2015) 2. Perekat STL – RF4
dengan spesifikasi yang ditampilkan pada Tabel 3.1
Tabel 3.1 Spesifikasi Perekat STL-RF4 (Amril,2015
Sumber: TIP TOP HEATING SOLUTION STL-RF4 (2010).
Naphtha (petroleum) adalah cairan berwarna kuning gelap hingga coklat atau hijau kehitaman, berbau ringan. Titik didih 86 – 460oF (30 – 238oC).
3.4 Variabel Penelitian
3.4.1 Penetapan Variabel Terikat dan Variabel Bebas
Pada penelitian ini terdapat banyak variabel proses atau faktor yang berpengaruh terhadap proses pembuatan spesimen. Dalam hal ini terdapat dua jenis variabel yaitu meliputi:
1) Variabel Bebas
Merupakan variabel yang bebas ditentukan oleh peneliti sebelum melakukan eksperimen. Variabel bebas pada percobaan ini adalah Bias cut 0,4 BW (standarisasi dari REMA TIP TOP), minimum curing time 30 menit (standarisasi dari REMA TIP TOP), variasi tekanan 5 Bar, 6 Bar, 7 Bar dengan Variasi temperatur penyambungan 1200C, 1300C, 1400C terhadap kekuatan tarik.
2) Variabel Terikat
Merupakan suatu variabel yang besarnya tidak dapat ditentukan sepenuhnya oleh peneliti, tetapi besarnya tergantung pada variabel bebasnya. Variabel terikat dalam penelitian ini adalah hasil dari kekuatan tarik sambungan belt conveyor .
3.5 Prosedur Pembuatan Spesimen
Adapun langkah-langkah penelitian sebagai berikut:
1. Persiapan Fabric belt , serta alat pendukung untuk membuat spesimen.
31
Gambar 3.2 Bias Cut ( REMA TIP TOP, 2016 ) 3. Pelurusan dari Area sambungan terhadap belt ,
4. Penggambaran Panjang Step dan garis potongnya, Demikian pula dengan bagian ujung belt yang lainnya (Gambar 3.3).
Gambar 3.3Penggambaran Panjang Step dan Garis potong (Nurrudin, 2015) 5. Pemotong kedua ujung belt sepanjang sudut sambungan (0,4 x BW)
6. Pemotong bagian karet Top Cover pada kedua belt yang akan disambungkan hingga bertemu dengan Ply pertama
7. Pemotong Ply pertama dengan menggunakan cutter sampai terlihat ply kedua,
8. pengupasan sedikit bagian ply pertama dengan bantuan pincer ,
9. Pertemuan kedua ujung belt yang akan disambungkan dan periksalah apakah bagian – bagian tersebut match antara yang satu denga yang lainnya (Gambar 3.5).
Gambar 3.5Proses Matching (Nurruddin, 2015)
10. Proses pengasaran ( Buffing) dengan menggunakan gerinda pada permukaan
carcass yang terdapat karet,
11. pembersihan permukaan sambungan dari debu karet,
12.Penerapan atau sesuaikan kedua bagian belt (upper & lower ) secara bersamaan untuk mendapatkan hasil yang “ Match”
13.penimbangan STL – RF4 seberat 0,6 gr 2 kali menggunakan timbangan digital.
14. Pengkuasan STL – RF4 tersebut 1 kali pada masing masing permukaan 15. Pengeringan STL – RF4, tunggu selama 2 menit.
16. Setelah pengeleman pertama selesai,kemudian dilakukan pengeleman ke 2 sebelum penyatuan belt dilaksanakan. (Total pengeleman tiap spesimen 1,2gr).
33
17.Pemberian tie rubber (kompon karet) seluas permukaan sambungan.
18.Penyatuan kedua ujung belt secara bersamaan, check ujung tepian fabric
dari masing – masing belt hingga posisi ply benar – benar match tanpa adanya overlapping
19.Penggunaan palu karet dari arah tengah ke tepian sambungan untuk menghindari terjadinya udara terjebak dan memperkecil terbentuknya udara
blister , sebanyak 6 kali.
Gambar 3.6Proses perekatan belt dengan bantuan palu karet (Amril, 2015) 20. penggunaan palu karet untuk memukul bagian sambungan belt , agar sambungan tersebut lebih merekat, sebanyak 6 kali pemukulan (Gambar 3.7).
Gambar 3.7Proses perekatan sambungan belt dengan palu karet (Amril, 2015)
21.Pemanasan terlebih dahulu pemanas (heater) sesuai dengan suhu yang diinginkan, sebelum spesimen diletakkan diatas pemanas (heater).
22.Setelah heater benar – benar sudah mencapai suhu yang diinginkan, heater dimatikan terlebih dahulu sebelum menempatkan spesimen yang sudah jadi di atas heater (pemanas). Pemberian aluminium foil agar belt tidak rusak, serta damping pada bagian samping sambungan belt , agar saat proses vulkanisasi lem tidak meluber keluar (Gambar 3.8)
23.Penutupan bagian atas belt dengan heter yang ke dua (Gambar 3.8).
Gambar 3.8 Belt di jepit di antara dua heater (pemanas) (Amril, 2015) 24. Penekanan atau pembebanan di atas heater dengan beban variasi (5 Bar, 6
Bar, 7 Bar) seperti pada Gambar 3.9.
35
25. Start vulkanisasi dengan temperature yang ditentukan. Suhu pada pemanas diukur dengan thermocouple dan diatur suhunya menggunakan termokontrol untuk menjaga agar suhu dalam kondisi tetap. Panas secara konduksi tersebut dilakukan selama 30 menit, dengan variasi temperatur 1200C, 1300C, 1400C. Toleransi suhu ± 50C.
26. Pendinginan spesimen uji secara perlahan, dengan cara mendiamkan belt
dalam posisi masih terjepit heater selama 30 menit.
3.6 Prosedur Pengujian Spesimen
Dalam melakukan pengolahan data diambil dari proses uji tarik pada spesimen-spesimen dengan menggunakan Universal Machine Testing Merk ESSOM TM 113 . Pengujian tarik dilakukan dengan menggunakan panduan ASTM D 3039 yang merupakan standard pengujian kekuatan tarik pada komposit bermatrik polimer.
Gambar 3.10a). skema sambungan, b). contoh dimensi, c). skema mesin uji tarik (Chou,2016)
Keterangan gambar:
(a) Skematis dari sambungan fabric belt conveyor.
(b) Dimensi potongan uji dengan bentuk dumb-bell (c) Skematis dari mesin uji tarik
Sebelum melakukan pengujian tarik, dilakukan pengecekan terhadap spesimen-spesimen yang telah dibuat. Hal ini bertujuan agar spesimen yang diuji sudah seragam seperti yang disarankan pada ASTM D 3039. Pengecekan dilakukan dengan cara meletakkan spesimen pada alat bantu uji dimensi seperti pada Gambar 3.11, dimana jika spesimen tidak sesuai seperti dimensi yang disarankan, maka harus diganti dengan spesimen yang baru (Nasiruddin, 2014).
Gambar 3.11Alat Bantu Uji Dimensi Spesimen (Nasiruddin, 2014)
Ketika pengujian tarik siap dilakukan, penyetelan penanda displacement
dengan meletakkan ujung dasarnya ke dasar mesin uji tarik. Saat penanda
displacement tidak lagi menyentuh dasar mesin uji tarik, dilakukan penyetelan ulang dengan mengendorkan pengikatnya dan meletakkan ke dasar mesin uji tarik. Hal ini dimaksudkan agar penanda displacement dapat bekerja dengan baik. Peresetan
display saat akan melakukan pengujian tarik. Proses pengujian dilakukan oleh dua orang, orang pertama memegang pencekam sedangkan yang lainnya mengungkit dengan tuas yang disediakan. Selama proses, selali dilakukan pengecekan pada
display mesin uji tarik. Pencacatan beban maksimal sebelum kegagalan untuk perhitungan kekuatan tarik dari spesimen-spesimen uji (Nasiruddin, 2014).
37
3.7 Analisis Data
Analisis data dilakukan setelah diperoleh hasil pengujian kekuatan tarik adalah sebagai berikut:
1. Analisis nilai kekuatan tarik dari variasi tekanan pada penyambungan dengan metode hot splicing.
2. Analisis kekuatan tarik pada pengujian tarik dengan variasi temperatur penyambungan belt metode hot splicing.
3.8 Diagram Alir Penelitian(Gambar 3.12)
Penyambungan Belt Conveyor
120 C 130 C 140 C
5 Bar 6 Bar 7 Bar 5 Bar 6 Bar 7 Bar 5 Bar 6 Bar 7 Bar
Gambar 3.12Diagram Alir Penelitian
MULAI
Studi Literatur dan Survey
Persiapan Alat dan Bahan
Belt Conveyor dengan Sambungan 2-ply 1-step
Apakah spesimen sudah sesuai standar? Tidak Ya UJI KEKUATAN TARIK ANALISIS DATA KESIMPULAN SELESAI
51
BAB 5. PENUTUP
5.1 Kesimpulan
Berdasarkan hasil pengolahan, pengujian dan analisis data yang telah dilakukan oleh penulis, maka dari hasil penelitian ini dapat diambil beberapa kesimpulan yaitu sebagai berikut :
1. Nilai kekuatan tarik sambunganbelt conveyor tertingg pada tekanan 5 Bar sebesar 2,49 MPa. Sedangkan nilai kekuatan tarik terendah pada tekanan 6 Bar sebesar 1,11 MPa.
2. Nilai kekuatan tarik sambungan belt conveyor tertinggi berada pada temperatur penyambungan 1200C sebesar 2,49MPa. Sedangkan nilai kekuatan tarik terendah pada temperatur penyambungan 1400C sebesar 1,11 MPa.
3. Kegagalan yang ditemukan dalam analisa ini adalah kegagalan gaya adhesibelt
dengan perekat dan kegagalan gaya kohesi substatbelt.
5.2 Saran
Saran yang dapat peneliti sampaikan agar penelitian berikutnya dapat menghasilkan produk yang lebih baik lagi adalah sebagai berikut:
1. Dalam melakukan penyambungan belt conveyor dengan metode hot spicing, Penulis menyarankan untuk memakai acuan dengan tekanan 5 bar dan temperatur penyambungan 1200C.
2. Perlu adanya penelitian lebih lanjut untuk jenis belt dan jumlah ply yang akan disambung dengan metodehot splicing.
3. Sebelum penelitian dilakukan agar meninjau kembali literatur pendapat dari Ompusunggu (1987), mengenai temperatur penggunaan dan pada saat karet melunak dan mulai terurai.
American Society for Testing and Materials (ASTM). 2000. Standard Test Methodsfor Tensile Properties of Polymer Matrix Composite Materials. ASTM
D 3039.
Amril, Ahmad. 2015. Pengaruh Variasi Waktu Dan Suhu Terhadap Kekuatan Tarik Belt Conveyor (2-Ply 1-Step) Pada Penyambungan Sistem Panas. Jember:
Badan Penerbit Universitas Jember.
Anonimus 1. 2015. Gorillaglue product. Diperoleh http://www.gorillaglue.com/ ditulis kembali diexpertwannabe.blogspot.com (27 Maret 2016).
Anonimus 2.2016. Ambelt forderbanderbelt. diperoleh dari http://goo.gl/NzP8Uy (4 April 2016)
ASTM Organization. 2000.Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials1 - ASTM D3039, Annual Book of ASTM
Standard. United States.
Burchardt, B. R., dan P. W. Merz. 1979. Elastic Bonding and Sealing in Industry. University of Freiburg.
Chou, liu, chuang. 2012. Optimum conditions for vulcanizing a fabric conveyor belt with better adhesive strength and less abrasion. Diperoleh dari sciencedirect. [23 April 2016]
Contitech.2016. Installing and Splicing Textile Conveyor Belts. Diperoleh dari http://www.contitech.de/pages/produkte/transportbaender/brochures/wt2814_ cbg_montage_textile_en.pdf [19 Jun 2016]
Daryus, Asyari. 2007. Diktat Manajemen Pemeliharaan Mesin, Jakarta: Badan Penerbit Universitas Darma Persada.
Dezzain. 2016. Kenapa Memilih Timbangan Digital. Diperoleh dari
www.cosarosta.com [ 2 Februari 2016].
Ilyandi, Rifki. 2012. Analisa Sambungan Belt Conveyor Pada Pabrik Semen. Riau: Badan Penerbit Universitas Riau.
Kopeliovich, Demitri. 2014. Fundamentals of adhesive bonding. diperoleh dari
http://www.substech.com/dokuwiki/doku.php?id=fundamentals_of_adhesive_ bonding [4 April 2015].
Liu, pang, lodewijks. 2016. theoretical and experimental determinan of the pressure distribution on a loaded conveyor belt. Diperoleh dari sciencedirect. [23 April 2016]
Nasiruddin. 2014. Analisis Termal-Mekanis Komposit Matrik Polyester Dengan Aditif Partikel Montmorillonite Berpenguat Serat Kenaf Anyam. Jember:
Badan Penerbit Universitas Jember.
Niemann G. 1986. ElemenMesin. Jakarta :Erlangga.
Nurruddin, Hamid. 2015. Pengaruh Variasi Bias Cut Pada Sambungan Belt Conveyor 2-Ply 1-Step Terhadap Kekuatan Tarik Menggunakan Metode Cold Splicing Dengan Pengujian Tarik Sistem Panas. Jember: Badan Penerbit Universitas Jember.
Ompusunggu, M. 1987. PengetahuanLateksHavea. SungeiPutih,Medan :Lembaga Pendidikan Perkebunan (LPP).
Siregar, Fauzi. 2004. Alat Transportasi Benda Padat . Program Studi Teknik Kimia Fakultas Teknik Universitas Sumatera Utara.
SummA Learning Center. 2001.Pengetahuan Dasar Rubber Splice. Jakarta. SummA Learning Center. 2001.Conveyor System Ops. & Maintenance. Jakarta. The Gorilla Glue Company. 2015.Teori perekatan.Spanyol.www.gorillaglue.com
A. Perhitungan ANOVA ( Analysis Of Variance) Untuk S/N Ratio Dengan melakukan model analisis varian dua arah yang terdiri dari perhitungan derajat kebebasan, jumlah kuadrat, rata -rata jumlah dan F-rasio. Sehingga, perhitungan untuk memperkirakan kontribusi dari setiap factor pada semua pengukuran respon dengan mengidentifikasi pengujian kebenaran
hipotesa terhadap pengaruh factor terkendali beserta interaksinya dapat dilakukan dengan tahapan sebagai berikut.
1) Menghitung Analisis Varian
Dengan menggunakan data pada tabel 4.1 maka didapat:
= Rata-rata eksperimen keseluruhan
=
∑=
, , . , , , , , ,=
1,79
=
Jumlah Kuadrat Total=
∑
=
(2,49 )+(2,29 )+(2,06 )+(2,06 )+(1,98 )+(2,39 )+(1,45 )+(1,11 )+
(1,25 )
=
30,7153
= n
= 9 x (
1,79
)
= 28,75
=
Jumlah Kuadrat faktor temperatur=
( )+
( )+
( )-
( )=
,+
,+
,-
,=
1,54Untuk jumlah kuadrat dari factor tekanan dihitung dengan cara yang sama seperti langkah perhitungan untuk temperatur.
=
Jumlah kuadrat error=
+
+
+
=
-
-
-=
30,71 – 28,75 – 1,54 – 0,284=
0,137
=
Rata-rata jumlah kuadrat factor A (Temperatur) (The mean sum of square)MSS
=
MSS
=
,MSS
=
0,77 Dimana: = (Level-1) = (3-1) = 2Rata-rata jumlah kuadrat dari factor tekanan dihitung dengan cara yang sama seperti diatas.
F-rasio
F-rasio adalah dhitung dari pembagian rata-rata jumlah kuadrat den gan jumlah kuadrat eror. Untuk factor temperature sebagai berikut:
=
=
,,
=
22,64F-rasio jumlah kuadrat dari faktor tekanan dihitung dengan c ara yang sama seperti diatas.
2) Menghitung persen kontribusi
Untuk menghitung persen kontribusi dari masing-masing parameter terhadap waktu dalam analisis varian kita perlu menghitung jumlah kuadrat sesungguhnya dan dibagi dengan jumlah kuadrat total.
55
SSq’ = Jumlah kuadrat yang sesungguhnya
Jumlah kuadrat sesungguhnya untuk faktor temperature adalah sebagai berikut:
′= - .
′= 1,54 – (2 . 0,034) ′= 1,54 – 0,068 ′= 1,472
Jumlah kuadrat yang sesungguhnya untuk faktor tekanan dihtung dengan cara yang sama seperti diatas. Sedangkan untuk menghitung jumlah kuadrat yang sesungguhnya untuk eror adalah sebagai berikut:
’ = - ’ - ’ ’ = 1,96 – 1,472 – 0,216 ’ = 0.272 Dimana: = -= 30,71 – 28,75 = 1,96 = Persen kontribusi
Persen kontribusi untuk faktor temperatur adalah sebagai berikut:
=
x 100%= ,
, x 100%
Persen kontribusi untuk faktor tekanan dihitung dengan cara yang sama seperti diatas. Sehingga dari perhitungan didapatkan tabel Analisis varian untuk S/N Rasio terhadap kekuatan tarik.
Tabel 4.2 Hasil analisis varian S/N Rasio terhadap kekuatan tarik
Source DF SS MS F P
Temperatur 2 1,53941 0,769703 22,51 0,007
Tekanan 2 0,28403 0,142017 4,15 0,106
Eror 4 0,13677 0,034192
57
B. BEBERAPA ALAT YANG DIGUNAKAN
Thermocontrol thermocouple
Pincer
Timbangan Digital
Heater
C. BAHAN YANG DIGUNAKAN
59
Takaran Perekat Tie Rubber
D. BEBERAPA CARA PENYAMBUNGAN
Pemotongan Ply Pertama (SummA Learning Center, 2001)
Proses pengeleman pertama (SummA Learning Centre, 2001)
Proses pengeleman kedua (Sumber: SummA Learning Centre, 2001)
61
E. KALIBRASI DATA (BAB 4)
Tabel 4.1Gaya tarik sesuai display pada alat uji (N)
NO Suhu
Pemanasan Belt (C)
Tekanan (Bar)
Hasil Kekuatan Tarik (N)
Percobaan 1 Percobaan 2 Percobaan 3
1 120 5 68 68 64 2 6 66 59 59 3 7 50 67 49 4 130 5 57 53 56 5 6 49 59 51 6 7 34 37 41 7 140 5 37 39 41 8 6 34 19 37 9 7 29 35 37
Data yang diperoleh dari proses uji tarik di atas perlu dilakukan kalibrasi terlebih dahulu. Proses kalibrasi menggunakan persamaan sebagai berikut.
y = 47,06x – 23
dimana : y = gaya tarik yang sebenarnya (N)
x = nilai yang tertera pada display uji tarik