“ S T U D I L A J U K O R O S I W E L D J O I N T M A T E R I A L
B A J A A 3 6 P A D A U N D E R W A T E R W E L D I N G ”
TUGAS AKHIR
DOSEN PEMBIMBING :
Yeyes Mulyadi, ST. M.Sc.
Ir. Heri Supomo, M.Sc.
OUTLINE
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HOME
END
HASIL &ANALISA
KESIMPULAN
TUJUAN
LATAR BELAKANG
Kerusakan bangunan lepas pantai di bawah
garis air.
Underwater welding,
proses pengelasan
untuk melakukan perbaikan di bawah air.
Korosi
sebagai
salah
satu
penyebab
kerusakan
.
Penelitian sebelumnya
:
Muvidah
(2008)
dalam
tugas
akhirnya
menganalisa kekuatan mekanik pada
weld joint
material baja A36 pada
underwater welding
di
lingkungan laut salinitas 33‰ dengan proses
pengelasan SMAW dan FCAW
wet welding
.
HOME
END
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
PERUMUSAN MASALAH
Bagaimana laju korosi
weld joint
material
baja ASTM A36 akibat proses
underwater
welding
, SMAW
wet welding
dan FCAW
wet welding
?
Diantara SMAW
wet welding
dan FCAW
wet welding
, manakah jenis pengelasan
yang mempunyai daya tahan korosi yang
lebih baik pada lingkungan air laut?
Bagaimana struktur mikro pada spesimen
dari kedua proses pengelasan?
HOME
END
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
TUJUAN
Mengetahui
laju
korosi
weld
joint
material baja ASTM A36 akibat proses
underwater
welding
,
SMAW
wet
welding
dan FCAW
wet welding
Mengetahui
jenis
pengelasan
yang
mempunyai daya tahan korosi yang lebih
baik pada lingkungan air laut, diantara
SMAW
wet welding
dan FCAW
wet
welding
Mengetahui
struktur
mikro
pada
spesimen dari kedua proses pengelasan
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
BATASAN MASALAH
Pengelasan dilakukan dengan metode SMAW
(
Shielded Metal Arc Welding
) dan FCAW (
Flux
Cored Arc Welding
)
wet welding
.
Material uji adalah pelat baja jenis
Mild Steel
A36 tebal 10 mm.
Bentuk lasan adalah
butt joint
dengan posisi
pengelasan datar (
fla
t).
Pengelasan dilakukan
tanpa
adanya
pre
heating
dan
post heating
.
Temperatur air sebagai media pengelasan dan
temperatur larutan korosif diabaikan.
Residual stress
yang terjadi pada proses
pengelasan diabaikan.
HOME
END
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
BATaSAN MASALAH
(lanjutan)
Bentuk bevel yang digunakan adalah
single V groove
.
Pada pengelasan SMAW, elektroda yang
digunakan adalah jenis AWS E 6013 yang
dilapisi lilin (
waterproof
), sedangkan
pada pengelasan FCAW, elektroda yang
digunakan adalah AWS E71T-1.
Pengelasan di bawah air pada salinitas
33‰ dengan larutan pengganti air laut
sesuai standar ASTM D1141-90.
Pengujian korosi berdasarkan ASTM G-48
2002.
Temperatur
pengujian
korosi
yang
digunakan adalah suhu kamar.
HOME
END
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
METODOLOGI
HOME
END
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
METODOLOGI
(lanjutan)
HOME
END
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
METODOLOGI
(lanjutan)
HOME
END
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
UJI TARIK
Pengujian Tarik Raw Material Pelat Baja A36 :
No. Code Material Tensile Test Result F ult (KN) σ ult (MPa)
1 S 1 54,3 439,08
2 S 2 56 453,76
3 S 3 57 446,04
Rata-Rata 446,29
Klasifikasi Baja A36 menurut ASTM A36
:
IDENTIFIKASI
ASTM
Teg.
Leleh
min (Fy min)
Kekuatan
Tarik ( Fu)
Ketebalan Max.
Untuk Pelat
(inch)
Ksi
MPa
Ksi
Mpa
A 36
32
220
58-80
400-550
Lebih dari 8
A 36
36
250
58-80
400-550
Sampai 8
HOME
END
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
UJI TARIK
(lanjutan)
PROSES PENGELASAN
FCAW wet welding
SMAW wet welding
PEMBUATAN SPESIMEN UJI KOROSI
PENGUJIAN KOROSI
• Larutan uji: FeCl3
• Waktu pencelupan: tiap 24 jam selama 72 jam
• Daerah pengujian: weld joint, sekitar lasan dan base metal
Hasil pENGUJIAN KOROSI
Base Metal
Weld Joint
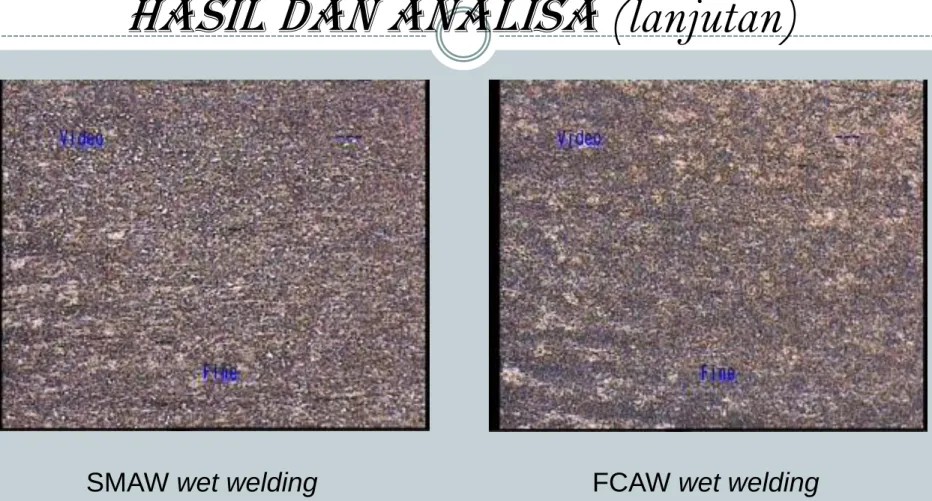
PEMBUATAN SPESIMEN METALOGRAFI
SPESIMEN METALOGRAFI
Contoh Spesimen Metalografi
HASIL DAN ANALISA
HOME
END
Selisih berat = W0 – W1
Laju Korosi = (K.W) / (D.A.T)
Penghitungan Laju Korosi :
Timbangan Digital
LATAR
BELAKANG
PERUMUSAN
MASALAH
BATASAN
MASALAH
METODOLOGI
HASIL &ANALISA
KESIMPULAN
TUJUAN
HASIL DAN ANALISA
(lanjutan)
Hasil uji korosi spesimen – Weld Joint
Jenis Las Waktu (jam) Selisih Berat (gram) Laju Korosi (mdd) FCAW 1 Weld joint 24 0,096 1,6,E+08 48 0,137 1,1,E+08 72 0,193 1,1,E+08 FCAW 2 Weld joint 24 0,053 8,8,E+07 48 0,081 6,8,E+07 72 0,105 5,8,E+07 FCAW 3 Weld joint 24 0,044 7,3,E+07 48 0,051 4,3,E+07 72 0,073 4,1,E+07 FCAW 4 Weld joint 24 0,041 6,8,E+07 48 0,049 4,1,E+07 72 0,063 3,5,E+07 Jenis Las Waktu
(jam) Selisih Berat (gram) Laju Korosi (mdd) SMAW 1 Weld joint 24 0,087 1,5,E+08 48 0,121 1,0,E+08 72 0,152 8,4,E+07 SMAW 2 Weld joint 24 0,034 5,7,E+07 48 0,051 4,3,E+07 72 0,069 3,8,E+07 SMAW 3 Weld joint 24 0,032 5,3,E+07 48 0,034 2,8,E+07 72 0,049 2,7,E+07 SMAW 4 Weld joint 24 0,035 5,8,E+07 48 0,042 3,5,E+07 72 0,057 3,2,E+07
HASIL DAN ANALISA
(lanjutan)
Perhitungan Rata-Rata
– Weld Joint
Weld Joint Rata-Rata Selisih Berat (gram) Rata-Rata Laju Korosi (mdd)
SMAW FCAW SMAW FCAW
Spesimen 1 0,12 0,14 1,10E+08 1,27E+08 Spesimen 2 0,05 0,08 4,58E+07 7,14E+07 Spesimen 3 0,04 0,06 3,63E+07 5,21E+07 Spesimen 4 0,04 0,05 4,17E+07 4,81E+07 Rata2 Laju Korosi 5,85E+07 7,47E+07
Perbandingan laju korosi =
=
= 1,28
HOME
END
HASIL DAN ANALISA
(lanjutan)
0,0 20000000,0 40000000,0 60000000,0 80000000,0 100000000,0 120000000,0 140000000,0 L a ju Ko rosi (md d)Rata-Rata Laju Korosi
Spesimen
Weld Joint
SMAW FCAW 0 0,04 0,08 0,12 0,16 Se li sih Be rat (g)Rata-Rata Selisih Berat
Spesimen
Weld Joint
SMAW FCAWHOME
END
HASIL DAN ANALISA
(lanjutan)
Jenis Las Waktu(jam) Selisih Berat (gram) Laju Korosi (mdd) SMAW 1 Sekitar Lasan 24 0,137 2,3,E+08 48 0,162 1,4,E+08 72 0,179 9,9,E+07 SMAW 2 Sekitar Lasan 24 0,037 6,2,E+07 48 0,059 4,9,E+07 72 0,086 4,8,E+07 SMAW 3 Sekitar Lasan 24 0,025 4,2,E+07 48 0,039 3,3,E+07 72 0,054 3,0,E+07 SMAW 4 Sekitar Lasan 24 0,029 4,8,E+07 48 0,037 3,1,E+07 72 0,044 2,4,E+07
Jenis Las Waktu (jam) Selisih Berat (gram) Laju Korosi (mdd) FCAW 1 Sekitar Lasan 24 0,148 2,5,E+08 48 0,186 1,6,E+08 72 0,237 1,3,E+08 FCAW 2 Sekitar Lasan 24 0,056 9,3,E+07 48 0,074 6,2,E+07 72 0,107 5,9,E+07 FCAW 3 Sekitar Lasan 24 0,034 5,7,E+07 48 0,053 4,4,E+07 72 0,071 3,9,E+07 FCAW 4 Sekitar Lasan 24 0,034 5,7,E+07 48 0,047 3,9,E+07 72 0,056 3,1,E+07
HASIL DAN ANALISA
(lanjutan)
Perhitungan Rata-Rata – Sekitar Lasan
HOME
END
Sekitar Lasan Rata-Rata Selisih Berat (gram) Rata-Rata Laju Korosi (mdd)
SMAW FCAW SMAW FCAW
Spesimen 1 0,16 0,19 1,54E+08 1,81E+08 Spesimen 2 0,06 0,08 5,29E+07 7,15E+07 Spesimen 3 0,04 0,05 3,47E+07 4,68E+07 Spesimen 4 0,04 0,05 3,45E+07 4,23E+07 Rata2 Laju Korosi 6,91E+07 8,53E+07
Perbandingan laju korosi =
HASIL DAN ANALISA
(lanjutan)
0 20000000 40000000 60000000 80000000 10000000 12000000 14000000 16000000 18000000 20000000 L a ju Ko rosi (md d)Rata-Rata Laju Korosi
Spesimen
Sekitar Lasan
SMAW FCAW 0 0,04 0,08 0,12 0,16 0,2 Se li sih Be rat (g)Rata-Rata Selisih Berat
Spesimen
Sekitar Lasan
SMAW FCAWHOME
END
HASIL DAN ANALISA
(lanjutan)
Jenis Las Waktu(jam) Selisih Berat (gram) Laju Korosi (mdd) SMAW 1 Base Metal 24 0,101 1,7,E+08 48 0,135 1,1,E+08 72 0,181 1,0,E+08 SMAW 2 Base Metal 24 0,035 5,8,E+07 48 0,052 4,3,E+07 72 0,077 4,3,E+07 SMAW 3 Base Metal 24 0,024 4,0,E+07 48 0,037 3,1,E+07 72 0,045 2,5,E+07 SMAW 4 Base Metal 24 0,027 4,5,E+07 48 0,041 3,4,E+07 72 0,052 2,9,E+07
Jenis Las Waktu (jam) Selisih Berat (gram) Laju Korosi (mdd) FCAW 1 Base Metal 24 0,124 2,1,E+08 48 0,158 1,3,E+08 72 0,213 1,2,E+08 FCAW 2 Base Metal 24 0,044 7,3,E+07 48 0,076 6,3,E+07 72 0,095 5,3,E+07 SMAW 3 Base Metal 24 0,035 5,8,E+07 48 0,048 4,0,E+07 72 0,063 3,5,E+07 SMAW 4 Base Metal 24 0,038 6,3,E+07 48 0,053 4,4,E+07 72 0,062 3,4,E+07
HASIL DAN ANALISA
(lanjutan)
Perhitungan Rata-Rata
– Base Metal
HOME
END
Base Metal Rata-Rata Selisih Berat (gram) Rata-Rata Laju Korosi (mdd)
SMAW FCAW SMAW FCAW
Spesimen 1 0,14 0,17 1,27E+08 1,52E+08 Spesimen 2 0,05 0,07 4,81E+07 6,31E+07 Spesimen 3 0,04 0,05 3,19E+07 4,44E+07 Spesimen 4 0,04 0,05 3,60E+07 4,73E+07 Rata2 Laju Korosi 6,08E+07 7,68E+07