BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Guna Kemas Indah merupakan suatu perusahaan swasta yang bergerak dibidang industri kemasan plastik (Thermorforming & Metalizing), yang berdiri pada tanggal 29 maret 1988. PT. Guna Kemas Indah mempunyai kantor pusat yang berkedudukan Jl.Pluit Raya Selatan No.11 A-B, Jakarta Utara, Indonesia. PT. Guna Kemas Indah mempunyai pabrik yang berada di daerah Cikupa Tigaraksa, Tangerang. Pada awal berdirinya PT Guna Kemas Indah hanya untuk memenuhi permintaan pasar di Pulau Jawa Dan sampai sekarang sudah berkembang pesat menjadi suatu perusahaan industri plastik yang besar dimana mempunyai beberapa anak cabang di Indonesia salah satunya adalah Medan.
PT. Guna Kemas Indah didirikan pada tanggal 29 Maret 2008 di atas tanah seluas 1,25 Ha dengan ketinggian kurang lebih diatas permukaan laut 1500 meter yang terletak di daerah Sumatera Utara yang berlokasi di Tanjung Morawa Jln. Industri No 11. PT. Guna Kemas Indah memproduksi jenis-jenis vacuum forming yang berupa jelly cup dan gelas plastik untuk proses thermoforming sementara untuk produk Joli dari proses injection molding dalam berbagai jenis ukuran, bentuk, dan warna yang beraneka ragam sesuai permintaan pasar dan pesanan pelanggan. Produk yang dihasilkan diberi merek Teh Sisri, Aqua, Sindodes, Mangga Jeruk, Joli dan lain-lain.
Tenaga kerja yang bekerja di PT Guna Kemas Indah sebanyak 200 orang dengan kapasitas pabrik mencapai 7000 pcs selama 24 jam. Perusahaan ini juga telah mendapat Sertifikat ISO 9001:2000 tentang sistem manajemen mutu. Dengan diperolehnya sertifikat ISO 9001:2000 maka manfaat utama dari implementasi sistem manajemen mutu digunakan untuk memberi kenyamanan bagi karyawan dalam menjalankan pekerjaannya karena ada panduan, petunjuk, ataupun ukuran keberhasilan atas pekerjaannya dan adanya proses perbaikan berkesinambungan (Continuous Improvement).
2.2. Ruang Lingkup Bidang Usaha
PT Guna Kemas Indah memproduksi gelas plastik dalam ukuran yang berbeda-beda yaitu:
1. Untuk proses Injection Molding hanya satu ukuran saja yaitu ukuran 250 ml. 2. Pada proses Thermoforming dan Metalizing menghasilkan tiga produk dengan
volume yang berbeda-beda baik itu kemasan gelas plastik biasa (bening) ataupun gelas plastik printing, yaitu:
a. Kemasan 220 ml b. Kemasan 250 ml c. Kemasan 260 ml
2.3. Lokasi Perusahaan
Lokasi perusahaan PT Guna Kemas Indah berlokasi di Jalan Industri No. 11. Kebun Sayur Tanjung Morawa Kab. Deli Serdang.
2.4. Daerah Pemasaran
Daerah pemasaran PT Guna Kemas Indah saat ini masih memenuhi kebutuhan konsumen dalam negeri saja. Untuk wilayah Sumatera Utara, tepatnya di Medan, PT Guna Kemas Indah memiliki banyak konsumen beberapa diantaranya:
1. PT. Okabe 2. PT. Indofood 3. PT. Makmur
4. PT. Arinvi Mitra Lestari 5. PT. Indodes, dan lain-lain.
2.5. Dampak Sosial Ekonomi Terhadap Lingkungan
Masyarakat sekitar memperoleh dampak yang positif dengan berdirinya PT. Guna Kemas Indah, khususnya dari segi sosial ekonomi. Dampak yang diperoleh diantaranya adalah:
1. Terciptanya lapangan kerja bagi masyarakat setempat sehingga mengurangi jumlah pengangguran.
2. Mengembangkan usaha skala mikro, dengan banyaknya berjualan di sekitar pabrik
3. Adanya pembangunan jalan di sepanjang jalan indutri menuju pabrik PT Guna Kemas Indah
2.6. Standar Mutu Bahan atau Produk
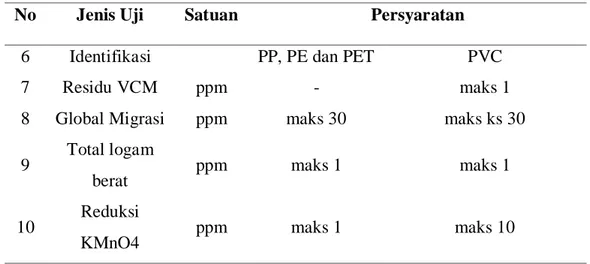
Standard mutu produk yang digunakan oleh PT. Guna Kemas Indah untuk produk kelas plastik adalah SNI 12-4259-2004 yang dapat di lihat pada Table 2.1
Tabel 2.1.Syarat Mutu Gelas Plastik untuk Air Minum dalam Kemasan
No Jenis Uji Satuan Persyaratan
1 Visual dan
sifat tampak -
Bersih, tidak ada benda asing*) yang menempel tidak ada kerusakan berupa
penyok, goresan dan retak.
2 Bau dan Rasa - Tidak boleh menyebabkan perbahan terhadap bau dan rasa pada air minum
3 Kapasitas penuh (terhadap kapasitas nominal) % min 102,5 4 Kompresi (top Load) kgf min 4,5 5 Jatuh (drop
Tabel 2.1.Syarat Mutu Gelas Plastik untuk Air Minum dalam Kemasan (Lanjutan)
No Jenis Uji Satuan Persyaratan
6 Identifikasi PP, PE dan PET PVC
7 Residu VCM ppm - maks 1
8 Global Migrasi ppm maks 30 maks ks 30 9 Total logam
berat ppm maks 1 maks 1
10 Reduksi
KMnO4 ppm maks 1 maks 10
*) Benda asing yang dimaksud adalah segala sesuatu yang tidak patut ada pada gelas yang dapat mempengaruhi mutu produk
(Sumber : Standar Nasional Indonesia (SNI) Gelas plastik untuk air minum dalam kemasan ini
merupakan revisi dari SNI 12-4259-1996)
2.7. Bahan yang Digunakan 2.7.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk yang sudah distandarisasikan. PT Guna Kemas Indah mengambil bahan baku yang dimpor dari luar negeri yaitu Malaysia dan Thailand.
Bahan baku kemasan produk yang digunakan di PT. Guna Kemas Indah yaitu sebagai berikut:
1. Bahan baku kemasan produk yang digunakan di PT Guna Kemas Indah dapat di lihat pada Gambar 2.5. Titro Propylenna6531 merupakanbiji plastik untuk
bahan baku plastik gelas bening. Titro Propylenna S98 untuk bahan baku plastik gelas putih (untuk printing)
Gambar 2.1. Bahan Baku Biji Plastik Polyprophylene 2. Titanlene untuk bahan baku pada pembuatan injection molding.
Gambar 2.2. Bahan Baku Biji Plastik Titanlene
3. Bahan baku dari Afal atau bahan recycle berupa dari gulungan Sheet dan juga Afal dari reject cup yang telah diproses dengan mesin clusher.
2.7.2. Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan untuk meningkatkan mutu produk menjadi bernilai namun bahan tersebut tidak ikut dalam proses produksi. Bahan penolong yang di gunakan di PT Guna Kemas adalah air dan kardus, dengan ukuran: 615 x 385 x 555 cm, tipe box: A1 & B, substance: K150/M125/K150.
2.7.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan dalam suatu proses produksi sehingga dapat meningkatkan mutu produk menjadi lebih baik. Bahan tambahan yang digunakan di PT. Guna Kemas Indah menggunakan merek pada gelas plastik dengan cara printing dan plastik untuk pengemasan gelas plastik yang sudah dibuat merk.
1. Katalis Cesa Nukleant yaitu sebagai menambah kecerahan pada gelas plastik warna bening
2. REMF 56 sebagai pengalot untuk mengurangi dan menghilangkan kepecahan 3. LD Tetlin untuk menggantikan REMF 56 jika tidak tersedia dimana fungsinya
sama yaitu sebagai pengalot untuk mengurangi dan menghilangkan kepecahan 4. Cat yang digunakan yaitu cat UV LC 416 terdiri dari berbagai warna seperti
merah, kuning, hijau, ungu, dan lain-lain untuk memberi warna pada produk gelas plastik printing
2.8. Uraian Proses Produksi
Di dalam suatu industri perakitan bahan baku menjadi bahan jadi diperlukan adanya proses yang tepat dan sempurna. Proses merupakan suatu ilmu penerapan yang merubah suatu tahap ke tahap berikutnya dengan reaksi yang berbeda-beda. Rincian bagian/departemen yang meliputi urutan proses adalah sebagai berikut:
1. Proses Injection Molding
a. Bahan baku plastik injection molding berupa biji plastik dimasukkan ke dalam hopper.
b. Kemudian tekanan, kecepatan, dan parameter mesin disetting di ruang kontrol.
c. Bahan dimasukkan ke dalam barrel dan di panaskan. Selanjutnya screw berputar dan mengalirkan listrik sehingga bahan baku meleleh.
d. Plastik diinjeksikan ke dalam nozzle, molding unit ditutup oleh clamping unit dan ditekan oleh clamping unit, plastik kemudian dimasukkan ke dalam molding unit melalui nozzle.
e. Pada saat plastik dimasukkan ke dalam molding unit, screw berhenti berputar, kemudian clampingunit menarik core mold terbuka.
f. Setelah itu produk plastik yang telah dicetak, kemudian dilepas dengan menekan ejector pada molding unit.
2. Proses Vaccum Thermoforming
Pada proses Vaccum Thermoforming memiliki langkah-langkah sebagai berikut:
1. Proses Pengilingan
Yaitu pada tahap ini lembaran plastik reject, skeleton (aval) dan produk gelas plastik yang reject dibawa ke ruang giling untuk digiling agar menghasilkan biji plastik. Lembaran plastik yang reject digiling sendiri-sendiri dan tidak digabung dengan skeleton (aval) atau produk gelas plastik reject agar pada proses mixing mudah untuk membuat komposisi perbandingan. Dari mesin giling material yang turun ditarik ke atas blower kemudian material dimasukkan ke dalam karung kemudian ditimbang untuk gilingan skeleton atau aval yang reject 1 sak = 20 kg sedangkan untuk lemabaran plastik reject 1 sak = 20 kg, dan Propylene 1 sak= 25 Kg, serta Chesa Nucleant sebanyak 2,5 Kg.
2. Proses Mixing
Proses Mixing merupakan proses penyampuran bahan baku utama dengan bahan baku tambahan untuk membuat lembaran plastik. Material murni PP (Plypropylene), skeleton (aval), Lembaran plastik, produk gelas plastik yang reject serta Cesa Nucleant sebagai penambah kecerahan pada plastik semua bahan diaduk hingga rata. Setelah itu semua bahan di-mixing atau dicampur di mesin Mixing. Pada proses penyampuran menggunakan timer tertentu agar proses penyampuram keempat material tersebut dapat merata. Selanjutnya
hasil mixing (campuran material) ini disalurkan ke hooper (tempat untuk menampung material) yang ada di mesin Exturuder.
3. Proses Pembuatan Lembaran Plastik
Lembaran Plastik adalah material yang berbentuk lembaran yang akan digunakan untuk memproduksi gelas plastik. Langkah proses pembuatan lembaran plastik adalah sebagai berikut:
a. Pertama, keempat material yang sudah di mixing tersebut dimasukkan ke dalam Hopper dan dipanasi dengan temperatur 80oC.
b. Selanjutnya material turun ke Barel Heater (tempat untuk memanasi material agar mencair) untuk dipanasi. Ada enam Barel Heater dengan temperatur masing-masing ± 220oC. Pada Barel Heater, material diaduk mengikuti putaran screw yang digerakkan motor extruder.
c. Dari Barel Heater material masuk ke Screen Heater (tempat filter saringan plastik) untuk melakukan penyaringan dengan filter agar material yang kotor tidak ikut tercampur pada saat proses. Jumlah Screen Heater ada dua buah. Adapun temperatur dari Screen Heater adalah 220oC.
d. Dari Barel Heater masuk ke Screen Heater untuk melakukan pemanasan kemudian ke gear pump dan kembali ke Screen Heater dengan temperatur ± 225oC. jumlah Screen Heater ada dua buah.
e. Selain itu dilakukan pemanasan terakhir di Die Heater yang berjumlah tujuh buah. Adapun temperatur Die heater adalah ± 224oC.
f. Setelah itu, material tersebut dimasukkan ke dalam Roll Jumbo untuk mencetak material yang cair tersebut menjadi lembaran. Selanjutnya
mengatur ketebalan lembaran plastik dengan Baut Stopper (penyetel ketebalan). Biasanya ketebalan lembaran plastik 0,74 mm, 0,83 mm, 0,97 mm, 1,06 mm, 1,10 mm. Pada Rooll Jumbo ada sirkulasi air (chiller) untuk pendingin agar sheet yang dihasilkan tidak lengket, bening, dan mengkilap. Untuk temperatur Chiller Roll Jumbo ada tiga yaitu atas, tengah, dan bawah dengan temperatur 23oC, 25oC, dan 21oC .
g. Lembaran (sheet) tersebut digulung dengan menggunakan alat yang disebut Rewinder. Semakin cepat dan kebelakang penariknya maka lembaran plastik tidak akan kendor. Untuk proses penggulungan menggunakan ± 20-30 bar agar lembaran plastik tidak bergeser. Pada saat proses penggulungan dilakukan inspeksi secara manual oleh operator. Jika ada lembaran plastik yang cacat maka langsung dipotong atau dibuang menjadi lembaran plastik reject. Oleh karena itu, inspeksi harus teliti agar lembaran plastikyang dihasilkan bagus dan tidak ada reject.
h. Setelah proses penggulungan selesai maka lembaran plastik dapat digunakan memproduksi gelas plastik. Namun lembaran plastik yang diproduksi saat ini belum tentu dipakai langsung untuk produksi gelas plastik. Untuk hasil 1 gulungan lembaran plastik ± 600-1000 Kg dan untuk pengambilan lembaran plastik untuk proses di mesin Vaccum Thermoforming harus sesuai urutan agar lembaran plastik yang telah lama terpakai lebih dahulu.
4. Proses Pembuatan Gelas Plastik
Langkah-langkah proses di mesin Thermoforming adalah sebagai berikut: a. Lembaran (sheet) dari mesin Extruder diletakkan di tempat menampung
material di mesin Thermoforming.
b. Selanjutnya dilakukan set up mesin dimulai menggunakan pemanasan heater dengan temperatur yang berbeda-beda tergantung tebal lembaran plastik. Semakin tebal lembaran plastik, maka suhu semakin tinggi.
c. Setelah set up selesai dilakukan, maka lembaran lembaran plastik dimasukkan kedalam mesin Thermoforming untuk dicetak menjadi gelas plastik.
d. Produk gelas plastik yang dihasilkan kemudian di inspeksi. Inspeksi dilakukan dua kali yaitu oleh QC (Quality Control) dan selector. Jika produk gelas plastik banyak yang reject maka QC akan melihat penyebab cacat datang darimana kemudian dilakukan perbaikan dengan memberitahu operator untuk setting mesin ulang.
5. Proses penyortiran, yaitu produk yang telah disortir kemudian dibungkus kedalam plastik sebanyak 75 Pcs tiap jalur sehingga berisi 40 lajur tiap satu kardus (3000 pcs).
6. Setelah itu menimbang berat kardus maksimum 50 Kg
7. Kemudian melakukan proses packing setelah kardus berisi 40 lajur tiap satu karton (3000 pcs).
3. Proses Gelas Plastik Printing
Pada proses gelas plastik Printing memiliki langkah-langkah sebagai berikut: 1. Menimbang bahan baku sebanyak 50 kg, Afal sebanyak 40 Kg, kemudian TP
SM 98 sebanyak 10 Kg.
2. Proses Penuangan di tempat penuangan (Hopper)
3. Proses mixer yaitu semua bahan diaduk hingga rata. Setelah itu bahan baku dialirkan atau dibawa dengan menggunakan pneumatic conveying yang menggunakan sistem vakum udara menuju ke mesin Extrusion.
4. Proses Extruter yaitu bahan baku dipanaskan hingga meleleh pada suhu 230oC di mesin Extrusion
5. Proses Polisher yaitu bahan baku yang cair kemudian dibentuk menjadi lembaran plastik dengan ukuran: tebal 1,20 – 1,30 mm dan lebar 66 – 66,5 pada suhu 28oC (suhu ruangan) di mesin Polishing seberat 600-1315 Kg per jam.
6. Kemudian berat gulungan lembaran plastik di bawa ketempat penimbangan untuk mengontrol berat yang sesuai.
7. Proses Pencetakan yaitu pada mesin Vaccum Thermoformer (Dong Long) kemudian dipanaskan dengan macam heater yaitu heater upper dengan suhu 360oC dan heater lower dengan suhu 350oC.
8. Setelah produk menjadi berwarna putih kemudian disortir dengan memperhatikan bentuk fisik gelas, seperti susunan yang tidak rata, permukaan yang miring, adanya goresan, dan gelas minuman yang terbakar.
9. Penyortiran, yaitu produk yang telah disortir kemudian dibungkus kedalam plastik sebanyak 75 Pcs tiap jalur sebanyak 40 jalur.
10. Setelah itu, kardus hasil penyortiran dibawa ke ruang printing untuk diberi warna sesuai dengan permintaan konsumen.
11. Kemudian dengan menggunakan alat sensor pada mesin printing, lalu produk jadi dibungkus ke dalam plastik dan dimasukkan kedalam kardus.
12. Kemudian ditimbang beratnya kurang lebih 50 Kg 13. Setelah itu kardus di-packing sebaik mungkin
2.9 Mesin dan Peralatan 2.9.1. Mesin Produksi
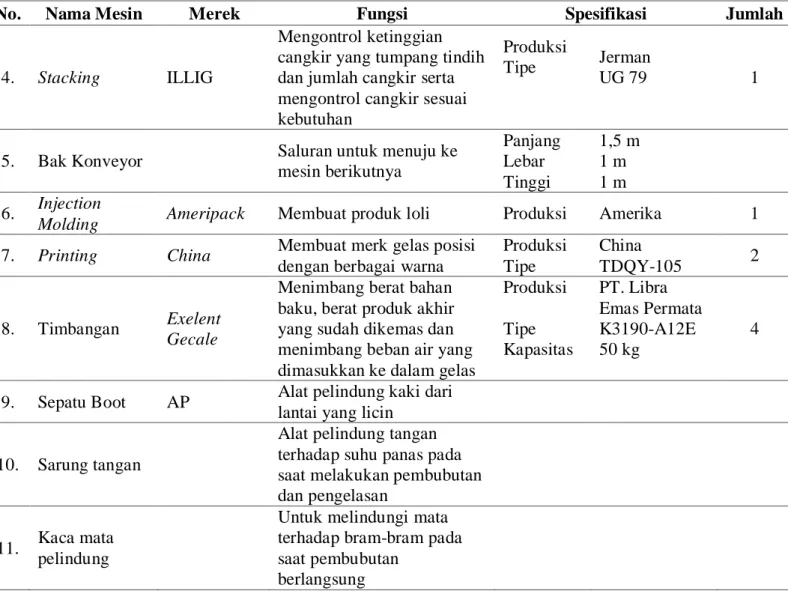
Mesin dan peralatan yang digunakan pada PT Guna Kemas Indah dapat dilihat pada Tabel 2.2.
Tabel 2.2. Daftar Mesin dan Peralatan Produksi yang Digunakan di PT. Guna Kemas Indah
No. Nama Mesin Merek Fungsi Spesifikasi Jumlah
1 Separator Welex
Menghancurkan sisa-sisa limbah hasil dari pencetakan lembaran palstik.
Bahan Plat besi
3 Panjang 1,5 m Lebar 1,5 m Tinggi 4 m 2 Extrustion Machine Reifenhauser
Membuat produk besar seperti pipa berdiameter 150 cm
Bahan Tipe
Plat besi
Mark II 1
3 Thermoforming ILLIG Memanaskan biji-biji plastik
menjadi lembaran plastik
Produksi Jerman
1
Tabel 2.2. Daftar Mesin dan Peralatan Produksi yang Digunakan di PT. Guna Kemas Indah (Lanjutan)
No. Nama Mesin Merek Fungsi Spesifikasi Jumlah
4. Stacking ILLIG
Mengontrol ketinggian cangkir yang tumpang tindih dan jumlah cangkir serta mengontrol cangkir sesuai kebutuhan
Produksi
Tipe Jerman
UG 79 1
5. Bak Konveyor Saluran untuk menuju ke mesin berikutnya Panjang Lebar Tinggi 1,5 m 1 m 1 m 6. Injection
Molding Ameripack Membuat produk loli Produksi Amerika 1
7. Printing China Membuat merk gelas posisi
dengan berbagai warna
Produksi Tipe China TDQY-105 2 8. Timbangan Exelent Gecale
Menimbang berat bahan baku, berat produk akhir yang sudah dikemas dan menimbang beban air yang dimasukkan ke dalam gelas
Produksi Tipe Kapasitas PT. Libra Emas Permata K3190-A12E 50 kg 4
9. Sepatu Boot AP Alat pelindung kaki dari lantai yang licin
10. Sarung tangan
Alat pelindung tangan terhadap suhu panas pada saat melakukan pembubutan dan pengelasan
11. Kaca mata pelindung
Untuk melindungi mata terhadap bram-bram pada saat pembubutan
berlangsung Sumber : Bagian Produksi PT. Guna Kemas Indah
2.9.2. Utilitas
Utilitas merupakan bagian yang penting dalam menunjang kegiatan operasi dalam pabrik, penanggulangan kebakaran, kegiatan perkantoran dan perumahan. Sistem utilitas yang terdapat di PT. Guna Kemas Indah adalah
Penggunaan tenaga listrik PLN dengan daya 555 KVA untuk menghidupkan mesin-mesin secara normal. Selain itu apabila terjadi hambatan karena pemadaman listrik maka digunakan generator cadangan berdaya 380 KVA dengan spesifikasi sebagai berikut:
a. Kode No. : SR4 serial no. B49BH6998
b. Merk : Maspion
c. Jumlah : 1 unit d. Bahan bakar : solar
e. Power : 288 KVA, 50 Hz, 1500 rpm, 3 phase, cos ω 0,8
2. Air
Perusahaan menggunakan jasa PAM, selain itu memompa air dari sumur. Air dari PAM digunakan untuk kebutuhan air minum para pekerja sedangkan air dari sumur digunakan untuk kebutuhan kegiatan produksi.
2.9.3. Safety and Fire Protection
PT. Guna Kemas Indah sudah memiliki sistem manajemen keselamatan dan keselamatan kerja bagi semua karyawan yang langsung ditangani oleh pimpinan pabrik. Perusahaan membuatkan petunjuk pelaksanaan mengenai keselamatan dan kesehatan kerja sesuai dengan UU No.14 Tahun 1969 tentang Ketentuan-ketentuan Pokok Mengenai ketenagakerjaan, pasal 9 dan pasal 10. Pasal 9 berbunyi “Tiap tenaga kerja berhak mendapat perlindungan atas keselamatan, kesehatan, kesusilaan, pemeliharaan moril kerja serta perlakuan yang sesuai dengan martabat manusia dan moral agama”. Dan pasal 10 berbunyi
“Pemerintah membina norma perlindunggan tenaga kerja yang meliputi norma keselamatan kerja, norma kesehatan kerja, norma kerja, pemberian ganti kerugian, perawatan dan rehabilitasi dalam hal kecelakaan kerja”
Walaupun belum berjalan dengan baik karena banyak karyawan yang tidak mematuhi dengan alasan kenyamanan karyawan. Akan tetapi untuk kegiatan House Keeping biasanya dilakukan secara rutin oleh petugas kebersihan. House
Keeping ini merupakan suatu program untuk membersihkan lokasi kerja
masing-masing dan membuat suasana lingkungan kerja yang nyaman dan sehat.
Alat pelindung diri yang digunakan saat bekerja yang disediakan perusahaan untuk keperluan pekerja dalam melaksanakan tugasnya adalah:
a. Masker, digunakan untuk menghindari pekerja dari debu. Masker disediakan
pada bagian buang bram, baik bagian tap uliran maupun bagian bor.
b. Helm, digunakan untuk menghindari kepala pekerja dari benda berat. Helm disediakan pada bagian gudang, karena pekerja harus menumpuk-numpuk kardus yang berkemungkinan bisa jatuh saat menumpuk atau menurunkan tumpukan. Selain itu, helm juga disediakan pada bagian bengkel, dimana pekerja harus memperbaiki mesin-mesin yang besar dan berat.
c. Sarung tangan, digunakan untuk melindungi tangan pekerja. Sarung tangan disediakan pada bagian penyepuhan agar tangan pekerja tidak bersentuhan langsung dengan bahan-bahan kimia.
d. Kaca mata pelindung, disediakan pada bagian teknik, dan digunakan saat bagian ini memperbaiki mesin yang rusak seperti las.
e. Sepatu bot digunakan untuk melindungi kaki pekerja. Sapatu bot ini harus dipakai pada setiap pekerjaan yang dilakukan.
Fire extinguisher disediakan sebanyak tiga buah yang digunakan untuk pemadam kebakaran. Fire extinguisher diletakkan di bagian produksi, hal ini dilakukan agar apabila terjadi kebakaran agar segera diatasi. Selain itu, juga disediakan tangki air untuk memadamkan api yang besar. Serta pelatihan antisipasi kebakaran juga dilakukan agar pekerja siaga apabila terjadi kebakaran.
2.9.4. Waste Treatment
PT. Guna Kemas Indah tidak mempunyai unit pengolahan limbah. Limbah pada perusahaan ini berupa plastik ataupun kemasan plastik yang rusak pada saat proses produksi berlangsung. Gelas plastik yang rusak dan sisa lembaran plastik yang dicetak dalam bentuk gelas plastik akan dikumpulkan dan ditampung ditempat penampungan yang akan diolah kembali menjadi biji-biji plastik.
Limbah pada PT. Guna Kemas Indah berupa: 1. Gelas plastik yang rusak yang telah di sortir 2. Sisa lembaran plastik yang tidak digunakan lagi.
2.10. Struktur Organisasi Perusahaan
Struktur organisasi merupakan bagan yang menggambarkan hubungan kerja antara dua orang atau lebih pada suatu tugas yang saling berkaitan untuk pencapaian suatu tujuan tertentu. Struktur organisasi bagi suatu perusahaan mempunyai peranan yang sangat penting dalam menentukan dan memperlancar
jalannya roda perusahaan. Pendistribusian tugas-tugas, wewenang dan tanggung jawab serta hubungannya satu sama lain pada intinya dapat digambarkan pada suatu struktur organisasi, sehingga para pegawai dan karyawan akan mengetahui dengan jelas apa tugasnya, dari mana ia mendapatkan perintah dan kepada siapa ia harus bertanggung jawab. Dengan adanya struktur organisasi dan uraian tugas yang telah ditetapkan, akan menciptakan suasana kerja yang baik karena akan terhindar dari tumpang tindih dalam perintah dan tanggung jawab.
Struktur organisasi di PT Guna Kemas Indah berbentuk lini. Hubungan lini dikarenakan pembagian tugas dan tanggungjawab yang dilakukan oleh perusahaan. Struktur organisasi pada PT Guna Kemas Indah dapat dilihat pada Gambar 2.4.
Direktur Utama
Manager Produksi
Manager Administrasi
dan Keuangan
Manager Personalia
Manager Maintenance
Staf Bag. Administrasi
Staf Bag. Pengendalian
Mutu
Staf Administrasi
Produksi
Pengawas/Supervisi
Staf Bag. Safety &
Securty
Manager Pergudangan
Teknisi
Operator Quality
Control
Staf bagian gudang
Manager Pemasaran
2.10.1. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada susunan organisasi perusahaan adalah sebagai berikut:
1. Direktur Utama
Direktur utama memiliki tanggung jawab sebagai berikut:
a. Mengkordinir secara keseluruhan terhadap kondisi dan kegiatan di pabrik. b. Membuat kebijaksanaan-kebijaksanaan dalam menentukan produk yang akan
diproduksi, dengan menentukan item-item yang akan diproduksi yang disesuaikan dengan permintaan pelanggan atau pasar.
2. Manager Produksi
Bagian produksi memiliki tugas dan tanggung jawab sebagai berikut:
a. Mengawasi kegiatan produksi yang dilakukan oleh pabrik, mulai dari awal sampai akhir kegiatan produksi
b. Melakukan pemeriksaan terhadap kesalahan-kesalahan yang terjadi dalam kegiatan produksi.
3. Manager personalia
Bagian umum atau bagian personalia memiliki tugas dan tanggung jawab sebagai berikut:
a. Bertugas dalam kegiatan personal dari para pegawai.
b. Mengurus secara langsung kegiatan eksternal perusahaan, misalnya: melayani tamu yang datang
c. Mengawasi secara langsung pengangkutan yang dimiliki oleh perusahaan, baik mobil perusahaan maupun angkutan transportasi untuk mengangkut bahan baku dan barang jadi yang akan dikirim.
4. Manager Administrasi dan Manager Keuangan
Bagian administrasi bertanggungjawab dalam hal mencatat semua kegiatan pembukuan pada keuangan yang terjadi di perusahaan tersebut:
Bagian keuangan memiliki tugas dan tanggung jawab sebagai berikut :
a. Bertanggung jawab dalam hal pembukuan, pemasukan dan pengeluaran yang dilakukan oleh perusahaan, khususnya dipabrik.
b. Memberikan honor atau gaji kepada pegawai perusahaan, termasuk menangani kegiatan transaksi, ataupun simpan pinjam yang dilakukan oleh karyawan dengan perusahaan.
5. Managar Pemasaran
Mempunyai tanggung jawab dalam: a. Mengontrol pembelian barang.
b. Menerima laporan penjualan produk perusahaan.
c. Bertanggung jawab atas jumlah penjualan perusahaan setiap bulan. 6. Manager Maintenance
Manager Maintenance memiliki tanggung jawab sebagai berikut:
a. Bertanggung jawab untuk pemenuhan bagian pemeliharaan dan perbaikan. b. Bertanggung jawab dalam kegiatan perbaikan dan pemeliharaan.
c. Bertanggung jawab utnuk memenuhi system menajement mutu dan lingkungan bersama – sama dengan departemennya.
7. Manager Gudang
Tugas, wewenang dan tanggung jawab Manager gudang adalah sebagai berikut: a. Mengatur pengiriman barang
b. Menerima laporan stok dari staf gudang
c. Bertanggung jawab atas berjalannya seluruh kegiatan yang dilakukan di gudang.
8. Pengawas atau supervisi
Pengawas atau supervisi bertugas dalam:
a. Mengawas derajat kualitas produk apakah sudah sesuai dengan yang diharapkan.
b. Pengawasan terhadap pembelian dengan mempertimbangkan kualitas bahan baku.
c. Pengawasan persediaan bahan baku dan barang jadi d. Bertanggung jawab dalam mengatur penjadwalan. 9. Staf Bagian Pengendalian Mutu
Bagian pengawasan komponen memiliki tugas dan tanggung jawab dalam hal mengawasi dengan melakukan inspeksi terhadap komponen-komponen yang. 10. Staf Teknisi
Bagian perbengkelan memiliki tugas dan tanggung jawab dalam mengawasi kegiatan perbaikan terhadap mesin, mal, peralatan, dan termasuk di dalamnya pembuatan mal-mal untuk tiap mesin-mesin seperti mesin compressor, mesin press.
Bagian penyiapan peralatan-peralatan yang menjaga kesalamatan para pekerja pabrik dan memilih pekerja untuk menjaga keamanan pabrik.
12. Staf Bagian Gudang
Bagian pergudangan memiliki tugas dan tanggung jawab mengawasi dan mencatat jumlah bahan baku dan produk jadi yang masuk dan yang dikirim atau dikeluarkan oleh perusahaan.
13. Staf bagian Administrasi dan keuangan
Bertanggungjawab dalam mengurus pembukuan di perusahaan dan bertanggungjawab dalam mencatat pengeluaran dan pemasukan pada perusahaan.
14. Staf Administrasi produksi Bertanggung jawab dalam:
a. Membuat surat jalan untuk penjualan barang kepada pelanggan b. Mencatat piutang yang dilakukan pelanggan.
15. Operator Quality Control
Bertugas dalam pemeriksaan tiap item barang jadi untuk menjaga kualitas produk tetap baik.
2.10.2. Jumlah Tenaga Keria dan Jam Kerja 2.10.2.1.Jumlah Tenaga Kerja
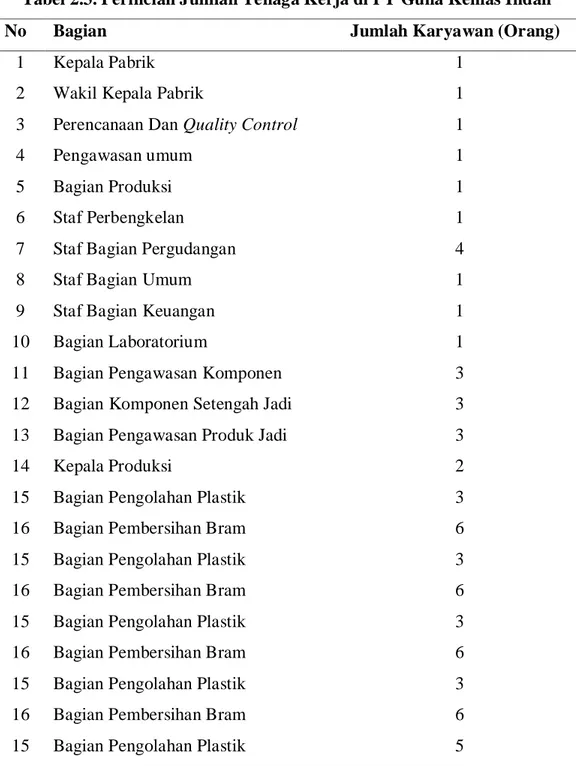
Jumlah tenaga kerja dalam pembuatan produk di PT. Guna Kemas Indah berjumlah 200 orang dapat dilihat pada Tabel 2.3.
Tabel 2.3. Perincian Jumlah Tenaga Kerja di PT Guna Kemas Indah
No Bagian Jumlah Karyawan (Orang)
1 Kepala Pabrik 1
2 Wakil Kepala Pabrik 1
3 Perencanaan Dan Quality Control 1
4 Pengawasan umum 1
5 Bagian Produksi 1
6 Staf Perbengkelan 1
7 Staf Bagian Pergudangan 4
8 Staf Bagian Umum 1
9 Staf Bagian Keuangan 1
10 Bagian Laboratorium 1
11 Bagian Pengawasan Komponen 3
12 Bagian Komponen Setengah Jadi 3
13 Bagian Pengawasan Produk Jadi 3
14 Kepala Produksi 2
15 Bagian Pengolahan Plastik 3
16 Bagian Pembersihan Bram 6
15 Bagian Pengolahan Plastik 3
16 Bagian Pembersihan Bram 6
15 Bagian Pengolahan Plastik 3
16 Bagian Pembersihan Bram 6
15 Bagian Pengolahan Plastik 3
16 Bagian Pembersihan Bram 6
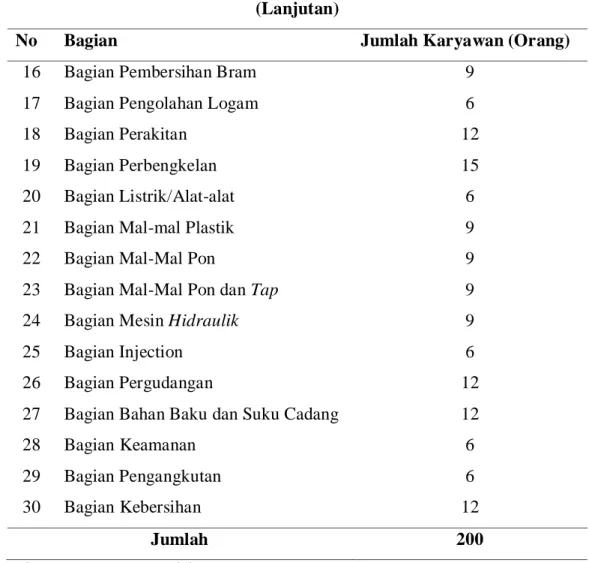
Tabel 2.3. Perincian Jumlah Tenaga Kerja di PT Guna Kemas Indah (Lanjutan)
No Bagian Jumlah Karyawan (Orang)
16 Bagian Pembersihan Bram 9
17 Bagian Pengolahan Logam 6
18 Bagian Perakitan 12
19 Bagian Perbengkelan 15
20 Bagian Listrik/Alat-alat 6
21 Bagian Mal-mal Plastik 9
22 Bagian Mal-Mal Pon 9
23 Bagian Mal-Mal Pon dan Tap 9
24 Bagian Mesin Hidraulik 9
25 Bagian Injection 6
26 Bagian Pergudangan 12
27 Bagian Bahan Baku dan Suku Cadang 12
28 Bagian Keamanan 6
29 Bagian Pengangkutan 6
30 Bagian Kebersihan 12
Jumlah 200
Sumber : PT Guna Kemas Indah
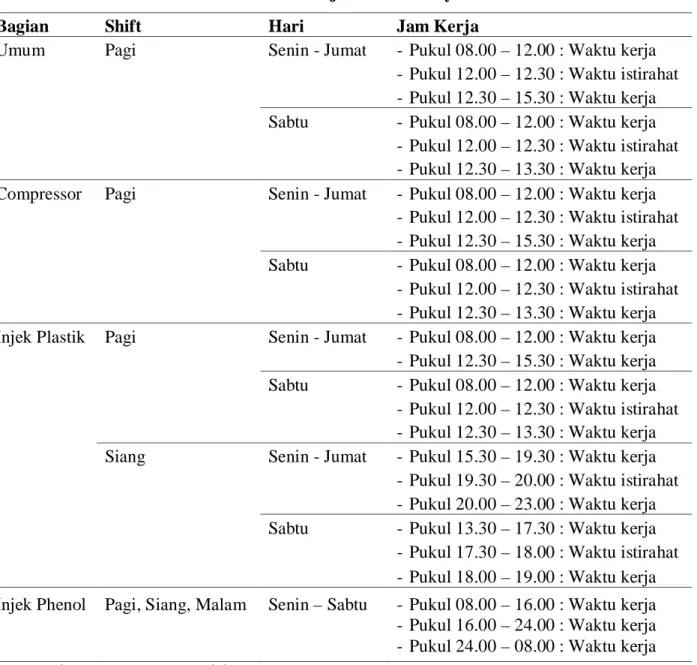
Kegiatan jam kerja secara normal dilakukan selama 7 jam kerja produktif dan 1 jam istirahat. PT Guna Kemas Indah berproduksi setiap hari, kecuali hari-hari besar lainnya. Pembagian jam kerja karyawan dibagi menjadi tiga shift yang dapat dilihat pada Tabel 2.4.
Tabel 2.4. Jam Kerja Normal Karyawan
Bagian Shift Hari Jam Kerja
Umum Pagi Senin - Jumat - Pukul 08.00 – 12.00 : Waktu kerja - Pukul 12.00 – 12.30 : Waktu istirahat - Pukul 12.30 – 15.30 : Waktu kerja Sabtu - Pukul 08.00 – 12.00 : Waktu kerja
- Pukul 12.00 – 12.30 : Waktu istirahat - Pukul 12.30 – 13.30 : Waktu kerja Compressor Pagi Senin - Jumat - Pukul 08.00 – 12.00 : Waktu kerja
- Pukul 12.00 – 12.30 : Waktu istirahat - Pukul 12.30 – 15.30 : Waktu kerja Sabtu - Pukul 08.00 – 12.00 : Waktu kerja
- Pukul 12.00 – 12.30 : Waktu istirahat - Pukul 12.30 – 13.30 : Waktu kerja Injek Plastik Pagi Senin - Jumat - Pukul 08.00 – 12.00 : Waktu kerja - Pukul 12.30 – 15.30 : Waktu kerja Sabtu - Pukul 08.00 – 12.00 : Waktu kerja
- Pukul 12.00 – 12.30 : Waktu istirahat - Pukul 12.30 – 13.30 : Waktu kerja Siang Senin - Jumat - Pukul 15.30 – 19.30 : Waktu kerja
- Pukul 19.30 – 20.00 : Waktu istirahat - Pukul 20.00 – 23.00 : Waktu kerja Sabtu - Pukul 13.30 – 17.30 : Waktu kerja
- Pukul 17.30 – 18.00 : Waktu istirahat - Pukul 18.00 – 19.00 : Waktu kerja Injek Phenol Pagi, Siang, Malam Senin – Sabtu - Pukul 08.00 – 16.00 : Waktu kerja - Pukul 16.00 – 24.00 : Waktu kerja - Pukul 24.00 – 08.00 : Waktu kerja Sumber : PT Guna Kemas Indah
2.10.3. Sistem Pengupahan dan Kesejahteraan Karyawan
Sistem pengupahan yang diterapkan oleh PT Guna Kemas Indah berpedoman pada ketentuan Upah Minimum Sektoral Regional (UMSR) yang ditetapkan pemerintah. Besarnya upah yang diterapkan dibedakan menurut status karyawan
1. Pegawai Tetap
Menerima gaji bulanan dan fasilitas-fasilitas lain dari perusahaan. 2. Pegawai Harian
Menerima upah sesuai dengan hasil kerjanya setiap satu minggu.
Pelaksanaan kerja yang dilakukan pegawai pada hari libur dan diluar ketentuan jam kerja normal maka dikategorikan ke dalam jam kerja lembur. Perhitungan gaji untuk pekerja lembur sebagai berikut:
1. Untuk hari biasa
a. Untuk satu jam pertama adalah 1,5 x upah per jam
b. Untuk dua jam berikutnya adalah 2 x upah per jam. Dimana upah kerja lembur per jam adalah 1/173 x upah per bulan.
2. Untuk hari besar/libur
Untuk hari libur 2 x upah per hari kerja biasa.
Disamping pemberian gaji pokok perusahaan memberikan tunjangan-tunjangan kepada karyawan, fasilitas ini diberikan kepada semua karyawan tetap dan karyawan kontrak tanpa terkecuali. Usaha-usaha tersebut dilakukan perusahaan untuk meningkatkan kesejahteraan pekerja antara lain:
1. Tunjangan Masa Kerja
Perbedaan gaji antara pekerja baru dengan pekerja lama dibedakan dengan tunjangan masa kerja, baik pekerja bulanan maupun pekerja harian, yaitu:
a) Masa kerja 2 tahun – kurang 4 tahun TMK Rp 11.000,00/bulan b) Masa kerja 4 tahun – kurang 6 tahun TMK Rp 14.000,00/bulan c) Masa kerja 6 tahun – kurang 8 tahun TMK Rp 16.500,00/bulan
d) Masa kerja 8 tahun – kurang 10 tahun TMK Rp 20.000,00/bulan e) Masa kerja 10 tahun – kurang 12 tahun TMK Rp 25.000,00/bulan f) Masa kerja 12 tahun – kurang 14 tahun TMK Rp 30.500,00/bulan g) Masa kerja 14 tahun – kurang 16 tahun TMK Rp 37.500,00/bulan h) Masa kerja 16 tahun – kurang 18 tahun TMK Rp 44.500,00/bulan i) Masa kerja 18 tahun – kurang 20 tahun TMK Rp 51.500,00/bulan j) Masa kerja 20 tahun – kurang 22 tahun TMK Rp 58.500,00/bulan k) Masa kerja 22 tahun – kurang 24 tahun TMK Rp 65.500,00/bulan l) Masa kerja > 24 tahun ...TMK Rp 72.500,00/bulan 2. Tunjangan Hari Raya (THR)
Besarnya THR adalah tambahan satu bulan gaji pada karyawan yang mempunyai masa kerja lebih dari satu tahun. Adapun ketentuan yang ditetapkan oleh perusahaan berkenaan dengan Tunjangan Hari Raya, yaitu:
a. THR diberi kepada pekerja, 14 hari sebelum Hari Raya Keagamaan
b. Untuk kepala pekerja yang bekerja di atas 1 tahun, jumlah THR yang diberi adalah sebesar 1 bulan gaji
c. Pekerja yang bekerja kurang dari 1 tahun tetapi telah melampaui masa percobaan, THR sebagai berikut:
Masa Kerja
12 × Upah Pokok Sebulan
d. Pekerja yang mengundurkan diri/terkena PHK tetap diberikan THR, maka pekerja tidak akan kehilangan haknya.
11
12 × Upah Pokok Sebulan
f. Perusahaan akan memberikan Struk Pemberian THR lengkap dengan perhitungannya.
3. Tunjangan selama sakit
Tunjangan ini diberikan kepada karyawan yang dalam perawatan sakit dan tidak dapat bekerja yang dinyatakan/dibuktikan dengan surat keterangan dokter. Pekerja harian yang bekerja lebih dari 2 tahun juga mendapatkan tunjangan ini. 4. Tunjangan Insentif
Tunjangan ini diberiakan kepada karyawan dengan cara ditambahkan ke dalam upah karyawan setiap bulannya sesuai dengan prestasi kerja masing-masing. Selain tunjangan-tunjangan di atas PT. Guna Kemas Indah juga menyediakan fasilitas-fasilitas lain kepada karyawan, yaitu:
5. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
JAMSOSTEK merupakan asuransi untuk melindungi tenaga kerja apabila terjadi kecelakaan kerja atau diluar hal tersebut. Fasilitas ini biasanya dikenal dengan nama Asuransi Tenaga Kerja (ASTEK). JAMSOSTEK di perusahaan ini yaitu sebesar Rp 23.000 per hari.
6. Cuti
Cuti diberikan kepada karyawan untuk menghilangkan rasa jenuh dan bosan selama bekerja di perusahaan yang bersangkutan. Lamanya cuti yang diberikan oleh perusahaan adalah 12 hari kerja setiap tahunnya.