MODUL
PELATIHAN BERBASIS KOMPETENSI
MEMASANG INSTALASI PLC
KTL.IK02.229.01
KEMENTERIAN KETENAGAKERJAAN R.I.
DIREKTORAT JENDERAL PEMBINAAN PELATIHAN DAN PRODUKTIVITAS DIREKTORAT BINA STANDARDISASI KOMPETENSI DAN PELATIHAN KERJA
Jl. Jend. Gatot Subroto Kav. 51 Lt. 6.A Jakarta Selatan 2015
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 2 dari 15
KATA PENGANTAR
Modul Pelatihan Berbasis Kompetensi merupakan salah satu media pembelajaran yang dapat digunakan sebagai media transformasi pengetahuan, keterampilan dan sikap kerja kepada peserta pelatihan untuk mencapai kompetensi tertentu berdasarkan program pelatihan yang mengacu kepada Standar Kompetensi.
Modul pelatihan ini berorientasi kepada Pelatihan Berbasis Kompetensi (Competence Based Training) diformulasikan menjadi 3 (tiga) buku, yaitu Buku Informasi, Buku Kerja dan Buku Penilaian sebagai satu kesatuan yang tidak terpisahkan dalam penggunaannya sebagai referensi dalam media pembelajaran bagi peserta pelatihan dan instruktur, agar pelaksanaan pelatihan dapat dilakukan secara efektif dan efisien. Untuk memenuhi kebutuhan pelatihan berbasis kompetensi tersebut, maka disusunlah modul pelatihan berbasis kompetensi dengan judul “Memasang Instalasi PLC“.
Kami berharap modul pelatihan berbasis kompetensi ini dapat membatu para instruktur dan peserta pelatihan menjadi media yang efektif dalam proses pelatihan berbasis kompetensi baik yang diselenggarakan oleh lembaga pelatihan milik pemerintah maupun milik swasta guna menghasilkan luaran pelatihan yang kompeten sesuai standar kompetensi kerja. Untuk lembaga pelatihan kerja yang menyelenggarakan pelatihan berbasis kompetensi yang salah satu unit kompetensinya “Memasang Instalasi PLC“, kiranya dapat menggunakan modul ini sebagai media pelatihan.
Semoga Tuhan Yang Maha Esa memberikan tuntunan kepada kita semua dalam melakukan berbagai upaya untuk menunjang proses pelaksanaan pelatihan berbasis kompetensi guna menghasilkan tenaga kerja yang kompeten dan berdaya saing tinggi sesuai kebutuhan pasar kerja baik nasional maupun global.
Jakarta, Desember 2015 Direktur
Standardisasi Kompetensi dan Program Pelatihan
Ir. Suhadi, M.Si.
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 3 dari 15
DAFTAR ISI
KATA PENGANTAR --- 2
DAFTAR ISI --- 3
ACUAN STANDAR KOMPETENSI KERJA DAN SILABUS PELATIHAN --- 4
A. Acuan Standar Kompetensi Kerja --- 4
B. Kemampuan yang Harus Dimiliki Sebelumnya --- 6
C. Silabus Pelatihan Berbasis Kompetensi (PBK) --- 7
LAMPIRAN --- --- 10
1. BUKU INFORMASI --- 10
2. BUKU KERJA --- 10
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 4 dari 15
ACUAN STANDAR KOMPETENSI KERJA DAN SILABUS PELATIHAN
A. Acuan Standar Kompetensi Kerja
Materi modul pelatihan ini mengacu pada unit kompetensi terkait yang disalin dari Standar Kompetensi Kerja Subgolongan Transportasi Dan Pergudangan dengan uraian sebagai berikut:
KODE UNIT : KTL.IK02.229.01
JUDUL UNIT : Memasang Instalasi PLC
DESKRIPSI UNIT: Unit kompetensi ini berkaitan dengan perencanaan dan persiapan pemasangan, penerapan prosedur pemasangan, pemeriksaan, pembuatan laporan yang dibutuhkan pada pemasangan instalasi PLC sesuai standar konstruksi dan persyaratan pemasangannya.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
01. Merencanakan Pekerjaan.
1.1 Rencana kerja disusun agar pekerjaan dapat diselesaikan sesuai jadwal yang ditetapkan. 1.2 Pihak terkait dihubungi untuk memastikan bahwa
pekerjaan dikoordinasikan secara efektif.
1.3 Alat kerja, Material, K3 dan alat bantu yang dibutuhkan direncanakan dengan benar.
1.4 Rencanakan Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan disesuaikan dengan prosedur dan diperiksa sesuai dengan persyaratan yang berlaku.
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 5 dari 15
02. Mempersiapkan Pekerjaan
2.1 Prosedur pemasangan Instalasi Listrik fasa tunggal dan fasa tiga disiapkan dengan benar sesuai dengan persyaratan yang berlaku.
2.2 Alat kerja, Material, K3 dan alat bantu yang dibutuhkan disiapkan dan diperiksa untuk memastikan berfungsi baik dan aman.
2.3 Gambar pengawatan instalasi listrik fasa tunggal dan fasa tiga disiapkan untuk diserahkan pada personal yang tepat.
2.4 Jenis sistem Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan disiapkan sesuai dengan persyaratan spesifikasi peralatan yang berlaku.
03. Memasang Instalasi Listrik 3.1 Peraturan dan prosedur keselamatan dan kesehatan kerja diterapkan selama pelaksanaan pekerjaan.
a. Peralatan/material Instalasi Listrik dipasang sesuai dengan spesifikasi rancangan, standar dan persyaratan yang berlaku.
b. Peralatan/material Instalasi Listrik dipasang sedemikian rupa sehingga tidak mengurangi tingkat pengamanan (IP) yang telah ditetapkan. c. Pemeriksaan kualitas pekerjaan dan kebenaran
pengawatan dilakukan terus menerus sesuai prosedur
d. Setiap rangkaian listrik diuji untuk memastikan tahanan pembumian, tahanan isolasi, dan polaritas sesuai persyaratan
04. Memeriksa Pekerjaan 4.1 Penyimpangan yang berkaitan dengan kondisi lapangan ataupun hal lainnya dilakukan pemeriksaan dengan cara pengidentifikasian. 4.2 Penyimpangan yang terjadi ditetapkan alternatif
pemecahannya sesuai prosedur yang berlaku. 4.3 Alternatif yang dipilih diterapkan sesuai dengan
persyaratan.
05. Membuat laporan. 5.1 Laporan pemasangan dibuat sesuai dengan prosedur dan format yang berlaku.
5.2 Berita acara pemasangan dibuat sesuai dengan prosedur dan format yang berlaku.
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 6 dari 15
BATASAN VARIABEL
Dalam melaksanakan unit kompentensi ini harus didukung dengan tersedianya: 1. Standar Konstruksi.
2. Persyaratan pemasangan Peralatan/material Instalasi Listrik.
3. Perlengkapan utama dan pelengkap serta instruction manual dari instalasi sambungan pelanggan.
4. Gambar Instalasi Listrik PLC.
5. Peralatan K3 dan peralatan bantu yang terkait dengan pelaksanaan unit kompetensi ini. 6. Sistem dan format pelaporan yang ditetapkan.
7. Kompetensi yang diketahui sebelumnya adalah : 7.1. Melaksanakan Keselamatan dan Kesehatan Kerja.
7.2. Merapikan Peralatan dan tempat kerja/ sesuai dengan standar lingkungan ditempat kerja.
7.3. Menginterpretasikan gambar teknik dan flow diagram. 7.4. Menggunakan hand tools & power tools.
PANDUAN PENILAIAN
1. Pengetahuan dan Keterampilan yang dibutuhkan : 1.1. Pengetahuan :
1.1.1. Motor Listrik. 1.1.2. Teori Listrik Lanjut. 1.1.3. Instalasi Penerangan. 1.1.4. Instalasi tenaga. 1.1.5. PLC.
1.1.6. Kontrol dan Instrumen. 1.2. Keterampilan :
1.2.1. Dasar Konstruksi Instalasi Listrik PLC.
1.2.2. On Site Training Pemasangan peralatan Instalasi Listrik PLC sesuai gambar rancangan instlasi listrik.
1.2.3. SNI 04 0225-2000 Persyaratan Umum Instalasi Listrik (PUIL).
1.2.4. Standar baik nasional maupun internasional tentang instalasi ketenagalistrikan dan tidak bertentangan dengan Standar Nasional Indonesia (SNI).
2. Ruang Lingkup Pengujian:
Kompetensi harus diujikan ditempat kerja atau ditempat lain secara simulasi dengan kondisi kerja sesuai dengan keadaan normal.
3. Aspek Penting:
3.1. Kompetensi harus diujikan ditempat kerja atau ditempat lain secara simulasi dengan kondisi kerja sesuai dengan keadaan normal.
3.2. Kualifikasi pendidikan formal setara SLTA pengalaman minimal 1 tahun.
3.3. Melaksanakan pekerjaan yang konsisten pada setiap elemen Kompetensi.
3.4. Memenuhi kriteria unjuk kerja yang tercakup pada setiap elemen Kompetensi dengan menggunakan, teknik-teknik dan standar perusahaan sesuai dengan tempat kerja.
3.5. Menunjukan pemahaman terhadap pengetahuan dan keterampilan yang dibutuhkan serta sikap kerja yang dituntut dari pekerjaan tersebut.
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 7 dari 15
B. Kemampuan yang Harus Dimiliki Sebelumnya
Ada pun kemampuan yang harus dimiliki sebelumnya sebagai berikut: - TIDAK ADA
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 8 dari 15
C. Silabus Pelatihan Berbasis Kompetensi (PBK) Judul Unit Kompetensi : Memasang Instalasi PLC Kode Unit Kompetensi : KTL.IK02.229.01
Deskripsi Unit Kompetensi : Unit ini berhubungan dengan pengetahuan, ketrampilan dan sikap kerja yang diperlukan dalam Memasang Instalasi PLC
Perkiraan Waktu Pelatihan : Jp @ 45 Menit Tabel Silabus Unit Kompetensi :
ELEMEN KOMPETENSI UNJUK KERJA KRITERIA UNJUK KERJA INDIKATOR MATERI PELATIHAN
WAKTU PELATIHAN
(JP)
Pengetahuan Keterampilan Sikap P K
01. Merencanakan
Pekerjaan. 1.1 Rencana kerja disusun agar pekerjaan dapat diselesaikan sesuai jadwal yang ditetapkan. 1.2 Pihak terkait dihubungi untuk memastikan bahwa pekerjaan dikoordinasikan secara efektif. Mampu menyususn rencana kerja agar pekerjaan dapat diselesaikan sesuai jadwal yang ditetapkan.
Dapat menjelaskan Cara menghubungi personil berwenang untuk memastikan pekerjaan
Mampu Menghubungi personil berwenang untuk memastikan bahwa pekerjaan telah dikoordinasikan secara efektif dengan pihak terkait lainnya sesuai SOP
Harus Cermat, taat asas
Cara menyusun penjadwalan rencana kerja Cara menghubungi personil berwenang untuk memastikan pekerjaan menyususn rencana kerja Menghubungi personil berwenang
Cermat, taat asas
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 9 dari 15
ELEMEN KOMPETENSI UNJUK KERJA KRITERIA UNJUK KERJA INDIKATOR MATERI PELATIHAN
WAKTU PELATIHAN
(JP)
Pengetahuan Keterampilan Sikap P K
1.3 Alat kerja, Material, K3 dan alat bantu yang
dibutuhkan
direncanakan dengan benar.
Dapat menjelaskan Alat kerja, alat K3 dan alat bantu
Mampu menyiapkan alat kerja, alat K3 dan alat bantu sesuai SOP dan dalam kondisi dapat bekerja dengan baik dan aman
Harus Cermat, taat asas
Alat kerja, alat K3 dan alat bantu
menyiapkan alat kerja, alat K3 dan alat bantu
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 10 dari 15
ELEMEN KOMPETENSI UNJUK KERJA KRITERIA UNJUK KERJA INDIKATOR MATERI PELATIHAN
WAKTU PELATIHAN
(JP)
Pengetahuan Keterampilan Sikap P K
1.4 Rencanakan Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan disesuaikan dengan prosedur dan diperiksa sesuai dengan persyaratan yang berlaku. Mampu merencanakan Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan
disesuaikan dengan prosedur dan diperiksa sesuai dengan persyaratan yang berlaku. Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan merencanakan Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan Teliti, cermat sesuai dengan persyaratan yang berlaku. 02. Mempersiapkan
Pekerjaan 2.5 Prosedur pemasangan Instalasi Listrik fasa tunggal dan fasa tiga disiapkan dengan benar sesuai dengan persyaratan yang berlaku.
2.6 Alat kerja, Material, K3 dan alat bantu yang dibutuhkan disiapkan dan diperiksa untuk memastikan berfungsi baik dan aman.
Mampu menyiapkan prosedur pemasangan Instalasi Listrik fasa tunggal dan fasa tiga dengan benar sesuai dengan persyaratan yang berlaku.
Mampu menyiapkan yang dibutuhkan dan diperiksa untuk memastikan berfungsi baik dan aman.
prosedur
pemasangan Instalasi Listrik fasa tunggal dan fasa tiga
alat kerja, Material, K3 dan alat bantu
menyiapkan prosedur pemasangan menyiapkan yang dibutuhkan dan diperiksa untuk memastikan Teliti, cermat sesuai dengan persyaratan yang berlaku. Teliti, cermat sesuai dengan persyaratan yang berlaku.
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 11 dari 15
ELEMEN KOMPETENSI UNJUK KERJA KRITERIA UNJUK KERJA INDIKATOR MATERI PELATIHAN
WAKTU PELATIHAN
(JP)
Pengetahuan Keterampilan Sikap P K
2.7 Gambar pengawatan instalasi listrik fasa tunggal dan fasa tiga disiapkan untuk diserahkan pada personal yang tepat. 2.8 Jenis sistem Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan disiapkan sesuai dengan persyaratan spesifikasi peralatan yang berlaku. Mampu meyiapkan gambar pengawatan instalasi listrik fasa tunggal dan fasa tiga untuk diserahkan pada personal yang tepat. Mampu menyiapkan Jenis sistem
Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan sesuai dengan persyaratan spesifikasi peralatan yang berlaku.
gambar pengawatan instalasi listrik fasa tunggal dan fasa tiga
sistem Perlengkapan utama dan perlengkapan pelengkap meyiapkan gambar pengawatan instalasi listrik fasa tunggal dan fasa tiga menyiapkan Jenis sistem Perlengkapan utama dan perlengkapan pelengkap yang dibutuhka Teliti cermat sesuai dengan persyaratan spesifikasi peralatan yang berlaku.
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 12 dari 15
ELEMEN KOMPETENSI UNJUK KERJA KRITERIA UNJUK KERJA INDIKATOR MATERI PELATIHAN
WAKTU PELATIHAN
(JP)
Pengetahuan Keterampilan Sikap P K
03. Memasa ng Instalasi Listrik
3.1 Peraturan dan
prosedur keselamatan dan kesehatan kerja diterapkan selama pelaksanaan pekerjaan. 3.3 Peralatan/material Instalasi Listrik dipasang sesuai dengan spesifikasi rancangan, standar dan persyaratan yang berlaku.
3.4 Peralatan/material Instalasi Listrik dipasang sedemikian rupa sehingga tidak mengurangi tingkat pengamanan (IP) yang telah ditetapkan.
Mampu menerapkan Peraturan dan prosedur keselamatan dan kesehatan kerja
Mampu memasang
Peralatan/material instalasi PLC
Mampu menetapkan Peralatan /material instalasi PLC dipasang sedemikian rupa sehingga tidak mengurangi tingkat pengaman Memahami prosedur K3 Cara memasang Peralatan/material instalasi PLC kode IP peralatan/material Dapat menerapkan prosedur keselamatan dan kesehatan kerja di tempat kerja memasang Peralatan/material instalasi PLC menetapkan Peralatan /material instalasi PLC dipasang sedemikian rupa sehingga tidak mengurangi tingkat pengaman
Teliti dan cermat Dalam melaksanakan prosedur keselamatan dan kesehatan kerja Teliti, cermat sesuai dengan persyaratan yang berlaku Teliti, cermat sesuai dengan persyaratan yang berlaku
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 13 dari 15
ELEMEN KOMPETENSI UNJUK KERJA KRITERIA UNJUK KERJA INDIKATOR MATERI PELATIHAN
WAKTU PELATIHAN
(JP)
Pengetahuan Keterampilan Sikap P K
3.5 Pemeriksaan kualitas pekerjaan dan kebenaran
pengawatan dilakukan terus menerus sesuai prosedur.
3.5 Setiap rangkaian listrik diuji untuk
memastikan tahanan pembumian, tahanan isolasi, dan polaritas sesuai persyaratan
Mampu melakukan Pemeriksaan kualitas pekerjaan dan kebenaran pengawatan
Mampu menguji Setiap rangkain PLC teknik pemeriksaan pekerjaan Rangkaian PLC Cara menguji rangkaian PLC melakukan Pemeriksaan kualitas pekerjaan dan kebenaran pengawatan menguji Setiap rangkain PLC Teliti, cermat sesuai dengan persyaratan yang berlaku
04. Memeriksa Pekerjaan 4.4 Penyimpangan yang berkaitan dengan kondisi lapangan ataupun hal lainnya dilakukan pemeriksaan dengan cara pengidentifikasian. 4.5 Penyimpangan yang terjadi ditetapkan alternatif pemecahannya sesuai prosedur yang berlaku. 4.6 Alternatif yang dipilih
diterapkan sesuai dengan persyaratan.
Mampu melakukan pemeriksaan Penyimpangan yang berkaitan dengan kondisi lapangan ataupun hal lainnya
Mampu memilih alternatif pemecahan
Penyimpangan yang terjadi sesuai prosedur yang berlaku
Mampu menerapkan alternatif yang dipilih
Penyimpangan yang ada Cara memeriksa peyimpangan Alternatif pemecahan masalah melakukan pemeriksaan Penyimpangan yang berkaitan dengan kondisi lapangan ataupun hal lainnya memilih alternatif pemecahan Penyimpangan menerapkan alternatif yang dipilih Teliti, cermat sesuai dengan persyaratan yang berlaku Teliti, cermat sesuai dengan persyaratan yang berlaku Teliti, cermat sesuai dengan persyaratan yang berlaku
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 14 dari 15
ELEMEN KOMPETENSI UNJUK KERJA KRITERIA UNJUK KERJA INDIKATOR MATERI PELATIHAN
WAKTU PELATIHAN
(JP)
Pengetahuan Keterampilan Sikap P K
05. Membuat laporan. 5.3 Laporan pemasangan dibuat sesuai dengan prosedur dan format yang berlaku.
5.4 Berita acara
pemasangan dibuat sesuai dengan prosedur dan format yang berlaku.
Dapat menjelaskan prosedur membuat laporan pemeriksaan
Mampu membuat Laporan pemeriksaan sesuai dengan prosedur dan format yang berlaku
Harus Teliti, cermat, taat asas
Dapat menjelaskan prosedur mengisi berita acara pemeriksaan
Mampu mengisi berita acara pemeriksaan sesuai dengan prosedur dan format yang berlaku dan ditanda tangani oleh pihak yang terkait.
Harus Cermat, taat asas prosedur membuat laporan pemeriksaan Prosedur mengisi berita acara pemeriksaan Membuat Laporan pemeriksaan sesuai dengan prosedur dan format yang berlaku. Mengisi berita acara pemeriksaan sesuai dengan prosedur dan format yang berlaku dan ditanda tangani oleh pihak yang terkait.
Teliti, cermat, taat asas
Judul Modul: Memasang Instalasi PLC
Buku Modul Versi: 2015 Halaman: 15 dari 15
LAMPIRAN
1. BUKU INFORMASI 2. BUKU KERJA 3. BUKU PENILAIAN
BUKU INFORMASI
MEMASANG INSTALASI PLC
KTL.IK02.229.01
KEMENTERIAN KETENAGAKERJAAN R.I.
DIREKTORAT JENDERAL PEMBINAAN PELATIHAN DAN PRODUKTIVITAS DIREKTORAT BINA STANDARDISASI KOMPETENSI DAN PELATIHAN KERJA
Jl. Jend. Gatot Subroto Kav. 51 Lt. 6.A Jakarta Selatan 2015
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 2 dari 42
DAFTAR ISI
DAFTAR ISI --- 1
BAB I PENDAHULUAN --- 3
A. Tujuan Umum --- 3
B. Tujuan Khusus --- 3
BAB II Merencanakan Pekerjaan... 4
A. Pengetahuan yang Diperlukan dalam Merencanakan Pekerjaan a. Cara menyusun penjadwalan rencana 2. Cara menghubungi personil berwenang untuk memastikan pekerjaan 3. Cara menjelaskan alat kerja, alat K3 dan alat bantu 4. Cara merencanakan Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan B. Keterampilan yang Diperlukan dalam Merencanakan Pekerjaan--- 10
1. Menyusun rencana kerja 2. Menghubungi personil berwenang 3. menjelaskan alat kerja, alat K3 dan alat bantu 4. merencanakan Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan C. Sikap Yang Diperlukan Dalam Merencanakan Pekerjaan --- 10
BAB III Mempersiapkan Pekerjaan --- 12
A. Pengetahuan yang Diperlukan dalam Mempersiapkan Pekerjaan
a. Cara menyiapkan prosedur pemasangan Instalasi Listrik fasa tunggal dan fasa tiga
b. Cara menyiapkan prosedur pemasangan Instalasi Listrik fasa tunggal dan fasa tiga
3. Cara menyiapkan alat kerja, Material, K3 dan alat bantu 4. Cara menggambar pengawatan instalasi listrik fasa tunggal
dan fasa tiga
5. Cara meyiapkan sistem Perlengkapan utama dan perlengkapan pelengkap
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 3 dari 42
B. Keterampilan yang Diperlukan dalam Mempersiapkan Pekerjaan
1. menyiapkan prosedur pemasangan
2. menyiapkan yang dibutuhkan dan diperiksa untuk memastikan
3. menyiapkan alat kerja, Material, K3 dan alat bantu
4. meyiapkan gambar pengawatan instalasi listrik fasa tunggal dan fasa tiga
5. menyiapkan Jenis sistem Perlengkapan utama dan perlengkapan yang dibutuhkan
C. Sikap Kerja yang Diperlukan dalam Mempersiapkan Pekerjaan --- 18
BAB IV Memasang Instalasi PLC
A. Pengetahuan yang Diperlukan dalam Memasang Instalasi PLC
a. Cara memahami prosedur K3
b. Cara memasang peralatan/material instalasi PLC c. Cara menetapkan kode IP peralatan/material d. Cara melakukan pemeriksaan pekerjaan e. Cara menguji rangkaian PLC
B. Keterampilan yang Diperlukan dalam Memasang Instalasi PLC 1. Menerapkan prosedur K3
2. Memasang peralatan/material instalasi PLC 3. Menetapkan peralatan/material instalasi PLC
4. Melakukan pemeriksaan kualitas pekerjaan dan kebenaran pengawatan
5. Menguji setiap rangkaian PLC
C. Sikap Kerja yang Diperlukan dalam Memasang Instalasi PLC
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 4 dari 42
BAB V Memeriksa Pekerjaan --- 12 A. Pengetahuan yang Diperlukan dalam Memeriksa Pekerjaan
1. Cara memeriksa peyimpangan
2. Cara memilih alternatif pemecahan masalah
3. Cara memilih alternatip yang sesuai
B. Keterampilan yang Diperlukan dalam Memeriksa Pekerjaan
1. memeriksa peyimpangan
2. memilih alternatif pemecahan masalah
3. memilih alternatip yang sesuai
C. Sikap yang Diperlukan dalam Memeriksa Pekerjaan
BAB VI Membuat laporan --- 12 A. Pengetahuan yang Diperlukan dalam Memeriksa Pekerjaan
1. Cara membuat laporan pemeriksaa
2. Cara mengisi berita acara pemeriksaan
B. Keterampilan yang Diperlukan dalam Memeriksa Pekerjaan
1. Membuat Laporan pemeriksaan sesuai dengan prosedur dan format yang berlaku
2. Mengisi berita acara pemeriksaan sesuai dengan prosedur dan format yang berlaku dan ditanda tangani oleh pihak yang terkait
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 5 dari 42
DAFTAR PUSTAKA --- 40
A. Dasar Perundang-undangan --- 40
B. Buku Referensi --- 40
DAFTAR PERALATAN/MESIN DAN BAHAN --- 41
A. Daftar Peralatan/Mesin --- 41
B. Daftar Bahan --- 41
LAMPIRAN --- 41
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 6 dari 42
BAB I PENDAHULUAN
A. Tujuan Umum
Setelah mempelajari modul ini peserta latih diharapkan mampu memasang instalasi PLC.
B. Tujuan Khusus
Adapun tujuan mempelajari unit kompetensi melalui buku informasi memasang instalasi PLC guna memfasilitasi peserta latih sehingga pada akhir pelatihan diharapkan memiliki kemampuan sebagai berikut:
1. Menyusun Perencanaan Pekerjaan meliputi penjadwalan rencana pekerjaan, menghubungi personil yang berwewang untuk memastikan pekerjaan, menjelaskan alat kerja, alat K3 dan alat bantu serta merencanakan perlengkapan utama dan perlengkapan yang dibutuhkan.
2. Mempersiapkan pekerjaan meliputi menyiapkan prosedur pemasangan instalasi listrik fasa tunggal dan fasa tiga, menyiapkan alat kerja,material, K3 dan alat bantu serta menggambar pengawatan instalasi listrik fasa tunggal dan fasa tiga, menyiapkan sistem perlengkapan utama dan pelengkapan pelengkap.
3. Memeriksa pekerjaan meliputi memeriksa penyimoangan, memilih alternatip pemecahan masalahdan memilih alternatip yang sesuai.
4. Membuat Laporan meliputi membuat laporan pemeriksaan dan mengisi berita acara pemeriksaan.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 7 dari 42
BAB II
MERENCANAKAN PEKERJAAN
1. Pengetahuan Yang Diperlukan Dalam Merencanakan Pekerjaan. a. Cara menyusun penjadwalan rencana
Merupakan kegiatan membuat urutan langkah-langkah pelaksanaan pekerjaan yang paling efisien. Dalam menyusun rencana kerja diprioritaskan bagian-bagian yang mudah dikerjakan terlebih dahulu, kemudian baru bagian yang sulit. Ada banyak metoda dalam memasang instalasi PLC. Dibawah ini diberikan beberapa panduan yang dapat digunakan dalam memasang suatu instalasi PLC. Tentu saja anda harus mengikuti prosedur yang ada dan juga Prosedur Kerja Standar yang telah ditetapkan.
Langkah dibawah ini hanya merupakan salah satu contoh praktis;
Mempelajari gambar pengawatan dan konfigurasi PLC yang akan dipasang Mempelajari petunjuk pemasangan yang ada pada Installation guide PLC Memasang Unit CPU, Unit I/O dan Unit unit tambahan
Memasang peralatan I/O (tombol, sensor, relay, motor dll)
Memasang kabel Power Suply dan pengkabelan peralatan I/O dengan Unit I/O Memasang koneksi peralatan komunikasi jika diperlukan
Melakukan pengecekan sambungan kabel I/O
b. Cara menghubungi personil berwenang untuk memastikan pekerjaan
Setelah rencana kerja disusun, pihak yang terkait dalam hal ini adalah anggota tim yang terlibat dalam penyelesaian pekerjaan dihubungi untuk memastikan bahwa pekerjaan dikoordinasikan secara efektif sehingga tidak terjadi kesalahpahaman pada saat pelaksanaan pekerjaan.
c. Cara Menjelaskan alat kerja, alat K3 dan alat bantu
Setiap proses perakitkan selalu di identifikasi penggunaan alat yang diperlukan dan juga bahan yang akan dipakai termasuk alat bantu.
Peralatan dan bahan yang biasa dibutuhkan antara lain : PLC Unit
Tool set (obeng, tang, Alat ukur/Multimeter, dll) Peralatan I/O(tombol, sensor, relay, motor, dll) Lemari/box panel dan kabel
Perlengkapan K3 dan Perlengkapan daya/power suply (MCB, sekring, dll) d. Cara merencanakan Perlengkapan utama dan perlengkapan pelengkap yang
dibutuhkan
Selain merencanakan alat kerja dan bahan juga direncanakan perlengkapan utama dan perlengkapan pelengkap yang mungkin diperlukan dalam pelaksanaan pekerjaan nantinya.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 8 dari 42
B. Keterampilan yang Diperlukan dalam Merencanakan Pekerjaan 1. Menyusun rencana kerja
2. Menghubungi personil berwenang
3. menjelaskan alat kerja, alat K3 dan alat bantu
4. merencanakan Perlengkapan utama dan perlengkapan pelengkap yang dibutuhkan
C. Sikap Yang Diperlukan Dalam Merencanakan Pekerjaan 1. Harus dilakukan dengan Cermat
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 9 dari 42
BAB III
Mempersiapkan Pekerjaan
A. Pengetahuan yang Diperlukan dalam Mempersiapkan Pekerjaan 1. Cara meyiapkan prosedur pemasangan instalasi listrik fasa tunggal dan fasa tiga
Prosedur adalah petunjuk atau tahapan tahapan yang perlu diperhatikan dalam melaksanakan pekerjaan pemasangan instalasi PLC. Prosedur pemasangan instalasi PLC ini dapat dipelajari pada buku petunjuk pemasangan PLC yang bersangkutan.
2. Cara menyiapkan alat kerja, Material, K3 dan alat bantu
Peralatan dan bahan bahan yang telah direncanakan dan diidentifikasi pada saat perencanaan dikumpulkan dan disiapkan untuk kemudian diperiksa satu persatu untuk memastikan bahwa peralatan dan bahan bahan tersebut dalam kondisi baik dan dapat digunakan.
3. Cara menggambar pengawatan instalasi listrik fasa tunggal dan fasa tiga
Gambar pengawatan instalasi yang telah direncanakan disiapkan sebaik mungkin. Tujuannya agar gambar dapat dibaca dengan jelas dan mudah dipahami oleh personel yang tepat yang bertanggung jawab dalam pelaksanaan pekerjaan pemasangan instalasi PLC tersebut.
4. Cara meyiapkan sistem Perlengkapan utama dan perlengkapan pelengkap
Perlengkapan utama dan perlengkapan pelengkap yang telah direncanakan pada saat perencanaan pekerjaan dikumpulkan dan kemudian diperiksa untuk memastikan bahwa peralatan peralatan tersebut dalam kondisi baik dan dapat digunakan.
B. Keterampilan yang Diperlukan dalam Mepersiapkan Pekerjaan 1. Menyiapkan prosedur pemasangan
2. Menyiapkan yang dibutuhkan dan diperiksa untuk memastikan
3. Meyiapkan gambar pengawatan instalasi listrik fasa tunggal dan fasa tiga 4. Menyiapkan Jenis sistem Perlengkapan utama dan perlengkapan pelengkap
yang dibutuhkan
c. Sikap Kerja yang Diperlukan dalam Mempersiapkan Pekerjaan 1. Harus dilakukan dengan cermat
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 10 dari 42
BAB IV
Memasang Instalasi PLC
A. Pengetahuan yang Diperlukan dalam Mempersiapkan Pekerjaan 1. Cara memahami prosedur K3
Keselamatan dan Kesehatan Kerja (K3) adalah suatu tindakan untuk pencegahan supaya tidak terjadi kecelakaan pada waktu melakukan atau tidak suatu kegiatan pekerjaan yang mungkin dapat terjadi kepada si pekerja maupun kepada orang lain, mesin, alat dan lingkungan kapan saja dan dimana saja.
Alat-alat keselamatan kerja antara lain: 1. Pakaian kerja atau baju pelindung; 2. Safety shoes
3. Topi atau helm
4. Sarung tangan (Gloves) 5. Kacamata
6. Masker
Pencegahan terjadinya kecelakaan ditempat kerja/praktek harus memperhatikan beberapa factor antara lain :
Pastikan sempurna alat-alat Pastikan sempurna pakaian kerja
Harus disiplin dalam menggunakan alat-alat Harus hati-hati dan konsentrasi pada pekerjaan
Pastikan sudah memahami & menguasai cara kerja suatu mesin atau alat
Pastikan kondisi tubuh sebelum bekerja dalam keadaan sehat Disiplin pribadi saat kerja
Setiap pekerja (siswa), dalam suatu industri maupun institusi pendidikan harus mempunyai disiplin terutama pribadinya sendiri seperti :
Disiplin terhadap waktu kerja
Disiplin terhadap janji baik pribadi ataupun dalam pekerjaan Disiplin dalam menempatkan suatu kebenaran dalam tempatnya Tidak menyimpang dari apa yang ditugaskan
Hormat pada atasan maupun bawahan Tanggung jawab pekerja atau siswa terhadap K3
Pekerja atau siswa mempunyai tanggung jawab sebagai berikut : Harus mentaati peraturan dan intruksi yang benar dari atasannya Bertindak benar dan tepat pada waktu terjadinya kecelakaan melaporkan segera, bila mana terjadi kecelakaan
menyelidiki dan menerangkan penyebab terjadinya kecelakaan atau kerusakan pada mesin
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 11 dari 42
2. Cara memasang peralatan/material instalasi PLC
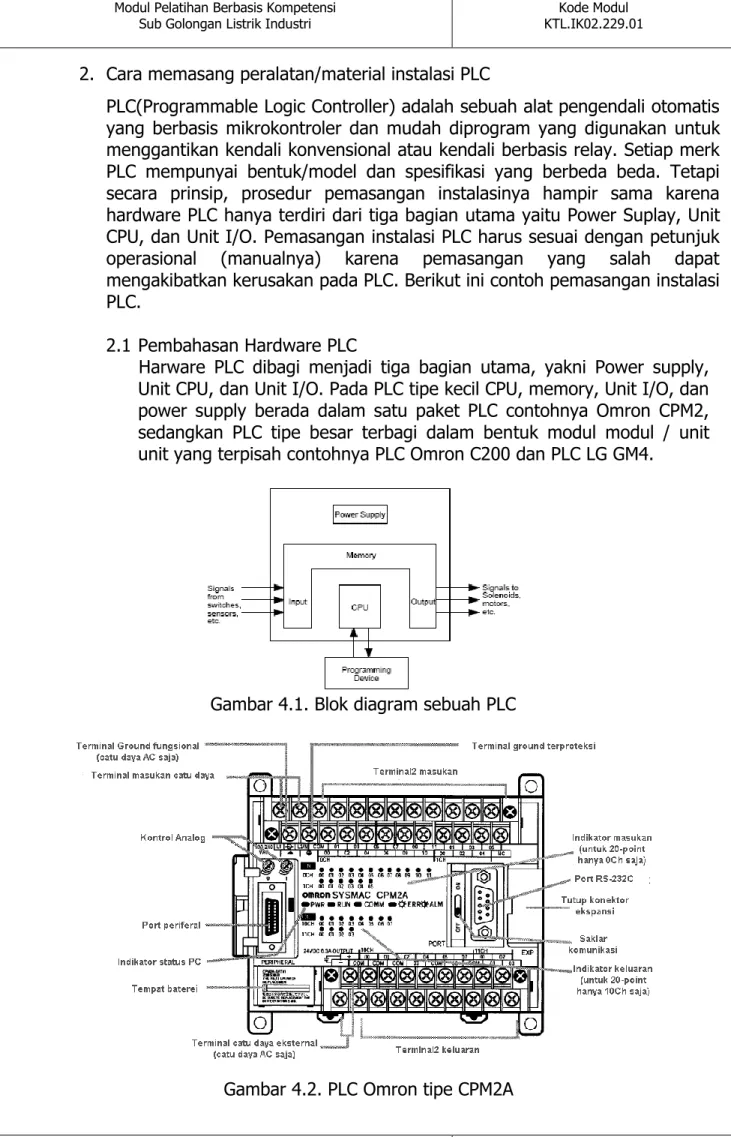
PLC(Programmable Logic Controller) adalah sebuah alat pengendali otomatis yang berbasis mikrokontroler dan mudah diprogram yang digunakan untuk menggantikan kendali konvensional atau kendali berbasis relay. Setiap merk PLC mempunyai bentuk/model dan spesifikasi yang berbeda beda. Tetapi secara prinsip, prosedur pemasangan instalasinya hampir sama karena hardware PLC hanya terdiri dari tiga bagian utama yaitu Power Suplay, Unit CPU, dan Unit I/O. Pemasangan instalasi PLC harus sesuai dengan petunjuk operasional (manualnya) karena pemasangan yang salah dapat mengakibatkan kerusakan pada PLC. Berikut ini contoh pemasangan instalasi PLC.
2.1 Pembahasan Hardware PLC
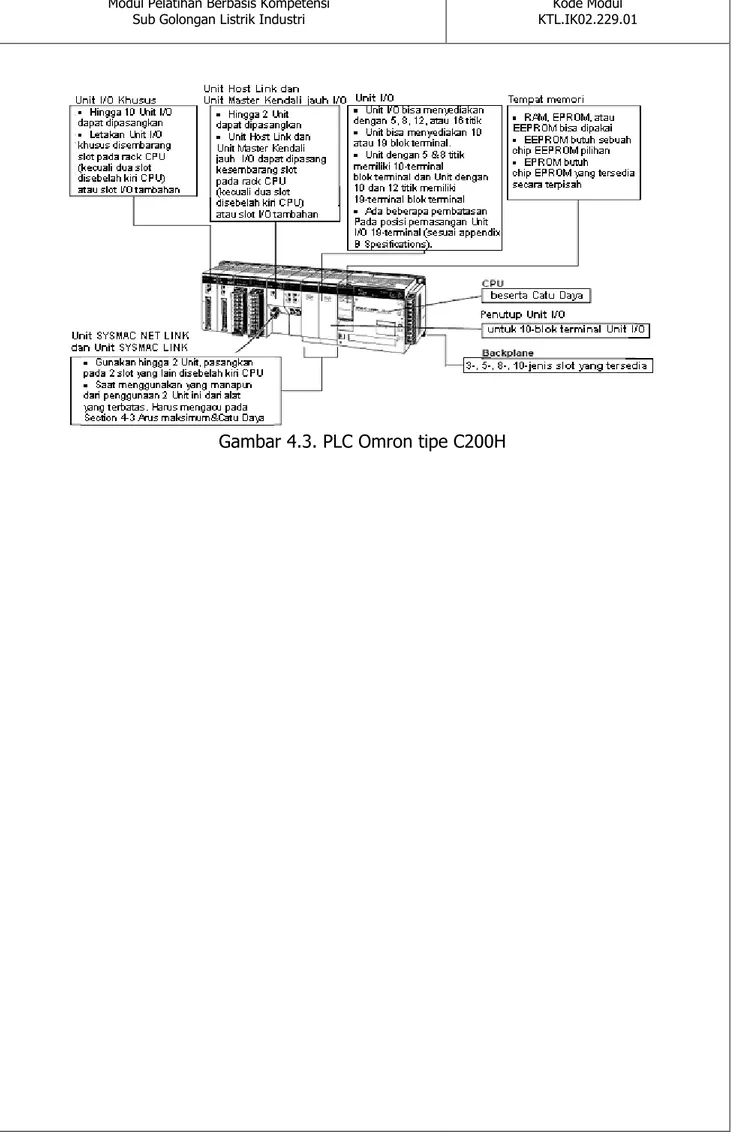
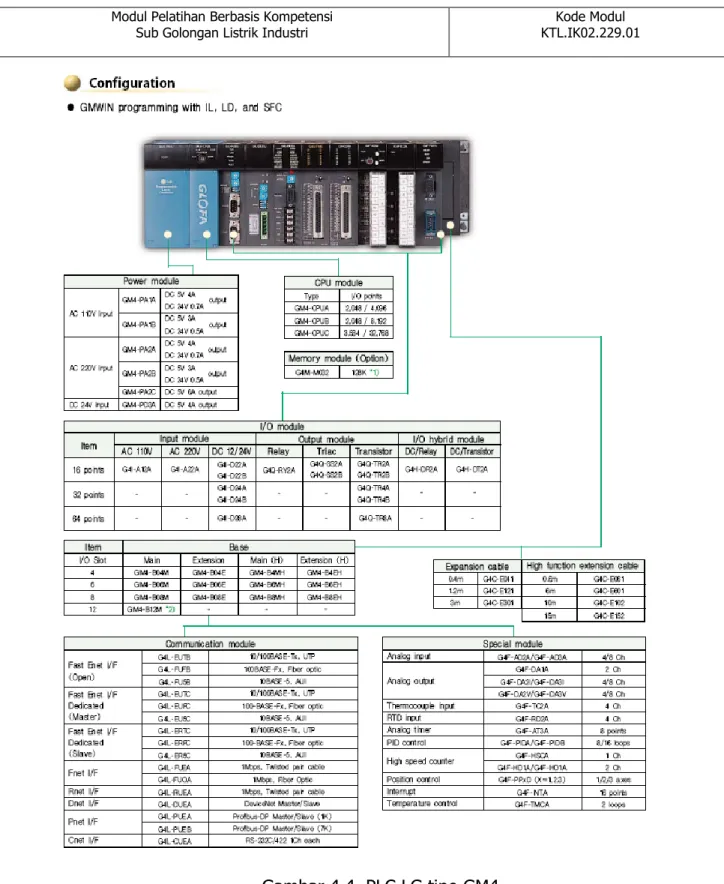
Harware PLC dibagi menjadi tiga bagian utama, yakni Power supply, Unit CPU, dan Unit I/O. Pada PLC tipe kecil CPU, memory, Unit I/O, dan power supply berada dalam satu paket PLC contohnya Omron CPM2, sedangkan PLC tipe besar terbagi dalam bentuk modul modul / unit unit yang terpisah contohnya PLC Omron C200 dan PLC LG GM4.
Gambar 4.1. Blok diagram sebuah PLC
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 12 dari 42
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 13 dari 42
Gambar 4.4. PLC LG tipe GM4 Unit Power Supply
Untuk PLC Omron power supply bekerja pada tegangan input 100 – 240 VAC dan menyediakan tegangan output 24 VDC yang digunakan untuk memberikan daya ke peralatan I/O. Power supply ini biasanya menyatu dengan CPU tetapi ada juga terpisah dalam Unit tersendiri. Power supply juga dilengkapi dengan battery backup, sehingga pada saat terjadi kegagalan power, maka secara otomatis battery akan menggantikan power supply utama ke CPU, agar program memori user tidak hilang.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 14 dari 42
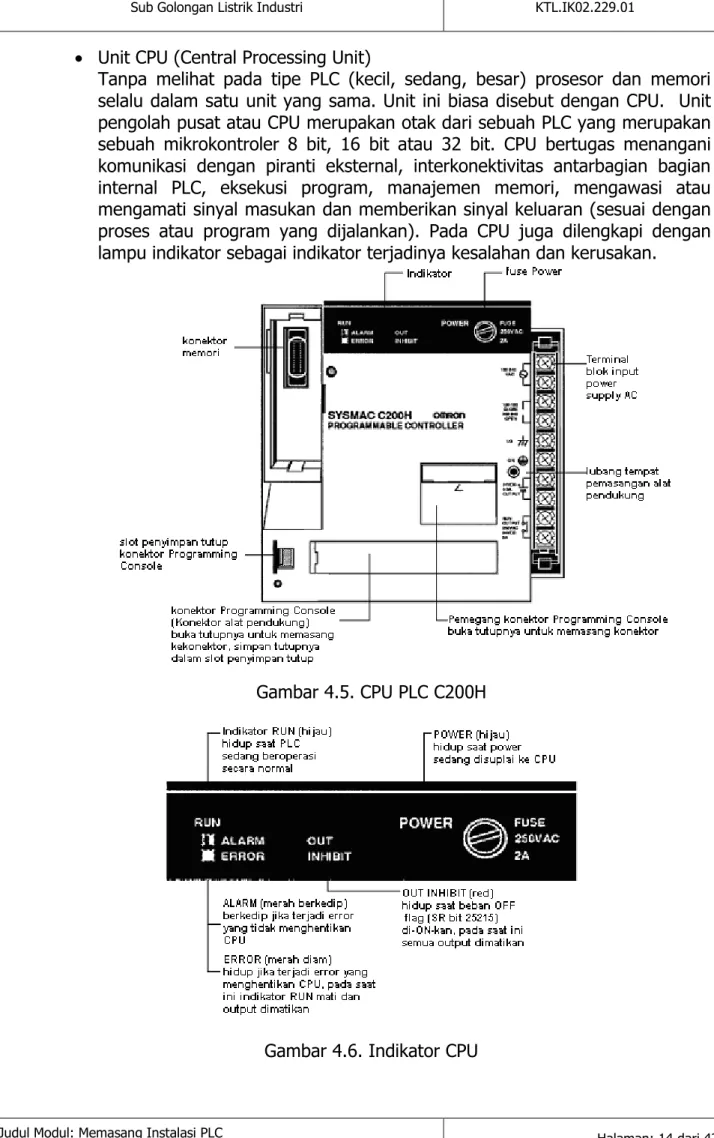
Unit CPU (Central Processing Unit)
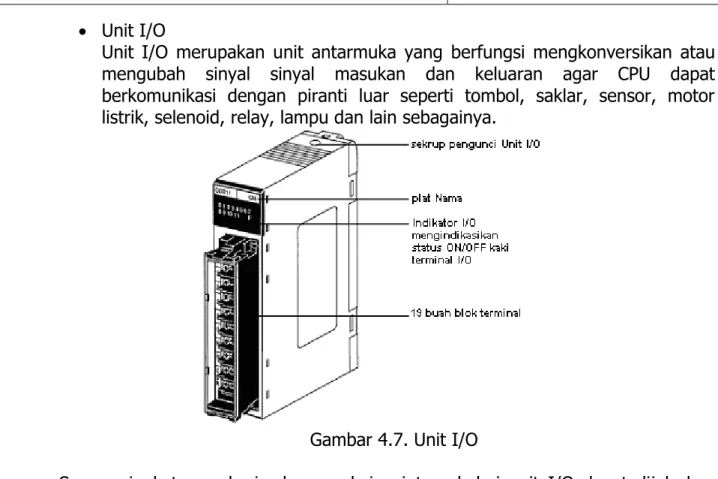
Tanpa melihat pada tipe PLC (kecil, sedang, besar) prosesor dan memori selalu dalam satu unit yang sama. Unit ini biasa disebut dengan CPU. Unit pengolah pusat atau CPU merupakan otak dari sebuah PLC yang merupakan sebuah mikrokontroler 8 bit, 16 bit atau 32 bit. CPU bertugas menangani komunikasi dengan piranti eksternal, interkonektivitas antarbagian bagian internal PLC, eksekusi program, manajemen memori, mengawasi atau mengamati sinyal masukan dan memberikan sinyal keluaran (sesuai dengan proses atau program yang dijalankan). Pada CPU juga dilengkapi dengan lampu indikator sebagai indikator terjadinya kesalahan dan kerusakan.
Gambar 4.5. CPU PLC C200H
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 15 dari 42
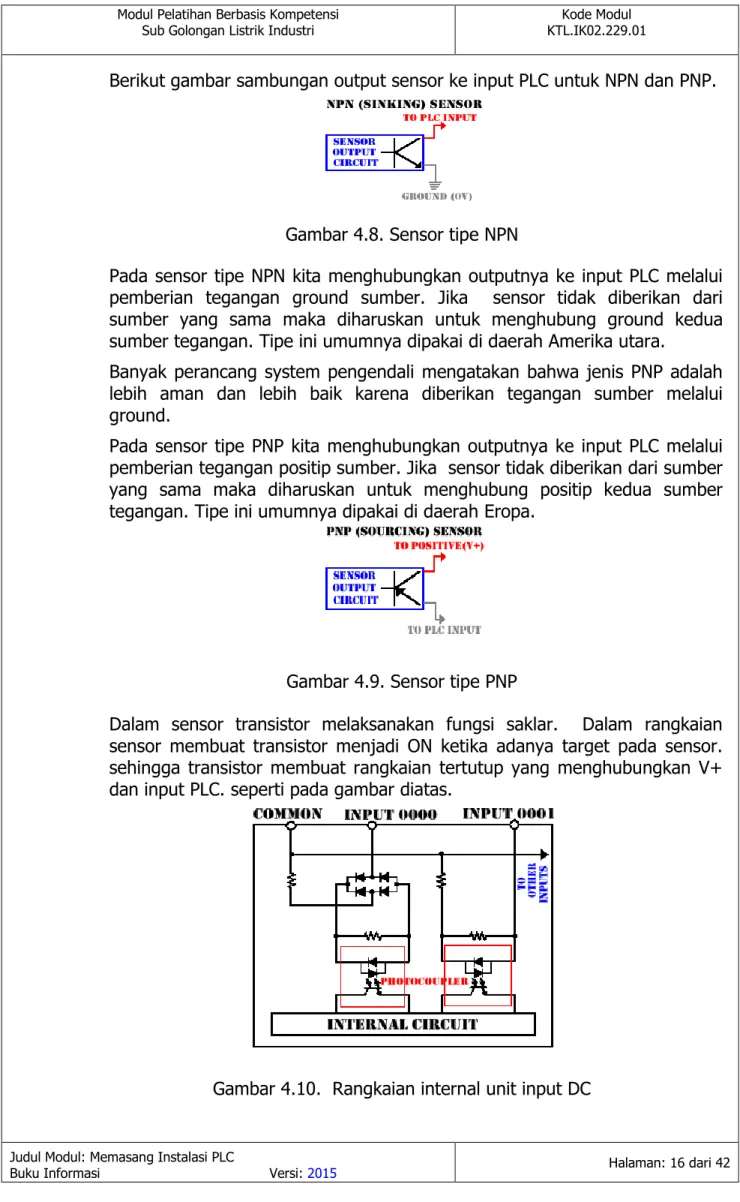
Unit I/O
Unit I/O merupakan unit antarmuka yang berfungsi mengkonversikan atau mengubah sinyal sinyal masukan dan keluaran agar CPU dapat berkomunikasi dengan piranti luar seperti tombol, saklar, sensor, motor listrik, selenoid, relay, lampu dan lain sebagainya.
Gambar 4.7. Unit I/O
Secara singkat cara kerja dan rangkaian internal dari unit I/O dapat dijelaskan sebagai berikut;
Unit input
Unit input terdiri atas dua macam yaitu input DC dan input AC. Bagaimana rangkaian input pada PLC?, berikut akan kita pelajari pengertian yang baik tentang rangkaian input tersebut karena kemungkinan ada kesalahan sambung pada input yang cukup fatal.
Modul input DC dibuat untuk bekerja dengan tegangan 5, 12, 24, dan 48 volts, hati-hati untuk pembelian PLC sebaiknya disesuaikan dengan kebutuhan anda tentang rangkaian input yang akan digunakan.
Modul input DC memungkinkan kita menghubungkan rangkaian transistor baik dari jenis PNP berupa rangkaian sourcing atau NPN yaitu rangkaian sinking. Jika kita gunakan rangkaian saklar atau saklar limit yang umum dapat kita abaikan apakah PNP atau NPN. Kita harus ingat bahwa kebanyakan PLC tidak memberikan kemungkinan mencampur untuk rangkaian NPN dan PNP. Ketika menggunakan sensor seperti photo-eye, prox, dll. Kita harus lebih berhati-hati dan melihat dengan cermat tentang jenisnya NPN atau PNP. (cek pada data dari pabrik)
Perbedaan kedua tipe adalah sambungan ke input PLC apakah ke positip sumber atau ke ground sumber tegangan. Untuk NPN sensor pemberian tegangan adalah dengan ground dan PNP sensor diberikan tegangan dari tegangan positip.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 16 dari 42
Berikut gambar sambungan output sensor ke input PLC untuk NPN dan PNP.
Gambar 4.8. Sensor tipe NPN
Pada sensor tipe NPN kita menghubungkan outputnya ke input PLC melalui pemberian tegangan ground sumber. Jika sensor tidak diberikan dari sumber yang sama maka diharuskan untuk menghubung ground kedua sumber tegangan. Tipe ini umumnya dipakai di daerah Amerika utara.
Banyak perancang system pengendali mengatakan bahwa jenis PNP adalah lebih aman dan lebih baik karena diberikan tegangan sumber melalui ground.
Pada sensor tipe PNP kita menghubungkan outputnya ke input PLC melalui pemberian tegangan positip sumber. Jika sensor tidak diberikan dari sumber yang sama maka diharuskan untuk menghubung positip kedua sumber tegangan. Tipe ini umumnya dipakai di daerah Eropa.
Gambar 4.9. Sensor tipe PNP
Dalam sensor transistor melaksanakan fungsi saklar. Dalam rangkaian sensor membuat transistor menjadi ON ketika adanya target pada sensor. sehingga transistor membuat rangkaian tertutup yang menghubungkan V+ dan input PLC. seperti pada gambar diatas.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 17 dari 42
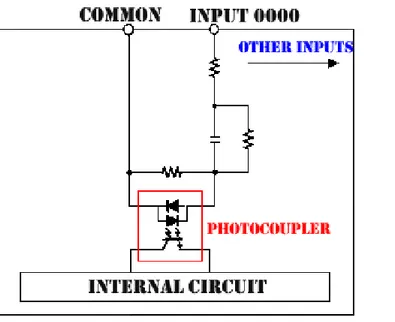
Terminal PLC yang bisa digunakan oleh pemakai adalah terminal yang berlabel COMMON, INPUT 0000, INPUT 0001, INPUT xxxx... dan untuk terminal common kemungkinan dihubungkan ke V+ atau ground. Dimana terminal ini dihubungkan tergantung pada tipe sensor, ketika menggunakan sensor tipe NPN dihubungkan ke V+ dan ketika digunakan sensor PNP maka terminal common ini dihubungkan ke 0V (ground).
Saklar umum seperti limit switch, pushbutton, toggle, dsb. dihubungkan ke input dengan cara yang mirip. Satu sisi saklar dihubungkan langsung ke V+ dan sisi yang lain dihubungkan ke input PLC, dengan asumsi bahwa terminal common dihubungkan ke 0V (ground). Dan jika terminal common terhubung ke V+ maka hubungan ke saklar dilakukan kebalikan dari rangkaian yang pertama.
Dalam PLC biasanya sudah dilengkapi dengan rangkaian photo-coupler yang berfungsi untuk mengisolasi rangkaian internal PLC dengan input dari luar PLC. Hal ini dimaksudkan untuk mengeliminasi kemungkinan adanya gangguan listrik (noise) ke dalam rangkaian internal PLC. Rangkaian photo-coupler bekerjanya berdasarkan konversi sinyal input listrik melalui sinar (cahaya) diubah kembali menjadi sinyal listrik untuk diproses lebih lanjut oleh rangkaian internal.
Setelah kita mengerti input DC, baiklah kita lihat bagaimana cara kerja input AC. Catatan awal untuk input AC adalah tidak polarisasi pada tegangannya. Put simply, this means that there is no positive or negative to "worry about". Bagaimanapun bekerja dengan tegangan AC kita harus hati-hati karena cukup berbahaya. Umumnya modul input AC memungkinkan dapat bekerja dengan tegangan 24, 48, 110, dan 220 volts. Dalam pembelian juga harus hati-hati dan pertimbangkan berdasarkan kebutuhan anda tidak haya dari segi harga tetapi juga dari aspek teknis.
Modul input AC jarang digunakan dibandingkan modul input DC, alasannya adalah sensor dewasa ini banyak dibuat dengan output transistor. Transistor tidak dapat bekerja dengan tegangan AC, oleh karena itu umumnya pada tegangan AC digunakan saklar atau saklar limit dsb. Bila system operasi menggunakan sensor maka kemungkinannya adalah beroperasi dengan tegangan DC.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 18 dari 42
Umumnya kita menghubungkan input bertegangan AC seperti pada gambar diatas, kawat yang aktif disambungkan ke input PLC dan kawat netral disambungkan common PLC. AC ground (3 wire) sebaiknya disambungkan pada terminal ground PLC. Untuk pemakaian kawat hubungan bertegangan AC biasanya digunakan kawat dengan isolasi berwarna, umumnya warna coklat (aktif), biru (netral) dan hijau/kuning (ground).
Rangkaian modul/unit input AC pada PLC digambarkan sebagai berikut.
Gambar 4.12. Rangkaian internal Unit input AC
Yang dapat diakses oleh pemakai adalah yang berlabel COMMON, INPUT 0000, INPUT xxxx... terminal common dihubung ke kawat netral.
Saklar umum seperti limit switch, pushbutton, toggle, dsb. dihubungkan langsung ke terminal input. Satu sisi saklar dihubungkan langsung ke INPUT XXX dan sisi yang lain dihubungkan ke kawat aktif, dengan asumsi bahwa terminal common dihubungkan ke netral.
Hal ini dimaksudkan untuk mengeliminasi kemungkinan adanya gangguan listrik (noise) ke dalam rangkaian internal PLC. Rangkaian photo-coupler bekerjanya berdasarkan konversi sinyal input listrik melalui sinar (cahaya) diubah kembali menjadi sinyal listrik untuk diproses lebih lanjut oleh rangkaian internal.
Pada input AC jauh lebih lambat disbanding input DC, akan tetapi programmer tidak terlalu pusing karena umumnya memakai sensor berupa saklar mekanik dan saklar mekanik adalah sangat lambat. Setiap saklar membutuhkan 25 mili detik atau lebih, sehingga dibutuhkan rangkaian internal delay dimana setiap rangkaian internal bekerja dengan 5 volt DC.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 19 dari 42
Unit output
Setelah input kita pahami dengan benar tiba gilirannya kita pelajari bagaimana menggunakan output pada PLC.
Satu tipe output yang paling banyak digunakan adalah output relay, dengan relay output dapat kita hubungkan langsung baik beban bertegangan AC maupun DC. Kita sebut beban output karena beban yang berada diluar PLC kita hubungkan dengan terminal output PLC. Dalam merangkai harus pula kita pahami perlakuan khusus untuk output relay karena dengan menghubungkan sembarangan pada sumber tegangan akan menyebabkan kerusakan pada relay. Hal ini mirip dengan kejadian pada fiting lampu seharusnya dipasang sebuah lampu pijar akan tetapi langsung dihubungkan dengan sebuah kawat, akibatnya arus yang cukup besar mengalir padanya dan sekering akan terbakar.
Beberapa beban yang sering digunakan adalah selenoid, lampu, motor listrik dll. Sebelum kita menghubungkan beban pada PLC sebaiknya kita lihat terlebih dahulu spesifikasi beban, perlu arus berapa bekerja dengan tegangan berapa sebab bila arus dan tegangan kerja melebihi tegangan atau arus yang diijinkan pada output relay maka akan berakibat relay terbakar. Beberapa tipe beban adalah beban semu, beban ini disebut juga dengan beban induktif. Beban induktif menghasilkan arus balik ketika diberikan arus pertama kali (mulai ON)". Arus balik ini menyebabkan adanya tegangan kejut pada system.
Contoh sederhana sebuah beban induktif adalah mesin pendingin ruangan (AC) yang selalu mati/hidup sepanjang waktu. Kalau kita amati baik dikantor atau di rumah ternyata dengan memasang AC saat dimana alat ini terdengar deru agak keras maka lampu-lampu yang nyala akan terlihat redup beberapa saat kemudian kembali ke nyala normal. Hal ini disebabkan karena AC berubah ON, kejadian ini sangat berbahaya untuk output relay PLC disebabkan arus yang mengalir bisa mencapai 30 kali arus rata-rata. Untuk membantu mengatasi hal diatas dibutuhkan rangkaian diode, varistor, atau yang lain. Rangkaian berikut menunjukan bagaimana output PLC disambungkan ke beban.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 20 dari 42
Gambar diatas merupakan cara untuk menghubungkan output relay PLC, walaupun dalam rangkaian digambarkan dengan AC namun dapat juga digunakan untuk rangkaian DC. Relay tidak memiliki polaritas dan biasanya dapat digunakan sumber tegangan DC atau AC, dimana common dihubungkan ke terminal sumber tegangan dan terminal yang lainnya disambungkan ke beban selanjutnya dari beban disambungkan ke ke output PLC yang telah ditentukan dalam program ladder diagram.
Gambar 4.14. Rangkaian internal unit output
Internal relay PLC adalah rangkaian yang menghubungkan antara terminal output PLC dengan rangkaian internal PLC. Ketika ladder diagram membuat output berkondisi ON, PLC akan menggerakan kumpara relay dengan tegangan. Tegangan ini akan membuat kontak tertutup dan saat tertutup arus dari luar masuk melalui terminal ke kontak dan kembali ke terminal luar PLC yang selanjutnya ke beban. Dengan demikian terjadi lingkaran arus tertutup dari sumber ke beban terus ke terminal PLC dan ke kontak kemudian kembali ke terminal dan sumber. Apabila PLC membuat kontak tersebut terbuka akan memutus rangkaian tertutup.
Unit Memory
Unit memory berfungsi untuk menyimpan data dan program yang akan digunakan oleh PLC. Memory ini terbagi kedalam dua tipe yaitu ROM dan RAM. ROM berisikan data data seperti fasilitas logic program, fasilitas edit program, fasilitas monitor program, fasilitas untuk komunikasi dan lain lain. Data data tersebut tersimpan secara permanen dan tidak akan hilang meskipun power supply off. Sedangkan RAM berisikan data data program user, seperti ladder diagram, data data memori, status I/O dan lain lain. Data data tersebut bisa ditulis dan dibaca. RAM bersifat tidak permanen, jadi jika power suplply off maka data data tersebut akan hilang. Untuk menghindari hal tersebut, maka pada sistem power supply dilengkapi dengan battery backup yang akan men-supply power jika power supply utama off.
Peralatan I/O
Peralatan Input Output adalah peralatan yang dihubungkan dengan Unit I/O. Contoh peralatan input adalah sensor, limit switch, tombol, selector dan banyak lagi sedangkan contoh peralatan output adalah lampu, selenoid, buzzer, motor relay dan lain lain.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 21 dari 42
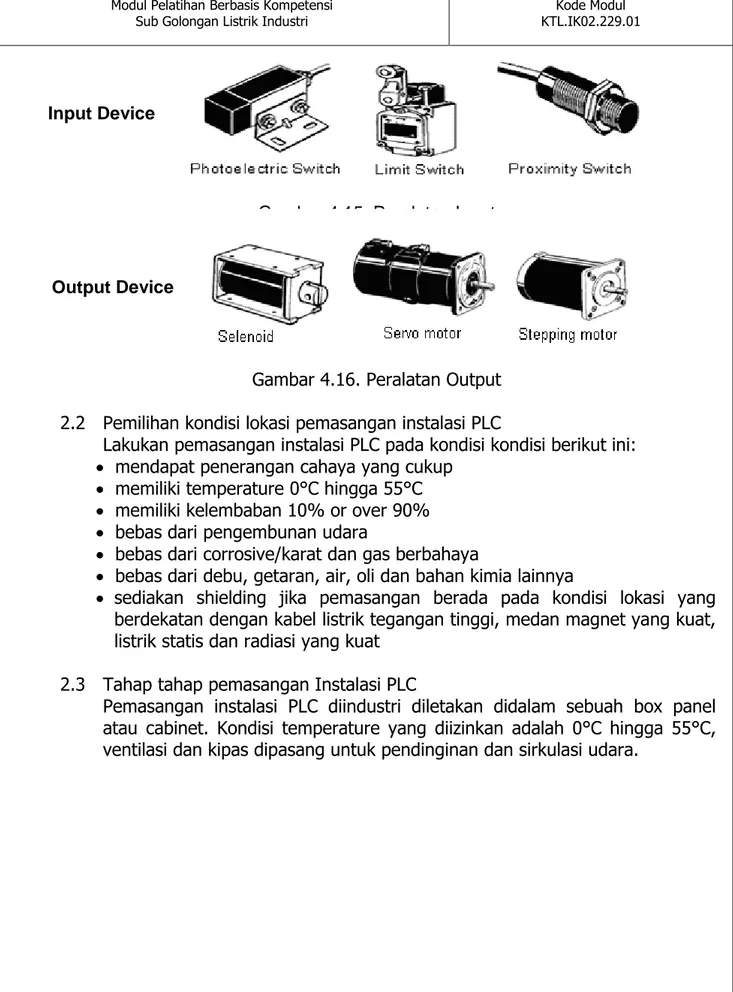
Gambar 4.15. Peralatan Input
Gambar 4.16. Peralatan Output 2.2 Pemilihan kondisi lokasi pemasangan instalasi PLC
Lakukan pemasangan instalasi PLC pada kondisi kondisi berikut ini: mendapat penerangan cahaya yang cukup
memiliki temperature 0°C hingga 55°C memiliki kelembaban 10% or over 90% bebas dari pengembunan udara
bebas dari corrosive/karat dan gas berbahaya
bebas dari debu, getaran, air, oli dan bahan kimia lainnya
sediakan shielding jika pemasangan berada pada kondisi lokasi yang berdekatan dengan kabel listrik tegangan tinggi, medan magnet yang kuat, listrik statis dan radiasi yang kuat
2.3 Tahap tahap pemasangan Instalasi PLC
Pemasangan instalasi PLC diindustri diletakan didalam sebuah box panel atau cabinet. Kondisi temperature yang diizinkan adalah 0°C hingga 55°C, ventilasi dan kipas dipasang untuk pendinginan dan sirkulasi udara.
Input Device
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 22 dari 42
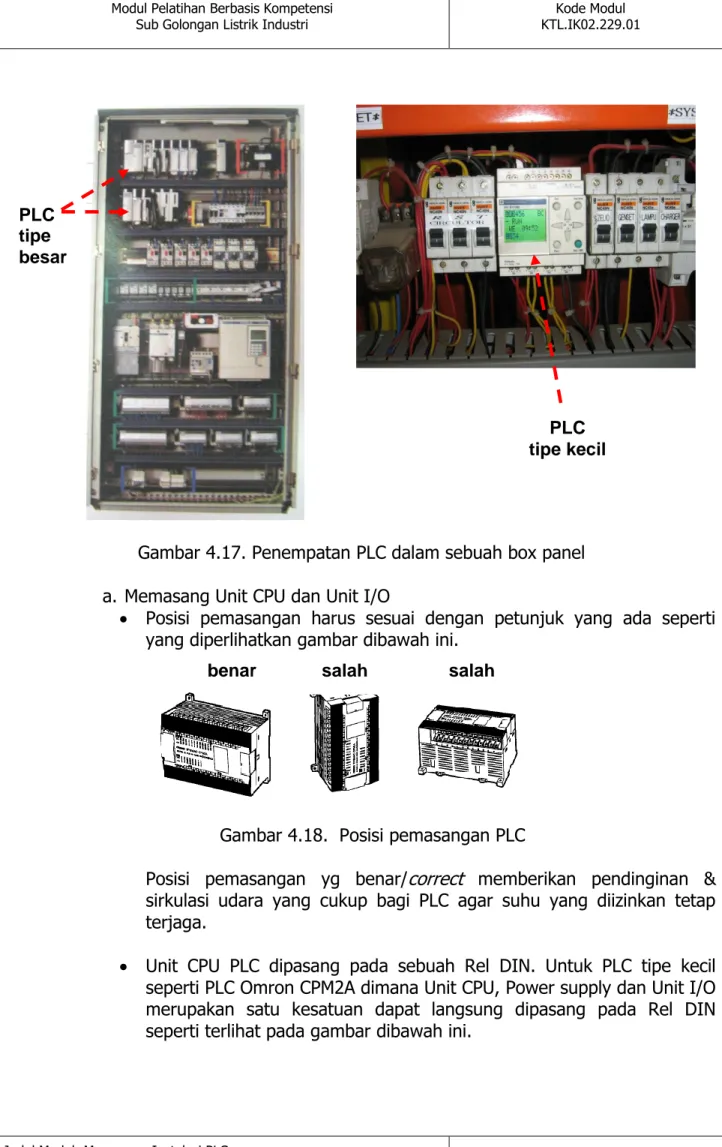
Gambar 4.17. Penempatan PLC dalam sebuah box panel a. Memasang Unit CPU dan Unit I/O
Posisi pemasangan harus sesuai dengan petunjuk yang ada seperti yang diperlihatkan gambar dibawah ini.
Gambar 4.18. Posisi pemasangan PLC
Posisi pemasangan yg benar/correct memberikan pendinginan & sirkulasi udara yang cukup bagi PLC agar suhu yang diizinkan tetap terjaga.
Unit CPU PLC dipasang pada sebuah Rel DIN. Untuk PLC tipe kecil seperti PLC Omron CPM2A dimana Unit CPU, Power supply dan Unit I/O merupakan satu kesatuan dapat langsung dipasang pada Rel DIN seperti terlihat pada gambar dibawah ini.
PLC tipe besar
benar salah salah
PLC tipe kecil
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 23 dari 42
Gambar 4.19. PLC CPM2A dipasang pada Rel DIN
Cara pemasangannya adalah dengan memiringkan PLC agar takik dibagian bawah PLC mencengkeram bagian atas Rel DIN kemudian tekan PLC agar PLC terkunci pada Rel DIN.
Gambar 4.20. Cara pemasangan pada Rel DIN
Sedangkan untuk PLC tipe besar seperti PLC Omron C200 dengan Unit unit yang terpisah pisah, maka PLC terlebih dahulu harus disusun konfigurasinya sebelum dipasang pada sebuah Rel DIN. Penyusunan konfigurasi PLC tipe besar ini dilakukan pada sebuah rak PLC yang disebut backplane. Backplane untuk PLC Omron C200 terlihat seperti gambar dibab ini.
Gambar 4.21. Backplane/Rack
Backplane adalah peralatan sederhana yang memiliki dua fungsi. Yang pertama menyediakan dukungan fisik untuk Unit unit yang terpasang padanya. Yang kedua untuk menyediakan sambungan dan jalur kelistrikan yang penting untuk menghubungkan Unit unit yang terpasang padanya. Inti dari PLC adalah Unit CPU. Unit CPU biasanya menyatu dengan power supply diletakan pada bagian paling kanan dari backplane seperti terlihat pada gambar berikut.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 24 dari 42
Gambar 4.22. Pemasangan CPU pada Backplane
Setelah Unit CPU terpasang, selanjutnya Unit I/O dipasang satu persatu pada backplane. Pasang Unit I/O pada backplane dengan penguncian ujung atas Unit I/O kedalam slot pada backplane kemudian putar Unit I/O kearah bawah seperti yang terlihat pada gambar. Tekan kebawah tab kuning pada bagian bawah slot, tekan Unit I/O secara perlahan pada posisinya kemudian lepaskan tab kuning tersebut.
Gambar 4.23. Cara pemasangan Unit I/O pada Backplane
Setelah konfigurasi PLC terpasang pada backplane selanjutnya konfigurasi tersebut baru dapat dipasangkan pada sebuah Rel DIN. Agar dapat terpasang pada Rel DIN diperlukan perlengkapan tambahan yaitu sebuah Mounting bracket.
Gambar 4.24. Mounting bracket
Pasang mounting bracket pada ujung kanan dan kiri bagian bawah backplane, seperti terlihat pada gambar berikut.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 25 dari 42
Gambar 4.25. Pemasangan Mounting bracket pada Backplane
Kemudian pasang backplane pada Rel DIN dimana penjepit mounting bracket mencengkeram bagian atas dari Rel DIN, seperti terlihat pada gambar berikut.
Gambar 4.26. Pemasangan Backplane pada Rel DIN
Caranya; kendurkan sekrup yang mengunci mounting bracket pada backplane. Geser sedikit backplane seperti terlihat pada gambar berikut agar mounting bracket dan backplane menjepit dengan aman pada Rel DIN, kemudian kencangkan sekrupnya.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 26 dari 42
b. Memasang Unit tambahan atau Unit I/O tambahan
Unit tambahan atau Unit I/O tambahan ini biasanya dipasang ketika jumlah peralatan I/O yang akan dikendalikan semakin bertambah jumlahnya melebihi kapasitas Unit I/O yang ada atau dipasang ketika diperlukan untuk keperluan khusus seperti sensor suhu. Berikut contoh contoh Unit I/O tambahan.
Gambar 4.28. Unit I/O tambahan untuk PLC Omron CPM2A
Gambar 4.29. Unit I/O tambahan untuk PLC Omron C200
Pada PLC CPM2A dapat dipasangkan hingga 3 Unit I/O tambahan. Cara pemasangan Unit I/O tambahan pada PLC CPM2A adalah sebagai berikut: Lepaskan tutup konektor tambahan pada Unit CPU dan Unit I/O
tambahan. Gunakan obeng minus untuk membuka penutup konektor dari I/O tambahan.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 27 dari 42
Gambar 4.30. Membuka tutup konektor
Masukan kabel penghubung Unit I/O tambahan kedalam konektor tambahan Unit CPU atau Unit I/O tambahan.
Gambar 4.31. Memasang kabel penghubung
Pasang kembali penutup pada tempatnya.
Gambar 4.32. Memasang kembali penutup konektor
Untuk PLC C200 caranya hampir sama yaitu dengan memasang kabel penghubung dari Unit CPU ke Unit I/O tambahan pada konektor yang terletak diujung kiri Backplane/rack. Panjang kabel penghubung dapat mencapai 10m tetapi total panjang kabel antar semua rack jangan lebih dari 12m.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 28 dari 42
Gambar 4.33. Memasang Unit I/O tambahan c. Memasang peralatan I/O
Peralatan I/O dipasang pada tempat yang telah ditentukan dalam rencana kerja dan gambar pengawatan instalasi. Untuk saklar dan tombol kendali biasanya dipasang pada panel kendali sedangkan sensor, selenoid dan motor biasanya ditempatkan pada mesin atau alat yang akan dikendalikan. d. Memasang kabel
d.1. Instalasi kabel
Instalasi kabel ditempatkan pada sebuah saluran kabel (duct) yang terbuat dari logam. Untuk menghindari interferensi atau nosie maka kabel power listrik dipisahkan dari kabel I/O dan duct dihubungkan ke sistem pembumian. Ada tiga jenis duct yang biasa digunakan yaitu:
Hanging duct
Pisahkan kabel Power dan kabel I/O paling sedikit pada 300mm.
Gambar 4.34. Hanging duct Floor duct
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 29 dari 42
Gambar 4.35. Floor duct Conduit
Pisahkan kabel power dan kabel I/O seperti gambar berikut ini.
Gambar 4.36. Conduit d.2. Pemasangan kabel pada terminal Unit I/O
Pasangkan kabel ke terminal I/O dengan mengendurkan sekrup pengunci dengan memakai obeng plus (+) setelah terpasang kencangkan kembali sekrup pengunci tersebut. Sebaiknya gunakan crimp/skun kabel pada ujung kabel.
Gambar 4.37. Pemasangan kabel pada terminal I/O
Setelah kabel dipasang pada terminal Unit I/O, selanjutnya kabel dihubungkan ke peralatan I/O. Hal yang perlu di perhatikan saat Unit I/O dihubungkan ke peralatan I/O adalah konfigurasi instalasinya harus disesuaikan dengan pedoman manualnya dan jangan memberi tegangan pada PLC diatas tegangan yang telah ditentukan, karena PLC sangat sensitif tehadap kenaikan tegangan suplay dan dapat mengakibatkan kerusakan pada PLC itu sendiri.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 30 dari 42
Berikut contoh pemasangan konfigurasi Input pada Unit Input PLC C200H – ID212 dan PLC CPM2A.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 31 dari 42
Berikut contoh pemasangan konfigurasi Ouput pada Unit Output PLC C200H – OC225 dan PLC CPM2A.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 32 dari 42
Gambar 4.40. Konfigurasi Output pada PLC CPM2A d.3. Pemasangan kabel power supply
Diagram berikut menunjukan cara pemasangan kabel power supply ke PLC C200H dan CPM2A. Untuk kabel power supply gunakan kabel twisted untuk mencegah noise dengan diameter 1,25mm dan crimp/skun kabel bulat berdiameter 3,5mm. Sebelum memasang kabel power supply pastikan sumber tegangan (AC atau DC) sesuai dengan kebutuhan Unit Power supply.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 33 dari 42
Gambar 4.42. Pemasangan kabel Power supply pada PLC CPM2A d.4. Grounding atau pembumian
Untuk mencegah noise, sistem PLC harus dihubungkan dengan sistem pembumian. Sistem pembumian yang baik harus memperhatikan beberapa hal, yaitu:
Tahanan pembumian harus 80 ohm
Gunakan kawat pembumian yang cukup tebal ( diameter 2 mm2 )
Titik pembumian harus sedekat mungkin dengan PLC untuk mengurangi jarak kabel pembumian
Gunakanlah metode pembumian yang benar seperti gambar dibawah ini;
(A)Independent grounding : Best (B) Joint grounding : Good (C) Joint grounding : Not allowed
Gambar 4.43. Pemasangan kabel grounding PLC Other device PLC PLC Other device
Class 3 grounding
Class 3 grounding
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 34 dari 42
3. Cara menetapkan kode IP peralatan/material
Dalam memasang peralatan dan material harus sesuai dengan Indeks Proteksi (IP) yang telah ditetapkan. Kode IP ini terdiri dari dua digit dan selalu tercantum pada body peralatan dan material yang telah dikeluarkan oleh pabrik.
Klasifikasi dari Indeks Proteksi adalah sebagai berikut: Angka pertama
Perlindungan terhadap benda padat Perlindungan terhadap benda cair Angka kedua
IP Test IP Test
0 Tanpa perlindungan 0 Tanpa perlindungan 1 Perlindungan terhadap benda
padat hingga 50mm seperti tersentuh oleh tangan tanpa sengaja
1 Perlindungan terhadap air yang jatuh secara vertikal
2 Perlindungan terhadap benda padat hingga 12mm seperti tersentuh oleh jari jari tangan tanpa sengaja
2 Perlindungan terhadap semprotan air langsung hingga 150 dari arah vertikal
3 Perlindungan terhadap benda padat lebih dari 2,5mm (alat alat kerja + kabel kabel kecil)
3 Perlindungan terhadap semprotan 600 dari arah
vertikal 4 Perlindungan terhadap benda
padat lebih dari 1mm (alat alat kerja + kabel kabel kecil)
4 Perlindungan terhadap air yang disemprotkan dari segala arah pada batas yang diizinkan 5 Perlindungan terhadap debu –
terbatas pada unsur yang diizinkan ( tidak berbahaya)
5 Perlindungan terhadap air jet bertekanan rendah dari segala arah pada batas yang diizinkan
6 Perlindungan total terhadap debu 6 Perlindungan terhadap air jet bertekanan rendah seperti untuk penggunaan pada dek kapal pada batas yang diizinkan.
7 Perlindungan terhadap efek pembenam antara 15cm dan 1m
8 Perlindungan terhadap pembenaman dibawah tekanan dalam waktu yang lama.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 35 dari 42
4. Cara melakukan pemeriksaan kualitas pekerjaan
Setelah pekerjaan pemasangan instalasi selesai dikerjakan selanjutnya dilakukan pemeriksaan kebenaran pengawatan instalasi. Hal ini dilaksanakan dengan cara memeriksa setiap sambungan kabel pada peralatan dan mencocokannya dengan gambar diagram instalasi yang telah disiapkan. Pengecekan sambungan kabel dan peralatan dilakukan dengan menggunakan alat bantu seperti Multimeter dan testpen.
Hal hal yang perlu diperhatikan dalam pemeriksaan antara lain:
Apakah semua Unit PLC dan peralatan I/O telah dipasang dengan benar?
Apakah semua kabel kabel koneksi dan konektor telah dipasang dengan lengkap sesuai gambar diagram pengkawatan instalasi dan terjepit dengan kencang?
Apakah ada sekrup sekrup penjepit kabel yang kendor?
Apakah ada kabel kabel pengkawatan yang letaknya semrawut? Apakah ada koneksi kabel yang putus atau tidak hubung? 5. Cara menguji rangkaian PLC
a. Melakukan pengujian wiring/pengkawatan I/O
Hal yang juga harus kita ketahui dalam memasang instalasi PLC, setelah PLC tersebut kita instal maka perlu dicek wiring/pengkawatan input dan outputnya untuk mengetahui dan meyakinkan apakah peralatan input dan output PLC mempunyai hubungan yang baik dan benar.
a.1. Pengecekan wiring/pengkawatan input
Langkah pengecekan wiring/pengkawatan input dapat dilakukan dengan menghubungkan (meng On kan) semua perangkat input dan melihat lampu indikator (LED) pada sisi input PLC. Hubungan peralatan input PLC dikatakan baik jika input masukan ON maka lampu indikator bagian input PLC akan menyala.
a.2. Pengecekan wiring/pengkawatan output
Hubungan antara PLC dengan peralatan output (seperti selenoid, magnetik kontaktor, lampu dsb) dapat dicek dengan perintah force ke nomor terminal output PLC, perintah tersebut tanpa menunggu program harus sudah selesai dimasukan kedalam PLC, namun dapat dipisah tanpa mempengaruhi program yang ada ( jika di dalam PLC telah dimasuki program kontrol).
Langkah pengecekan wiring output dapat dilakukan dengan langkah: Hubungkan PLC dengan alat pemrogram (Programing Console)
Hidupkan Programing Console dengan mode Program kemudian masukan Password, yaitu dengan menekan tombol:
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 36 dari 42
Lakukan operasi Force dengan menekan tombol:
Gambar 4.44. Menghubungkan PLC dengan Programming Console b. Pengujian tahanan pembumian, tahanan isolasi dan polaritas
Pengujian/pengukuran tahanan pembumian dan polaritas dapat dilakukan dengan menggunakan alat ukur Multimeter sedangkan untuk tahanan isolasi dapat dilakukan dengan menggunakan alat ukur Mega ohmmeter. Untuk tahanan pembumian sebaiknya bernilai kurang dari 100ohm. Untuk tahanan isolasi sebaiknya bernilai 1Mohm/volt. Polaritas yang berhubungan dengan tegangan dan arus DC perlu diuji kembali untuk mencegah terjadinya polaritas yang terbalik yang dapat menyebabkan rusaknya peralatan.
B. Keterampilan yang Diperlukan dalam Memasang Instalasi PLC 1. Menerapkan prosedur K3
2. Memasang peralatan/material instalasi PLC 3. Menetapkan peralatan/material instalasi PLC
4. Melakukan pemeriksaan kualitas pekerjaan dan kebenaran pengawatan
5. Menguji setiap rangkaian PLC
C. Sikap Kerja yang Diperlukan dalam Mempersiapkan Pekerjaan 1. Harus dilakukan dengan cermat
2. Harus dilakukan dengan teliti
SHIFT CONT # Nomor Output MONTR PLAY SET
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 37 dari 42
BAB V
Memeriksa Pekerjaan
A. Pengetahuan Yang Diperlukan Dalam Memeriksa Pekerjaan.
1. Cara memeriksa peyimpangan
Kegiatan ini adalah kegiatan untuk menemukan kesalahan atau kerusakan yang terjadi dilapangan setelah dilakukan pengujian.
Contoh pengidentifikasian penyimpangan yang terjadi: Indikator power supply tidak menyala
Indikator I/O tidak menyala
Suhu dalam ruang PLC melebihi ketentuan 2. Cara memilih altenatip pemecahan masalah
Setelah ditemukan penyimpangan penyimpangan yang terjadi selanjutnya dicari alternatif solusi untuk mengatasi penyimpangan yang terjadi itu.
Contoh penetapan alternatif solusi untuk mengatasi penyimpangan yg terjadi:
Indikator power supply tidak menyala, alternatif solusinya adalah memeriksa kembali koneksi kabel power supply dan tegangan power supply.
Indikator I/O tidak menyala, alternatif solusinya adalah periksa kembali koneksi kabel I/O, sekrup yang kendur, peralatan I/O dan Unit I/O. Suhu dalam ruangan PLC melebihi batas ketentuan, alternatif solusinya
periksa peralatan sirkulasi udara dalam ruang panel PLC. 3. Cara memilih alternatip yang sesuai
Setelah alternatif solusi ditetapkan selanjutnya alternatif solusi itu dilaksanakan dengan benar sesuai persyaratan yang ditentukan.
B. Keterampilan yang Diperlukan dalam Memeriksa Pekerjaan
1. memeriksa peyimpangan
2. memilih alternatif pemecahan masalah
3. memilih alternatip yang sesuai
C. Sikap Kerja yang Diperlukan dalam Mempersiapkan Pekerjaan 1. Harus dilakukan dengan cermat
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 38 dari 42
BAB V
MEMBUT LAPORAN
A. Pengetahuan Yang Diperlukan Dalam MEMBUAT LAPORAN.
1. Cara membuat laporan pemeriksa
Laporan dipergunakan untuk mempresentasikan / menyajikan informasi-informasi faktual secara ringkas (concise) dan akurat, tanpa rincian-rincian yang tidak relevan. Tujuannya untuk membantu dalam pengambilan keputusan, menetapkan perubahan dan atau peningkatan (improvement) serta pemecahan masalah. Laporan memuat fakta logis yang berurutan, yang dinyatakan tanpa keterlibatan personal dan dipengaruhi oleh subjektivitas penulisnya.
Susunan suatu laporan
Jika membuat laporan, maka maka harus jelas dalam pikiran anda, apa yang akan disampaikan dan bagaimana susunannya
Susunan suatu laporan dapat terdiri atas: Heading
Laporan hendaknya mempunyai heading, yang menjelaskan sementara kepada pembaca, tentang apa laporan tersebut. Dengan heading juga ada catatan kecil yang menyatakan kepada siapa laporan tersebut ditujukan. Pendahuluan
Meskipun tidak terlalu panjang, pendahuluan suatu laporan adalah sangat penting, karena akan memberikan “over view” tentang isi laporan, dan pembaca akan mengetahui apakah laporan tersebut berkenaan dan berkepentingan dengannya. Rangkuman harus akurat dan tidak boleh menyimpang, dan menyatakan secara singkat isi dan maksud laporan Isi laporan
Isi laporan biasanya merupakan bagian terbesar dari suatu laporan, yang secara jelas menyatakan masalah dan segala sapek yang berkaitan dan juga berisinkan analisis masalah, sifat masalah dan penyebabnya. Karena masalah yang dilaporkan berbeda-beda, maka tidak ada ketentuan yang baku untuk menulis isi laporan. Masing-masing laporan mempunyai kepentingan yang berbeda, jika perlu dibagi kedalam judul dan sub-judul. Laporan mungkin berkenaan dengan:
» Suatu test/pemeriksaan yang telah dilakukan
» Suatu dimensi yang telah diambil berkenaan dengan produk » Mungkin sketch untuk menglklarifikasi atau menjelaskan » Jumlah komponen atau memerlukan komponen dari supplier
Isi laporan memuat semua informasi yang penting. Jika memuat banyak hal, jangan ragu-ragu untuk membuat judul-judul dan sub judul, sehingga jelas bagi yang membuatnya maupun yang harus membaca dan memahaminya.
Judul Modul: Memasang Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 39 dari 42
Kesimpulan
Kesimpulan akan menyimpulkan semua informasi yang telah dikumpulkan di dalam isi laporan. Kadang-kadang kesimpulan dapat diitemasi, sehingga pembaca dapat lebih mudan menemukan dan mengikutinya serta memahaminya. Yang penting adalah bahwa kesimpulan harus konsisten dengan apa yang telah ditulis dalam laporan. Jika tidak, laporan akan kehilangan kredibilatasnya. Jika laporan cukup singkat dan hanya berkenaan dengan satu masalah yang sederhana, maka kesimpulannya mungkin termasuk rekomendasi dan saran-saran. Tetapi jika laporan cukup panjang, dan berkaitan dengan sejumlah masalah dan kemungkinan, maka rekomendasi dapat ditempatkan pada judul lain yang terpisah. Jika ada saran-saran berkenaan dengan sejumlah point dan digabungkan dengan kesimpulan, laporan akan nampak kacau balau dan pembaca tidak akan memperoleh gambaran yang jelas tentang apa yang ingin anda sampaikan.
Rekomendasi
Rekomendasi adalah suatu saran. Rekomendasi yang anda buat haruslah menyuarakan dan berdasarkan pada fakta yang ada pada isi laporan. Rekomendasi dapat diitemasi . Saran yang anda ajukan harus didefinisikan dengan baik, ringkas dan menyampaikan ide secara tepat.
Penutup laporan
Penutup laporan adalah penanda tanganan. Anda harus menuliskan nama dan seksi/bagian dari mana anda berasal, kemudian tanda tangan atas nama anda sendiri. Jika laporan telah selesai dibuat/ditulis, baca kembali untuk memeriksa kesalahan ejaan, dan ketidak tepatan tata bahasa. Adalah hal yang baik jika orang lain suruh membaca dan memeriksa. Orang lain biasanya lebih objektif dari pada penulisnya sendiri.
Jika anda tidak puas dengan tulisan laporan anda, tulislah ulang dan yakinkan tulisan anda bersih dan rapih. Anda dapat mengeditnya sendiri pada komputer atau menyuruh orang lain. Jika laporan lebih dari satu lember, berilah halaman untuk setiap halamannya dan distaple bersama-sama. Sebelum menyampaikan laporan kepada orang yang dituju, buatlah salinan/copi untuk arsip anda sendiri.