1
Analisa Proses Produksi Ordner dengan Perhitungan Waktu Tunggu
Albertus Laurensius Setyabudhi
Program Studi Teknik Industri Sekolah Tinggi Teknik Ibnu Sina Batam
Email: nanang@stt-ibnusina.ac.id
ABSTRAK
Pada Penelitian ini dilakukan sebagai salah satu cara meningkatkan produktivitas pada proses pembuatan ordner di CV. Dirgahayu Mfg. Co. Dengan membuat peta proses pembuatan ordner serta menghitung waktu tunggu masing-masing proses maka dapat dilihat bottle neck yang timbul pada proses tersebut. Dari waktu tunggu yang ada maka
dapat diperoleh Througput Time masing-masing proses yang juga nantinya akan
menentukan jumlah Work In Process (WIP) disetiap proses produksi yang ada. Untuk
menghilangkan waktu tunggu dan Work In Process maka harus dilakukan peningkatan
kapasitas pada proses yang ada, dalam hal ini salah satu proses yang harus ditingkatkan kapasitasnya adalah proses penempelan outer odner. Salah satu cara yang diambil pada penelitian ini untuk peningkatan kapasitas proses adalah dengan modifikasi sistem kerja pada proses tersebut. Hasil penelitian ini adalah Throughput time dipengaruhi oleh waktu
tunggu, WIP inventory dipengaruhi oleh Throughput time, bila ingin mengurangi waktu
tunggu maka harus meningkatkan kapasitas proses sehingga tidak menjadi bottleneck, meningkatkan kapasitas proses dapat dilakukan dengan 4 cara yaitu: shift/jam kerja dari mesin yang ada, modifikasi mesin yang ada, menambah jumlah mesin yang ada, modifikasi sistem pada proses terkait, serta pemilihan cara peningkatan kapasitas harus melalui proses analisis juga.
Kata Kunci: Produktivitas, througput time, Work In Process, ordner
1. PENDAHULUAN
Analisis proses adalah merupakan keahlian
mendasar yang dibutuhkan dalam memahami
bagaimana sebuah bisnis proses dijalankan.
Sebuah gambaran yang berguna mengenai
sebuah rancangan bisnis proses dapat
diperoleh dengan menggambarkan sebuah
flowchart sederhana untuk menunjukkan aliran
material atau informasi dalam sebuah
organisasi perusahaan.
Ordner merupakan barang yang sering
digunakan oleh setiap pekerrjaan administrasi
yang ada disegala bidang usaha. Otomatis
permintaan ordner sangatlah banyak dan
menyebar. Oleh karena itu kapasitas dan
produktivitas pembuatan ordner menjadi salah
satu hal yang sangat diperhatikan oleh
manajemen pusat. Karena apabila kita tidak
dapat menyediakan ordner disetiap daerah
maka otomatis market share ordner kita akan
2
merupakan barang spesifik yang memiliki
kriteria khusus dalam penggunaannya. Apabila
orang tidak menemukan barang tersebut maka
dengan mudah konsumen akan pindah ke
produk sejenis dengan merk lain.
CV. Dirgahayu sudah cukup lama bergelut
dalam pembuatan ordner ini. Oleh karena itu
proses yang ada sudah menjadi sebuah
kebiasaan yang dilakukan oleh semua pegawai
produksi dibagian ordner, tanpa menyadari ada
beberapa hal yang harus diperbaiki untuk dapat
meningkatkan kapasitas maupun produktivitas
dari proses produksi pembuatan ordner ini.
2. METODOLOGI PENELITIAN
Analisis proses adalah merupakan
keahlian mendasar yang dibutuhkan dalam
memahami bagaimana sebuah bisnis proses
dijalankan. Sebuah gambaran yang berguna
mengenai sebuah rancangan bisnis proses
dapat diperoleh dengan menggambarkan
sebuah flowchart sederhana untuk
menunjukkan aliran material atau informasi
dalam sebuah organisasi perusahaan. Dan
diagram harus mencakup semua elemen
operasional serta menunjukkan bagaimana
mereka dapat berjalan bersama bersama dan
saling melengkapi. Dari diagram atau
flowchart yang digambarkan harus dipastikan
dapat menunjukkan dimana material disimpan
atau di mana permintaan yang mengalami
proses antrian. Seringkali 90 persen atau lebih
dari waktu yang diperlukan untuk melayani
pelanggan dihabiskan hanya utnuk menunggu,
Oleh karena itu, dengan menghilangkan waktu
tunggu, secara dramatis akan dapat
meningkatkan kinerja dari sebuah proses.
Melihat pentingnya flowchart pada
sebuah analisis proses maka perlu diketahui
pula lambang-lambang atau symbol yang
digunakan pada sebuah flowchart untuk
menggambarkan aliran material atau informasi
tersebut. Lambang atau symbol yang
digunakan pada sebuah flowchart antara lain
adalah:
Task Of Operation
Storage Areas Queues (Waiting Lines)
Decission Points
Flows of Material or Customer Flow Chart Symbol
Gambar 1. Simbol flowchart
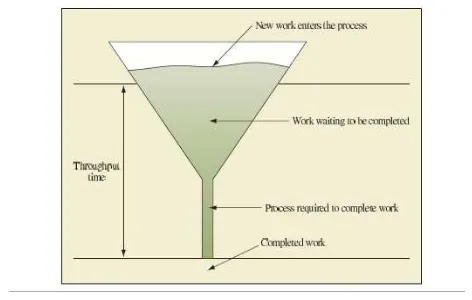
Dan yang harus diperhatikan juga
adalah konsep dasar ketika menganalisis
sebuah proses; apa yang masuk ke proses harus
keluar dari proses tersebut. Suatu proses secara
keseluruhan ditampilkan seperti saluran dalam
gambar berikut ini :
3
Dari ilustrasi berdasarkan gambar diatas, outlet
dari saluran membatasi jumlah yang dapat
mengalir melalui saluran yang menyempit dan
digambarkan sebagai process required to
complete work. Dalam proses bisnis yang nyata, sumber daya tertentu dapat membatasi
jumlah output. Dan apabila sesuai dengan
ilustrasi diatas, Jika cairan dituangkan ke
dalam corong dengan volume yang lebih besar
daripada jumlah volume cairan yang bisa
keluar, jumlah volume dalam saluran juga
akan terus bertambah. Seiring dengan
meningkatnya cairan dalam saluran, waktu
yang diperlukan cairan untuk mengalir melalui
saluran mengalami peningkatan pula. jika
terlalu banyak cairan dituangkan ke saluran
tersebut, maka akan mengakibatkan cairan
tersebut akan tumpah dan tidak pernah
mengalir melalui. Dari ilustrasi tersebut, hal
yang sama berlaku pada proses operasional
nyata. jika terlalu banyak pekerjaan yang
dipompa ke dalam proses, waktu yang
dibutuhkan untuk menyelesaikan pekerjaan
tentunya akan mengalami peningkatan serta
waktu tunggu akan meningkat pula. Dalam
kondisi tertentu, customer akan pergi ke
tempat lain dan peluang bisnis akan hilang.
Ketika sebuah proses yang sedang beroperasi
pada tingkat kapasitas, satu satunya cara untuk
meningkatkan kinerja / menambah pekerjaan
tanpa meningkatkan waktu tunggu adalah
dengan meningkatkan kapasitas yang lebih
besar. ini memerlukan sebuah upaya untuk
menemukan aktivitas apa yang membatasi
output dari suatu proses dan meningkatkan
kapasitas kegiatan itu. Atau dengan kata lain,
tabung yang menjadi saluran dari corong perlu
dibuat lebih besar atau apabila sesuai dengan
ilustrasi gambar diatas adalah dengan
meningkatkan utilitas dari proses proses apa
saja yang dibutuhkan dalam menyelesaikan
sebuah pekerjaan.
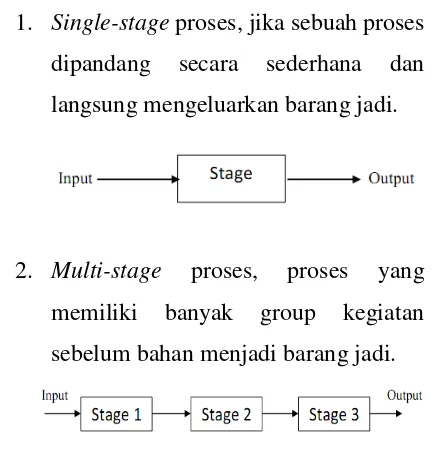
Sebuah proses dibagi menjadi 2 jenis
proses menurut banyaknya stage didalam
proses tersebut, yaitu :
1. Single-stage proses, jika sebuah proses
dipandang secara sederhana dan
langsung mengeluarkan barang jadi.
2. Multi-stage proses, proses yang
memiliki banyak group kegiatan
sebelum bahan menjadi barang jadi.
Berikut ini berbagai model flowchart yang
akan ditemui dalam multi-stage proses dan
sebutan untuk model flowchart tersebut.
Dimana setiap model tersebut mempunyai
jenis proses yang berbeda. Model tersebut
antara lain adalah:
1. Alternative paths, model proses
pemilihan. Dimana model flowchart ini
menunjukan jenis proses
4
2. Simultaneous activities, model proses
yang berjalan sejajar. Dimana model
flowchart ini menunjukan jenis proses
yang harus berjalan bersama-sama dan
kemudian hasilnya digabungkan pada
proses selanjutnya.
3. Different product produced, model
proses pemilihan yang produk
akhirnya berbeda. Dimana model
flowchart menunjukan dua proses yang
berjalan setelah adanya pengambilan
keputusan, dan hasil dari dua proses
tersebut berdiri sendiri.
ISTILAH KUNCI Proses / Process
Adalah setiap set kegiatan yang dilakukan oleh
organisasi yang mengambil masukan (Input)
dan mengubahnya menjadi keluaran (Output).
Idealnya nilai Ouput harus lebih besar bagi
organisasi apabila dibandingkan dengan nilai
Input awal.
Waktu siklus / Cycle Time
Rasio waktu rata-rata perbandingan antara unit
yang berurutan dalam suatu proses. Istilah ini
kadang-kadang digunakan untuk mengartikan
waktu yang telah berlalu, antara tahap awal
dan tahap akhir dalam menyelesaikan sebuah
pekerjaan.
Kegunaan / Utilization
Rasio antara waktu pemanfaatan waktu oleh
sumber daya yang telah diaktifkan relatif
terhadap waktu yang tersedia untuk digunakan.
Buffering
adalah tempat penyimpanan diantara tahap di
mana output dari suatu tahapan ditempatkan
sebelum digunakan dalam tahap hilir.
Buffering memungkinkan beberapa tahapan
untuk beroperasi secara independen.
Blocking
Kegiatan dalam sebuah tahapan yang harus
berhenti karena tidak adanya tempat untuk
5
menyimpan hasil pekerjaan yang baru saja
diselesaikan
Starving
Kegiatan dalam sebuah tahapan yang harus
berhenti karena tidak adanya pekerjaan.
Bottleneck
Sebuah Sumber daya yang membatasi
kapasitas atau output maksimum dalam sebuah
proses.
Make to Order
sebuah proses yang diaktifkan hanya sebagai
respons terhadap suatu permintaan.
Make to Stock
sebuah proses yang menghasilkan produk
standar yang tersimpan dalam persediaan
barang jadi. produk disampaikan dengan cepat
kepada pelanggan dari persediaan barang jadi
Hybrid
Menggabungkan dari kedua Fitur yakni make
to order dan make to stock. Jenis produk
setengah jadi ini dibuat dan ditebar di
beberapa titik dalam proses. Barang terlebih
dahulu dibuat setengah jadi dan disimpan pada
beberapa titik dalam sebuah proses. Barang
setengah jadi ini kemudian dirakit pada akahir
proses sesuai dengan pesanan aktual dari
customer atau pelanggan.
Productivity
Adalah rasio output terhadap input. mengambil
nilai dari output dan membagi dengan nilai
dari input yang biasanya digunakan untuk
mengukur faktor produktivitas total. Secara
alternatif, faktor produktivitas parsial diukur
berdasarkan Individual Input dan sering kali
tidak dihitung menggunakan nilai mata uang
seperti rupiah maupun dollar akan tetapi
dengan menggunakan satuan Unit/orang
Efficiency
Adalah rasio antara Ouput aktual dalam suatu
proses dibandingkan dengan standar Output
yang telah ditetapkan.
Run Time
Adalah waktu yang dibutuhkan untuk
menghasilkan suatu bagian tertentu.
Setup Time
Adalah waktu yang dibutuhkan untuk
mempersiapkan mesin untuk membuat item
6 Operation Time
Adalah jumlah antara Run time dan setup Time
untuk sebuah batch selesai diproses.
Throughput Time
Rata-rata waktu yang dibutuhkan unit dalam
melalui proses keseluruhan, dari bahan baku
sampai menjadi barang jadi, dimana waktu
tunggu juga termasuk dihitung didalamnya.
Lead time istilah yang digunakan untuk
merujuk kepada total waktu yang dibutuhkan
pelanggan untuk menerima pesanan (termasuk
waktu untuk memproses pesanan, waktu
tunggu dan waktu pengiriman)
Throughput Rate
Output rata-rata dimana produk diharapkan
selesai diproduksi dalam satu periode waktu
Process Velocity
Rasio atau perbandingan antara throughput
time dengan waktu yang dibutuhkan untuk
memberi nilai tambah.
Value-added time
Waktu yang dibutuhkan untuk melakukan
pekerjaan yang berguna untuk memberi nilai
tambah pada produk.
Little’s law
Sebuah pernyataan matematika tentang
hubungan antara throughput rate, throughput
time dan jumlah persediaan work-in-process
(WIP). Dimana throughput time sama dengan
hasil pembagian work-in-process dengan
throughput rate.
𝑇ℎ𝑟𝑜𝑢𝑔ℎ𝑝𝑢𝑡 𝑡𝑖𝑚𝑒 = 𝑊𝑜𝑟𝑘 − 𝑖𝑛 − 𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑇ℎ𝑟𝑜𝑢𝑔ℎ𝑝𝑢𝑡 𝑟𝑎𝑡𝑒
PERHITUNGAN PERFORMANCE
PROSES
Dari gambar diatas dapat dilihat cara
perhitungan dari berbagai macam variasi
perhitungan performance secara praktis. Hal
ini perlu diketahui untuk menyamakan
persepsi dalam analisa proses yang ada.
Sehingga tidak sampai terjadi perbedaan
perhitungan. Dan bila seseorang berkata
bahwa utilization dari produksinya mencapai
95% itu ada dasarnya serta perhitungannya.
3. ANALISA DAN PEMBAHASAN
Berikut ini akan dilihat flowchart dari proses
produksi ordner yang ada saat ini. Dimana
tampak disana bahwa pada setiap proses
memiliki work-in-process karena setiap proses
8
Seperti kita lihat dari data serta perhitungan
yang ada, data mengenai waktu tunggu
nilainya cukup besar. Hal ini tentunya akan
mempengaruhi nilai throughput time, dan
menurut Little’s law throughput time juga akan
mempengaruhi jumlah WIP inventory pada
kolom akhir. Berikut ini hasil perhitungan
throughput time untuk data perhitungan diatas.
Perhitungan proses ordner Plain
Perhitungan proses ordner Marble
Jumlah WIP inventory yang besar dan nilai
throughput time yang cukup lama sangat tidak
menguntungkan untuk sebuah perusahaan
ataupun bidang usaha. Karena dengan
banyaknya WIP inventory berarti banyak juga
uang yang berhenti disana, hal ini
mengakibatkan perputaran uang semakin
lama. Hal ini sangat tidak menguntungkan bagi
pengusaha. Selain itu Throughput time yang
lama menunjukkan bahwa proses produksi
yang sangat panjang sehingga customer pun
semakin lama dalam menerima produk yang
ada. Hal ini juga membuat produk yang ada
kurang kompetitif, bila customer mendapat
produk serupa dari pesaing dalam jangka
waktu yang lebih cepat maka tentunya mereka
akan segera pindah.
Oleh karena itu sangat penting mengurangi
waktu tunggu yang ada. Karena itu sangat
mempengaruhi throughput time yang ada. Hal
ini dapat kita lihat dari simulasi perhitungan
9
Dengan hilangnya waktu tunggu diharapkan
throughtput time menjadi lebih kecil sehingga
dapat mempercepat produk sampai ke
customer. Selain itu dengan hilangnya waktu
tunggu maka WIP inventory juga menurun.
Dan ini akan mempercepat putaran uang yang
ada. Akan tetapi jika kita ingin menghilangkan
waktu tunggu, itu akan mempengaruhi
kapasitas masing-masing proses yang ada. Bila
kita amati kapasitas masing-masing dibawah
ini, maka kita akan mendapati beberapa proses
yang menjadi bottleneck dan itu harus
dihilangkan agar waktu tunggu yang ada juga
menurun atau hilang. Adapun kapasitas
masing-masing proses adalah seperti berikut
ini.
Dengan alur proses yang berubah seperti
10
Dari data diatas dapat dilihat bahwa ada
bottleneck pada proses Outer chipboard
laminating process, linened process, etiket
process, dan mekanik process. Agar supaya
waktu tunggu yang ada dapat hilang maka
bottleneck harus dihilangkan, yaitu dengan
cara memperbesar kapasitas dari proses yang
menjadi bottleneck tersebut. Hal ini dapat
dilakukan dengan menambah kapasitas dari
proses tersebut dengan cara antara lain adalah:
1. Shift/jam kerja dari mesin yang ada
2. Modifikasi mesin yang ada
3. Menambah jumlah mesin yang ada
4. Modifikasi sistem pada proses terkait
Perlu dicatat bahwa Kapasitas actual
merupakan hasil kali dari kapasitas dengan
effisiensi yang ada. Karena tidak mungkin
tenaga kerja yang ada menggunakan jam kerja
satu shift total untuk memproduksi, karena ada
waktu setup, waktu pembersihan dan
penyiapan bahan.
Hasil dari penambahan kapasitas
tersebut dapat kita lihat kembali pada tabel
berikut ini.
Pada outer chipboard laminating process dan
mekanik process dilakukan penambahan shift/
jam kerja untuk meningkatkan kapasitas. Dan
pada linened process dan etiket process
dilakukan penambahan mesin untuk
meningkatkan kapasitas. Tetapi hasil ini tidak
maksimal karena dengan penambahan
shift/jam kerja memang mengurangi waktu
tunggu dari proses cutting chipboard process,
akan tetapi akan tetap keluar waktu tunggu dari
outer chipboard laminating process ke proses
selanjutnya. Demikian juga sama kasusnya
untuk mekanik process, waktu tunggu dari
proses sebelumnya akan hilang tetapi akan
timbul waktu tunggu baru untuk proses
sesudahnya. Jadi akan lebih baik peningkatan
kapasitas dengan mengubah dan memodifikasi
mesin, atau sistem kerja yang ada di dalam
proses tersebut.
Untuk memodifikasi sistem kerja maka kita
harus melihat proses sebagai single-stage
process. Agar memudahkan modifikasi yang
ada, maka kita menggunakan proses yang
sederhana sehingga tidak melebar. Sebagai
contoh modifikasi sistem kerja yang ada, yang
sudah dilakukan adalah modifikasi sistem
kerja inner chipboard laminating process.
Pada awal proses ini berjalan kapasitas proses
hanya mencapai + 2000 pcs/shift, dengan
menggunakan tenaga kerja sejumlah 6 - 8
orang. Dan ini sangatlah tidak efektif bila
dilihat oleh mata management. Dengan
kapasitas dari proses yang lainnya mencapai +
8000 pcs/shift maka harus ada perbaikan pada
proses tersebut. Sehingga tidak terjadi
bottleneck pada proses ini. Adapun formasi
tenaga kerja yang ada pada mesin adalah
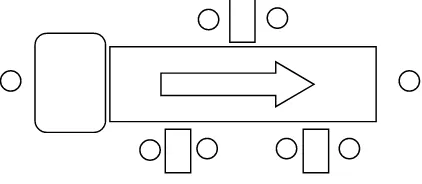
11
Gambar 2. Formasi awal mesin huming
Dengan duduk berhadapan maka akan lebih
sering tenaga kerja berinteraksi sehingga
pekerjaan kurang efektif, dan tenaga kerja
yang membelakangi arah jalan mesin akan
susah merasakan kedatangan raw material.
Sehingga mereka akan cenderung hanya
membantu tenaga kerja yang berada
dihadapannya. Ini menyebabkan kerja semakin
lambat. Dan tentunya berpengaruh pada hasil
yang ada, akan memperkecil output dari proses
ini. Sehingga perlu dikurangi dan dirubah
formasi duduk tenaga kerja yang ada.
Ada usulan dari management untuk
memodifikasi mesin sehingga hanya
dijalankan oleh 2 tenaga kerja saja. Dan
masing-masing tenaga kerja ditargetkan untuk
mendapatkan hasil sebesar 2000
pcs/orang/shift. Jadi 2 orang harus dapat 4000
pcs/ shift. Formasi yang diusulkan menjadi
seperti berikut ini.
Gambar 3. Formasi usulan management
Untuk memutuskan formasi tersebut dapat
dipakai atau tidak maka perlu dilakukan
analisa proses lebih dalam. Setelah
menganalisa maka diusulkan menggunakan
jumlah tenaga kerja 5 orang, tetapi target
perorang tetap sehingga target pershift menjadi
10000 pcs/shift. Bila dilihat dari kapasitas
perorang maka akan sama saja, tetapi kalau
dilihat dari bobot team maka akan cukup berat
bagi tenaga kerja yang berada ditengah.
Karena dengan sistem yang pertama maka dia
bekerja seorang diri untuk memenuhi target
sebesar 4000 pcs/shift. Sedangkan untuk
sistem yang kedua maka mereka bekerja sama
memenuhi target sebesar 10000 pcs/shift.
Gambar 4. Formasi terakhir mesin huming
Dengan formasi terakhir ini maka target tenaga
kerja yang ditengah menjadi 2500 pcs /shift.
Dan itu akan mempermudah tenaga kerja yang
ada, selain itu tidak ada biaya yang dikeluarkan
untuk modifikasi mesin. Data perhitungan
12
Dapat dilihat dari perhitungan yang mungkin
dilakukan adalah alternative nomor 1 dan 2.
Yang lainnya kurang baik karena speed
maksimal dari mesin yang ada 35 pcs/min,
sehingga kapasitas tenaga kerja lebih tinggi
dari kapasitas mesin. Jadi akan sangat tidak
effiseien. Dari alternative 1 dan 2
dibandingkan kembali maka akan dilihat agar
tidak terjadi bottleneck maka alternative ke 2
yang dipakai. Selain itu kapasitas perorang
untuk mencapai alternative 1 sangatlah susah.
Sehingga alternative yang diambil adalah
alternative 2, dan dijalankan sampai sekarang.
4. KESIMPULAN
1. Throughput time dipengaruhi oleh waktu
tunggu.
2. WIP inventory dipengaruhi oleh
Throughput time
3. Bila ingin mengurangi waktu tunggu maka
harus meningkatkan kapasitas proses
sehingga tidak menjadi bottleneck.
4. Meningkatkan kapasitas proses dapat
dilakukan dengan 4 cara yaitu:
a. Shift/jam kerja dari mesin yang ada
b. Modifikasi mesin yang ada
c. Menambah jumlah mesin yang ada
d. Modifikasi sistem pada proses terkait
5. Pemilihan cara peningkatan kapasitas
harus melalui proses analisis juga.
DAFTAR PUSTAKA
Angiz, L. M. Z., Mustafa, A., Ghani, N. A., &
Kamil A. A. (2012). Group Decision
via Usage of Analytic Hierarchy
Process and Preference Aggregation
Method, Sains Malaysiana
41(3)(2012): 361–366.
Erbasi, A., & Parlakhaya, R. (2012). The Use
of Analytic Hiearchy Process in The
Balanced Scorecard: an Approach in a
Hotel firm. Business and Management
Review. Vol Vol. 2(2). h: 23-37.
Groselj, P., Stim, L. Z., Ayrilmis, N., &
Kuzman, M. K. (2014). Comparison of
some aggregation techniques using
group analytic hierarchy process,
Expert Systems with Applications 42
(2015) 2198–2204, Elsevier Ltd.
Kazibudzki, P. (2011). Comparison of
Analytic Hierarchy Process and some
New Optimization Procedures for
Ratio Scaling, Scientific Research of
the Institute of Mathematics and
Computer Science, 1(10) 2011,
101-108.
Quezada , L. E., Palominos, P. I., & Gonzalez
M. A. (2013). Application of AHP in
the Design of a Strategy Map,
Scientific Research, iBusiness, 2013,