Pengaruh orientasi pahat terhadap lebar permukaan kontak pemesinan
pada pemesinan milling multi-axis permukaan berkontur
Gandjar Kiswanto
Laboratorium Teknologi Manufaktur
Departemen Teknik Mesin – Universitas Indonesia
Kampus Baru – UI Depok 16424
Abstrak
Makalah ini mempresentasikan hasil penelitian di Laboratorium Teknologi Manufaktur Departemen Teknik Mesin Universitas Indonesia mengenai pengaruh dari orientasi pahat pada proses pemesinan milling multi-axis (5-axis) terhadap waktu pemesinan total. Salah satu faktor yang mempengaruhi waktu pemesinan khususnya pada pemesinan paralel adalah lebar permukaan kontak antara pahat dan benda kerja. Dalam pembuatan lintasan pahat selalu diinginkan lebar permukaan kontak yang besar sehingga jarak antar lintasan (path interval) semakin besar. Dengan semakin besarnya jarak antar lintasan maka jumlah lintasan pahat cenderung semakin sedikit. Oleh karena itu lebar permukaan kontak memiliki peranan penting dalam peningkatan efisiensi proses pemesinan. Pada penelitian ini berhasil dipetakan hubungan besarnya orientasi pahat terhadap lebar permukaan kontak pemesinan pada berbagai macam nilai kurvatur dari permukaan berkontur. Hasil ini kemudian digunakan sebagai bagian algoritma knowledge based pada sistem-CAM berbasis model faset 3D yang sedang dikembangkan oleh Departemen Teknik Mesin Universitas Indonesia.
Kata kunci : Orientasi pahat, lebar permukaan kontak pemesinan, pemesinan multi-axis
1. Pendahuluan
Permukaan (produk) berkontur atau yang biasa disebut sebagai sculptured surfaces (part) atau free form
surfaces, memungkinkan representasi suatu produk yang memiliki bentuk yang kompleks dan nilai estetik.
Permukaan berkontur banyak digunakan pada produk industri, rumah tangga, dan entertainment, seperti dibidang
aerospace, otomotif, dan industri manufaktur die dan mold. Realisasi produk dengan permukaan berkontur
dengan proses pemesinan milling salah satu tahapnya adalah pembuatan tool path [1].
Dengan perkembangan teknologi manufaktur yang semakin pesat dan semakin tingginya kompetisi antara produsen produk-produk manufaktur, kebutuhan akan kualitas produk yang tinggi (high quality product) yang dihasilkan dengan kecepatan produksi yang tinggi (high speed manufacturing) dengan efisiensi biaya produksi yang tinggi (low cost production) menjadi suatu keharusan (HQ/HS/LC). Hal ini membutuhkan suatu sistem dan proses manufaktur yang handal. Salah satu pendukung tersebut adalah sistem-CAM yang digunakan untuk menghasilkan produk sesuai dengan bentuk yang diinginkan dan dispesifikasikan didalam sistem-CAD.
Penelitian sebelumnya telah mengembangkan sistem-CAM dimana pembuatan tool path-nya berbasis model faset 3D untuk proses pemesinan milling multi-axis [2] [3] yang, bila dibandingkan dengan pembuatan tool path konvensional berbasis model parametrik dan/atau solid, dapat menghasilkan tool path yang cepat dan lebih handal yaitu yang bebas dari gouging (overcut) dan collision dan berada pada akurasi yang dispesifikasikan.
Pada makalah ini dipresentasikan suatu analisa hubungan antara orientasi pahat terhadap kurvatur permukaan (part) pada pemesinan milling multi-axis dalam upaya untuk menambah fungsi intelligent didalam sistem-CAM yang sedang dikembangkan tersebut. Diharapkan dengan penelitian ini nantinya sistem-CAM yang dikembangkan mampu menganalisa kurvatur, bentuk pahat, dan arah pemesinan yang optimum untuk menghasilkan waktu pemesinan yang paling efisien.
2. Pemesinan Milling Multi-axis
Saat ini proses pemesinan milling multi-axis semakin banyak digunakan untuk pembuatan benda dengan bentuk yang kompleks seperti : dies, moulds, turbine blades, marine propellers, dan komponen pesawat. Keutamaan milling multi-axis adalah pemakaian pahat yang optimal ditinjau dari bentuk produk dan proses set-up yang berkurang secara signifikan. Pemesinan milling multi-axis (misalnya : 5-axis) memungkinkan penetrasi pahat yang lebih baik ketimbang pemesinan 3-axis.
Seperti terlihat pada Gambar 1, pemodelan pemesinan milling multi-axis yang dikembangkan (yang diperlukan dalam pembuatan lintasan pahat/tool path generation), memiliki sistem koordinat lokal yang direpresentasikan oleh sumbu FL, TL dan NL. Sumbu-NL adalah vektor normal lokal pada cc-point dan sumbu-FL
adalah vektor arah pemotongan yang terletak pada bidang potong (cutting plane). Sumbu-TL adalah hasil cross
product antara NL dan FL (TL = NL x FL). Sebuah bidang normal (normal plane) TL-NL adalah bidang yang
melalui C (cc-point) dan normal terhadap FL.
FL C u P
α
β
NL R Model Faset cc-pointGambar 1 : Sudut inklinasi (α) dan sudut screw (β) pada Sistem Koordinat Lokal
Pada model faset, vektor normal pada sebuah cc-point dihitung berdasarkan informasi vektor normal dari bidang segitiga.
Orientasi pahat adalah perputaran pahat yang minimum terhadap suatu sumbu tertentu untuk menempatkan pahat sedekat mungkin terhadap permukaan yang dipotong tanpa terjadinya interferensi. Orientasi pahat dapat dimodelkan oleh dua sudut : sudut inklinasi (inclination angle) (α) dan sudut screw (screw angle) (β). Sudut inklinasi didefinisikan sebagai perputaran pahat terhadap sumbu-TL, sedangkan sudut screw adalah perputaran
pahat terhadap sumbu-NL .
3. Analisa Pengaruh Orientasi Pahat terhadap Lebar Kontak Pemesinan
Pada pengujian dan analisa keterhubungan ini dikembangkan sebuah model 3D (CAD-model) seperti terlihat pada Gambar 2.
Gambar 2: Model berkontur (sculptured part)
Model yang dikembangkan memiliki konfigurasi daerah ekstrim yang dibentuk oleh : 1) satu kurva kurvatur minimal (~kurvatur maksimal negatif) dan satu kurva kurvatur maksimal (positif) yang searah pemesinan, 2)dua kurva kurvatur maksimal (positif) (salah satu searah pemesinan), 3) dua kurva kurvatur-minimal (~kurvatur maksimal negatif) (salah satu searah pemesinan) 4) satu kurva kurvatur maksimal (positif) dan satu kurva kurvatur minimal (~kurvatur maksimal negatif) yang searah pemesinan.
2
4
1
3
Perhitungan maksimum dan minimum dari kurvatur normal
κ
1danκ
2 di suatu titik di permukaan, yang disebut kurvatur utama (principal curvature), berkaitan erat dengan kurvatur Gaussian dan kurvature mean, dan didapat melalui dengan(
)
1 2 1 21
2
K
H
κ κ
κ κ
=
=
+
dimana : (1)
a) b)
Gambar 3: Lebar kontak pemesinan dengan flat-end ∅10mm sudut inklinasi a) 27.5o dan b) 37.5o
Dengan menggunakan pahat flat-end berdiameter 10mm, terlihat seperti pada Gambar 3 bahwa lebar kontak pemesinan yang dihasilkan dengan sudut inklinasi 27.5o lebih besar dibandingkan dengan sudut inklinasi 37.5o. Nilai lebar kontak pemesinan dapat dilihat pada tabel berikut :
Tabel 1 : Lebar kontak pemesinan yang dipengaruhi oleh besarnya sudut inklinasi (α) dengan pahat flat-end diameter 10mm Lebar kontak pemesinan 1 (mm) Lebar kontak pemesinan 2 (mm) Lebar kontak pemesinan 3 (mm) u Kurvatur1 Kurvatur2 α = 27.5o α = 37.5o α = 27.5o α = 37.5o α = 27.5o α = 37.5o 0 0.017 - 0.017 + 6.8 5.3 3.6 3.2 3.7 3.5 0.25 0.113 - 0.112 + 8.5 8.03 3.18 2.8 4.1 3.5 0.5 0.008 +/- 0.010 +/- 8.18 6.9 3.6 3.12 3.63 3.3 0.75 0.116 + 0.112 + 10.18 9 3.36 3.03 3.7 3.5
a)
b)
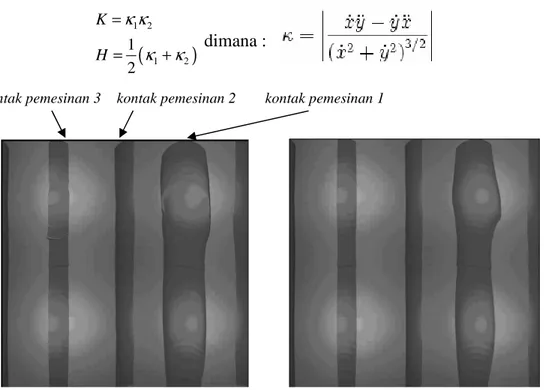
kontak pemesinan 1 kontak pemesinan 2 kontak pemesinan 1 kontak pemesinan 3 kontak pemesinan 2c) d)
Gambar 4: Lebar kontak pemesinan dengan flat-end ∅6 mm sudut inklinasi a) 17.5o, b)22.5o, c)32.5o, d) 42.5o Tabel 2 : Lebar kontak pemesinan yang dipengaruhi oleh besarnya sudut inklinasi (α) dengan pahat flat-end
diameter 6mm (untuk gambar 3a dan 3d)
Lebar kontak pemesinan 1 (mm) Lebar kontak pemesinan 2 (mm) u Kurvatur1 Kurvatur2 α = 17.5o α = 42.5o α = 17.5o α = 42.5o 0 0.017 - 0.017 + 5.5 3.13 4.79 2.4 0.25 0.113 - 0.112 + 5.46 4.34 5.37 3 0.5 0.008 +/- 0.010 +/- 5.69 3.86 5.28 2.5 0.75 0.116 + 0.112 + 5.8 4.8 5.69 3.02
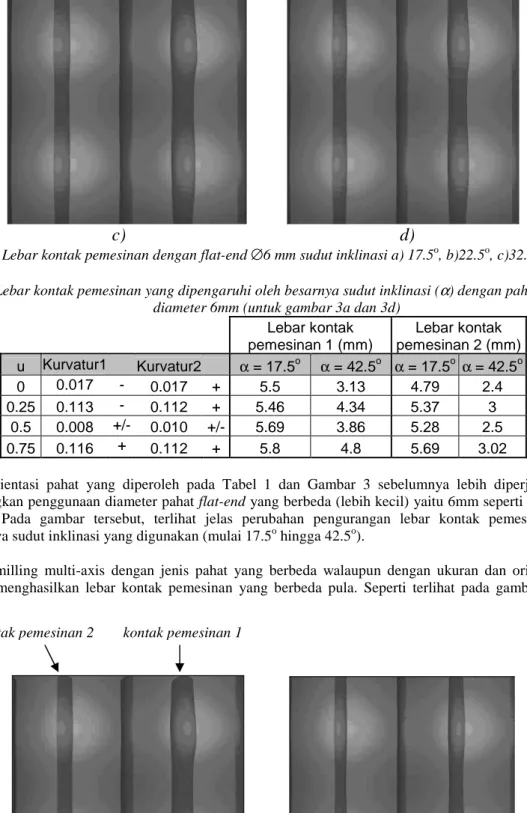
Pengaruh orientasi pahat yang diperoleh pada Tabel 1 dan Gambar 3 sebelumnya lebih diperjelas dengan membandingkan penggunaan diameter pahat flat-end yang berbeda (lebih kecil) yaitu 6mm seperti terlihat pada Gambar 4. Pada gambar tersebut, terlihat jelas perubahan pengurangan lebar kontak pemesinan seiring meningkatnya sudut inklinasi yang digunakan (mulai 17.5o hingga 42.5o).
Pemesinan milling multi-axis dengan jenis pahat yang berbeda walaupun dengan ukuran dan orientasi pahat yang sama menghasilkan lebar kontak pemesinan yang berbeda pula. Seperti terlihat pada gambar 5 berikut yang.
a) b)
Gambar 5: Lebar kontak pemesinan a) flat-end 6mm 32.5o dan b) ball-end 6mm 32.5o
Tabel 3 : Lebar kontak pemesinan yang dipengaruhi oleh besarnya sudut inklinasi (α) dengan pahat flat-end diameter 6mm (untuk gambar 3a dan 3d)
Lebar kontak pemesinan 1 (mm) Lebar kontak pemesinan 2 (mm) kontak pemesinan 1 kontak pemesinan 2
u Kurvatur1 Kurvatur2 Flat-End Ball-End Flat-End Ball-End
0 0.017 - 0.017 + 3.85 2.75 3 2.25
0.25 0.113 - 0.112 + 4.8 3.5 3.5 2.75
0.5 0.008 +/- 0.010 +/- 4.3 3 3.1 2.5
0.75 0.116 + 0.112 + 5.29 3.75 3.52 2.9
Terlihat jelas bahwa pahat flat-end menghasilkan lebar kontak pemesinan yang lebih besar dibandingkan dengan pahat ball-end.
4. Kesimpulan
Terlihat bahwa pemakaian pahat flat-end menghasilkan lebar kontak yang lebih besar dibandingkan dengan pahat ball-end. Pada pemakaian pahat flat-end, semakin besar sudut inklinasi (orientasi pahat terhadap arah pemesinan) maka semakin kecil lebar kontak pemesinan, sedangkan dengan ball-end hasil yang didapat adalah sebaliknya, yaitu semakin besar sudur inklinasi maka semakin besar pula lebar kontak pemesinan yang didapat. Arah pemesinan yang tegak-lurus kurva kurvatur-maksimal akan menghasilkan lebar kontak pemesinan yang lebih besar dari pemesinan yang searah kurva kurvatur-maksimal dan kurvatur-minimal baik yang bernilai positif maupun negatif .
Pemesinan pada area maximal dan minimal kurvatur yang keduanya bernilai positif akan menghasilkan lebar kontak pemesinan yang lebih besar dibandingkan dengan konfigurasi kurvatur lainnya.
5. Daftar Acuan
[1]. Choi B.K., Chung Y. C., Park J. W., et. al., Unified CAM-system architecture for die and mould manufacturing, Computer Aided Design, vol. 26, no. 3, March 1994.
[2]. Kiswanto G., Tool path generation for multi-axis milling based on faceted models, ISBN : 90-5682-449-X, K. U. Leuven, Leuven 2003.