SKRIPSI
OPTIMASI PROSES PRODUKSI PRODUK MINUMAN TEH SERBUK DI PT. NESTLÈ INDONESIA
Oleh
MARINA NOOR PRATHIVI F24051658
2009
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
BOGOR
OPTIMASI PROSES PRODUKSI PRODUK MINUMAN TEH SERBUK DI PT. NESTLÈ INDONESIA
Oleh :
MARINA NOOR PRATHIVI F2405658
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Ilmu dan Teknologi Pangan Fakultas Teknologi Pertanian
Institut Pertanian Bogor
2009
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
INSTITUT PERTANIAN BOGOR FAKULTAS TEKNOLOGI PERTANIAN
OPTIMASI PROSES PRODUKSI PRODUK MINUMAN TEH SERBUK DI PT. NESTLÈ INDONESIA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Ilmu dan Teknologi Pangan Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh :
MARINA NOOR PRATHIVI F24051658
Dilahirkan pada tanggal 24 Maret 1988 Di Bogor
Tangga Lulus : 22 Agustus 2009
Menyetujui,
Bogor, 3 September 2009
Prof. Dr. Ir. Tien R. Muchtadi, MS Andy Chendra
Dosen Pembimbing Pembimbing Lapang
Mengetahui,
Dr. Ir. Dahrul Syah
RIWAYAT HIDUP
Penulis bernama Marina Noor Prathivi, dilahirkan di Bogor pada tanggal 24 Maret 1988 dari keluarga Abubakar (Ayah) dan Yayuk Farida Baliwati (Ibu). Penulis merupakan anak pertama dari tiga bersaudara. Pendidikan dasar penulis diawali pada tahun 1993-1999 di SD Bina Insani Bogor. Pada tahun 1999-2002, penulis melanjutkan pendidikan ke SLTP Negeri 4 Bogor. Selepas sekolah menengah pertama, penulis melanjutkan pendidikan ke SMA Negeri 5 Bogor pada tahun 2002-2005. Setelah lulus, sekolah menengah atas, penulis diterima di IPB melalui jalur PMDK pada tahun 2005. Setahun kemudian, penulis dipastikan menjadi salah satu mahasiswa di Departemen Ilmu dan Teknologi Pangan, Fakultas Pertanian Bogor.
Selama kuliah, penulis memperoleh beasiswa 4 tahun penuh dari Tanoto Foundation. Selama kuliah, penulis aktif dalam kegiatan akademis dan non akademis. Penulis pernah menjadi asisten praktikum MK. Biologi Dasar pada tahun 2008 dan asisten praktikum MK. Mikrobiologi Pangan pada tahun 2008-2009. Pada tahun 2005-2007, penulis tergabung di Unit Kegiatan Mahasiswa Jurnalistik Gema Almamater. Pada tahun 2007-2009, penulis tergabung dalam Majalah Peduli Pangan dan Gizi, Emulsi. Penulis juga tergabung dalam Himpunan Mahasiswa Ilmu dan Teknologi Pangan sebagai staf kaderisasi pada tahun jabatan 2008-2009. Penulis juga tergabung dalam beragam kepanitiaan selama kuliah. Pengalaman kerja penulis adalah sebagai reporter freelance di Majalah Food Review Indonesia pada tahun 2007-2009.
Tugas akhir penulis berupa kegiatan magang yang dilaksanakan di PT. Nestlé Indonesia Cikupa Factory dengan judul Optimasi Proses Produksi
Produk Minuman Teh Serbuk di PT. NESTLÈ INDONESIA di bawah bimbingan Prof. Dr. Ir. Tien R. Muchtadi, MS. dan Andy Chendra.
Marina Noor Prathivi. F24051658. Optimasi Proses Produksi Produk Minuman
Teh Serbuk di PT. Nestlé Indonesia. Di bawah bimbingan Tien R. Muchtadi dan
Andy Chendra. 2009.
RINGKASAN
PT. Nestlé Indonesia adalah salah satu perusahaan pangan yang memproduksi minuman teh serbuk instan. Bahan baku yang digunakan adalah gula pasir rafinasi, asam sitrat, serbuk teh instan, gum arab, serbuk lemon flavor, dan asam askorbat. Proses pembuatan minuman tersebut dilakukan melalui proses pencampuran kering bahan baku membentuk campuran yang homogen dalam tiga tahapan yaitu pembuatan premix, proses pencampuran antara premix dengan gula pasir, dan proses pengemasan. Masalah yang selama ini terjadi adalah ketidakhomogenan produk sehingga kandungan vitamin C di dalam setiap kemasan bervariasi. Standar minimum kandungan vitamin C di dalam setiap kemasannya adalah 240 mg/100g dengan batas minimum release parameter adalah 257 mg/100g.
Kegiatan magang ini bertujuan (a) mengidentifikasi faktor-faktor penyebab ketidakhomogenan produk minuman teh serbuk instan di PT Nestlé Indonesia dan (b) menghasilkan langkah perbaikan untuk memperoleh produk yang homogen melalui optimasi tahapan produksi produk minuman teh serbuk.
Kegiatan magang dilakukan dalam tiga tahap yaitu observasi masalah, analisis penyebab masalah dan analisis langkah perbaikan. Berdasarkan hasil identifikasi masalah dengan menggunakan diagram ishikawa, diketahui terdapat empat penyebab yang memberikan pengaruh paling signifikan yaitu karakteristik sifat fisik, pembuatan premix, proses pengeluaran produk dari mixer, dan proses pengemasan. Karakteristik sifat fisik yang memberikan pengaruh paling signifikan terhadap profil homogenitas produk adalah ukuran partikel dan kemampuan laju alir serbuk. Rasio ukuran partikel antara gula pasir dengan vitamin C adalah 1:2. Perbedaan ukuran partikel ini akan menyebabkan produk mudah bersegregasi sehingga sulit untuk mencapai kondisi homogen. Kemampuan laju alir produk minuman teh serbuk akan mengikuti karakteristik gula pasir yaitu mudah mengalir sehingga dapat menyebabkan campuran bersegregasi pula.
Indikator kehomogenan proses adalah nilai Coefficience of Variance (Cv). Cv adalah nilai yang menunjukkan kehomogenan proses jika nilainya ≤2%. Premix memiliki nilai Cv sebesar 6.74%. yang menunjukkan premix tidak homogen sehingga akan mempengaruhi profil homogenitas pada proses selanjutnya yaitu saat pencampuran. Waktu pencampuran optimum adalah selama 12.5 menit. Selain itu, diperoleh pula range proses dikategorikan homogen jika kandungan vitamin C berada pada kisaran 251.86 mg/100g - 262.14 mg/100g. Kisaran tersebut diperoleh dari variasi ±2% dari nilai rata-rata.
Pada saat proses pengeluaran produk dari mixer, terjadi segregasi dimana gula pasir akan lebih banyak berada di pinggir tumpukan sedangkan serbuk yang berukuran kecil akan berada di tengah tumpukan. Proses pengemasan produk juga memberikan efek segregasi terhadap produk karena terbentuknya core flow pada hopper. Core flow menyebabkan bagian tengah tumpukan serbuk pada mesin pengemas akan turun lebih dulu.
Analisis perbaikan langkah menggunakan alat bantu bagan kendali kontrol tipe individual moving range menunjukkan bahwa proses pencampuran kering di PT. Nestlé Indonesia tidak terkontrol karena masih terdapat titik yang berada di luar batas kendali atas. Optimasi proses pengeluaran dari mixer dapat dilakukan dengan menggunakan flexible screw conveying sedangkan optimasi proses pengemasan dapat dilakukan dengan memperbaiki desain mesin untuk memperoleh tipe aliran mass flow.
KATA PENGANTAR
Penulis mengucapkan syukur dan terima kasih kepada Allah SWT atas rahmat dan karunia-Nya yang telah diberikan sehingga penulis dapat menyelesaikan penelitian yang berjudul Optimasi Proses Produksi Produk
Minuman Teh Serbuk di PT. NESTLÈ INDONESIA.
Pada kesempatan ini perkenankanlah penulis mengucapkan terima kasih kepada pihak-pihak yang membantu, mendukung, serta membimbing penulis, baik secara langsung maupun tidak langsung dalam proses penyelesaian skripsi ini terutama kepada:
1. Keluarga tercinta, Ibu, Bapak, Adik-adikku Haris dan Arga yang senantiasa menemani, mendukung, mendoakan dan memberikan kekuatan moral kepada penulis
2. Prof. Dr. Ir. Tien R. Muchtadi, MS. sebagai Dosen Pembimbing yang telah memberikan arahan, bimbingan, dan segala bantuan kepada penulis selama perkuliahan, penelitian, maupun penyusunan tugas akhir.
3. Ir. Andy Chendra sebagai pembimbing lapang yang telah memberikan kesempatan, bimbingan, arahan kepada penulis untuk melaksanakan magang di PT. Nestlé Indonesia Cikupa Factory.
4. Dr. Ir. Eko Hari Purnomo, M.Sc sebagai dosen penguji yang telah memberikan masukan dan perbaikan untuk tugas akhir penulis.
5. Tanoto Foundation (Bu Ratih, Pak Chandra, Mbak Vika dan seluruh staf) yang telah memberikan beasiswa penuh program sarjana kepada penulis 6. Factory Manager Cikupa Factory, Bapak Delta Deritawan yang telah
memberikan kesempatan bagi penulis untuk melakukan magang selama 5 bulan
7. Bu Pitulayang, Bu Sunimah, Bu Maureen, Bu Yulita dan seluruh office staff.
8. Seluruh staf QA/AG Department, Pak Ayunif, Pak Iwan, Pak Helky, Pak Andry, Bu Susi, Bu Yopie, Mbak Alin, Mbak Rosa, Mbak Arvi, Astri, terima kasih atas sambutan dan diskusi yang begitu hangat selama penulis melakukan magang. Penulis banyak belajar mengenai bekerja di industri pada kalian.
9. Pak Ruben, Pak Dicky, Pak Maynard, dan seluruh supervisor maupun staf produksi dan engineering.
10. Rene, Deti, Tannia, Ifa, teman-teman satu angkatan internship di PT. Nestlé Cikupa. Terima kasih atas dukungan moral dan hari-hari penuh keceriaan di sel-sela kegiatan magang.
11. Seluruh operator produksi, terima kasih atas kesediaan menjawab pertanyaan penulis dan membantu melakukan trial.
12. Arya, Ikhwan, Deni, teman satu bimbingan. Terus berjuang teman.
13. Teman-temanku di ITP 42, Septi, Wita, Cany, Ceuceu, Anggun, Mike, Yuni, Yupita, Venty, Nina, Dewi, Dila, Fera, Marcel, Adi, Aji, Kamalita, Veni, dan semua keluarga ITP 42 atas hari-hari indah dan menyenangkan yang telah dilalui bersama selama 4 tahun ini
14. Seluruh pengurus dan anggota HIMITEPA 2008
15. Kak Ade, Kak Deli, Kak Ipang, Kak Dikfa, Teh Anan, Mbak Iin, Melisa, Chandra, Reiza, dan seluruh kru Gema Almamater 2005-2007
16. Seluruh kru Emulsi 2007-2009
17. Kakak-kakak ITP 40 dan 41, serta adik-adikku ITP 43, 44, dan 45
Bogor, 3 September 2009
DAFTAR ISI
Hal
KATA PENGANTAR ...ii
DAFTAR ISI...iv
DAFTAR TABEL ...vi
DAFTAR GAMBAR ...vii
DAFTAR LAMPIRAN ...viii
I. PENDAHULUAN ...1
A. LATAR BELAKANG ...1
B. TUJUAN DAN MANFAAT...2
II. TINJAUAN UMUM PERUSAHAAN ...3
A. SEJARAH DAN PERKEMBANGAN PT. NESTLÈ INDONESIA...3
B. PRODUK PT. NESTLÈ INDONESIA...4
C. LOKASI DAN TATA LETAK PABRIK ...4
D. STRUKTUR ORGANISASI ...5
E. WAKTU KERJA ...6
III. TINJAUAN PUSTAKA ...8
A. SERBUK...8 B. GULA PASIR ...10 C. ASAM SITRAT ...11 D. VITAMIN C ...11 E. PENCAMPURAN KERING ...12 F. SEGREGASI...13 G. RIBBON MIXER ...14
H. ALAT BANTU PROGRAM PENINGKATAN MUTU ...15
IV. METODOLOGI ...17
A. METODOLOGI PELAKSANAAN MAGANG ...17
1. Observasi Masalah ...17
2. Analisis Penyebab Masalah...17
B. METODE ANALISIS ...17
1. Alat dan Bahan ...17
2. Analisis Sifat Fisik...18
3. Analisis Sifat Kimia...21
V. HASIL DAN PEMBAHASAN ...25
A. PROSES PRODUKSI MINUMAN TEH SERBUK DI PT NESTLÈ INDONESIA ...25
1. Deskripsi Produk Minuman Teh Serbuk...25
2. Bahan Baku...26 3. Formulasi Produk...27 4. Proses Produksi...27 B. IDENTIFIKASI MASALAH ...31 1. Manusia ...31 2. Metode...32 3. Material ...33 4. Mesin...41
B. ANALISIS LANGKAH PERBAIKAN ...46
1. Pembuatan Bagan Kendali ...46
2. Modifikasi Karakteristik Sifat Fisik Bahan Baku ...48
3. Analisis Homogenitas Proses...49
4. Optimasi Proses Pengeluaran Produk dari Mixer dan Pengemasan...54
VI. KESIMPULAN DAN SARAN ...56
A. KESIMPULAN...56
B. SARAN ...57
DAFTAR PUSTAKA ...58
DAFTAR TABEL
Hal
Tabel 1. Kategori Karakteristik Laju Alir Serbuk...14 Tabel 2. Hasil Analisis Homogenitas Premix ...32 Tabel 3. Analisis Kemurnian Bahan Baku Vitamin C ... ...34 Tabel 4. Pengukuran Kadar Air Bahan Baku Minuman
Teh Serbuk ...35 Tabel 5. Densitas Bahann Baku Minuman Teh Serbuk ...36 Tabel 6. Pengukuran Ukuran Partikel Bahan Baku Minuman
Teh Serbuk...37 Tabel 7. Kemudahan Mengalir Bahan Baku Minuman Teh Serbuk ...39 Tabel 8. Karakteristik Sifat Fisik Bahan Baku Minuman
Teh Serbuk...40 Tabel 9. Heap Test Pada Produk Minuman Teh Serbuk ...43 Tabel 10. Pengamatan Warna dan Homogenitas Secara Visual
Pada Minuman Teh Serbuk ...50 Tabel 11. Hasil Analisis Kandungan Vitamin C Pada Proses Produksi
DAFTAR GAMBAR
Hal
Gambar 1. Struktur Organisasi PT. Nestlé Indonesia ...6
Gambar 2. Struktur Molekul Sukrosa ...10
Gambar 3. Proses Pembuatan Gula Rafinasi...11
Gambar 4. Struktur Molekul Asam Sitrat ...11
Gambar 5. Struktur Molekul Asam Askorbat ...12
Gambar 6. Proses Reversibel Pada Proses Pencampuran Kering ...13
Gambar 7. Ribbon Mixer ...15
Gambar 8. Struktur Diagram Sebab Akibat ...16
Gambar 9. Alur Produksi Minuman Teh Serbuk di PT. Nestlé Indonesia ...30
Gambar 10. Diagram Sebab Akibat Ketidakhomogenan Produk ...31
Gambar 11. Diagram Batang Densitas Bahan Baku ...36
Gambar 12. Diagram Batang Ukuran Partikel Bahan Baku ...38
Gambar 13. Penampakan Permukaan Gula Pasir dengan SEM ...41
Gambar 14. Heap Test Pada Minuman Teh Serbuk...43
Gambar 15. Dimensi Mesin Filling di PT. Nestlé Indonesia ...44
Gambar 16. Funnel Flow Pada Proses Filling ...45
Gambar 17. Ilustrasi Pola Penurunan Material Pada Aliran Funnel Flow...45
Gambar 18. Bagan Kendali Vitamin C Pada Minuman Teh Serbuk ...47
Gambar 19. Individual and Moving Range Control Chart Kandungan Vitamin C Pada Produk Minuman Teh Serbuk ...48
Gambar 20. Penampakan Visual Produk ...51
Gambar 21. Kurva Optimum Proses Pencampuran Minuman Teh Serbuk ...52
Gambar 22. Grafik Kandungan Vitamin C Pada Finished Goods ...53
Gambar 23. Ilustrasi Pergerakan Serbuk Saat Proses Transfer Menggunakan Flexible Screw ...54
DAFTAR LAMPIRAN
Hal
Lampiran 1. Analisis Ukuran Partikel Bahan Baku Minuman Teh
Serbuk ...60
Lampiran 2. Ukuran Partikel Minuman Teh Serbuk ...78
Lampiran 3. Data Ulangan Densitas Bahan Baku...81
Lampiran 4. Data Ulangan Ukuran Partikel Bahan Baku ...81
Lampiran 5. Flowability Bahan Baku dan Produk Jadi ...82
Lampiran 6. Tabel Analisis Harian Vitamin C (7 Januari-30 Juni 2009) ...84
Lampiran 7. Data Analisis Kandungan Vitamin C Pada Proses Produksi Minuman Teh Serbuk...86
I. PENDAHULUAN
A. LATAR BELAKANG
Minuman serbuk dalam beberapa tahun terakhir ini berkembang sangat pesat dan dijual dalam bentuk kemasan sachet atau kemasan yang lebih besar. Jenis minuman serbuk yang tersedia di pasaran cukup beragam seperti kopi, coklat, teh, minuman herbal hingga minuman jus buah (Andimulia, B.A. dan Astuti, 2009). Perkembangan minuman serbuk ini antara lain disebabkan oleh beberapa keunggulan yang dimiliki, yaitu biaya distribusi lebih rendah, mudah disimpan, umur simpan produk cukup lama, dan tidak memerlukan penambahan pengawet karena kadar air produk rendah.
Dalam proses pembuatan minuman serbuk, dikenal beberapa proses pembuatan, diantaranya adalah teknologi kristalisasi, granulasi, dan pencampuran kering. Menurut Miyanami (2006), pencampuran kering adalah proses pencampuran dua material padat atau lebih untuk menghasilkan suatu campuran padat yang homogen. Proses pencampuran kering merupakan suatu proses yang kompleks sehingga lebih sulit untuk memperoleh campuran yang homogen dibandingkan dengan proses pencampuran larutan. Homogenitas produk penting untuk menjamin spesifikasi produk sesuai dengan klaim produsen, seperti kaya akan vitamin C, kaya akan vitamin D, dan lain-lain serta menjamin keseragaman cita rasa produk.
Tingkat homogenitas yang diperoleh melalui proses pencampuran kering sangat dipengaruhi oleh karakteristik fisik bahan baku, jenis mixer, dan kondisi operasi (Meyer, 2008). Karakteristik fisik bahan baku yang penting yaitu densitas, ukuran partikel, kadar air, dan kemampuan laju alir serbuk.
PT. Nestlé Indonesia dengan pabrik yang berlokasi di Cikupa, Tangerang memproduksi minuman serbuk berbasis teh melalui proses pencampuran kering. Bahan baku yang digunakan adalah gula pasir rafinasi, asam sitrat, serbuk teh instan, gum arab, serbuk lemon flavor, dan asam askorbat (vitamin C). Produk ini dikemas dalam kemasan aluminium foil dengan berat bersih 1000 gram.
Indikator homogenitas produk minuman teh serbuk tersebut adalah kandungan vitamin C. Hal ini dikarenakan vitamin C adalah bahan baku dengan komposisi terkecil dalam produk sehingga jika vitamin C dalam produk telah tercampur rata maka bahan baku lain diasumsikan juga telah tercampur rata. Selain itu, produk ini memiliki klaim “kaya akan vitamin C” yaitu 65% dari Angka Kecukupan Gizi (AKG) atau mengandung 240 mg/100g vitamin C dalam setiap kemasan. Dengan demikian, produk harus homogen supaya setiap kemasan yang dilepas ke pasaran dapat memenuhi klaim tersebut .
Selama ini, terjadi masalah ketidakhomogenan kandungan vitamin C pada produk minuman teh serbuk tersebut. Kasus yang terjadi yaitu seringnya ditemukan produk dengan kandungan vitamin C lebih rendah dari release parameter produk sebesar 257 mg/100g. Nilai tersebut ditetapkan lebih tinggi 10% dari standar minimum yang merupakan faktor kehilangan vitamin C selama masa simpan (1 tahun).
Penelitian ini diharapkan dapat mengidentifikasi dan mengendalikan faktor-faktor kritis yang dapat mempengaruhi homogenitas produk minuman dan mengoptimasi proses produksi minuman teh serbuk di PT. Nestlé Indonesia.
B. TUJUAN DAN MANFAAT Tujuan Penelitian
Penelitian ini bertujuan (a) mengidentifikasi faktor-faktor penyebab ketidakhomogenan produk minuman teh serbuk instan di PT Nestlé Indonesia dan (b) menghasilkan langkah perbaikan untuk memperoleh produk yang homogen melalui optimasi tahapan proses produksi minuman teh serbuk.
Manfaat Penelitian
Dengan dilakukannya penelitian di PT Nestlé Indonesia ini, diharapkan dapat diperoleh produk minuman teh serbuk instan yang homogen.
II. TINJAUAN UMUM PERUSAHAAN
A. SEJARAH DAN PERKEMBANGAN PT. NESTLÉ INDONESIA
Nestlé merupakan perusahaan multinasional yang berkantor pusat di Vevey, Swiss. Perusahaan ini memiliki banyak cabang di berbagai Negara (83 negara) dan berdasarkan letak geografisnya terbagi menjadi 3 zona yakni zona Eropa, zona Amerika Selatan dan Tengah, serta zona Asia, Oseania dan Afrika. Total karyawan Nestlé dari semua negara mencapai 247.000 pekerja dan total pendapatan mencapai USD 72 trilliun per tahun.
PT Nestlé Indonesia didirikan pada tanggal 29 Maret 1971. Kantor pusat PT Nestlé Indonesia bertempat di Jalan T.B Simatupang Kav 88 Jakarta, dengan tiga buah pabrik yaitu pabrik Nestlé Cikupa Tangerang (produk berbasis kembang gula dn minuman), pabrik Nestlé Panjang Lampung (produk berbasis kopi) dan pabrik Kejayan Pasuruan (produk berbasis susu). Selain itu, PT Nestlé Indonesia juga mengadakan kerja sama dengan PT. Indofood menghasilkan produk NESTLÉ INDOFOOD CITARASA INDONESIA. Kerjasama PT. Nestlé Indonesia dengan Ades Water menghasilkan produk NESTLÉ PURE LIFE
Pabrik Cikupa yang bergerak di bidang kembang gula dan minuman berdiri pada tahun 1989. Pada awalnya, Pabrik Cikupa hanya memproduksi permen dengan merek FOX’S. Hak produksi permen tersebut diambil alih dari pabrik Rown Tree (salah satu pabrik permen terbesar di Inggris). Kemudian pada tahun 1992 dilakukan produksi permen POLO dimana awalnya hanya menggunakan line produksi yang sangat sederhana. Proses pengeringan bahan baku yang telah dicampur dilakukan hanya dengan menggunakan beberapa oven. Pada tahun 1993 dibangun line produksi yang kedua untuk permen FOX’S. Pada tahun 1995, dilakukan penambahan alat produksi yaitu bowl cutter untuk permen POLO sehingga proses produksi lebih cepat dan efisien. Dua tahun kemudian (1997), produksi minuman teh serbuk dengan proses pencampuran kering dihentikan dan dialihkan ke pabrik Nestlé Malaysia. Pada tahun 2000, dilakukan perubahan pada alat bowl cutter sehingga alat-alat tersebut menjadi lebih canggih, daya dan kecepatan produksi pun semakin
meningkat. Pada tahun 2002, dilakukan penambahan line produksi untuk permen FOX’S menjadi 3 line, sehingga variasi dan jumlah produk tersebut semakin banyak. Pada tahun 2004 proses produksi Combi Forming High Boiled Candy dimulai. Pada tahun 2008, proses produksi minuman teh serbuk kembali dilanjutkan pada line pencampuran kering. Pada tahun 2009 dilakukan produksi minuman serbuk buah dengan merek NESTLÉ LEMONADE.
B. PRODUK-PRODUK PT. NESTLÉ INDONESIA
Berikut adalah produk-produk yang dihasilkan oleh PT Nestlé Indonesia. 1. Pabrik Nestlé Indonesia Kejayan :
- DANCOW - CARNATION - MILKMAID - NESVITA - NAN - LACTOGEN
2. Pabrik Nestlé Indonesia Panjang Lampung : - NESCAFE PAS
- NESCAFE ORIGINAL - NESCAFE CRÈME - NESCAFE CAPPUCINO
- NESCAFE KOPI SUSU TUBRUK - COFFE MATE
3. Pabrik Nestlé Indonesia Cikupa Tangerang : - Permen FOX’S
- Permen POLO
- NESTLÈ PROFESSIONAL (NESTEA Lemon Tea, NESTLÈ LEMONADE)
C. LOKASI DAN TATA LETAK PABRIK
Pabrik Cikupa berlokasi di Jalan Raya Serang KM. 12 Tangerang. Lokasi tersebut berada 50 km arah barat dari kantor pusat Jakarta. Peta lokasi pabrik dapat dilihat pada Lampiran 9. Luas area pabrik mencapai 22.100 m2dengan rincian 10.035 m2 untuk area bangunan dan 12.065 m2 untuk area terbuka. Pabrik ini memiliki ruangan kantor, laboratorium mikrobiologi, laboratorium kimia, ruangan pelatihan, ruangan uji sensori, line produksi POLO, line produksi FOX’S, line produksi NESTEA dan LEMONADE, gudang bahan baku, gudang produk jadi, instalasi pengolahan limbah, kolam penampungan air hasil olahan limbah, area loker dan toilet, kantin, mushola, laundry, dan toko untuk staf.
D. STRUKTUR ORGANISASI
PT Nestlé Indonesia dipimpin oleh seorang manajer pabrik yang membawahi beberapa departemen, yaitu FICO (Finance and Control), HR (Human Resource), Engineering, QA/AG (Quality Assurance/Aplication Group), Production, RPU (Resource Planning Unit), IP-OD (Industrial Performance-Operational Development), dan Training and SHE (Safety, Health, and Environment). PT Nestlé Indonesia memliki 206 karyawan tetap, 16 karyawan kontrak, dan pegawai outsourcing yang digunakan untuk pemeliharaan gedung, keamanan dan kantin.
Berikut akan dijabarkan satu persatu fungsi dan tugas masing-masing departemen. Tugas umum dari finance adalah menghasilkan laporan keuangan rutin, memperkuat kontrol internal dan melindungi aset. Sedangkan fungsi khusus adalah sebagai financial advisor untuk tim manajemen pabrik, menghasilkan laporan analisa, rekomendasi dan keputusan terbaik untuk pabrik.
Departemen Human Resource berfokus pada pelatihan dan pengembangan karyawan melalui penyediaan fasilitas pelatihan. Selain itu, HR juga mengatur pengadaan tenaga kerja baru baik permanen, kontrak maupun out sourcing.
Engineering bertanggung jawab menjaga aset perusahaan seperti alat-alat produksi, agar dapat berfungsi secara optimal. Departemen ini juga bertanggung jawab atas penyediaan dan penggunaan energi selalu dalam keadaan aman efisien dan ramah lingkungan. Departemen Quality Assurance memiliki tugas pokok yaitu menjamin kualitas produk sesuai dengan standar. Selain itu, mereka juga wajib meningkatkan tanggung jawab seluruh karyawan pabrik terhadap sistem manajemen mutu. Departemen Aplication Group mempunyai tugas melakukan penelitian dan pengembangan produk berupa desain kemasan, formulasi dan jenis produk, serta optimasi proses produksi.
Tanggung jawab RPU adalah mengatur rencana produksi rutin dan mengatur penyediaan bahan baku hingga mendistribusikan produk jadi kepada para distributor. Departemen Production bertugas untuk menghasilkan produk sesuai rencana dengan waktu dan biaya yang efisien serta mutu yang sesuai dengan standar. IP-OD memiliki tiga fungsi utama yaitu mendukung operasional, mengubah dan memperbaiki manajemen, dan melakukan manajemen peningkatan pengetahuan dan pengembangan karyawan. Departemen terakhir, yaitu SHE memiliki tugas memastikan kondisi kerja dalam keadaan yang aman bagi kesehatan karyawan dan menjaga lingkungan sekitar pabrik dari pencemaran dengan mengikuti peraturan – peraturan yang berlaku dari pemerintah. Struktur organisasi PT Nestlé Indonesia Pabrik Cikupa dapat dilihat pada Gambar 1.
E. WAKTU KERJA
Jam kerja bagi karyawan di PT Nestlé Indonesia Pabrik Cikupa adalah 40 jam per minggu, yaitu pada hari Senin sampai Jumat, 8 jam kerja per hari. Shift normal berlangsung dari pukul 08.00-16.00 WIB sedangkan untuk karyawan yang bertugas di bagian produksi jam kerja dibagi menjadi 3 bagian berdasarkan waktu kerja :
a. Shift I : pukul 06.00-14.00 WIB b. Shift II : pukul 14.00-22.00 WIB c. Shift III : pukul 22.00-06.00 WIB
III. TINJAUAN PUSTAKA
A. SERBUK (POWDER)
Serbuk dikenal sebagai kumpulan dari partikel-partikel kecil yang kering. Definisi yang lebih tepat mengenai serbuk sesuai dengan British Standard 2955: 1958 yaitu partikel-partikel kering dengan dimensi maksimum lebih kecil dari 1000 μm (Sing, 1976). Menurut Meyer (2008), sifat-sifat partikel serbuk dan pengaruhnya terhadap proses pencampuran adalah sebagai berikut: 1. Ukuran Partikel dan Distribusi Ukuran Partikel
Ukuran partikel dan hubungannya dengan distribusi ukuran sangat mempengaruhi sifat keseragaman campuran. Semakin kecil ukuran partikel, semakin tinggi gaya interaksi kohesif dan adhesif yang menyebabkan aglomerasi. Semakin besar ukuran partikel, daya kohesif dan adhesif partikel akan berkurang. Menurut Meyer (2008), perbandingan antara diameter partikel terkecil dengan diameter partikel terbesar harus lebih kecil dari 1.2 untuk mencegah pemisahan campuran.
2. Bentuk dan Karakteristik Permukaan
Partikel yang berbentuk bola (spherical) dan lebih halus lebih mudah dicampur daripada partikel yang memiliki bentuk tidak beraturan dan kasar. Namun, perbedaan bentuk dari komponen material kurang begitu mempengaruhi kualitas campuran dibandingkan perbedaan ukuran partikel.
3. Densitas
Di bawah pengaruh gaya gravitasi, partikel yang memiliki densitas lebih besar akan menumpuk di bagian bawah mixer sedangkan partikel dengan densitas lebih kecil akan berada di bagian atas mixer. Hal ini dapat menyebabkan segregasi. Untuk mencegah terjadinya segregasi karena pengaruh perbedaan densitas, rasio serbuk dengan densitas terbesar dan terkecil harus kurang dari 1:3 (Meyer, 2008).
4. Karakteristik Laju Aliran Serbuk
Campuran serbuk dapat diklasifikasikan menjadi dua berdasarkan pola laju alirnya, yaitu campuran non interaktif dan campuran interaktif.
Harnby dan Edwards (1992) mengungkapkan bahwa campuran non interaktif disebut juga serbuk yang mudah mengalir. Segregasi partikel mudah terjadi pada campuran jenis ini karena adanya perbedaan densitas dan ukuran partikel. Kemudahan untuk memisah pada partikel jenis ini juga disebabkan oleh tingginya gerak individu masing-masing partikel. Di lain pihak, campuran interaktif terdiri dari satu atau lebih komponen kohesif yang mengakibatkan adanya gaya kohesif-adesif partikel sehingga terjadi kecenderungan pengelompokan partikel (agglomerasi). Campuran serbuk tipe interaktif lebih sulit untuk mengalir dibandingkan dengan campuran non interaktif dan bermasalah dalam penyimpanan.
Karakteristik laju alir serbuk dapat dianalisis dan dikategorikan berdasarkan metode Index Compressibility (Carr Index) dan Hausner Ratio. Nilai Carr Index dan Hausner Ratio diperoleh dari hasil pengukuran bulk density dan tapped density serbuk. Kategori kemampuan laju alir serbuk dapat dilihat pada Tabel 1.
Tabel 1. Kategori Karakteristik Laju Alir Serbuk (Sheehan, 2008) Carr Index (%) Karakter Aliran Hausner Ratio (%)
≤10 Excellent 1.00-1.11 11-15 Good 1.12-1.18 16-20 Fair 1.19-1.25 21-25 Passable 1.26-1.34 26-31 Poor 1.35-1.45 31-37 Very poor 1.46-1.59
38 Very very poor > 1.6
Sifat fisik partikel (ukuran partikel, distribusi ukuran partikel, morfologi, dan densitas), kondisi proses (ada atau tidaknya tekanan), dan kondisi lingkungan (kelembaban relatif) adalah faktor-faktor yang mempengaruhi kemampuan laju alir serbuk (Meyer, 2008).
5. Kadar air
Kadar air serbuk maupun campuran serbuk sangat dipengaruhi oleh kelembaban relatif lingkungan. Perubahan kelembaban relatif lingkungan dapat meningkatkan kadar air partikel sehingga meningkatkan pula gaya kohesif adhesif. Partikel yang memiliki kadar air tinggi akan mengganggu
proses pencampuran karena terjadi agglomerasi dan pelekatan serbuk pada alat (Meyer, 2008).
B. GULA PASIR
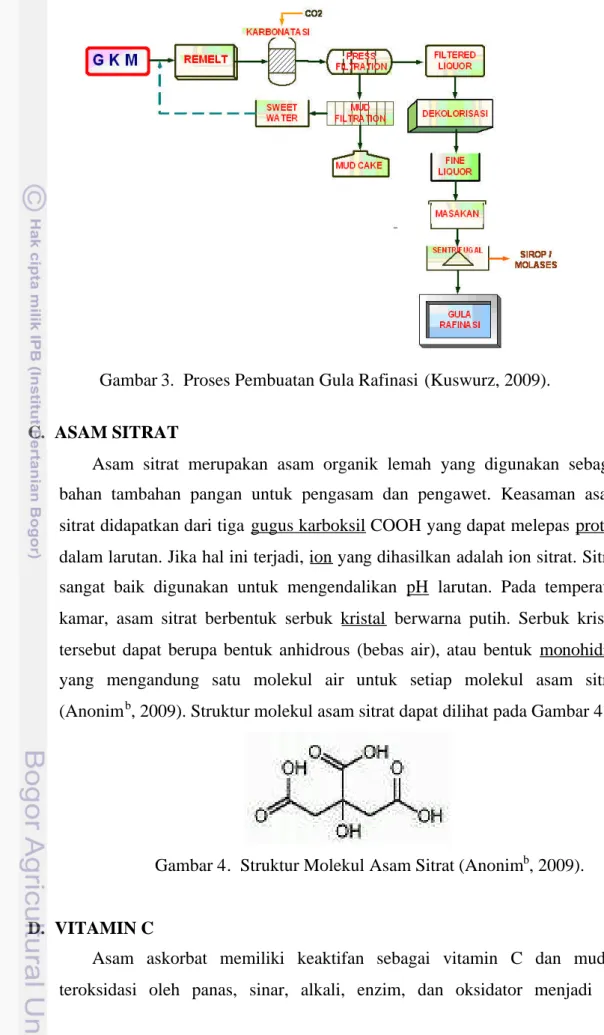
Gula pasir (sukrosa) adalah oligosakarida yang terdiri dari molekul glukosa dan fruktosa (Winarno, 2002). Struktur sukrosa dapat dilihat pada Gambar 2. Gula pasir yang digunakan untuk industri adalah gula pasir rafinasi. Proses pembuatan gula rafinasi secara umum dapat dilihat pada Gambar 3. Tahap awal yaitu proses pencucian kristal GKM (raw sugar) agar lapisan molases yang melapisi kristal berkurang sehingga warna ICUMSA menjadi lebih kecil. Kristal yang telah dicuci kemudian dilarutkan dengan air menghasilkan larutan gula dengan brix sekitar 65. Selanjutnya yaitu proses klarifikasi yang dapat dilakukan melalui karbonatasi. Proses ini bertujuan membuang semaksimal mungkin pengotor non gula yang ada dalam larutan gula.
Larutan gula yang dihasilkan dari tangki klarifikasi kemudian dipompa ke tangki dekolorisasi. Teknologi yang digunakan pada dekolorisasi yaitu karbon aktif atau penukar ion. Setelah didekolorisasi, gula kemudian dikristalisasi. Kristalisasi dilakukan di bejana vakum (65 cm Hg) dengan penguapan larutan gula pada suhu sekitar 70-80 0C sampai mencapai supersaturasi tertentu. Pada kondisi tersebut dimasukkan bibit kristal secara hati-hati sehingga inti kristal akan tumbuh mencapai ukuran yang dikehendaki tanpa menumbuhkan kristal baru. Tahap akhir yaitu proses pengeringan kristal gula (Kuswurz, 2009).
Gambar 3. Proses Pembuatan Gula Rafinasi (Kuswurz, 2009).
C. ASAM SITRAT
Asam sitrat merupakan asam organik lemah yang digunakan sebagai bahan tambahan pangan untuk pengasam dan pengawet. Keasaman asam sitrat didapatkan dari tiga gugus karboksil COOH yang dapat melepas proton dalam larutan. Jika hal ini terjadi, ion yang dihasilkan adalah ion sitrat. Sitrat sangat baik digunakan untuk mengendalikan pH larutan. Pada temperatur kamar, asam sitrat berbentuk serbuk kristal berwarna putih. Serbuk kristal tersebut dapat berupa bentuk anhidrous (bebas air), atau bentuk monohidrat yang mengandung satu molekul air untuk setiap molekul asam sitrat (Anonimb, 2009). Struktur molekul asam sitrat dapat dilihat pada Gambar 4.
Gambar 4. Struktur Molekul Asam Sitrat (Anonimb, 2009).
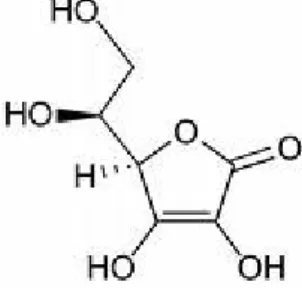
D. VITAMIN C
Asam askorbat memiliki keaktifan sebagai vitamin C dan mudah teroksidasi oleh panas, sinar, alkali, enzim, dan oksidator menjadi
L-dehidroaskorbat. Asam askorbat bersifat larut dalam air dan relatif stabil dalam kondisi asam (Winarno, 2002). Kebutuhan vitamin C harian adalah sebesar 90 mg bagi orang dewasa. Struktur vitamin C dapat dilihat pada Gambar 5.
Gambar 5. Struktur Molekul Asam Askorbat (Anonimb, 2009)
E. PENCAMPURAN KERING
Menurut Fellows (2000), derajat pencampuran kering tergantung pada: (1) ukuran partikel relatif, bentuk, dan densitas masing-masing komponen, (2) kandungan air, karakteristik permukaan, dan karakteristik aliran masing-masing komponen, (3) kecenderungan komponen untuk memisah, dan (4) efisiensi mixer. Secara umum, komponen yang memiliki ukuran, bentuk dan densitas yang sama lebih mudah untuk membentuk campuran yang seragam dibandingkan partikel yang tidak sama. Selama proses pencampuran, perbedaan pada sifat-sifat tersebut dapat menyebabkan pemisahan atau segregasi pada campuran.
Pada beberapa kasus, ketidakseragaman dapat terjadi pada periode tertentu sehingga waktu pencampuran harus ditentukan secara akurat. Selain waktu pencampuran, kecepatan rotasi mixer (rpm) dan urutan penuangan masing-masing bahan ke dalam mixer juga merupakan variabel proses yang perlu diperhatikan karena akan mempengaruhi mutu produk akhir. Ketidakseragaman produk akhir tergantung dari keseimbangan yang dihasilkan antara mekanisme mixing dan demixing.
Mekanisme pencampuran serbuk berdasarkan gerakan partikel dibagi menjadi tiga, yaitu convective mixing, shear mixing, dan diffusive mixing. Aliran sirkulasi dari serbuk pada convective mixing disebabkan oleh gerakan rotasi dari tabung mixer, agitasi impeler seperti ribbon atau paddle, atau aliran
udara. Aliran ini memiliki pengaruh pencampuran pada level makroskopik sedangkan pengaruhnya pada level mikroskopik tidak dapat diketahui secara pasti (Miyanami, 2006).
Shear mixing diinduksi oleh perubahan momentum antara partikel-partikel serbuk yang memiliki perbedaan kecepatan. Perbedaan kecepatan terjadi di sekitar perputaran impeler dan dinding alat mixer. Metode pencampuran ini memiliki kualitas yang baik bahkan hingga level mikroskopik dan dapat digunakan baik pada sistem batch maupun kontinu. Diffusive mixing disebabkan oleh pergerakan acak dari partikel-partikel serbuk dan berperan penting dalam keseragaman partikel tingkat mikroskopik. Laju pencampuran metode ini lebih rendah dibandingkan dengan dua metode lainnya (Miyanami, 2006).
Proses pencampuran kering adalah suatu proses dapat balik dimulai dari perfect mixture kemudian random mixture dan selanjutnya segregating mixture (Gambar 6)
Gambar 6. Proses Reversibel Pada Proses Pencampuran Kering (a) Perfect mixture, (b) random mixture, (c) segregating mixture (Canovas et al, 2005)
F. SEGREGASI
Menurut Harnby dan Edwards (1992), hubungan antara segregasi partikel dengan ukuran partikel dikategorikan sebagai berikut: (1) partikel dengan ukuran > 75 μm akan dengan mudah memisah, (2) partikel dengan ukuran 10-75 μm lebih kecil kejadian pemisahannya, dan (3) partikel dengan ukuran < 10 μm, pemisahan partikel yang terjadi masih dalam batas yang dapat diterima.
Segregasi pada pencampuran serbuk terjadi oleh perbedaan sifat-sifat fisik yang spesifik pada partikel dan pergerakan alami partikel. Sifat-sifat fisik yang mempengaruhi mekanisme segregasi yaitu perbedaan ukuran partikel,
densitas, dan bentuk partikel. Perbedaan ukuran partikel adalah penyebab utama terjadinya segregasi. Bahkan, perbedaan ukuran partikel yang sangat kecil sekalipun dapat mempengaruhi karakteristik aliran dan pencapaian derajat ketercampuran pada suatu proses pencampuran. Hasil penelitian menyebutkan bahwa material dengan perbedaan ukuran partikel lebih dari 75 m akan bersegregasi dengan mudah. Namun, segregasi tidak akan terjadi pada material dengan perbedaan ukuran lebih kecil dari 10m (Brennan et al, 1990).
Mekanisme terjadinya segregasi yaitu ketika partikel-partikel di dalam suatu grup mengalami perubahan dari posisi awalnya. Partikel yang berukuran kecil akan dengan mudah bergerak melewati ruang antara partikel-partikel yang berdekatan. Pergerakan individual partikel kecil lebih tinggi dibandingkan dengan partikel besar. Proses penuangan, getaran vibrasi, dan pengadukan campuran partikel-partikel dapat mengakibatkan segregasi jika partikel-partikelnya bersifat mudah mengalir (Brennan et al, 1990).
Segregasi pada campuran serbuk dapat dengan mudah dideteksi dengan menggunakan heap test. Sampel yang telah dicampur dengan baik dituang dengan menggunakan corong hingga membentuk tumpukan berbentuk kerucut. Sampel kemudian diambil dari pinggir kerucut dan dari bagian tengah kerucut. Jika segregasi tidak terjadi maka kedua sampel tersebut menunjukkan komposisi yang sama. Segregasi dikatakan terjadi jika kedua sampel memiliki perbedaan komposisi yang signifikan (Brennan et al, 1990).
G. RIBBON MIXER
Ribbon mixer memiliki mekanisme pencampuran utama secara konveksi sangat baik digunakan untuk mencampur serbuk yang memiliki sifat mudah mengalir dimana masing-masing partikel memiliki gerakan individual (Harnby dan Edwards, 1992). Mixer jenis ini memiliki dua jenis pisau yang berbentuk seperti heliks dengan putaran pisau yang saling berlawanan. Mekanisme mixer ini yaitu sekelompok partikel akan dibawa dari satu area ke area lain oleh perputaran pisau. Salah satu pisau mengaduk serbuk secara perlahan sementara pisau lainnya mengaduk serbuk secara
cepat pada arah yang berlawanan. Mixer ini sangat baik digunakan untuk partikel yang cenderung bersegregasi selama proses pencampuran (Brennan et al, 1990). Ribbon mixer dapat dilihat pada Gambar 7.
Gambar 7. Ribbon Mixer
H. ALAT BANTU PROGRAM PENINGKATAN MUTU
Terdapat tujuh alat bantu untuk program peningkatan mutu suatu produk di industri. Namun, yang akan digunakan hanyalah dua jenis saja yaitu bagan kendali kontrol dan diagram ishikawa. Alat bantu tersebut diharapkan dapat membantu menganalisis masalah secara sederhana, menyamakan istilah analisis, dan menyebarluaskan penggunaan teknik analisis yang sederhana (Muhandri dan Kadarisman, 2008).
Bagan kendali kontrol merupakan grafik garis yang mencantumkan batas maksimum dan batas minimum yang merupakan batas pengendalian. Bagan ini menunjukkan perubahan data dari waktu ke waktu tetapi tidak meunjukkan penyebab munculnya penyimpangan. Bagan ini hanya memberikan tanda terjadinya penyimpangan dalam proses (Muhandri dan Kadarisman, 2008). Salah satu jenis bagan kendali control adalah tipe individual moving range. Bagan kendali tipe ini digunakan jika hanya terdapat satu buah sampel per hari. Rumus untuk bagan kendali control ini adalah sebagai berikut (Montgomerry, 2005).
UCL = X + 3MR LCL = X - 3MR
d2 d2
Diagram sebab akibat disebut juga dengan diagram ishikawa karena diagram ini pertama kali ditemukan oleh Dr. Kaoru Ishikawa pada tahun 1943 dalam hubungannya dengan program mutu pada Kawasaki Steel Works di Jepang. Diagram ini juga disebut dengan diagram tulang ikan (Dahlgaard, et
al., 1998). Diagram sebab akibat adalah suatu diagram yang digunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan karakteristik mutu (akibat) yang disebabkan oleh faktor-faktor penyebab itu (Gasperz, 1998). Selain itu, Ishikawa (1989) menyebutkan bahwa diagram sebab-akibat dibuat untuk menggambarkan dengan jelas jenis-jenis sebab yang dapat mempengaruhi mutu ptoduk dengan jalan menyisihkan dan mencarikan hubungannya dengan sebab-sebab itu. Struktur diagram sebab-akibat dapat dilihat pada Gambar 8.
Pada dasarnya, diagram sebab-akibat dapat dipergunakan untuk mengidentifikasikan akar penyebab dari suatu masalah, membantu membangkitkan ide-ide untuk solusi suatu masalah dan membantu dalam penyidikan atau pencarian fakta lebih lanjut. Menurut Dahlgaard, et al. (1998), dalam menganalisis masalah atau efek, penyebab mayor yang sering teridentifikasi di antaranya adalah mesin, bahan, metode, manusia, manajemen, dan lingkungan.
SEBAB AKIBAT
Gambar 8. Struktur Diagram Sebab Akibat (Ishikawa, 1989)
Bahan Metode
Mesin Manusia
IV. METODOLOGI
A. METODOLOGI PELAKSANAAN MAGANG
Metodologi pelaksanaan magang dilakukan sebagai berikut:
1. Observasi Masalah
Tahap ini dilakukan melalui pengamatan langsung di lapangan terutama pada proses produksi. Selanjutnya dilakukan identifikasi masalah pada proses produksi yang menyebabkan terjadinya produk minuman teh serbuk tidak homogen.
2. Analisis Penyebab Masalah
Tahap ini dilakukan melalui penggunaan alat bantu diagram ishikawa. Pembuatan diagram ini dilakukan untuk menentukan faktor-faktor penyebab masalah yang dilakukan melalui wawancara dengan operator produksi, diskusi dengan staf Departemen Application Group, serta studi pustaka.
3. Analisis Langkah Perbaikan
Pada tahap ini dilakukan empat langkah perbaikan, yaitu pembuatan bagan kendali control, modifikasi karakteristik sifat fisik bahan baku, analisis homogenitas proses pencampuran dan pengisian produk ke dalam kemasan serta optimasi proses pengemasan.
B. METODE ANALISIS 1. Alat dan Bahan
Alat-alat yang digunakan adalah timbangan digital, ribbon mixer, mesin pengemas, bowl cutter, sendok, dan wadah ukuran sedang. Alat-alat yang digunakan dalam analisis adalah sieving machine, alat pengukur densitas, karl fischer titrator, methrom dosimat, pipet 5 ml, pipet 20 ml, pipet 25 ml, pipet 50 ml, gelas piala 150 ml, gelas piala 1000 ml, weighing spoon, labu takar 100 ml, labu takar 250 ml, labu takar 500 ml, magnetic stirrer, hot plate, sudip, dan scanning electron microscope (SEM).
Bahan-bahan yang digunakan adalah gula pasir rafinasi, asam sitrat, serbuk teh instan, gum arab, serbuk lemon flavor, asam askorbat, plastik
pembungkus, dan kemasan aluminium foil. Bahan-bahan yang digunakan untuk analisis adalah pereaksi karl fischer, metanol, 2.6-dichlorophenol indophenol, meta phosphoric acid 10%, meta phosphoric acid 2%, dan asam asetat 10%
2. Analisis Sifat Fisik
2.1. Pengukuran Kadar Air Metode Karl Fischer
Metode Karl Fischer digunakan untuk mengukur kadar air contoh dengan metode volumetri berdasarkan prinsip titrasi. Titran yang digunakan adalah pereaksi Karl Fischer, yaitu campuran iodin, sulfur dioksida, dan piridin dalam larutan metanol. Selama proses titrasi akan terjadi reaksi reduksi iodin oleh sulfur dioksida dengan adanya air seperti reaksi berikut.
I2 + SO2 + 3 RN + CH3OH + H2O 2 RN-HI + RN-HSO4CH3
Pereaksi Karl Fischer sangat sensitif terhadap air sehingga dapat diaplikasikan untuk analisis kadar air bahan pangan yang memiliki kandungan air sangat rendah hingga konsentrasi 1 ppm (Faridah et al., 2008). Kelebihan metode ini yaitu memiliki tingkat akurasi dan presisi tinggi, selektivitas pengukuran terhadap kadar air sampel, persiapan sampel yang mudah, waktu analisis singkat, dapat digunakan untuk menganalisis sampel dengan kadar air sangat rendah (1 ppm) hingga tinggi (100%), sampel yang dianalisis dapat berupa padatan, cairan atau gas, dan dapat diautomasi.
Tahapan analisis metode Karl Fischer adalah sebagai berikut. Gelas reaksi diisi dengan solvent metanol hingga elektrode terendam dengan menekan tombol IN lalu kecepatan stirer diatur pada angka 3 atau 4. Tombol START ditekan tunggu hingga kondisi conditioning tercapai. Tombol MODE ditekan lalu pilih KFT dan tunggu hingga kondisi conditoning tercapai lagi. Setelah conditioning tekan tombol START hingga muncul KFR volume di layar. Sampel sebanyak kurang lebih 0.2000 g ditimbang dengan weighing spoon di neraca analitik lalu dimasukkan ke dalam gelas reaksi. Tombol ENTER ditekan lalu sisa
sampel ditimbang. Tombol CALC DATA ditekan lalu ENTER dan bobot sampel dimasukkan ke dalam program. Tombol ENTER ditekan lalu tombol QUIT ditekan dua kali. Hasil analisis kadar air sampel (%) akan muncul di layar.
2.2. Densitas Metode Gravimetri
Pengukuran densitas dilakukan berdasarkan prinsip gravimetri. Berat kosong silinder bervolume 500 ml ditimbang dan dicatat terlebih dahulu (Wa) kemudian sampel serbuk dimasukkan ke dalam silinder tersebut. Sampel dalam silinder kemudian diketuk-ketuk sebanyak kurang lebih 25 kali. Setelah itu, berat akhir silinder beserta sampel ditimbang kembali (Wb). Lakukan duplo. Nilai densitas diperoleh dari hasil pengurangan berat silinder dengan sampel (Wb) dengan berat silinder kosong (Wa). Rumus densitas adalah sebagai berikut:
Densitas (g/L) = (Wb-Wa) 0.5 Keterangan :
Wa : Berat silinder kosong (gram)
Wb : Berat silinder dengan sampel (gram)
2.3. Ukuran Partikel Metode Pengayakan Vibrasi
Ukuran partikel dapat diketahui melalui metode pengayakan vibrasi. Pengayak vibrator memanfaatkan getaran untuk mengayak sampel. Alat ini terdiri dari beberapa saringan dengan berbagai ukuran diameter ayakan (mm) dan motor penghasil getaran. Prinsip kerja alat ini yaitu motor penggerak akan menghasilkan getaran dan mengayak sampel melewati saringan. Sampel yang memiliki ukuran partikel kecil akan lolos pada ayakan dengan diameter kecil pula.
Berat kosong setiap ayakan ditimbang dan dicatat. Saringan disusun dari atas ke bawah sesuai urutan diameter lubang ayakan yang paling besar hingga diameter lubang ayakan paling kecil. Base dipasang paling bawah. Sebanyak 100 g sampel dituang pada saringan paling atas lalu tutup. Pengayak vibrator dijalankan pada kecepatan 80 rpm selama
10 menit. Berat akhir masing-masing ayakan ditimbang kembali. Masukkan berat kosong dan berat akhir masing-masing ayakan ke dalam program Microsoft Excel lalu ukuran partikel sampel rata-rata akan diperoleh.
2.4. Kemudahan Mengalir Serbuk Metode Index Compressibility (Carr Index) dan Hausner Ratio
Kemudahan mengalir serbuk dapat diketahui melalui metode Index Compressibility (Carr Index) dan Hausner Ratio. Kedua nilai tersebut diperoleh dari hasil pengukuran bulk density (bulk) dan tapped density (tapped) serbuk. Tapped density diperoleh dari hasil pengukuran densitas pada silinder bervolume 500 ml yang diketuk-ketuk sebanyak 25 kali. Kemampuan laju alir serbuk diperoleh dari membandingkan Nilai Carr Index dan Hausner Ratio yang diperoleh pada Tabel 1.
Rumus Carr Index dan Hausner Ratio adalah sebagai berikut : Carr Index : 100 x (tapped - bulk)
tapped Hausner Ratio :tapped
bulk 2.5. Uji Segregasi (Brennan et al., 1990)
Segregasi pada campuran serbuk dapat dengan mudah dideteksi dengan menggunakan heap test. Sampel yang telah dicampur dengan baik dituang dengan menggunakan corong hingga membentuk tumpukan berbentuk kerucut. Sampel kemudian diambil dari pinggir kerucut dan dari bagian tengah kerucut. Jika segregasi tidak terjadi maka kedua sampel tersebut menunjukkan komposisi yang sama. Segregasi dikatakan terjadi jika kedua sampel memiliki perbedaan komposisi yang signifikan.
2.6. Penampakan Permukaan Partikel Dengan Scanning Electron Microscope (SEM)
Pancaran cahaya elektron dengan fokus yang sangat tajam disapukan pada obyek sehingga menghasilkan elektron sekunder. Elektron yang terpental kembali lalu menyebar. Sinyal-sinyal ini dideteksi terus menerus selama pancaran cahaya elektron bergerak menyapu permukaan obyek. Sinyal elektron sekunder menghasilkan gambar permukaan morfologi.
3. Analisis Sifat Kimia
3.1. Analisis Vitamin C Metode Titrasi Potensiometri
Metode analisis vitamin C yang digunakan mengacu pada AOAC 967.21:1995 dan instruksi laboratorium PT. Nestlé Indonesia. Analisis ini menggunakan instrumen methrom dosimat berdasarkan prinsip titrasi potensiometri.
Titran yang digunakan adalah larutan dye 2.6-dichlorophenol indophenol (DI). Larutan DI dalam bentuk garamnya (suasana basa) berwarna biru dan berubah menjadi warna merah muda dalam suasana asam. DI akan tereduksi oleh asam askorbat sedangkan asam askorbat akan teroksidasi menjadi dehidro asam askorbat yang segera berubah menjadi asam diketogulonat. Jumlah vitamin C dalam larutan dapat diketahui dari faktor tiap ml DI terhadap asam askorbat (Djanis dan Nurhasanah, 2008). Titik akhir titrasi diketahui dari perubahan kekeruhan yang dideteksi oleh elektrode (potensiometri).
Analisis vitamin C metode ini memiliki 4 tahapan yaitu persiapan reagen, standarisasi vitamin C, persiapan dan analisis sampel standar, persiapan dan analisis sampel.
a. Persiapan Reagen
Reagen yang dibutuhkan dalam analisis vitamin C adalah larutan Meta Phosphoric Acid (MPA) 10%, larutan MPA 2%, larutan 2,6-dichlorophenol indophenol (DI) 0.5 mg/ml, dan larutan asam asetat 10%.
Pembuatan larutan MPA 10%
Sebanyak 50 g MPA ditimbang dalam gelas piala 500 ml, lalu ditambahkan 200 ml akuades. Larutan diaduk hingga homogen di atas magnetic stirrer. Setelah larutan homogen, pindahkan secara kuantitatif ke labu takar 500 ml. Tepatkan larutan hingga tanda tera menggunakan akuades.
Pembuatan larutan MPA 2%
Larutan MPA 10% dipipet sebanyak 100 ml ke dalam labu takar 500 ml. Tepatkan larutan hingga tanda tera menggunakan akuades.
Pembuatan larutan 2,6-dichlorophenol indophenol (DI) 0.5 mg/ml
Sebanyak 125 mg DI ditimbang dalam gelas piala 50 ml menggunakan neraca analitik. Ditambahkan 25 ml akuades lalu didihkan di atas magnetic hot plate sambil diaduk dengan stirrer. Setelah mendidih dan larut sempurna, dinginkan larutan hingga mencapai suhu kamar. Setelah itu, larutan dipindahkan ke dalam labu takar 250 ml dan ditambahkan akuades hingga tanda tera. Jika perlu saring larutan dengan kertas saring S&S 597.5. Larutan ini hanya bisa disimpan selama satu minggu pada suhu 4oC.
Pembuatan larutan asam asetat 10%
Sebanyak 25 ml asam asetat pekat dipipet di dalam ruang asam lalu dimasukkan ke dalam labu takar 250 ml. Tepatkan larutan hingga tanda tera menggunakan akuades.
b. Standarisasi Vitamin C
Sebanyak 50 mg asam askobat ditimbang dalam gelas piala 50 ml menggunakan neraca analitik. Ditambahkan larutan MPA 2% sebanyak 20 ml lalu aduk hingga homogen. Pindahkan larutan vitamin C ke dalam labu takar 100 ml, tepatkan hingga tanda tera dengan larutan MPA 2%. Larutan standar vitamin C tersebut
memiliki konsentrasi 0.5 mg/ml. Larutan standar tersebut kemudian dipipet seanyak 3 ml (Vo) ke dalam gelas reaksi. Ditambahkan 30 ml larutan MPA 2% dan 5 ml larutan asam asetat 10%. Larutan tersebut kemudian dititrasi dengan DI sambil distirer hingga mencapai titik akhir titrasi. Titik akhir titrasi dibaca oleh alat setelah terjadi perubahan kekeruhan pada larutan. Catat volume titran DI sebagai Vf.
c. Persiapan dan Analisis Sampel Standar
Sampel standar adalah sampel yang telah diketahui kandungan vitamin C-nya. Sampel standar yang digunakan adalah DPP-4. DPP-4 ditimbang sebanyak 10 g (m) dalam gelas piala 100 ml. Ditambahkan akuades bersuhu 50oC sebanyak 40 ml. Larutan tersebut kemudian diaduk hingga homogen. Setelah itu, ditambahkan 20 ml MPA 10%, aduk hingga homogen dengan magnetic stirrer. Larutan kemudian dipindahkan ke dalam labu takar 100 ml (Vs) dan ditepatkan dengan akuades. Larutan DPP-4 tersebut kemudian dipipet sebanyak 10 ml (Va) ke dalam gelas reaksi. Ditambahkan 30 ml larutan MPA 2% dan 5 ml larutan asam asetat 10%. Larutan tersebut kemudian dititrasi dengan DI sambil distirer hingga mencapai titik akhir titrasi. Titik akhir titrasi dibaca oleh alat setelah terjadi perubahan kekeruhan pada larutan. Catat volume titran DI sebagai Vp.
d. Persiapan dan Analisis Sampel
Sampel dilarutkan dengan akuades dengan perbandingan 1:7. Sebanyak 20 ml MPA 10% dipipet dan dimasukkan ke dalam labu takar 100 ml. Tepatkan larutan dengan larutan sampel hingga tanda tera (kurang lebih 80 ml). Setelah itu, sebanyak 10 ml larutan sampel dipipet sebanyak 10 ml ke dalam gelas reaksi. Ditambahkan 30 ml larutan MPA 2% dan 5 ml larutan asam asetat 10%. Larutan tersebut kemudian dititrasi dengan DI sambil distirer hingga mencapai titik akhir titrasi. Titik akhir titrasi dibaca oleh
alat setelah terjadi perubahan kekeruhan pada larutan. Catat volume titran DI sebagai Vp.
Kadar vitamin C dalam sampel dapat dihitung menggunakan rumus berikut.
Vitamin C = Vp x C x Vo x Vs x 100
(mg/100g) Vf x Va x m
Keterangan:
Vp : Volume titran DI untuk menitrasi sampel (ml) C : Konsentrasi larutan standar vitamin C (0.5 mg/ml) Vo : Volume larutan standar vitamin C yang dianalisis (3 ml) Vs : Volume larutan sampel standar DPP-4 (100 ml)
Vf : Volume titran DI untuk menitrasi larutan standar vitamin C (ml)
Va : Volume larutan sampel yang dianalisis (10 ml) m : Berat DPP-4 yang ditimbang (10 g)
V.
HASIL DAN PEMBAHASAN
A. PROSES PRODUKSI MINUMAN TEH SERBUK DI PT.
NESTLÈ INDONESIA
1. Deskripsi Produk Minuman Teh Serbuk
Minuman teh serbuk instan adalah salah satu produk yang diproduksi oleh PT. Nestlé Indonesia Pabrik Cikupa. Produk ini diproduksi melalui teknik pencampuran kering, yaitu proses pencampuran dua material padat atau lebih untuk menghasilkan suatu campuran padat yang homogen (Miyanami, 2006). Sebelum dikonsumsi, produk minuman teh serbuk ini memerlukan rekonstitusi terlebih dahulu dengan air dingin.
Produk ini termasuk kategori Nestlé Professional dimana penjualan hanya dilakukan secara retail ke restoran atau food court. Target konsumen dari minuman ini adalah pelajar, mahasiswa, dan keluarga. Produk ini dikemas dalam kemasan aluminium foil dengan berat bersih 1000 gram.
Minuman ini memiliki klaim larut dalam air dingin dan ’Kaya Akan Vitamin C’ dengan kandungan vitamin C mencapai 65% AKG untuk setiap takaran saji (25 gram). Berdasarkan klaim tersebut, setiap kemasan minuman harus mengandung vitamin C minimal 240 mg/100 g. Kandungan vitamin C tersebut menjadi salah satu release parameter produk sebelum didistribusikan ke konsumen. Namun, kandungan vitamin C untuk release parameter produk adalah 257 mg/100g dimana selisih 10% merupakan faktor kehilangan vitamin C selama masa simpan (1 tahun). Release parameter lain yaitu kadar air (maksimal 0.3%), pH (3.00-3.40), keasaman (1.62-2.24%), dan uji mikrobiologi yang meliputi uji koliform (<3 MPN/g), kapang khamir (maksimal 100 cfu/g), dan total plate count (maksimal 1000 cfu/g)
Produk minuman ini memiliki atribut sensori yaitu penampakan produk berupa serbuk coklat yang homogen, warna coklat muda tanpa adanya spot hitam, rasa berupa campuran antara manis dan asam, aroma teh tanpa adanya bau yang menyimpang. Setelah dilarutkan, produk berupa
larutan teh berwarna coklat yang homogen, sedikit keruh, dan tidak terdapat kristal gula di dasar gelas.
2. Bahan Baku
Bahan baku yang digunakan dalam proses produksi meliputi bahan baku produk dan bahan baku kemasan. Bahan baku produk yaitu gula pasir dan premix. Premix adalah campuran dari bahan baku minor yang mempunyai komposisi <2% dari jumlah formula total. Premix terdiri dari sebagian kecil gula pasir, asam sitrat, serbuk teh instan, gum arab, serbuk flavor lemon, dan vitamin C. Bahan baku kemasan meliputi kemasan primer yaitu kemasan aluminium foil, kemasan sekunder berupa kardus karton, dan adhesive tape.
a. Gula pasir
Gula pasir yang digunakan adalah gula pasir rafinasi yang memiliki warna lebih putih dibandingkan dengan gula biasa. Fungsi gula pasir pada minuman teh serbuk adalah sebagai pemberi rasa manis dan pemberi mouthfeel pada minuman.
b. Asam sitrat
Asam sitrat umum digunakan sebagai pemberi cita rasa asam (pengasam) pada produk minuman. Selain itu, asam sitrat juga memberikan efek pengawetan karena asam sitrat dapat menurunkan pH produk.
c. Serbuk teh instan
Teh yang digunakan adalah konsentrat berupa serbuk. Serbuk teh ini diperoleh dari proses instanisasi sehingga cukup digunakan dalam jumlah yang sedikit dan dapat mudah larut dalam air dingin.
d. Gum Arab
Gum arab berasal dari cairan atau getah yang menetes dari batang tanaman yang biasanya berkayu keras. Gum arab termasuk hidrokoloid yaitu suatu polimer yang larut dalam air. Gum ini mampu membentuk koloid sehingga berfungsi untuk membentuk mouthfeel minuman dan cloudifier agent.
e. Flavor lemon
Flavor digunakan untuk memberikan cita rasa lemon pada produk. f. Asam askorbat (vitamin C)
Asam askorbat ditambahkan untuk memenuhi klaim kaya akan vitamin C pada produk. Selain itu, penambahan asam askorbat juga memberikan cita rasa asam pada produk.
3. Formulasi Produk
Formulasi produk minuman teh serbuk instan adalah sebagai berikut.
Komposisi Premix
Gula pasir : 45-47%
Asam sitrat : 20-22% Serbuk ekstrak teh : 17-19%
Gum arab : 5-6%
Serbuk flavor lemon : 4-5%
Vitamin C : 2-3%
Komposisi Produk di Mixer
Premix : 9-10%
Gula pasir : 90-91%
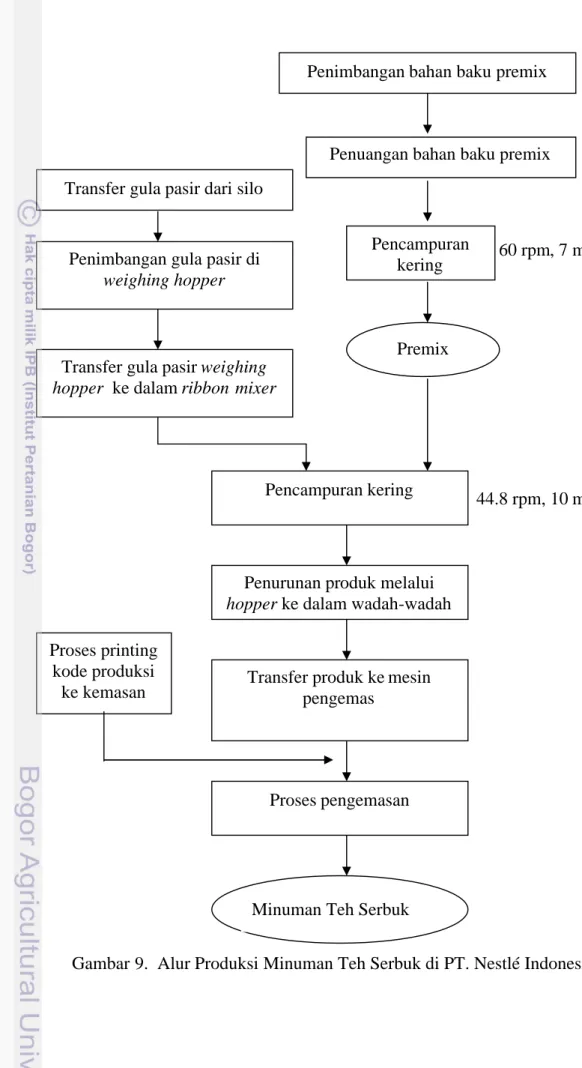
4. Proses Produksi
Minuman teh serbuk instan diproduksi dalam tiga tahapan yaitu pembuatan premix, proses pencampuran kering dan proses pengemasan. Pembuatan premix dan proses pencampuran bahan baku dicampur dengan menggunakan mixer pada waktu dan kecepatan tertentu hingga produk tercampur rata. Terdapat dua mekanisme proses pencampuran yang terjadi, yaitu convective mixing dan shear mixing. Convective mixing terjadi karena adanya agitasi ribbon sedangkan shear mixing diinduksi oleh perubahan momentum antara partikel-partikel serbuk yang memiliki perbedaan kecepatan. Perbedaan kecepatan terjadi di sekitar perputaran impeler dan dinding alat mixer.
Tahap produksi yang pertama yaitu pembuatan premix dengan menggunakan ribbon mixer berkapasitas 100L. Tujuan pembuatan premix adalah untuk memperoleh homogenitas dari bahan baku minor.
Tahapan proses pembuatan premix yaitu seluruh bahan baku minor seperti asam sitrat, serbuk ekstrak teh, gum arab, serbuk flavor lemon, dan vitamin C serta sebagian kecil gula pasir ditimbang dan dimasukkan ke dalam mixer. Premix tersebut dicampur dengan kecepatan 60 rpm selama 7 menit. Premix dibuat sekaligus untuk empat batch. Pembuatan premix secara sekaligus tersebut akan memengaruhi homogenitas produk akhir karena jika dari premix sudah tidak homogen maka sulit untuk memperoleh produk akhir yang homogen.
Tahap produksi yang kedua yaitu proses pencampuran antara gula pasir dengan premix untuk mendapatkan produk minuman teh serbuk instan. Proses tersebut dimulai dengan transfer gula pasir dari silo menuju weighing hopper melalui buffer hopper. Jumlah gula yang ditimbang dalam weighing hopper sesuai dengan formulasi yang digunakan. Gula dari weighing hopper kemudian ditransfer ke ribbon mixer. Premix lalu dimasukkan ke dalam mixer lalu mixer dijalankan dengan kecepatan 44.8 rpm selama 10 menit.
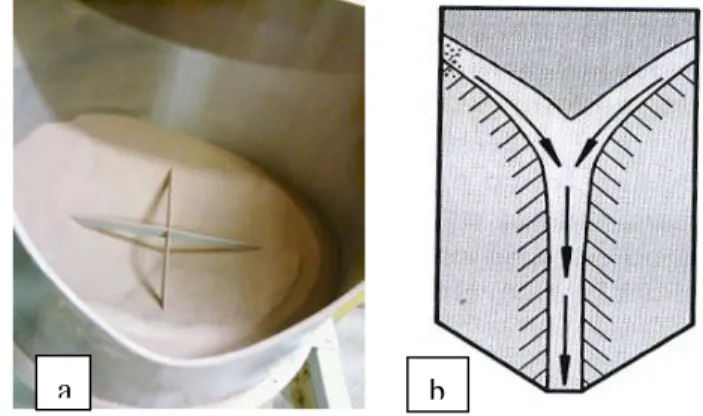
Proses pengeluaran produk dari mixer dilakukan melalui lubang di bagian bawah mixer kemudian ditampung sementara di dalam wadah. Metode penurunan serbuk ini dapat menyebabkan terjadi segregasi partikel dan akan merusak profil homogenitas produk setelah dari mixer. Hal ini disebabkan partikel serbuk yang berukuran lebih kecil akan cenderung berada di tengah tumpukan sedangkan partikel dengan ukuran yang lebih besar akan berada di pinggir tumpukan (Schulze, 2008).
Setelah itu, produk dimasukkan ke dalam mesin pengemas untuk selanjutnya dikemas dalam kemasan aluminium foil 1 kg. Bahan pengemas terlebih dahulu melewati alat printing code untuk mencetak kode produksi dan tanggal kadaluarsa. Setelah produk dikemas, produk lalu melewati conveyor ke area pengemasan sekunder dengan karton boks.
Saat produk berada di mesin filling, produk akan diisikan ke dalam kemasan berdasarkan prinsip volumetrik. Prinsip pengisian secara volumetrik mensyaratkan produk harus memiliki densitas dalam kisaran 930-997 g/L supaya tercapai berat bersih minimal 1000 g per kemasan. Pada tahap ini juga teridentifikasi masalah yang berhubungan dengan homogenitas dimana terjadi aliran funnel low atau core flow. Core flow ini menyebabkan produk dengan ukuran partikel lebih kecil (termasuk vitamin C) berada di bagian tengah hopper dan akan turun lebih dahulu sehingga kemasan produk pada awal proses akan memiliki kandungan vitamin C yang lebih tinggi dibandingkan dengan kemasan pada akhir proses. Diagram alir proses produksi dapat dilihat pada Gambar 9.
60 rpm, 7 menit
44.8 rpm, 10 menit
Gambar 9. Alur Produksi Minuman Teh Serbuk di PT. Nestlé Indonesia Penimbangan bahan baku premix
Penuangan bahan baku premix
Pencampuran kering
Premix Transfer gula pasir dari silo
Penimbangan gula pasir di weighing hopper
Transfer gula pasir weighing hopper ke dalam ribbon mixer
Pencampuran kering
Penurunan produk melalui hopper ke dalam wadah-wadah
Transfer produk ke mesin pengemas
Proses printing kode produksi
ke kemasan
Proses pengemasan
B. ANALISIS PENYEBAB MASALAH
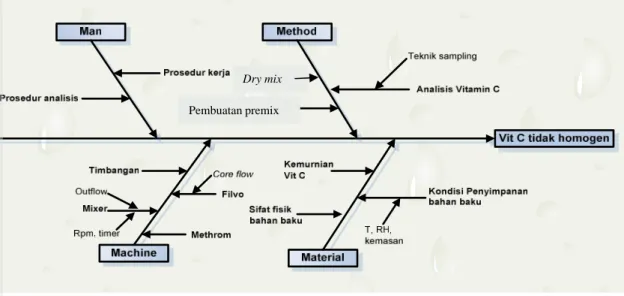
Pada tahap analisis penyebab masalah ketidakhomogenan kandungan vitamin C dalam produk minuman teh serbuk, digunakan alat bantu diagram ishikawa. Diagram ini berguna untuk mengetahui faktor-faktor yang mungkin memiliki peluang menjadi penyebab munculnya masalah ketidakhomogenan produk (Muhandri dan Darwin, 2008). Sumber-sumber masalah yang diperoleh kemudian dijadikan target perbaikan. Diagram ishikawa disusun dengan teknik brainstorming dengan staf application group dan produksi.
Gambar 10 Diagram Sebab Akibat Ketidakhomogenan Produk Minuman Serbuk
Terdapat empat faktor utama dalam penyusunan diagram sebab akibat, yaitu manusia, metode, material, dan mesin. Berikut akan dibahas satu persatu faktor-faktor tersebut.
1. Manusia
Faktor manusia, dalam hal ini adalah operator produksi dan analis laboratorium kimia. Prosedur kerja harus selalu diikuti oleh operator produksi seperti urutan proses serta cara dan ketelitian penimbangan bahan. Ketelitian dan ketepatan penimbangan bahan sangat penting untuk memastikan jumlah vitamin C yang ditambahkan ke dalam produk sesuai dengan formulasi. Operator harus memastikan bahwa status timbangan berada dalam keadaan terkalibrasi. Penimbangan bahan juga harus berada tepat di tengah timbangan untuk memperoleh hasil yang akurat.
Pembuatan premix Dry mix
Faktor manusia yang kedua adalah analis laboratorium. Analis harus melakukan analisis vitamin C dengan tepat dan akurat. Tahapan analisis dimulai dari pengambilan sampel, persiapan sampel dan pereaksi analisis, hingga analisis sampel harus dilakukan tepat sesuai dengan prosedur.
2. Metode
Terdapat tiga hal dalam metode yang memiliki pengaruh terhadap ketidakhomogenan produk, yaitu metode pembuatan premix, metode pencampuran kering dan metode analisis. Premix dibuat untuk empat batch produksi sekaligus. Premix dicampur dalam ribbon mixer dengan kecepatan 60 rpm selama 7 menit. Premix yang telah selesai dicampur kemudian dimasukkan ke dalam kantung plastik masing-masing sebanyak 5 kg selanjutnya premix tersebut dimasukkan ke dalam mixer besar pada untuk proses pencampuran dengan gula pasir.
Pada pembuatan premix, dilakukan analisis homogenitas dengan indikator kehomogenan nilai coefficience of variance (Cv). Coefficience of variance adalah standar deviasi dibagi dengan rata-rata proses dikalikan 100%. Proses dikatakan homogen jika memiliki Cv ≤2%. Sampel untuk analisis homogenitas diambil saat pengeluaran produk dari mixer dengan interval 10 kali pengeluaran berturut-turut. Hasil analisis homogenitas premix dapat dilihat pada Tabel 2.
Tabel 2. Hasil Analisis Homogenitas Premix Sampel Vit C (mg/100g 1 3179 2 2984,5 3 2479,5 4 2930,5 5 3076 6 3063,5 7 3078 8 3124,5 9 3141 10 3131 Rata2 3018,8 STD 203,6 CV 6,7
Coefficience of variance (%) : deviasi x 100 % rata-rata
: 203,6 x 100% 3018,8
: 6,7%
Nilai coefficience of variance (Cv) premix yang diperoleh sebesar 6,7%, nilai tersebut lebih besar dari 2% sehingga menunjukkan derajat pencampuran yang tidak homogen. Nilai Cv yang besar pada premix akan sangat mempengaruhi proses selanjutnya, yaitu pencampuran dengan gula pasir. Dengan demikian, jumlah vitamin C pada premix yang akan ditambahkan ke proses pencampuran utama akan bervariasi dan mempengaruhi profil homogenitas produk akhir.
Metode pencampuran kering yang digunakan oleh PT. Nestlé Indonesia adalah sistem batch dimana proses pengeluaran dan pemasukan produk antar mesin dilakukan secara semi manual. Hal ini dapat menyebabkan terjadinya perubahan profil campuran serbuk dari perfect mixture menjadi random mixture kemudian menjadi segregating mixture. Hal yang sebaliknya juga dapat terjadi karena proses pencampuran kering adalah suatu proses yang dapat balik (Canovas et al, 2005). Perubahan profil campuran ini tentu saja tidak diinginkan untuk memperoleh produk yang homogen.
Metode analisis vitamin C yang digunakan mengacu pada AOAC 967.21:1995 dan instruksi laboratorium PT. Nestlé Indonesia. Sebelum digunakan untuk analisis, metode ini harus diverifikasi terlebih dahulu supaya hasil analisis sesuai dengan nilai yang sebenarnya. Hasil verifikasi menyatakan bahwa metode ini memiliki ketelitian dan keakuratan yang memenuhi kriteria penerimaan standar perusahaan serta menghasilkan data yang proporsional dengan kadar analit.
3. Material
Faktor material yang menjadi perhatian utama dalam masalah ketidakhomogenan produk minuman teh serbuk adalah (1) mutu dan
kemurnian bahan baku, dan (2) karakteristik sifat fisik bahan baku dan produk jadi.
3.1. Mutu dan Kemurnian Bahan Baku
Mutu termasuk kemurnian bahan baku setelah sampai di gudang penyimpanan harus tetap sama hingga bahan baku digunakan dalam proses produksi. Oleh karena itu jenis kemasan bahan baku, suhu dan RH gudang penyimpanan harus sesuai dengan spesifikasi produk. RH (kelembaban relatif) adalah rasio dari tekanan parsial uap air dalam campuran terhadap tekanan uap jenuh air pada temperature tersebut. Saat ini, kondisi kemasan dan penyimpanan bahan baku sudah cukup baik. Bahan baku yang relatif sensitif terhadap kondisi penyimpanan seperti vitamin C dan teh serbuk dikemas dalam kemasan kedap udara dan disimpan di gudang penyimpanan bersuhu maksimal 20oC.
Kemurnian bahan baku vitamin C juga mempengaruhi hasil akhir analisis kandungan vitamin C. Jika kemurnian rendah, maka kandungan vitamin C akan lebih rendah daripada jumlah tertentu yang ditambahkan. Dalam certificate of analysis (CoA) vitamin C dari supplier tertera kemurnian vitamin C berkisar antara 99-105%. Berikut ini adalah hasil analisis kemurnian bahan baku vitamin C yang digunakan oleh PT. Nestlé Indonesia.
Tabel 3. Analisis Kemurnian Bahan Baku Vitamin C Konsentrasi
standar (mg/ml) Vit C (mg/100g) Kemurnian (%)
1.5 149.4 99.60 2.0 193.7 96.85 2.5 245.2 98.08 3.0 293.9 97.97 3.5 344.8 98.51 4.0 394.9 98.73 4.5 440.4 97.86 Rata-rata 98.23
Berdasarkan Tabel 3. diperoleh nilai kemurnian vitamin C sebesar 98.23%, nilai tersebut berada di bawah kisaran spesifikasi sehingga
diperlukan adanya perhitungan pendekatan formulasi yang mempertimbangkan kemurnian vitamin C.
3.2. Karakteristik Sifat Fisik Bahan Baku dan Produk Jadi
Karakteristik sifat fisik bahan baku dan produk jadi memiliki pengaruh terhadap proses pencampuran produk dan pada akhirnya akan mempengaruhi profil kehomogenan produk.
- Karakteristik Sifat Fisik Bahan Baku
Karakterisasi sifat fisik bahan baku minuman teh serbuk yang dilakukan meliputi pengukuran kadar air, densitas, ukuran partikel, dan kemudahan mengalir. Tujuan dilakukan karakterisasi ini adalah untuk mengetahui pengaruh karakteristik fisik bahan baku terhadap homogenitas produk. Bahan baku yang paling berpengaruh terhadap profil homogenitas produk adalah vitamin C dan gula pasir. Hal ini dikarenakan gula pasir adalah material dengan jumlah terbesar dalam campuran sedangkan vitamin C adalah indikator pengukuran homogenitas proses.
a. Kadar Air
Tabel 4. Pengukuran Kadar Air Bahan Baku Minuman Teh Serbuk Material KA sampel (%) KA standar (%)
Serbuk teh instan 3.2900 ≤3.5
Asam sitrat 0.0738 < 0.5
Gula pasir 0.0476 ≤0.05
Lemon flavor 3.0360 0 - 5
Gum arab 5.3091 < 10
Vitamin C 0.2050 ≤0.1
Kadar air serbuk yang tinggi membuat serbuk cenderung kohesif karena adanya gaya tarik menarik antar partikel. Serbuk kohesif lebih sulit untuk dicampur namun tidak mudah bersegregasi sehingga kehomogenan produk lebih mudah tercapai (Meyer, 2008). Gum arab, lemon flavor dan serbuk teh instan adalah bahan baku dengan kadar air yang relatif tinggi sehingga serbuk tersebut memiliki sifat kohesif yang membantu mencapai profil campuran serbuk yang homogen. Berdasarkan Tabel 4.
vitamin C memiliki kadar air rata-rata lebih tinggi dibandingkan standar (≤0.1%) yaitu 0.2050%. Namun, bahan baku tersebut tetap digunakan untuk proses produksi. Sementara itu, bahan baku lainnya memiliki kadar air sesuai dengan standar.
b. Densitas
Tabel 5. Densitas Bahan Baku Minuman Teh Serbuk
Bahan Baku Densitas (g/L)
Serbuk teh instan 429.70
Asam sitrat 702.86 Gula pasir 956.62 Lemon flavor 555.15 Gum arab 760.18 Asam askorbat 1041.11 Gula halus 987.51
Gambar 11. Diagram Batang Densitas Bahan Baku Minuman Teh Serbuk
Bahan Baku yang memiliki densitas terbesar adalah asam askorbat yaitu 1041.11 g/L sedangkan bahan baku yang memiliki densitas terkecil adalah serbuk teh instan yaitu 429.70 g/L. Menurut Harnby dan Edwards (1992), material dengan densitas terbesar cenderung berada pada bagian bawah campuran sedangkan material dengan densitas terkecil cenderung berada pada bagian atas campuran sehingga dapat terjadi segregasi. Asam askorbat
dengan densitas terbesar memiliki kemungkinan akan terakumulasi pada bagian bawah campuran. Serbuk teh instan yang memiliki densitas terkecil cenderung berada pada bagian atas campuran.
Rasio densitas antara asam askorbat (1041.112 mm) dengan gula pasir adalah (956.62 mm) adalah 1:1.1. Menurut Meyer (2008), rasio densitas untuk mencegah segregasi harus leboh kecil dari 1:3 sehingga densitas bukan merupakan faktor yang menyebabkan terjadinya segregasi pada campuran.
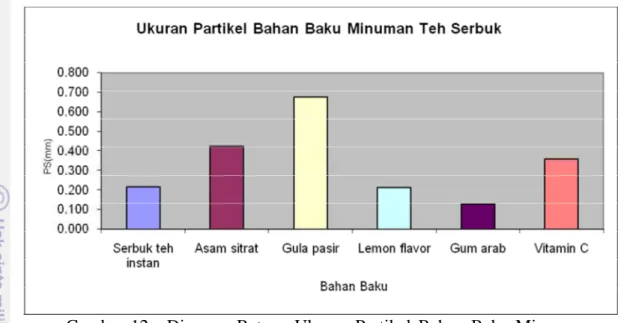
c. Ukuran Partikel
Menurut Meyer (2008), perbedaan yang besar pada distribusi ukuran partikel antar material dapat menyebabkan terjadinya segregasi. Berdasarkan Tabel 6, ukuran partikel gula pasir adalah 0.677 mm sedangkan ukuran partikel vitamin C adalah 0.357 mm. Rasio ukuran partikel antara dua material tersebut yaitu 1:2. Menurut Meyer (2008), rasio ukuran partikel untuk mencegah segregasi adalah 1:1.2 sehingga selama proses pencampuran terdapat kemungkinan terjadinya segregasi antar material.
Tabel 6. Pengukuran Ukuran Partikel Bahan Baku Minuman Teh Serbuk
Bahan Baku Ukuran partikel (mm)
Serbuk teh instan 0.217
Asam sitrat 0.423 Gula pasir 0.677 Lemon flavor 0.212 Gum arab 0.129 Vitamin C 0.357 Gula halus 0.457
Gambar 12. Diagram Batang Ukuran Partikel Bahan Baku Minuman Teh Serbuk
Gula pasir untuk bahan baku minuman teh serbuk ditransfer dari hopper gula yang berada di line POLO. Kecepatan transfer gula yaitu sebesar 176.1 gram/detik. Proses transfer menggunakan dorongan angin dengan kecepatan 3.28 m3/menit. Sebelumnya, diasumsikan bahwa proses transfer gula dapat mengecilkan ukuran partikel gula karena adanya gaya gesek antara gula dengan pipa transfer. Namun, ternyata ukuran partikel gula rata-rata hanya tereduksi sebesar 0.01 mm.
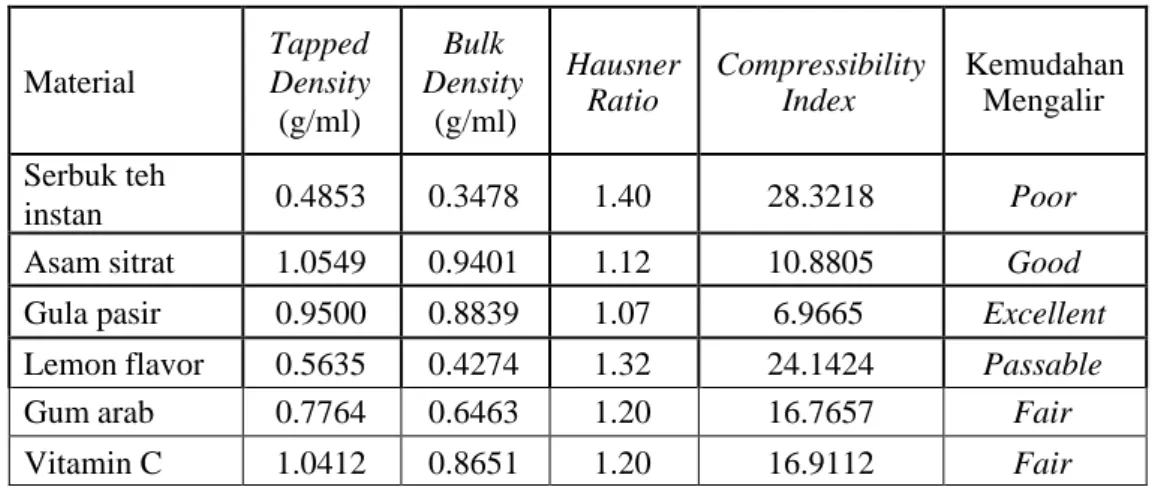
d. Kemudahan Mengalir Serbuk
Kemudahan mengalir serbuk dapat diketahui melalui metode Index Compressibility (Carr Index) dan Hausner Ratio. Kedua nilai tersebut diperoleh dari hasil pengukuran bulk density dan tapped density serbuk. Sifat fisik partikel (ukuran partikel, distribusi ukuran partikel, morfologi, dan densitas), kondisi proses (ada atau tidaknya tekanan), dan kondisi lingkungan (kelembaban relatif) adalah faktor-faktor yang mempengaruhi kemampuan laju alir serbuk (Meyer, 2008). Semakin mudah mengalir suatu serbuk maka semakin mudah serbuk tersebut bersegregasi dalam campuran karena pergerakan partikelnya sangat tinggi. Semakin