IMPLEMENTASI STUDI PREVENTIVE MAINTENANCE FASILITAS PRODUKSI PADA PABRIK TEH
HITAM DENGAN METODE RCM DI PTPN VI KEBUN KAYU ARO
Yoga Prayuda
1, Sukaria Sinulingga
2, Ikhsan Siregar
2Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara Jl. Almamater Kampus USU, Medan 20155
Email: [email protected] Email: [email protected] Email :[email protected]
Abstrak.Pabrik Teh Hitam Kebun Kayu Aro merupakan salah satu kebun yang dimiliki oleh PT. Perkebunan Nusantara VI yang bergerak dalam bidang industri teh hitam. Permasalahan yang sedang dihadapi Kebun Kayu Aro adalah tingginya waktu kerusakan mesin yang mengakibatkan sistem produksi teh hitam terganggu. Rata-rata breakdown mesin adalah 20-21 jam dalam satu bulan, yang mengakibatkan penurunan kapasitas sebesar 100-105 ton perbulannya. Metode perawatan yang selama ini digunakan kurang memperhatikan faktor keandalan mesin produksi dan lebih bersifat corrective maintenance. Dengan metode perawatan sekarang, delay saat memperbaiki sebuah komponen mesin dapat mencapai 30 menit. Penelitian ini dilakukan untuk merencanakan perawatan mesin-mesin produksi menggunakan metode Reliability Centered Maintenance (RCM). Berdasarkan hasil perencanaan dengan metode RCM maka diperoleh tiga rekomendasi tindakan perawatan yaitu Condition Directed (C.D), Time Directed (T.D), dan Finding Failure (F.F). Hasil perhitungan dengan kriteria Total Minimum Downtime (TMD) menunjukkan bahwa interval pergantian optimum komponen Email Draad 0.75 mm, Grafit, V. Belt C100, V. Belt C86, V. Belt A.96 Mitsubishi, Bearing 6307 ZZ SKF, dan Email Dradd 0.75 mm adalah 32 hari, 25 hari, 21 hari, 33 hari, 21 hari dan 43 hari. Metode perawatan RCM yang diusulkan berpotensial memberikan dampak positif yaitu penurunan rata-rata downtime komponen kritis sebesar 16,08 %, peningkatan Reliability dan
Availability komponen, dan rata-rata peningkatan Maintenance Efficiency sebesar 73,51%.
Kata kunci: Preventive Maintenance, RCM, Reliability Engineering, FMEA, LTA, Total Minimum
Downtime, MVSM.
Abstract. Kayu Aro Tea Factory is one of the plantation owned by PTPN VI engaged in black tea manufacturing.
The problems that being faced by this plantation is the high downtime cause black tea production system interrupted . The average of machine breakdown is 20-21 hours in a month , cause decreased capacity of 100-105 tons per month . Treatment methods that have been used less attention to reliability of the machine production factors and more corrective maintenance . With current treatment methods , delay while repairing a machine component can reach 30 minutes . This study was conducted to plan the maintenance of production machinery using Reliability Centered Maintenance ( RCM ) . Based on the result with the RCM method, found three maintenance action recommendations which is Condition Directed ( CD ) , Time Directed ( TD ) , and Finding Failure ( FF ) . The results of Total Minimum Downtime criteria ( TMD ) showed that the optimum interval replacement Email component of Draad 0.75 mm , Graphite , V Belt C100 , C86 V Belt , V Belt A.96 Mitsubishi , 6307 ZZ SKF Bearings , and Email Dradd 0.75 mm is 32 days , 25 days , 21 days , 33 days , 21 days and 43 days . The proposed RCM treatment methods can potentially have a positive impact which is decrease in the average downtime critical components 16.08 % , an increase of components Reliability and Availability , and an average improvement 73.51 % of Efficiency Maintenance .
Keywords: Preventive Maintenance, RCM, Reliability Engineering, FMEA, LTA, Total Minimum
Downtime, MVSM.
1Mahasiswa, Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara
1. PENDAHULUAN
PT. Perkebunan Nusantara VI (Persero) Unit Usaha Kayu Aro merupakan salah satu perusahaan yang bergerak pada bidang produksi teh hitam. Dimana prroduksi teh hitam pada perusahaan ini terbagi dalam dua metode, yaitu metode orthodox dan metode CTC. Berdasarkan hasil wawancara, tingkat kerusakan mesin-mesin produksi menyebabkan terhambatnya proses produksi yang berdampak pada penurunan kapasitas produksi, dimana kapasitas produksi jika tidak terjadi kerusakan adalah 500 ton/bulan. Rata-rata breakdown mesin pada PT. Perkebunan Nusantara VI (Persero) Unit Usaha Kayu Aro adalah sekitar 20-21 jam dalam satu bulan. Dengan kapasitas produksi 5 ton/jam, maka Perusahaan akan mengalami penurunan kapasitas rata-rata sebesar 100-105 ton setiap bulannya. Selain itu, terjadinya kerusakan mesin juga berdampak kepada kualitas teh yang dihasilkan. Salah satu penyebab dari permasalahan ini yaitu pada sistem perawatan yang diterapkan oleh perusahaan yang tidak efisien terhadap permasalahan fasilitas produksi dan permesinan.
Sistem pemeliharaan mesin yang diterapkan pada PT. Perkebunan Nusantara VI (Persero) Unit Usaha Kayu Aro saat ini masih bersifat corrective maintenance yaitu sistem perawatan yang memperbaiki atau mengganti komponen hanya jika terjadi kerusakan. Keadaan proses produksi yang tidak dapat digantikan dengan tenaga manusia menandakan keberlangsungan proses produksi bergantung sepenuhnya pada kehandalan mesin. Keadaan ini menambah ketidakefisienan sistem perawatan yang diterapkan sekarang karena jika mesin tidak berfungsi akan berdampak pada pemberhentian proses produksi.
Permasalahan pada PT. Perkebunan Nusantara VI (Persero) Unit Usaha Kayu Aro saat ini pada dasarnya dapat diminimalisir dengan penerapan preventive
maintenance sehingga kehandalan fasilitas produksi
tetap terjaga. Berdasarkan penelitian yang dilakukan dimana fokus permasalahan lebih diarahkan pencegahan terjadinya kegagalan produksi akibat kerusakan fasilitas, maka penerapan metode Reliability
Centered Maintenance lebih tepat diajukan untuk
menanggulangi permasalahan tersebut. Sistem perawatan dengan metode ini akan berfokus pada kehandalan/reliability dari fasilitas produksi terutama permesinan. Hal ini diterapkan dengan melaksanakan perawatan sebelum terjadinya kegagalan atau kerusakan pada sebuah sistem atau komponen, dimana sebelumnya sudah dilakukan perencanaan dengan pengawasan yang sistematik, deteksi, dan koreksi, agar sistem atau komponen tersebut dapat mempertahankan kapabilitas fungsionalnya. Penelitian terhadap sistem perawatan pernah dilakukan dilakukan di PT. Philips Indonesia dan dituangkan dalam jurnal berjudul ”Evaluasi Manajemen Perawatan dengan
Metode Reliability Centered Maintenance pada Mesin Danner 1.3 di PT. X.” (Putra, 2011). Permasalahan yang dihadapi adalah kerusakan yang terjadi sewaktu-waktu sebelum interval perawatan menyebabkan adanya kegiatan corrective maintenance yang menimbulkan adanya downtime. Objek penelitian ini adalah Mesin Danner 1.3. Hasil penelitian diperoleh bahwa dari 24 komponen didapatkan 10 komponen kritis yang memiliki kegagalan potensial diantaranya belt gardan,
gardan drive, recutting burner, slanting chain dan tromol cutting. Sedangkan jenis kegiatan perawatan
diperoleh Scheduled On Condition Task sebanyak 3 komponen, Scheduled Restoration Task sebanyak 4 komponen dan Scheduled Discard Task sebanyak 3 komponen.
2. METODE PENELITIAN
Penelitian dilakukan di pabrik teh PT. Perkebunan Nusantara VI Kebun Kayu Aro.Penelitian ini termasuk dalam jenis penelitian action research, yaitu penelitian yang dilakukan untuk mendapatkan suatu rancangan preventive
maintenance untuk menggantikan corrective maintenance yang diterapkan perusahaan saat ini. Preventive Maintenance merupakan suatu sistem
perawatan yang terjadwal dari suatu peralatan/komponen yang didesain untuk meningkatkan keandalan suatu mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan sebelumnya. Objek yang diteliti adalah proses produksi teh hitam. Rumus reliability yang digunakan adalah:
R(t-nT)=1-F(t-nT)
……….(i)n adalah jumlah pergantian pencegahan yang telah dilakukan sampai kurun waktu t, T adalah interval pergantian komponen, dan F(t) adalah Frekuensi Distribusi Kumulatif Komponen. Langkah-langkah RCM terdiri dari :
1. Pemilihan Sistem dan Pengumpulan Informasi 2. Definisi Sistem
3. Deskripsi Sistem dan Blok Sistem
4. Pendeskripsian Fungsi Sistem dan Kegagalan Fungsi 5. Penyusunan FMEA
6. Logic Tree Analysis 7. Pemilihan Tindakan
8. Pengujian Pola Distribusi dan Reliability 9. Perhitungan Total Minimum Downtime
Variabel-variabel penelitian yang akan diamati terdiri dari 2 unsur utama, yaitu:
1. Variabel Independen a. Waktu Perbaikan Korektif b. Waktu Perbaikan Preventif c. Life Time
e. Waktu Antar Kerusakan f. Nilai Ekspektasi Kerusakan g. Downtime Minimum h. Interval Pergantian Optimum 2. Variabel Dependen
a. Reliability b. Availability
c. Maintenance Efficiency
Instrumen yang digunakan dalam penelitian antara lain lembar checklist dan form pengumpulan data. data yang dikumpulkan untuk penelitian ini yaitu berupa data primer dan data sekunder. Data primer terdiri dari uraian proses produksi pembuatan teh hitam dan jenis dan cara kerja mesin. Data sekunder terdiri dari data kerusakan komponen mesin, data interval kerusakan mesin, waktu pergantian komponen, cara perawatan mesin dan komponen-komponen mesin.
Data interval kerusakan masing-masing komponen mesin ditentukan pola distribusi datanya dengan menggunakan software EasyFit Profesional. Kemudian dihitung nilai Total Minimum Downtime dengan menggunankan rumus sebagai berikut:
...(ii)
Nilai Total Minimum Downtime inilah yang akan dipakai untuk menentukan jadwal pergantian optimum komponen mesin produksi teh hitam. Kemudian dapat juga dihitung nilai
reliability dan availability dari komponen mesin produksi.
3. HASIL DAN PEMBAHASAN
3.1. Kategori Komponen Berdasarkan Logic Tree Analysis (LTA)
Berdasarkan hasil penentuan Logic Tree Analysis (LTA), maka dapat diperoleh kategori kegagalan masing komponen mesin. Pengkategorian masing-masing komponen tersebut dilakukan atas pertimbangan berikut:
Kategori A (Safety problem) yaitu komponen yang dapat mengakibatkan gangguan keselamatan pada operator dan lingkungan. Berdasarkan hasil penelitian, tidak ada komponen yang termasuk dalam kategori ini.
Kategori B (Outage problem) yaitu komponen yang dapat mengakibatkan kegagalan pada seluruh atau sebagian sistem. Adapun komponen yang termasuk dalam kategori ini adalah:
o Bearing 6309 ZZ SKF
o Email Draad 0.75 mm
o V. Belt B 82 Mitsubishi
o Worm Wheel Alloyd 8/0 o Bronze Bush Ø 6" o V. Belt A.96 Mitsubishi
o Bearing 22218 SKF o Bearing 2308 SKF o V. Belt C100 o Bronze Bush Ø 4" o Bearing 6309 ZZ SKF o Bearing 6307 ZZ SKF o V. Belt C86 o Bearing UC 208 o Grafit o Plat Alumunium o Bronze Bush 3.5" o Bearing 6302 ZZ NTN
Kategori C (Economic problem) yaitu komponen yang dapat tidak menyebabkan kegagalan pada seluruh atau sebagian sistem tetapi menyebabkan kerugian pada perusahaan karena fungsi komponen berkurang. Berdasarkan hasil penelitian, tidak ada komponen yang termasuk dalam kategori ini.
Kategori D (Hidden failure) yaitu komponen yang kegagalan fungsinya tidak disadari dan sulit dideteksi oleh operator karena tersembunyi dari penglihatan operator. Adapun komponen yang termasuk dalam kategori ini adalah:o Email Draad Ø 0.90 mm o Fuse Breaker NF B3.KF o Email Draad Ø 1.10 mm o Water Glass
o Email Dradd 0.75 mm
Dari hasil penelitian dapat terlihat bahwa sumber kerusakan pada komponen-komponen mesin bersifat
outage yang dapat mengakibatkan kegagalan total di
sistem atau sebagian sistem.
3.2. Prosedur Perawatan Berdasarkan Pemilihan Tindakan RCM
Pemilihan tindakan merupakan tahap terakhir dari proses RCM. Dari tiap mode kerusakan dibuat daftar tindakan yang mungkin untuk dilakukan dan selanjutnya memilih tindakan yang paling efektif. Berdasarkan langkah – langkah sebelumnya yang telah dilakukan, maka diperoleh 12 komponen yang tergolong condition
directed,6 komponen yang tergolong time directed dan
5 komponen yang tergolong finding failure. 3.3. Rekomendasi Jadwal Penggantian Komponen
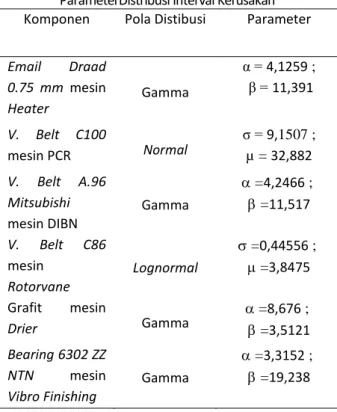
Dalam pengujian pola distribusi dan reliability ini, peneliti menggunakan software Easy Fit Professional 5.5.Hasil rekapitulasi uji distribusi dan parameternya dapat dilihat pada Tabel 1.
Tabel 1. Hasil Rekapitulasi Uji Distribusi dan Penentuan ParameterDistribusi Interval Kerusakan Komponen Pola Distibusi Parameter
Email Draad 0.75 mm mesin Heater Gamma α = 4,1259 ; β = 11,391 V. Belt C100 mesin PCR Normal σ = 9,1507 ; µ = 32,882 V. Belt A.96 Mitsubishi mesin DIBN Gamma =4,2466 ; =11,517 V. Belt C86 mesin Rotorvane Lognormal =0,44556 ; =3,8475 Grafit mesin Drier Gamma =8,676 ; =3,5121 Bearing 6302 ZZ NTN mesin Vibro Finishing Gamma =3,3152 ; =19,238
Dari Tabel 1 diatas dapat dilihat bahwa komponen-komponen mesin kritis memiliki pola distribusi yang dominan pada distribusi gamma. Kemudian dari tahapan ini dapat diperoleh juga Total Minimum
Downtime untuk menentukan interval penggantian
optimum yang didapatkan dari pemilihan hasil simulasi paling minimum pada software Easy Fit Professional 5.5.Hasil rekapitulasi perhitungan Total Minimum
Downtimedapat dilihat pada Tabel 2.
Tabel 2. Rekapitulasi Perhitungan Total Minimum
Downtime (TMD)
Komponen Interval Penggantian Optimum (hari) Email Draad 0.75 mmmesin Heater 32 V. Belt C100 mesin PCR 25 V. Belt A.96 Mitsubishi mesin DIBN 21 V. Belt C86 mesin Rotorvane 33
Grafit mesin Drier 21 Bearing 6302 ZZ NTN
mesin Vibro Finishing 43
Pada Tabel 2 diatas terlihat bahwa mesin Bearing 6302 ZZ NTN mesin Vibro Finishing memiliki reliability yang paling tinggi diantara mesin yang lain, hal ini dapat dilihat dari interval pergantian optimum mesin tersebut yaitu 43 hari 3.4. Evaluasi Sistem Perawatan Aktual dan Usulan Hasil penurunan downtime sistem aktual dan usulan dapat dilihat pada Tabel 3.
Tabel 3. Penurunan Nilai Downtime Komponen Aktual (Corrective) Usulan (RCM) Nilai Penurunan (%) Downtime Downtime Email Draad 0.75 mmmesin Heater 0,00254 0,002136 15,90 V. Belt C100 mesin PCR 0,002746 0,002308 15,95 V. Belt A.96 Mitsubishi mesin DIBN 0,00244455 0,0023996 1,83 V. Belt C86 mesin Rotorvane 0,002444 0,0018386 24,77 Grafit mesin Drier 0,003517 0,002673 23,99 Bearing 6302 ZZ NTN mesin Vibro Finishing 0,001969 0,001692 14,06
Rata-rata penurunan downtime 16,08 Nilai downtime di atas diperoleh dari perhitungan Total
Minimum Downtime. Pada Tabel 3. di atas, terlihat
adanya rata-rata penurunan downtime yang cukup signifikan (sebesar 16.08 %) dengan diterapkannya sistem perawatan usulan menggunakan metode RCM.
4. KESIMPULAN
Dengan diterapkannya metode RCM pada PT. Perkebunan Nusantara VI Kebun Kayu Aro sebagai metode perawatan yang baru, maka dapat dilihat adanya potensi rata-rata penurunan downtime sebesar 16,08 %, dan peningkatan reliability.
DAFTAR PUSTAKA
Corder, Antony. 1992. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga
Dhillon, B.S. 2006. Maintanability, Maintenance, and
Realibility for Engineers. Taylor and Francis
Group. New York: LLC
Frederick Stapelberg, Rudolph, 2009. Handbook of
Reliability, Availability, Maintainability and Safety in Engineering Design. Griffith University. Queensland. Australia
Govil, A.K. 1993. Reliability Engineering. New Delhi: Mc Graw Hill Publishing
IAEA. 2008. Application of Reliability Centered
Maintenance to Optimize Operation and Maintenance in Nuclear Power Plants.
Isma Putra, Boy. 2011. Evaluasi Manajemen Perawatan dengan Metode Reliability Centered Maintenance II (RCM II) pada Mesin Danner 1.3
di PT. X. Jurusan Teknik Industri. Universitas Muhammadiyah Sidoarjo.
Jardine, A.K.S. 2006. Maintenance, Replacement and
Reliability. Taylor and Francis Group. New York:
LLC.
M. Gross, John, 2002. Fundamentals of Preventive
Maintenance. AMACOM. United State of
America
Madya, S, (2006). Teori dan Praktik Penelitian Tindakan
(Action Research), Bandung: Alfabeta
Moubray, John, 1997. Reliability Centered Maintenance. NewYork: Industrial Press Inc. 2nd edition. Nakagawa, Toshio, 2005. Maintenance Theory of
Reliability. Aichi Institute of Technology. Japan.
Rother, M dan Shook, J. 2003. Learning to See, Value
Stream Mapping to Create Value and Eliminate Muda. The Lean Enterprise Institute, Inc.
Smith, Anthony M dan Glenn R. Hinchcliffe. 2004. RCM
– Gateaway to World Class Maintenance.
London: Elsevier Inc.
Wahyuni, Dorothea. 2004. Pengendalian Kualitas