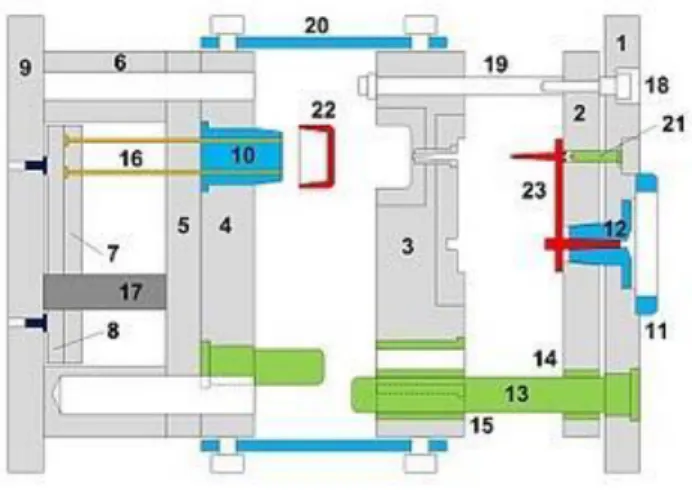
b. Tipe tiga plat ( three plate single / multi cavity)
Mold tiga plat terdiri dari tiga bagian besar yaitu bagian sisi core, bagian sisi cavity dan bagian runner plate.
Runner sudah terpisah dari produknya, sehingga tidak perlu ada pemotongan runner.
Gambar 2.5. Mold Three Plate
( Sumber :http://www.injeksiplastik.blogspot.com/2010/02/3-plate-type-mold-basic-structure.html )
Tabel 2.3. Part list mold 3 plate
CODE NAME MATERIAL
1 Top Plate on fixed side S50C
2 Stripper plate S50C
3 Cavity Plate on fixed side S50C
4 Core Plate on movable
side
S50C
5 Acepting plate S50c
7 Ejector Retainer Plate S50C
8 Ejector Plate S50C
9 Bottom Plate on movable
side
S50C
10 Insert Core Plate NAK-80
11 Locating Ring SK-5
12 Sprue bush SK-5
13 Guide Pin SKS-2
14 Guide Pin Bush SKS-2
15 Guide Pin Bush SKS-2
16 Ejector Pin SKS-2 17 Spacer block SK-5 18 Stop bolt SK-5 19 Puller bolt SK-5 20 Tension link SK-5 21 Stop pin SK-5 22 Product Plastic 23 Runner Plastic
Berikut adalah jenis konstuksi dasar dari mold injeksi, perbedaan konstruksi dasar berikut berdasarkan konstruksi bukaan mold, dan cara melepaskan undercut dalam produk.
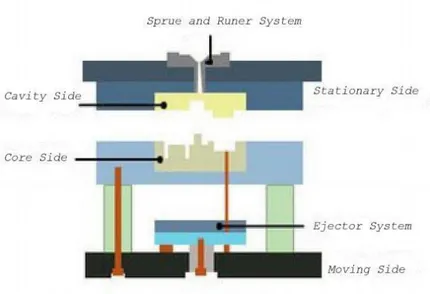
a. Standard Mold
Standard mold adalah tipe mold dasar yang merupakan jenis minimum untuk membuat mold injeksi untuk plastik, bentuk dasar dari standard mold dapat dilihat pada gambar 2.6.
Gambar 2.6. Standard Mold
(
Sumber: J. Moerbani. Plastik Moulding. Modul mata kuliah plastik injection ) Karakteristik dari standard mold antara lain adalah:1. Konstruksi yg paling sederhana.
2. Stationary side (minimal satu plat) biasa di sebut cavity side, bagian ini adalah bagian yang diam ketika proses injeksi dilakukan, pada bagian ini terdapat sprue, yaitu bagian yang bertemu dengan nozzle mesin injeksi, bagian inilah yang menerima aliran material cair pertama kali.
3. Moving plate, bagian yang bergerak ini minimal terdiri dari, core side yaitu kebalikan dari cavity side, bagian ini adalah bagian yang membentuk produk bagian core, pada bagian ini terdapat ejector yang berfungsi untuk menekan produk dari
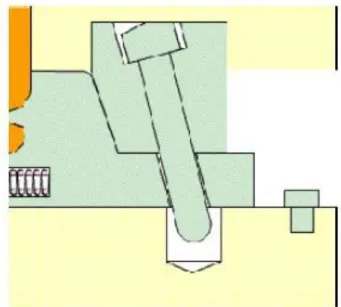
b. Slider Mold
Slider mold adalah konstruksi mold yang digunakan
ketika produk yang dibuat mempunyai undercut. Undercut merupakan bagian yang tidak dapat di bentuk dengan hanya core dan cavity, misalnya terdapat lubang di samping suatu produk.
Gambar 2.7. Slider
(
Sumber: J. Moerbani. Plastik Moulding. Modul mata kuliah plastik injection ) Slider akan bergerak karena ada batang pin yang dibuat menyudut, bagian ini akan memindah arah gaya bukaan menjadi 90 derajat, misalnya bukaan core cavity adalah secara vertikal, maka dengan adanya pin yang membentuk sudut, slider dapat bergerak secara horizontal, sehingga bagian undercut bisa dibentuk.Gambar 2.8. Konstruksi Slider Mold
(
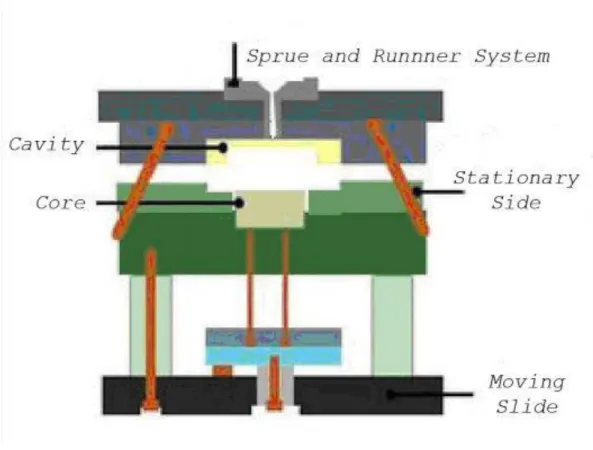
Sumber: J. Moerbani. Plastik Moulding. Modul mata kuliah plastik injection ) Pin yang membentuk sudut pada gambar 3.6 diatas disebut juga dengan angular pin. Pada gambar diatas terdapat dua buah angular pin disamping kiri dan kanan. Jumlah angular pin yang digunakan bergantung pada bentuk produk yang dibuat, dari letaknya slider dibedakan menjadi dua, yaitu inner slider dan outer slider, inner slider digunakan apabila undercut pada produk hanya bisa dibentuk dari sisi dalam produk itu. Konstruksi undercut dibagi menjadi 2, yaitu:1. External Undercut
Merupakan undercut yang dapat dibentuk dengan meletakkan slider unit di sisi core atau cavity produk
Gambar 2.9. Konstruksi Mold dengan External Undercut
(
Sumber: J. Moerbani. Plastik Moulding. Modul mata kuliah plastik injection ) External undercut selain dapat dibentuk dengan slider dapat juga dibentuk dengan bantuan Hydraulic Actuator.Gambar 2.10. Slider dengan Hydraulic Actuator
2. Internal Undercut
Pada dasarnya terdapat slide unit yang berada pada ejector set yang memungkinkan core pin untuk bergerak bebas kearah ejector.
Gambar 2.11. Contoh Internal Undercut
(
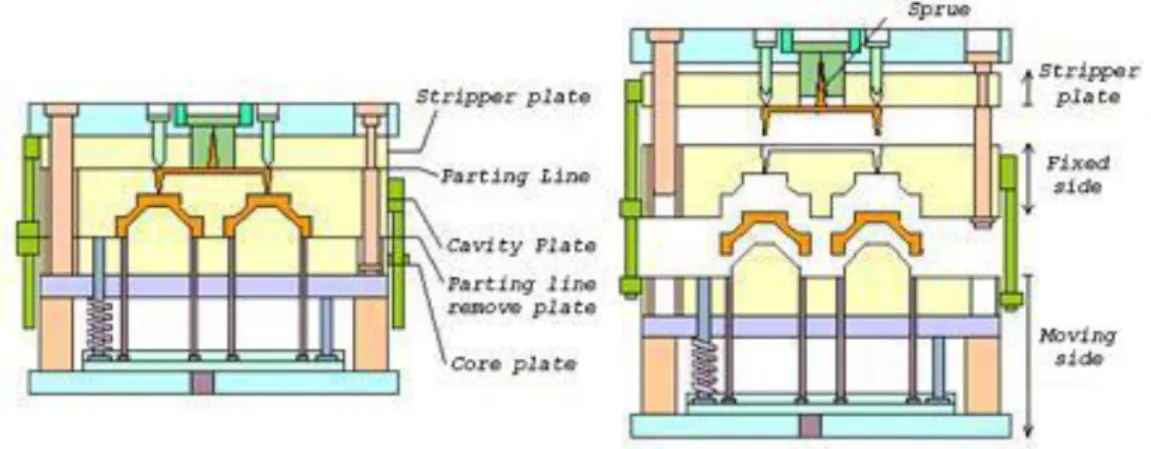
Sumber: J. Moerbani. Plastik Moulding. Modul mata kuliah plastik injection )c. Three Plate Mold
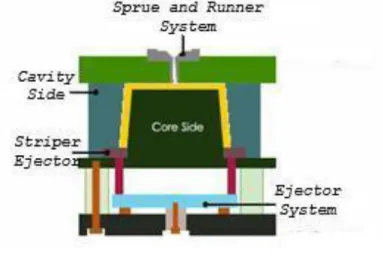
Mempunyai karateristik tersendiri yaitu antara runners dan produk dapat dipisahkan secara langsung ketika mold dibuka, sehingga runners dapat langsung lepas dari produk tanpa adanya proses tambahan setelah produk diinjeksi. Mold jenis ini memiliki 3 jenis bukaan plate yaitu: bukaan pemutus sprue, bukaan runners, dan bukaan produk.
Plat pada produk dibuka oleh baut yang di letakkan mulai dari plat satu sampai plat cavity. Susunan bukaan pada three plate mold akan berbeda apabila penghubung bukaan antara plat cavity dan core tidak menggunakan tension link, tetapi menggunakan magnet block.
Gambar 2.12. Penampang Three Plates Mold ( Sumber: Menges, How to Make Injection Molds, 2001 )
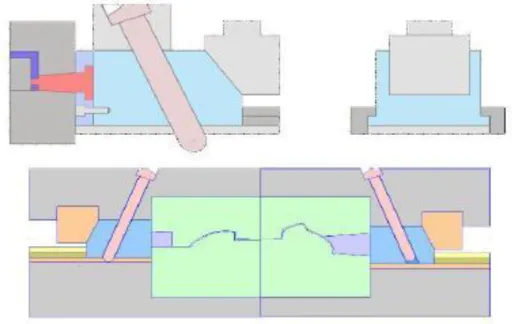
d. Split Cavity Mold
Untuk produk yang memiliki undercut sepanjang produknya sedangkan bentuk produknya memanjang, misalnya sebuah tempat sampah yang sisinya berlubang, untuk kasus seperti ini split mold cavity dapat digunakan.
Konstruksi mold pada sistem ini mirip dengan slider namun semua bagian sampingnya bergerak membuka saat melepas produk setelah diinjeksi, untuk menggerakkan bagian cavity yang bergerak ke samping dapat juga disambungkan dengan pneumatic.
Gambar 2.13. Konstruksi Split Cavity Mold
(
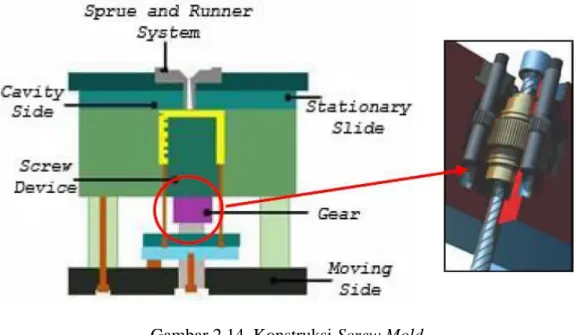
Sumber: J. Moerbani. Plastik Moulding. Modul mata kuliah plastik injection )e. Screw Device Mold
Mold dengan konstruksi berikut banyak diaplikasikan untuk membuat worm gear dan helical gear plastic Konstruksi khusus pada jenis mold ini adalah terdapat screw devicem yaitu bagian yang berputar ketika mold dibuka (Gambar 3.12.), bagian ini dihububungkan khusus dengan motor. Konstruksi mold Helical gear Worm Gear. jenis ini sering juga dipakai untuk membuat bentukan alur pada pensil mekanik sebelah dalam dan juga ulir pada tutup botol.
Gambar 2.14. Konstruksi Screw Mold
(
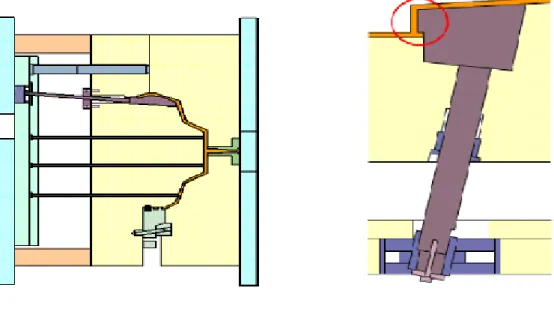
Sumber: J. Moerbani. Plastik Moulding. Modul mata kuliah plastik injection )f. Ejector Stripper Mold
Bentuk dasar keenam adalah ejector striper mold, pada konstruksi mold jenis ini mempunyai bentuk spesial pada ejector yang digunakan yaitu ejector terbuat dari plat yang dibuat melingkar sepanjang sisi dari produk yang akan dikeluarkan, contoh produk yang mudah di temukan adalah bak dan timba, bentukan dasar pada hasil produk dapat dilihat pada warna kuning (Gambar 2.15).
Gambar 2.15. Konstruksi Ejector Stripper Mold
(
Sumber: J. Moerbani. Plastik Moulding. Modul mata kuliah plastik injection )2.4 Desain Sprue, Runner, Gate
Menurut Anonim ( Reff 2 ) Sprue adalah material plastik yang menghubungkan benda kerja dengan nozzle (merupakan sarana / jalan sampainya material ke dalam cavity menjadi produk yang diinginkan), yang berbentuk tapper.
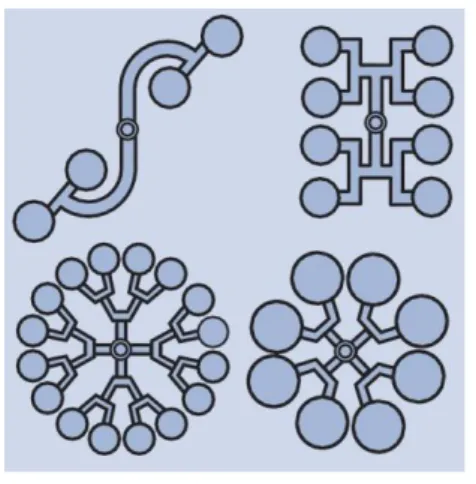
Runner adalah bagian pembagi yang berupa kanal, bentuknya sering mempunyai banyak cabang yang menghubungkan sprue dengan gate yang menuju masing-masing rongga (cavity) mold, terutama mold dengan banyak cavity. Runner merupakan bagian dari mold yang penting, sebab mempengaruhi jalan sampainya material ke rongga cavity. Berikut gambar desain mold yang baik.
Gambar 2.17. Desain Runner
Menurut Rees ( 2002 ) Gate adalah bagian yang langsung berhubungan dengan produk. Jalan masuk material ke dalam cavity. Gate memiliki ukuran diameter antara 0.3-0.7 mm. Ada beberapa tipe gate yaitu:
a. Side Gate
Merupakan bentuk yang paling sering dipakai dalam konstruksi mold yang memiliki lebih dari 2 cavities. Produk yang dibentuk dengan Gate ini harus dipotong secara manual menggunakan cutter .
Gambar 2.19. Side Gate
b. Pin Gate
Gate jenis ini digunakan untuk molding dengan beberapa cavity. Posisi dari Gate relatif fleksibel karena berada di sisi atas produk. Struktur mold base untuk Gate ini menggunakan jenis three plate mold.
c. Submarine Gate (Tunnel Gate)
Gate terpotong secara otomatis pada waktu pembukaan mold. Posisi permukaan, samping, dan belakang produk bebas. Diperlukan upaya supaya gate tidak tersisa di dalam cavity.
Gambar 2.21. Submarine Gate
d. Fan Gate
Gate jenis ini biasa digunakan untuk produk yang besar dan datar. Diletakkan di sisi produk seperti pada submarine gate. Produk hasil cetakan harus dipotong dari gate secara manual menggunakan cutter.
e. Film Gate
Bentuknya mirip seperti fan gate tetapi digunakan pada produk tipis dan datar.
Gambar 2.23. Film Gate
f. Banana Gate
Gate jenis ini jarang digunakan karena bentuknya yang relatif lebih sukar dibuat. Gate jenis ini hanya digunakan jika pada permukaan part hasil injeksi tidak diinginkan adanya bekas gate. Gate ini akan terpotong dengan sendirinya saat mold terbuka.
2.5 Material Molding
Menurut Hasnan A ( Reff 4 ) Mold terdiri dari beberapa bagian, setiap bagian memakai jenis material yang berbeda sesuai dengan fungsinya sendiri-sendiri. Untuk membuat mold utuh biasanya kita harus memesan mold base terlebih dahulu dari produsen atau pun supplier. Mold base tersebut sudah sudah distandarisasi dimensinya. Untuk membuat produk dengan dimensi dan cavity tertentu harus menyesuaikan dengan mold base dan spesifikasi dari mesin. Berikut material yang di sering digunakan dalam pembuatan mold:
1. Mold Base: JIS S50C, S55C, ASSAB 760, ASSAB 718, AISI-SAE H11-H13.
Gambar 2.25. Mold Base
( Sumber:http://www.lkm.com.cn/images/product_frontpage_image.jpg ) 2. Sprue Bush: JIS S50C, S55C, AISI-SAE D2, A6.
3. Insert core dan cavity: ASSAB STAVAX, ASSAB DF-2, SAE S1 A2, A6, JIS S50C, QCM8, SK7; Al, berillium copper.
4. Guide pins dan Bushing: MISUMI STD,PUNCH INDUSTRY STD, ACME STD 5. Ejector pins: MISUMI,PUNCH INDUSTRY,ACME STD.
2.6 Plastik Polypropylene (PP)
Plastik adalah senyawa kimia organik. Bahan organik ini dibangun atau dibentuk sebagian besar atau yang utama dari elemen Karbon (C) dan Hidrogen (H). Plastik adalah bahan yang tidak menghantarkan listrik dan panas sehingga banyak digunakan sebagai bahan isolator. Plastik juga tidak rapuh atau berkarat seperti kayu dan logam. Selain itu plastik juga sangat ringan dan mudah dibentuk. Plastik tanpa disadari telah cukup lama akrab dengan kita. Coba perhatikan di lingkungan sekitar kita, mulai dari bungkus makanan, alat elektronik, alat tulis, alat-alat rumah tangga sampai kendaraan bermotor ada sebagian atau bahkan seluruhnya terbuat dari plastik.
Bahan utama plastik adalah Hidrokarbon (bahan organik). Dimana hidrokarbon ini terdapat pada minyak bumi. Minyak bumi mempunyai lebih dari 1000 macam senyawa Hidrokarbon yang mana gabungan dari Karbon (C), Hidrogen (H), Oksigen (O) dan sulfur (S) serta Nitrogen (N) dapat bergabung juga.
Pembuatan material plastik dari minyak bumi memakai alat yang disebut menara fraktioner. Menara fraktioner adalah tempat untuk mendestilasi minyak bumi. Minyak bumi dipanaskan pada tungku yang berisi pipa-pipa bersuhu 400oC. Kemudian dialirkan pada menara fraktioner untuk didinginkan. Uap minyak bumi dari oven yang masuk kedalam fraktioner akan mengalir melalui tingkat-tingkat ruangan yang ada dalam fraktioner. Pada saat pendinginan, uap minyak bumi ini akan terkondenisasi dalam tiap tingkat. Dengan demikian uap minyak bumi ini akan lambat naik, pada tiap tingkat disediakan tutup jebakan untuk menahan uap supaya terkondenisasi. Uap yang terkondenisasi mempunyai berat jenis lebih berat akan tertinggal, sedangkan yang lebih ringan akan naik. Proses inilah yang menghasilkan beberapa jenis produk dari minyak bumi.
Gambar 2.26. Destilasi Minyak Bumi
( Sumber:http://www.id.wikipedia.org/wiki/Kilang_minyak )
Dari keseluruhan proses destilasi minyak tersebut material plastik yang dihasilkan dari minyak bumi hanya 4% saja.
Plastik pada dasarnya terbagi menjadi 2 jenis yaitu: 1. Thermoplastik
Thermoplastik mempunyai arti, thermo artinya panas, plastik artinya lentur. Jadi bisa diartikan lentur bila dipanaskan atau dibentuk dengan panas. Bahan thermoplastik dapat didaur ulang. Biasanya bahan thermoplastik yang didaur ulang digunakan 40% saja dan 60 % thermoplastik baru. Tujuannya untuk menjaga kualitas.
Contoh thermoplastik: Polyethylene (PE), Polypropylene (PP), Polystyrene (PS), dll. 2. Thermosetting (Duroplast)
Thermosetting tidak dapat didaur ulang. Jadi setelah dipanaskan material ini sudah tidak dapat dibentuk lagi. Sifat utama dari thermosetting adalah dapat menahan panas yang tinggi sehingga banyak digunakan sebagai isolator panas, misalnya: pegangan panci, pegangan setrika listrik, dan asbak.
Contoh thermosetting: Phenol-Formaldehyde (PF), Melamin-Formaldehyde (MF), Melamin-Phenol-Formaldehyde (MP), dll.
Data yang didapat penulis untuk material dari produk Flip Top Holly adalah memakai material plastik polypropylene (PP). PP dikeluarkan pertama kali ke pasar tahun 1957 oleh Hoechst AG. PP dibuat melalui polimerisasi.
Gambar 2.29. Foto Pelet PP
( Sumber:http://www.en.wikipedia.org/wiki/Polypropylene ) Berikut adalah beberapa hal tentang material plastik polypropylene.
Karakteristik
a. Berat jenisnya rendah (0.91 gr/cm3)
b. Hasil cetakan kuat dan liat, tidak tahan terhadap panas.
c. Tahan terhadap asam, alkohol, oli, dan susu, tetapi tidak tahan terhadap HCL.
d. Ketahanan temperatur sampai +110OC.
e. Tidak beracun, ramah lingkungan, dan stabil pada suhu tinggi. f. Warna putih buram
g. Dapat diwarnai dengan segala warna.
h. Mempunyai titik leleh yang cukup tinggi (190-200oC), sedangkan titik kristalisasinya antara 130-135oC.
Penggunaan
Material ini digunakan untuk kemasan berbagai produk. Cocok untuk kemasan makanan dan minuman.
Hal-hal yang harus diperhatikan