LAPORAN TAHUNAN
PELAKSANAAN PENELITIAN DESENTRALISASI
SKIM PENELITIAN HIBAH BERSAING
Pengembangan Desain Baru dan Manufaktur Alat
Pemanen Sawit Mekanis Untuk Meningkatkan
Mutu Produksi dan Daya Saing
Tahun ke-2 dari rencana 3 tahun
Tim Peneliti
Dr.Eng., Ir. Indra, MSc
NIDN 0024106404
Dr.Eng. Ir. Listiani Nurul Huda, MT
NIDN 0002046903
Dibiayai oleh DIPA Direktorat Penelitian Pengabdian Kepada Masyarakat Tahun Anggaran 2015, Sesuai Dengan Surat Perjanjian Pelaksanaan Hibah Penelitian Bagi
Dosen Perguruan Tinggi Universitas Sumatera Utara
Nomor : 120/SP2H/PL/Dit. Litabmas/II/2015, tanggal 05 Pebruari 2015.
LEMBAGA PENELITIAN
UNIVERSITAS SUMATERA UTARA
TAHUN ANGGARAN 2015
DAFTAR ISI
HALAMAN PENGESAHAN
RINGKASAN
BAB 1 PENDAHULUAN...
BAB 2 STUDI PUSTAKA...
BAB 3 METODE PENELITIAN...
BAB 4 BIAYA DAN JADWAL PENELITIAN...
6. 1. Anggaran Biaya...
6. 2. Jadwal Penelitian...
BAB 5 DAFTAR PUSTAKA...
LAMPIRAN-LAMPIRAN...
Lampiran 1. Justifikasi Anggaran Penelitian ...
Lampiran 2. Biodata Ketua dan Anggota ...
Lampiran 3 Susunan Organisasi Tim Peneliti dan Pembagian Tugas...
Lampiran 4. Surat Pernyataan Ketua Peneliti dan Anggota... 2
3
6
20
23
23
23
24
25
25
2
RINGKASAN
Pengembangan Rancangan mata pisau pemanen sawit terdiri dari pemegang (shank)
dan mata potong (insert). Pemilihan bahan dan perbaikan sifat mekanis untuk meningkatkan umur dan ketajaman mata pisau sudah dilakukan melalui metode Perlakuan panas (Heat treatment dan deformasi plastis serta thermomechanical heat treatment. Desain awal alat pemanen sawit dianalisa dengan menggunakan simulasi software ANSYS untuk mendapatkan pra rancangan distribusi gaya pemotongan. Selanjutnya dilakukan analisa mekanisme pemotongan tandan dan pelepah kelapa sawit secara eksperimental. Analisa ini dapat memberikan parameter awal mata pisau yang efektif dan effisien memotong tandan dan pelepah kelapa sawit secara aktual. Selanjutnya Desain dan Proses Manufaktur mata pisau pemanen sawit yang ergonomis dan ramah lingkungan. Target jangka panjang penelitian ini akan dapat meningkatnya produktivitas dan daya saing melalui pengembangan Alat Pemanen Sawit secara Mekanis. Sedangkan untuk mengetahui karakteristik kondisi kerja alat panen dilakukan melalui pengujian gaya potong dan pengamatan dilaboratorium. Dalam penelitian ini dianalisis gaya pemotongan spesifik pada tandan dan pelepah kelapa sawit untuk mendapatkan hubungan antara sifat mekanik dan mekanisme pemotongan serta parameter variasi mata pisau seperti sudut pemotongan (θ), sudut ketajaman (β) pada mata pisau dua sisi dan satu sisi ketajaman. Eksperimental dan simulasi di lakukan pada pisau satu sisi dan dua sisi ketajaman diambil pada θ= 10°,15°,20°,25°,30° dan β=10°,15°,20°,25°,30°
3
BAB 1 PENDAHULUAN
Alat pemanen sawit Egrek dan Dodos yang ada sekarang merupakan hasil desain
dari zaman belanda. Hingga sekarang alat pemanen sawit ini belum banyak mengalami
sentuhan teknologi dan juga perubahan desain. Egrek biasa digunakan sebagai alat pemanen
sawit untuk pohon yang sudah tinggi minimal 3 meter, sedangkan dodos sawit digunakan
untuk tinggi pohon lebih kecil dari 3 meter. Fungsi egrek sendiri selain untuk memanen buah
sawit juga untuk memudahkan para petani memotong pelepah - pelepah daun sawit yang
sudah tua. Adapun bentuk egrek yang ada dipasaran sekarang ini sebahagian besar desainnya
sama satu dengan yang lain hanya yang berbeda merek manufaktur diantaranya Merk Sam
Lee M222, Jaya Mata, BTM 222, SKL dll. Egrek biasanya terbuat dari baja karbon sedang
yang berkualitas tinggi, sangat tajam dan tidak mudah tumpul. Menurut Hasil penelitian
rekayasa alat pemanen kelapa sawit dapat meningkatkan produktivitas panen Tandan Buah
Segar (TBS) Kelapa Sawit Hingga 90%.
Pengembangan alat pemanen sawit yang efektif, effisien dan ergonomis dilakukan
untuk mengantisipasi persaingan global dimasa mendatang. Salah satu pendekatan
pengembangan desain yang dilakukan adalah melalui analisis mekanisme pemotongan tandan
dan pelepah kelapa sawit. Analisis gaya-gaya yang terjadi dapat memberikan gambaran
parameter dasar desain mata pisau untuk memotong tandan dan pelepah kelapa sawit secara
effisien. Parameter geometris mata pisau dapat memberikan gaya pemotongan yang lebih
rendah dengan kualitas hasil potong yang baik. Simulasi dan pemodelan matematika
merupakan salah satu metode untuk mendapatkan secara teoritis terhadap suatu masalah
mekanika. Pengembangan model matematik gaya pemotongan tandan dan pelepah sawit juga
penting dalam Pengembangan desain alat pemanen dimassa mendatang. Sebagai langkah
awal perlu dilakukan penelitian yang berkaitan dengan mekanisme pemotongan jaringan
tandan dan pelepah sawit untuk mendapatkan gaya pemotongan spesifik dan daya
pemotongan.
Tujuan Umum Modifikasi dimensi egrek diharapkan dapat memperkecil gaya
potong (energi) yang diberikan oleh pemanen dan mempercepat waktu pemotongan tandan
dan pelepah sawit sehingga dapat meningkatkan produktivitas panen. Rekayasa material
egrek diharapkan dapat meningkatkan kekerasan (ketajaman) dan ketangguhan sehingga
dapat mempercepat waktu pemotongan Tandan dan pelepah sawit. Hal ini diharapkan akan
dapat memberikan luaran penelitian dan konstribusi langsung dalam bidang pendidikan dan
4 menerapkan teknologi inovatif dalam memperbaiki sifat-sifat mekanis, phisik, material, dan
produksi rendah biaya. Adapun Tujuan Khusus dalam penelitian ini diantaranya adalah:
1. Mengetahui karakteristik sifat fisik dan mekanik jaringan tandan dan pelepah sawit yang
berkaitan dengan meknisme pemotongan.
2. Membangun model Matematika gaya pemotongan spesifik tandan dan pelepah sawit
dengan berbagi variasi mata pisau pemotongan serta perbandingan model matematika
gaya pemotongan spesifik dengan hasil pengukuran.
3. Membandingkan secara kualitatif gaya pemotongan spesifik maksimum pada berbagai
perlakuan.
4. Mendapatkan daya pemotongan dari perhitungan menggunakan parameter kondisi bahan
uji dan membandingkan daya maksimum secara kualitatif.
5. Menghasilkan Desain dan Proses Manufaktur baru mata pisau pemanen sawit yang
ergonomis dan ramah lingkungan.
6. Meningkatnya produktivitas melalu pengembangan Alat Pemanen Sawit secara Mekanis.
7. Meningkatnya mutu produk bersertifikat dengan nilai tambah tinggi sehingga memiliki
5
BAB 2 STUDI PUSTAKA
Pemanenan Kelapa Sawit melalui pemotongan tandan Buah Sawit dan pelepah beserta
brondolannya merupakan kegiatan penting dari operasional kebun kelapa sawit. pemanenan
dilakukan terhadap semua tandan buah yang telah matang. Berdasarkan tinggi tanaman ada
tiga cara panen yang umum dilakukan oleh perkebunan kelapa sawit di Indonesia. Tanaman
yang tingginya 1- 3m digunakan cara panen jongkok dengan alat Dodos (Egrek). Sedangkan
tanaman dengan ketinggian lebih besar 3 m di panen dengan cara berdiri dan menggunakan
alat egrek (arit bergagang panjang). Pemanenan dengan memotong tandan sawit untuk
memudahkan pemanenan sebaiknya pelepah daun yang menyangga buah dipotong terlebih
dahulu.
Sifat mekanik tandan dan Pelepah kelapa Sawit
Analisa gaya pemotongan spesifik tandan dan pelepah Kelapa sawit sangat dipengaruhi
oleh sifat mekanik tandan dan pelepahnya sendiri (Perrson 1997). Sifat mekanik dan fisik
bahan yang akan dipotong akan sangat berpengaruh besar dalam berbagai
penelitian-penelitian pemanenan. Data penting yang dibutuhkan dalam perhitungan analisa
proses pemotongan terhadap sifat deformasi objek pemanenan misalnya Koeffisien gesek (µ),
modulus Elastisitas bahan (E), dan Yield strength (ζy ). Sitkey (1986). Pengetahuan dari suatu
struktur tanaman/tumbuhan sangat diperlukan untuk mengetahui reaksi dari bahan tanaman
terhadap gaya pemotongan dan deformasi. Hal tersebut menjadi dasar dalam hal
pengembangan desain alat pemanen seperti pemotongan (perrson,1987). Alat yang dibuat
untuk mengetahui gaya perlu dipelajari karakteristik bahan karena perbedaan ukuran dan
bagian struktur antara skala laboratorium dan skala lapangan (Holman dan gajda, 1989)
Mekanisme Pemotongan (Cutting) tandan dan Pelepah Kelapa Sawit
Pemotongan tandan dan pelepah kelapa sawit yaitu proses pemisahan secara mekanik
suatu benda padat sepanjang garis yang sebelumnya telah ditentukan dengan menggunakan
alat pemotong. (perrson, 1987). Pemotongan Tandan dan pelepah kelapa sawit merupakan
salah satu kegiatan yang paling sering dilakukan, misalnya pada saat (harvesting), pemisahan
(Separation), dan juga dalam proses pengecilan (Comminution) ukuran bahan (Hendarson
dan Perry,1975). Pada saat pemotongan, mata pisau menembus kedalam bahan, melewati
kekuatan bahan sehingga bahan menjadi terpisah. Pada saat pemotongan berlansung, terjadi
6 kinematik pemotongan. Oleh karena itu dalam mempelajari pemotongan suatu bahan akan
selalu berhubungan dengan bentuk mata pisau dan kinematika pemotongn. (Sitkel,1986).
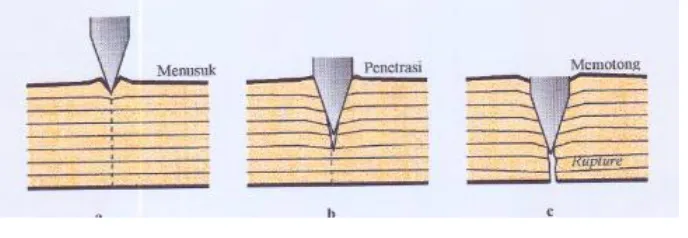
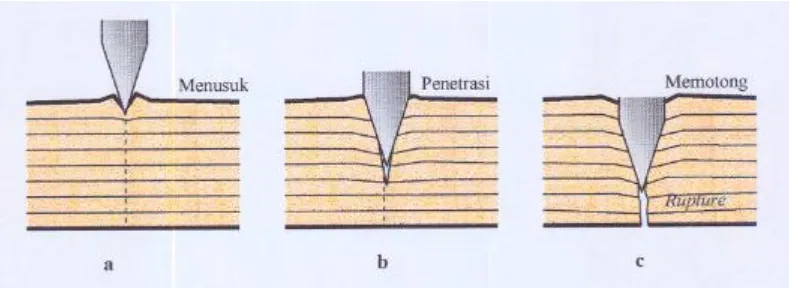
Gambar 2.1 memperlihatkan bentuk-bentuk pemotongan yang umum dilakukan. Pada gambar
pertama (a). memperlihatkan proses pemotongan yang menggunakan mata pisau yang saling
berhadapan dan terlibat pemotongan (Countermoving blade), contoh untuk kasus ini adalah
gunting. (b). memperlihatkan tipe alat potong dimana bahan diletakkan pada landasan yang
diam dan pisau pemotong bergerak. (C), mengilustrasikan pemotongan lapisan tipis, dimana
distribusi tegangan disekitar mata pisau mengalami distori yang sangat besar akibat
permukaan bebas pada sekitar bidang pemotngan. (d), menunjukkan metode pemotongan
yang saat ini banyak dilakukan. Pada kasus ini kecepatan mata pisau harus tinggi (20 - 40
m/s). (Sitkey, 1986)
Gambar 2.1. Bentuk Pemotongan
Proses pemotongan berarti memiliki komponen gaya- pada saat penetrasi mata pisau dan
proses memotong, seperti tampak pada gambar 2.1 yaitu tahap pemotongan. gaya-gaya pada
mata pisau tersebut saling terkait baik pada besaran sudut dan resultan gayanya, yang pada
akhirnya akan membentuk suatu fungsi persamaan gaya pemotongan (Perrson, 1987)
Gambar 2.2. Tahap-tahap proses pemotongan bahan uji
Menurut Sitkey (1986), bahwa pisau-pisau pemotong pada umumnya tajam pada salah satu
7 menyebabkan terjadinya deformasi dan gaya-gaya yang bekerja pada permukaan pisau
ditunjukkan pada gambar 2.3.
Gambar 2.3. gaya-gaya yang bekerja selama proses pemotongan (Sitkel,1986)
Menurut sitkel (1986), pada mata pisau satu sisi gaya normal yang bekerja pada bidang
miring pisau merupakan penjumlahan komponen gaya horizontal dan gaya vertikal.
𝑁 =𝐹𝑣𝑆𝑖𝑛𝛽+𝐹ℎ𝐶𝑜𝑠𝛽 sedangkan gaya tangensial yang timbul adalah
𝑇2 = µ𝑁=𝑁𝑡𝑎𝑛𝜑
dimana µ=tanθ adalah koefisien gesek pada sisi vertikal pisau, gaya tangensial yang bekerja
sebesar
𝑇1 = µ𝐹ℎ
adanya gaya gesekan (friction) dalam banyak kasus sangat menentukan pada semua bidang
mata pisau. Gesekan selalu terjadi pada beberapa bentuk selama pergerakan bahan dan
mempengaruhi gaya yang dihasilkan.
dimana: (Sitkei,G. 1986)
F : Gaya pada mata pisau satu sisi dalam arah pemotongan (N/cm)
Fe : Gaya pada mata pisau (N/cm)
N : Gaya Normal kelancipan mata pisau (N/cm)
8
β : Sudut mata pisau µ : koefisien gesek
FV : gaya vertikal sisi mata pisau (n/cm)
Proses pemotongan bahan uji untuk penggunaan mata pisau dengan kemiringan >0°, maka
gaya spesifik pemotongan pada jarak tempuh dan lebar bahan L=l tang ϴ (Perrson 1987)
Konsep Koefisien Gesek
Gaya gesek bekerja diantara dua permukaan dalam keadaan diam dikenal sebagai gaya
gesek statis. Gaya gesek statis adalah gaya yang diperlukan untuk memulai pergeseran.
Begitu geseran dimulai, gaya gesek biasanya akan berkurang pada tingkat tertentu yaitu
untuk mempertahankan gerakan pergeseran. Gaya gesekan yang bekerja diantara dua
permukaan pada gerakan relatif dikenal sebagai gaya gesek kinetik (Mohsenin, 1986)
Menurut sitkei (1986), hubungan antara gaya F yang dibutuhkan untuk memulai perpindahan
suatu bahan saat gaya FN yang bekerja dalam arah normal permukaan kontak dinyatakan
dengan:
𝐹 =𝜇𝐹𝑁
Diamana : F adalah koefisien gesekan statis atau dinamis.
Hukum dasar gesekan, diasumsikan bahwa gaya gesek adalah:
a. Sebanding dengan gaya normal.
b. Bebaspada dimensi permukaan luncur.
c. Bebas pada kecepatan luncur.
d. Tergantungpada permukaan kontak alami.
e. Fenomena diatas menerangkan sebagian mengapa koefisien gesekan tergantung juga
pada lintasan gesekan pasa kasus bahan-bahan biologi. (Sitkey, 1986)
Menurut suastawa dan aradite (1998), koefisien gesek antara bahan uji dengan permukaan
bahan mata pisau dapat menggunakan persamaan berikut :
𝜇 =𝜏𝑚𝑎𝑥𝜎
Dimana :
µ : Koefesien gesek.
ηmax : Tegangan gesek maksimum terukur.
9 Menurut suastawa, okamoto dan torii (1998). Hubungan antara tegangan gesek dan
tegangan normal dan relatif, ditunjukan pada gambar 2.4. Pemberiaan tegangan normal (QN)
maka tegangan gesek (η) akan meningkat searah peningkatan perpindahan relatif (S).
Gambar 2.4. Kurva teganan regangan-perpindahan relatif
Kebutuhan Enegi Pemotongan
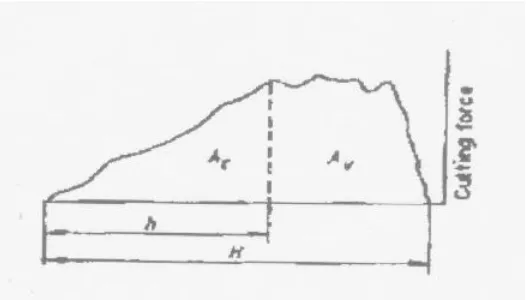
Menurut Sitkei (1986), proses pemotongan dibagi menjadi dua tahap, yaitu tahap
pertama berupa kompaksi sampai suatu tekanan tertentu pada titik kontak antara bahan dengan
mata pisau tercapai, dan tahap kedua berkaitan dengan gerakan mata pisau ke dalam bahan atau
proses pemotongan itu sendiri. Kedua tahap ini dapat digambarkan secara jelas dengan
diagram pemotongan statis. Gambar 2.5 memperhatikan pemotongan satis pada seikat batang
jagung. Dalam hal ini bahan ditekan hingga setinggi h hingga melewati hambatan pemotongan
dan besarnya energi yang diperlukan sama dengan luas daerah di bawah kurva Ac kebutuhan
energi untuk pemotongan efektif adalah Av sedangkan total kerjanya adalah :
E=Ac+Av
Gambar 2.5. Diagram pemotongan statis pada seikat batang jagung Sedangkan bagian kerja yang berguna untuk pemotongan yaitu:
10 Energi spesifik yang diperlukan untuk pemotongan merupakan hasil bagi antara kerja total
dengan luas potongan melintang pemotongan, yaitu :
𝐸𝑠𝑝 =𝐸
𝐴
Faktor yang mempengaruhi kebutuhan energi pemotongan diantaranya adalah
sifat-sifat mekanik bahan, sifat geometri mata pisau dan kondisi kinematika. Sifat mekanik
bahan tergantung pada jenis bahan, kadar air, tingkat pertumbuhan, dan lokasi tempat
pemotongan bahan (menjauhi atau mendekati pangkal). (sitkei, 1986)
Menurut sirvastava et.al (1993), suatu energi biomass pemotongan Ec untuk unit
biomass batang/tangkai (kg) dapat dihitung dengan persamaan :
𝐸𝑐 = 𝐸𝑠𝑐𝐿𝑐
Dimana Esc adalah energi spesifik pemotongan per unit massa (Jm/kg), Lc adalah lebar dari
batang/tangkai yang dipotong (m)
Ketebalan mata pisau mempengaruhi hambatan pemotongan dalam arah yang berbeda.
Gaya pemotongan secara praktis adalah konstan jika ketebalan mencapai 70-80 µm, tetapi
dengan meningkatnya ketebalan maka gaya pemotongan meningkat. Pisau yang tajam pada
salah satu sisi, umumnya dibuat menonjol (mounted) dengan sudut Y agar gesekan pada sisi
permukaan kecil. Dalam kasus ini, deformasi ditentukan oleh Y+β atau sudut q= 90°–(Y + β).
Semakin kecil sudut q maka semakin besar deformasi dan kebutuhan energinya. (sitkei.1986)
Pada saat pemotongan meluncur (sliding cut), maka gaya normal yang bekerja pada
pisau dapat diturunkan dengan meningkatkan sudut λ yang optimal dapat diperoleh, yang pada
umumnya berkisar antara 20°sampai 25°. (Sitkei. 1986)
Di dalam bagian A, hanya tekanan terjadi ketika kekuatan mata pisau waktu itu belum
cukup tinggi untuk pemotongan. Setelah beberapa tekanan malanjud pada bagian B bersama
dengan pemotongan. Di dalam bagian C, material secara penuh dimampatkan meneruskan
peotongan dan kemudian kekuatan menurun dengan cepat ketika mata pisau menyeberang
11 Gambar 2.6. Kurva force displacement pisau untuk pemotongan lurus dengan countershear
Menurut perrson (1987), energi pemotonganm spesifik digunakan pada perhitungan daya
pemotongan (P), hubungan dengan total penerimaan daya pemotongan dan jumlah dari
material bahan yang dipotong dalam unit waktu
P=EcsMa
Dimana :
P : Daya yang digunakan untuk cutting (kw)
Ecs : Energy spesifik memotong (kj/kg)
Ma : Kapasitas pemisahaan keadaan bahan kering perunit waktu (kg/s)
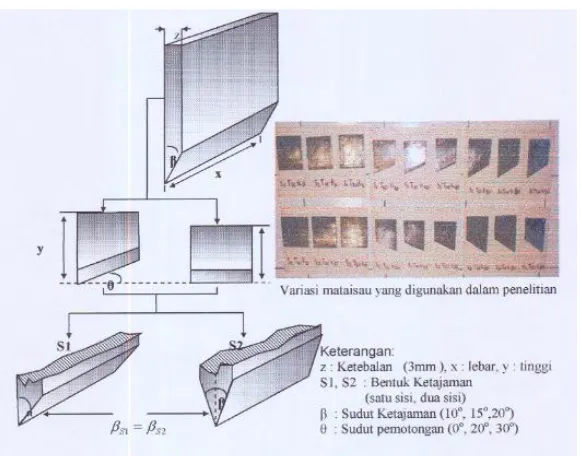
Penentuan Bentuk MataPisau dan Sudut Mata Pisau
Penentuan bentuk mata pisau yang akan digunakan dalam penelitian ini dikembangkan
dari bentuk mata pisau dodos dan egrek. seperti gambar dibawah ini
12
1. Ketebalan mata pisau
Ketebalan mata pisau yang digunakan dalam penelitian pemotongan tandan dan pelepah
kelapa sawit ini dipilih plat ASSAB, HSS, dan Bohler dengan ketebalan 3 mm,
merupakan pendekatan dari ketebalan pisau dodos dan egrek yang digunakan saat ini.
2. variasi bentuk mata pisau
a. Variasi bentuk sisi mata pisau (S)
Variasi bentuk sudut mata pisau yang akan digunakan dapat dua variasi yaitu; dengan
satu sisi menajam dan dengan kedua sisi menajam.
b. Variasi Sudut Ketajaman mata pisau (β)
Variasi sudut ketajaman didapat dari memvariasikan besar sudut pada ketajaman mata
pisau tersebut terdiri dari ketajaman 10°, 15°,20°,25°, dan 30°
3. Variasi Sudut Potong Pisau (ϴ)
Variasi sudut potong ditetapkan dari besar sudut pada bentuk kemiringan penampang
pisau tersebut. terdiri dari sudut potong 10°, 15°,20°,25°, dan 30°. dari kriteria penentuan
variasi bentuk dan sudut pisau tersebut diharapkan dapat membantu menunjukkan untuk
gaya potong terendah.
Analisa pemotongan Tandan dan Pelepah Kelapa Sawit
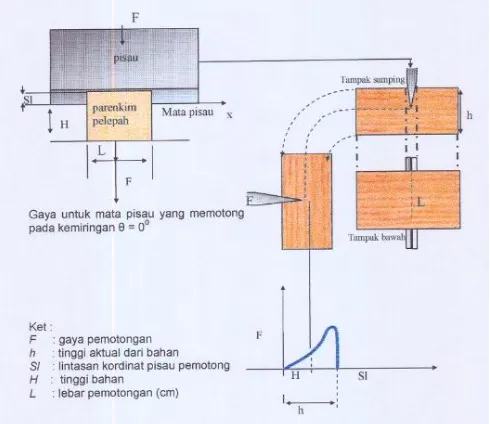
Gaya-gaya yang bekerja pada pisau Pemanen Kelapa Sawit
Proses pemotongan bahan uji untuk penggunaan mata pisau datar (0°), maka gaya
pemotongan spesifik (secara skematika) dapat ditunjukkan pada diagram gaya pemotongan
pada tandan dan pelepah sawit seperti gambar dibawah ini
13 Gaya spesifik pada penelitian analisis mekanisme pemotongan tandan dan pelepah kelapa
sawit diasumsikan dari sifat mekanik bahan pada saat deformasi bahan sepanjang garis lebar
bahan pada proses pemotogan.
Gaya-gaya dasar yang bekerja pada suatu proses pemotongan pada penelitian ini dalam dua
bentuk yaitu pada mata pisau satu sisi dan pada mata pisau dua sisi.
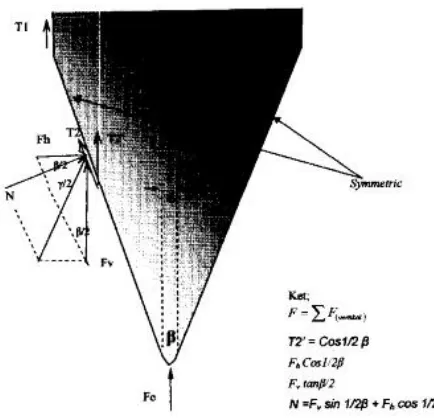
Gambar 2.9 Kinematika gaya-gaya yang terdapat pada mata pisau merupakan fungsi
penjumlahan vertikal gaya-gaya pada saat pemotongan (Sitkel 1986)
Menurut Sitkel (1986) pada mata pisau satu sisi gaya normal yang bekerja pada bidang
miring pisau merupakan penjumlahan komponen gaya horizontal dan gaya vertikal
N = FV sinβ+𝐹𝑠𝐶𝑜𝑠𝛽
N = FvSinβ
2+𝐹ℎ𝐶𝑜𝑠
𝛽
2
Mata pisau dua sisi simetris terdapat dua gaya normal dibagian sisi kiri dan sisi kanan mata
pisau tersebut. Sedangkan gaya tangensial yang timbul pada pisau dilambangkan dengan T2
adalah:
𝑇2 = µ𝑁= 𝑁𝑡𝑎𝑛𝜑
dimana µ=tanθ adalah koefisien gesek pada sisi vertikal pisau, gaya tangensial yang bekerja
sebesar
𝑇𝑡= µ𝐹ℎ Komponen vertikal gaya tangensial gaya T2' adalah
𝑇2′ = µ(1
2𝐹𝑣𝑠𝑖𝑛2𝛽+𝐹ℎ𝐶𝑜𝑠
2𝛽)
14
Komponen gaya-gaya akan berperan pada proses pemotongan pada tahap penetrasi mata
pisau dan proses memotong seperti tampak pada gambar 2.10.
Gambar 2.10 Tahap-tahap proses pemotongan bahan uji
Gaya-gaya pada mata pisau tersebut saling terkait baik pada besaran sudut dan resultan
gayanya, yang pada akhirnya akan membentuk suatu fungsi persamaan gaya pemotongan.
Pembentukan gaya pemotongan didapat dari penjumlahan komponen gaya-gaya yang bekerja,
ditunjukkan sebagai berikut:
Mata Pisau datar (0°)
a. Mata Pisau dua sisi ketajaman
Proses pemotongan bahan dengan analisa gaya-gaya yang bekerja merupakan fungsi
penjumlahan gaya secara vertikal seperti tampak pada gambar2.10. Proses pemotongan
tersebut pertama ujung mata pisau akan menusuk permukaan bahan dalam proses membelah
bahan, selanjutnya kedua sisi pisau ikut dalam proses pemotongan mengalami proses gaya
gesek terhadap bahan.
F : gaya pada mata pisau dua sisi dalam arah pemotongan (daN/cm)
15 N : Gaya normal kelancipan mata pisau (daN/cm)
T1,T2 : gaya tangensial dari permukaan sisi mata pisau
β : Sudut mata pisau µ : koefisien gesek
Fv : gaya vertikal sisi mata pisau (daN/cm)
Fh : Gaya horizontal sisi mata pisau (daN/cm)
Gambar 2.10. adalah contoh kurva hasil perhitungan dari model matematika gaya spesifik
pemotongan dari mata pisau datar (sudut pemotongan θ = 0°) dengan ketajaman pada satu
sisi.
Mata pisau miring (kemiringan >0°), maka gaya pemotongan spesifik dapat ditunjukkan
pada diagram gaya pemotongan pada jarak tempuh h dan lebar bahan L tanθ dan skema
pemotongan pisau miring pada tandan dan pelepah kelapa sawit (gambar 2.11)
Gambar2.11 Gaya pemotongan spesifik sebagai fungsi dari perpindahan berbagai bagian dari
mata pisau pada kemiringan ϴ > 0°. (persson, 1987)
Mata pisau dengan kemiringan > 0° tampak ditunjukkan pada gambar 2.11. Gaya
pemotongan spesifik yang dihasilkan dipengaruhi oleh lebar bahan uji sepanjang kemiringan
mata pisau terhadap L yang ditunjukkan dalam hasil selisih dari total lintasan koordinat pisau
pemotong pertama. Pergerakan memotong pada pisau miring akan menghasilkan fungsi
perpindahan dengan perbedaaan nilai l, sehingga:
𝑑1 = ℎ − 𝑙𝑡𝑎𝑛𝜃
𝐹𝑡𝑜𝑡 = 𝑓𝑒 𝑙 + 𝑙2 𝑙1
𝐶 𝑙2
𝑙1
(ℎ − 𝑙𝑡𝑎𝑛𝜃)2 𝑑𝑙
maka perhitungan pergerakan geometri pisau miring adalah:
jika h < H maka lt = 0
16
jika h ≥H maka
𝑗𝑖𝑘𝑎 (ℎ − 𝐻𝑡𝑎𝑛𝜃 ≤) 3 𝑚𝑎𝑘𝑎𝑙1 = 3
dimana:
Ftot : Gaya total pemotongan pada pisau miring n sisi menajam (daN?cm)
θ :sudut kemiringan pisau terhadap / (derajat)
d1 : perpindahan nilai/pada lintasan koordinat pisau pemotong (cm)
l : Jarak tempuh pada lebar bahan-bahan terhadap waktu (cm)
L : lebar bahan uji (cm)
H : tinggi bahan
h - l tan θ: perpindahan pada kemiringan sudut potong terhadap suatu degradasi lebar bahan
a. mata pisau miring (>0°) dengan dua sisi menajam
Rumus dasar yang digunakan merupakan rumus gaya pemotongan pada mata pisau dua sisi:
F1=
b. Mata pisau miring (>0°) dengan satu sisi menajam
Rumus dasar yang digunakan merupakan rumus gaya pemotongan pada mata pisau satu sisi:
F1=
Analisa Daya Pemotongan (Kebutuhan energi pemotongan)
Analisa gaya pada Pemotongan Tandan Kelapa Sawit energi yang dikeluarkan dalam
sekali potong lurus dapat digunakan rumus (perrson (1987):
𝐸𝑐 = (𝐹
1 2𝐻) Dimana :
Ec : Energi pemotongan dalam sekali potong (J)
F :lintasan kordinat pisau pemotong (cm)
Energi spesifik (Es) yang diperlukan untuk memotong merupakan hasil bagi antara kerja total
17
𝐸𝑠 =𝐸𝐴
Dengan kenaikan tinggi kompaksi permulaan maka proporsi kerja yang digunakan untuk
pemotongan menurun dan konsumsi energi spesifik meningkat (Sitkey, 1986)
Energi pemotongan spesifik dalam pengukurannya penting diterapkan untuk menghubungkan
penerimaan energi dari jumlah bahan yang sedang dalam proses pemotongan, dirumuskan:
𝐸𝑐𝑠 =𝐻𝐿𝑑𝜌𝐸𝑐
Dimana :
Ecs : Energi memotong spesifik (kJ/kg)
Eo : Energi Memotong untuk sekali memotong (J)
d : Perpindahan pemotongan pada lapisan bahan (cm)
H : Jarak pemotongan (cm)
L : Lebar aktual (cm)
ρ : Kepadatan material lapisan bahan kering (kg) (Perrson 1987)
Daya pemotongan
Energi pemotongan spesifik yang digunakan pada perhitungan daya pemotongan (P),
hubungan dengan total penerimaan daya pemotongan dan jumlah dari material bahan yang
dipotong dalam unit waktu
P = Ecs Ma
Ecs : Energi spesifik memotong (k/kg)
P : Daya yang digunakan untuk cutting (kw)
Ma : KApasitas Pemisahan keadaan bahan kering (kg/s)
Analisa Gaya Pemotongan dengan Simulasi ANSYS
Analisa gaya pada proses pemanenan pemotongan tandan dan pelepah kelapa sawit,
perlu dilakukan pembahasan tentang penguraian gaya-gaya yang terjadi. Dalam pembahasan
ini dilakukan pada 1 titik kontak saja untuk mewakili gaya-gaya seperti gambar hasil simulasi
menggunakan softwareANSYS dibawah ini.
18 Gambar 2.12 Analisa gaya pemotongan dengan Simulasi menggunakan Software
Gaya yang bekerja pada gambar tersebut adalah gaya tarik pada gagang mata pisau pemanen
sawit. Hal ini akan mengakibatkan terjadinya gaya normal yg berlawanan arah pada titik
kontak permukaan pisau dengan tandan sawit seperti diperlihatkan pada gambar 2.13
Gambar 2.13. Skema Penguraian Gaya F – N Pada Mata Pisau Pemanen Sawit
Gaya normal (N) tegak lurus berlawanan arah dengan gaya F. Oleh karena itu maka
dapat uraikan gaya-gaya pada sumbu x dan sumbu y yang tegak lurus terhadap pemukaan
mata pisau yang berbentuk sudut tertentu. Asumsi penguraian gaya-gaya ini dapat dijelaskan
lebih rinci seperti pada gambar 4.9. dibawah ini. Oleh karena itu gaya F dan gaya N tegak
lurus maka sudut yang terjadi oleh gaya terhadap garis sumbu dapat di ketahui bahwa sudut
oleh gaya F dan gaya N sama. Sudut itu disebut sebagai sudut θ. Sementara gaya F tidak tepat
satu garis lurus dengan gaya N maka terdapat jarak antara titik awal gaya F yang disebut X₁.
seperti diperlihatkan pada gambar 2.14. dibawah ini.
N
19
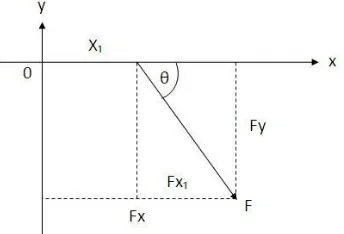
Gambar 2.14. Penguraian Gaya F – N pada Sumbu x dan Sumbu y
Untuk mendapatkan momen pada gaya F maka dapat digambarkan seperti pada
gambar 2.5. Karena terjadi pada sumbu x maka y₁ dapat diabaikan, seperti dijelaskan pada
persamaan (2.1).
𝛴𝑚0 = 0
𝐹𝑦 𝑥1 − 𝐹𝑥1 𝑦1 = 0
𝐹𝑦 𝑥1 = 𝐹𝑥1 𝑦1
𝐹𝑦=𝐹𝑥1(𝑦1)
𝑥1 𝐹𝑥1 =𝐹𝑦(𝑥1)
𝑦1 maka, 𝐹𝑥1 = 𝐹𝑦(𝑥1) (2.1)
Gambar 2.15. Penguraian Momen
Untuk mendapatkan ΣFx dan ΣFy maka diperlukan penguraian lebih lanjut tentang
gaya F dan gaya N terhadap sudut θ, seperti dijelaskan pada gambar 2.15 dan gambar 2.16
berikut ini.
Gambar 2.16.Penguraian Gaya F Terhadap Sudut θ
Maka di dapat persamaan (2.2) dan persamaan (2.3) berikut.
sin𝜃 =𝐹𝑦
𝐹
𝐹𝑦 =𝐹sin𝜃 (2.2)
cos𝜃 = 𝐹𝑥1
20
𝐹𝑥1 = 𝐹cos𝜃 (2.3)
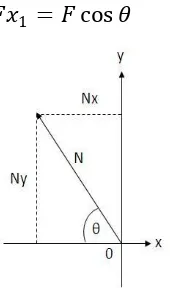
Gambar 2.17.Penguraian Gaya N Terhadap Sudut θ
Maka di dapat persamaan (2.2) dan persamaan (2.3) berikut.
sin𝜃= 𝑁𝑦𝑁
𝑁𝑦 =𝑁sin𝜃 (2.4)
cos𝜃 =𝑁𝑥
𝑁
𝑁𝑥= 𝑁cos𝜃 (2.5)
Dari penguraian gaya F dan gaya N terhadap sudut θ tersebut maka dapat dihitung
ΣFx dan ΣFy yaitu seperti dijelaskan pada persamaan (2.6) dan persamaan (2.7) berikut ini.
𝛴𝐹𝑥= 0
𝐹𝑥 − 𝑁𝑥 = 0
𝐹𝑥1 𝑥1 − 𝑁𝑥 = 0
𝐹cos𝜃 𝑥1 − 𝑁cos𝜃
𝐹 𝑥1 − 𝑁 cos𝜃= 0 (2.6)
𝛴𝐹𝑦= 0
𝑁𝑦 − 𝐹𝑦= 0
𝑁sin𝜃 − 𝐹sin𝜃 = 0
𝑁 − 𝐹 sin𝜃= 0 (2.7) Dengan mensubsitusikan persamaan (2.6) dan persamaan (2.7) ke persamaan (2.8)
berikut maka didapatkan nilai dari ΣF.
𝛴𝐹= 𝛴 (𝐹𝑥)2+𝛴 (𝐹𝑦)2
𝛴𝐹 = 𝐹 𝑥1 − 𝑁 𝑐𝑜𝑠𝜃 2+ ( 𝑁 − 𝐹 sin𝜃)²
21
Hasil Penelitian Yang Telah di Capai
Kegiatan penelitian yang telah dilakukan oleh pengusul dapat dilihat pada diagram penelitian dibawah ini. Serangkaian Penelitian-penelitian seperti yang digambarkan pada peta jalanpenelitian (road map research) dibawah ini yang telah dimulai semenjak tahun 2002 ketika pengusul masih studi lanjut S3 dan seterusnya sebagai Asóciate research di Toyohashi University of Technology (TUT)Japan. Hingga sekarang terus mengembangkan penelitian-penelitian aplikasi.
Skematik Road Map Research
Meningkatkan Sifat Mekanis Besi Karbon menggunakan Metode Deformasi plastis menyeluruh untuk bahan Konstruksi transportasi dan Pertahanan
22
BAB 3 METODE PENELITIAN
Tempat dan Waktu
1. Laboratorium Teknologi Produksi Departemen Teknik Mesin Universitas Sumatera
Utara
2. Laboratorium Konstruksi Departemen Teknik Mesin Universitas Sumatera Utara.
3. Kebun percobaan PPKS di kebun Sungai putih pematang Suiantar.
Alat dan bahan
1. Peralatan uji pemotongan dilengkapi dengan: ring transduser l cincin sensor (kapasitas
850 kg, diameter 2,5 inch, lebar 2 cm, tebal 6 mm), Sensor regangan (strain gage)
(Kyowa, KFG1-120-D16-11N15C2), plat besi ketebalan 3 mm yang dibuat variasi
mata pisau; macam sisi mata pisau (1 dan 2 sisi), kemiringan pisau (15° dan 20°) dan
sudut mata pisau (10°,15° dan 20°)
2. Alat pengukur koefisien gesek
3. Universal Testing Mesin
Bahan-bahan yang digunakan yaitu
Tanaman kelapa sawit yang diakai dalam pengambilan sebagai bahan uji adalah diambil dari
kebun PPKS dan di Seputar Universitas Sumatera Utara. Bahan uji yang diambil dari
tandan dan Pelepah tanaman kelapa sawit usia lebih besar dari 5 tahun. seperti pada Gambar
dibawah ini
23 1. Tandan Buah Kelapa Sawit
Tandan kelapa sawit yang digunakan dalam pengujian ini merupakan potongan
tangkai tandan buah dengan ukuran sama seperti perlakuan pengujian pemotongan pelepah
yaitu pengujian hanya menggunakan bagian jaringan tandan dengan ukuran 9 x 4 x 2,5 cm
untuk sifat mekanik bahan dan 9 x 3 x 2,5 cm untuk uji gaya pemotongan spesifik.
2. Pelepah daun kelapa sawit
Pelepah kelapa sawit diambil dari pelepah sawit sebagai pelepah duduk, dengan
pengambilan sampel pada bagian 12 cm dari pangkal petiolus, dimana selanjutnya pengujian
hanya menggunakan gbagian jaringan pelepah ukuran 9 x 4 x 2,5 cm untuk sifat mekanik
bahan dan 9 x 3 2,5 cm untuk uji gaya pemotongan spesifik.
Gambar 3.2. Bahan Uji dalam Penelitian (Tandan dan Pelepah Kelapa Sawit)
Pengambilan Data
Pengukuran sifat mekanik Pelepah dan tandan Sawit
Pengukuran data material bahan dari bahan uji pelepah dan tandan kelapa sawit (ukuran
9x4x2,5 cm), seperti gambar dibawah ini dengan tujuan untuk mendapatkan nilai:
1. Modulus Elastisitas (E)
2. Poison Ratio (v)
3. Yield strength (ζ)
24 pengujian sifat mekanis tersebut dilakukan menggunakan alat Universal testing Machine
(UTM) di Lab. konstruksi Departemen Teknik Mesin USU.
Gambar 3.3 Metode Pengukuran sifat Mekanik Pelepah dan tandan Sawit
Pengukuran Koefisien Gesek
Koefisien gesek (µ) antara permukaaan melintang pelepah dengan permukaan plat besi bahan
pisau pemotong, dilakukan dengan menggunakan peralatan uji gesek seperti gambar dibawah
ini.
Gambar 3.4 Metode pengukuran koefisien gesek pelepah dan tandan sawit
Sistem Pengukuran dan perekaman data mekanisme pemotongan
Untuk mengukur mekanisme pemotongan tersebut, akan dibuat suatu instrumen khusus
25 Gambar 3.5 Skema penelitian analisis mekanisme pemotongan bahan uji pelepah dan batang
tandan sawit.
Model matematika untuk menghitung gaya, energi dan daya pemotongan diperoleh
dari analisis selanjutnya dibandingkan dengan mekanisme pemotongan diperoleh dari analisis
selanjutnya dibandingkan dengan mekanisme pemotongan tandan dan pelepah hasil
pengukuran kondisi instrumen uji pada saat pengukuran adalah bahan uji diletakkan dibawah
mata pisau pemotong yang telah dilengkapi dengan cincin sensor. kabel dari cincin sensor
disambungkan pada Bridge box, dari Bridge box ke strain amplifier, ke interface (ADC) dan
personal komputer. Dalam pengujian dilakukan perekaman data dengan frekuensi samping
data 200 Hz selama 120 detik. Perekaman dat dimulai pada saat motor penggerak pisau
dinyalakan (pada jarak antara mata pisau dengan bahan =3 mm)
Pada pengunaan alat pengukur gaya pemotongan yang dioperasikan secara mekanik
menggunakan penggerak motor listrik, dapat diukur dan dilihat karakter gaya dari mekanisme
26 Gambar 3.6 Posisi dan Pemasangan strain gage pada cincin sensor
Pada saat pemotongan akan terjadi perubahan gaya pada pisau pemotong sebagai
akibat gaya reaksi yang diberikan bahan uji terhadap pisau pemotong. Untuk mengindra
perubahan regangan tersebut, pada cincin dipasang transduser berupa dua buah strain gage
tipe silang yang dipasang membentuk circuit wheatstone bridge seperti gambar diatas.
Sebelum pengukuran, dilakukan kalibrasi transduser untuk mendapatkan hubungan antara
nilai tegangan keluaran dari strain amplifier dengan besarnya gaya yang terjadi. Selanjutnya
nilai tegangan hasil pengukuran dikonversi kedalam satuan gaya dengan menggunakan
persamaan hasil kalibrasi.
Variasi parameter bahan uji, sebagai berikut:
1. Sisi Pisau (S)
a. Satu sisi mata pisau
b. dua sisi mata pisau
2. Sudut Ketajaman mata Pisau (T)
a. 10° b.15° c.20°
3. Sudut Kemiringan Pisau (K)
27 Mulai
Mulai
Pengaturan dan potongan bahan uji dan alat uji yang diperlukn dalam penelitian
Pengaturan dan potongan bahan uji dan alat uji yang diperlukn dalam penelitian
Analisa gaya pemotonganbahan:
Penentuan variasi ukuran, bentuk pisau, sudut mata pisau, dan kelengkungan
Penentuan variasi ukuran, bentuk pisau, sudut mata pisau, dan kelengkungan
Pengukuran karakteristik 4. bentuk natomi irisan tandan dan pelepah 4. bentuk natomi irisan tandan dan pelepah
Pengukuran: -gaya potongan
-Bahan uji untuk daya potongan
Pengukuran: -gaya potongan
-Bahan uji untuk daya potongan
Pembuatan instrumen Uji
Pembuatan instrumen Uji
Rekomendasi gaya teringan untuk pemotongan bahan uji dan model
pemrograman pemotongan
Rekomendasi gaya teringan untuk pemotongan bahan uji dan model
pemrograman pemotongan
Analisa Data
Analisa Data Hasil ValidasiHasil Validasi
Selesai
Gambar 3.3. Diagram alir dari tahapan penelitian analisis mekanisme pemotongan tandan dan
28
BAB 4. BIAYA DAN JADWAL PENELITIAN 4.1. Ringkasan Anggaran Biaya
No Jenis Pengeluaran Biaya yang diusulkan (Rp)
Tahun I Tahun II Tahun III
1. Gaji dan upah (Maks. 30%) 20.900.000 20.900.000 20.900.000
2. Bahan habis pakai dan peralatan
(30–40%) 16.073.500 16.073.500 16.073.500
3. Perjalanan (15–25%) 23.400.000 23.400.000 23.400.000
4.
Lain-lain: publikasi, seminar, laporan, lainnya sebutkan (Maks. 15%)
15.340.000 15.340.000 15.340.000
Jumlah 75.713.500 75.713.500 75.713.500
Jumlah dana yang dibutuhkan selama 3 tahun: Dua Ratus Dua Puluh Tujuh Juta Seratus
Empat Puluh Ribu Rupiah (Rp.227.140.000.,-)
4.2.Jadwal Penelitian
a. Waktu Pelaksanaan kegiatan
Kegiatan dilakukan dalam 1 (satu) tahun dengan rincian tahapan kegiatan dijabarkan
dalam Matriks Pelaksanaan Kegiatan.
b. Matriks Pelaksanaan Kegiatan
Jadwal kegiatan yang dilakukan secara rinci dapat dilihat pada Lampiran 3. Matriks
29
DAFTAR PUSTAKA
Alexandrov, M.Ivanov, K.Reimann, A.B. Reiziz, S.Surinach and A.P. Zhilyaev., Rev.Adv.Mater.Sci.2 (2001) 1
A. Yu. Vinogradov,V.V. Stolyarof, S. Hashimoto, R.Z. Valiev., Mater. Sci. Eng.A318 (2001) 163.
Booothroyd , (2008), “Design for Die Casting”, Second edition, Mc graw hill, USA
C.Y. Nam, J.H. Han, Y.H. Chung, M.C. Shin., Mater. Sci. Eng.A347 (2003) 253.
I. Kopacz, M. Zehetbauer, L.S. Toth, I.V. alexandrov, B. Ortner., Proc. RisǾ Int.Symposium on Material Science, Denmark 2001.
Flemings, 2004“Heat Flow in Solidification”, Francis balcon, England,
Hans Conrad, J. Narayan., App. Physics Letters 2002; 81; 12: 2241.
J.Y. Huang, Y.T. Zhu, H. Jiang, T.C. Lowe., Acta metall.mater., 2001, 49, 1497.
Karl T. Ulrich, Steven D.Eppinger Product Design and Development, 2nd Edition, Mc. Grawhill, Singapore 2000.
Mabie, H.H. and F. W Ocvirk. 1975. Mechanisme and Dynamics of Machinery. John Willey and Sons. New York
Mohsenin, N.N, 1986 Physical properties of plant and Animal materials gordon and Breach Science publisher, New York
M.D. Baro,Yu.R.Kolobov, I.A.Ovid’ko, H.E.Schaefer, B.B. Straumal, R.Z.Valiev, I.V. M. Seefeldt., Rev.Adv.Mater.Sci.2 (2001) 44
M.Yu. Gutkin, I.A. Ovid’ko, C.S. Pande., Rev.Adv.Mater.Sci.2 (2001) 80.
Perrson S.1987, Mechanics of cutting Plant Material. An ASAE Monograp, St Josep, michigan:ASAE
R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov., Prog. Mater. Sci. 45 (2000) 103.
Sitkey G 1986. Mechanics of Agricultural Material Elsevier, Amsterdam
Serope Kalpakjian and Steven R. Schmid, (2006), “Manufacturing, Engineering & Technology”, Fifth Edition, Pearson Education, Inc., Upper Saddle River, NJ.
V.M. Segal, Mater. Sci. Eng.A271 (1999) 322.
X. Huang, N. Tsuji, Y. Minamino, N. Hansen., Proc. RisǾ Int.Symposium on Material
Science, Denmark 2001
30
LAMPIRAN-LAMPIRAN Lampiran 1. Justifikasi Anggaran Penelitian
1.
Honor/Jam Waktu Minggu
(Rp) (Jam/Minggu) Tahun I Tahun II Tahun III
1 Ketua 40.000 6 40 9.600.000 9.600.000 9.600.000
2 Anggota 2 30.000 4 20 4.800.000 4.800.000 4.800.000
3 Pekerja Ahli permesinan 1 20.000 2 15 600.000 600.000 600.000
4 Mahasiswa 6 0 5 40 0 0 0
15.000.000 15.000.000 15.000.000
2. Peralatan Penunjang
Justifikasi Kuantitas Harga
Pemakaian Satuan (Rp)Tahun I Tahun II Tahun III
1 Sewa Mutipurpose CNC 1 2.000.000 2.000.000 2.000.000 2.000.000
2 Sewa Mesin Bubut dan Mesin Prais 1 1.000.000 1.000.000 1.000.000 1.000.000
3 Sewa Press machine 200 ton 2 400.000 800.000 800.000 800.000
4 Sewa Wire cutting Hitachi 940P 2 400.000 800.000 800.000 800.000
3 Plat baja carbon ASTM A515- 70 1 1.800.000 1.800.000 1.800.000 1.800.000 4 Screw worm baja tuang CA 38 1 1.200.000 1.200.000 1.200.000 1.200.000
5 Plat baja Assab 1 1.200.000 1.200.000 1.200.000 1.200.000
6 Sewa Pemotong Plat 2 600.000 1.200.000 1.200.000 1.200.000
7 Sewa Mesin Hummering 4 400.000 1.600.000 1.600.000 1.600.000
8 Tool Tungsten 3 450.000 1.350.000 1.350.000 1.350.000
9 Bolt and Nut 1 150.000 150.000 150.000 150.000
10 Electrode welding 1 325.000 325.000 325.000 325.000
11 corrosive resistant Paint 1 250.000 250.000 250.000 250.000
12 Frame Structure 1 240.000 240.000 240.000 240.000
13 Mesin Potong Rumput in Line 1 9.000.000 0 12.500.000 12.500.000
14Sewa Wire cutting diamond 3 400.000 1.200.000 1.200.000 1.200.000
15SewaXRD di UI 3 400.000 1.200.000 1.200.000 1.200.000
16Sewa TEM di UI 1 400.000 400.000 400.000 400.000
17Sewa SEM EBSP Hitachi 1 400.000 400.000 400.000 400.000
18Sewa DTA/DTG 1 400.000 400.000 400.000 400.000
19Sewa profilometer 1 400.000 400.000 400.000 400.000
20Sewa Atomic Force Microscope 1 400.000 400.000 400.000 400.000
21Sewa Nano Indentasi 1 400.000 400.000 400.000 400.000
22Sewa Furnace 4 400.000 1.600.000 1.600.000 1.600.000
20.315.000 32.815.000 32.815.000
3. Bahan/Barang habis pakai
Justifikasi Kuantitas Harga
Pemakaian Satuan (Rp)Tahun I Thn II Thn III
1 Kertas A4 @ 36000 6 36.000 216.000 216.000 216.000
2 Foto Copy @150 600 150 90.000 90.000 90.000
3 Cartridge Printer 4 275.000 1.100.000 1.100.000 1.100.000
4 Kertas A0/kalkir 3 150.000 450.000 450.000 450.000
5 Aqua 15 13.500 202.500 202.500 202.500
2.058.500 2.058.500 2.058.500
4. Perjalanan
Justifikasi Kuantitas Harga
Pemakaian Satuan (Rp)TahunI Tahun II Tahun III
1 Transportasi ke Workshop 7 75.000 525.000 525.000 525.000
2 Transportasi survey ke Perkebunan 5 400.000 2.000.000 2.000.000 2.000.000
3 Transportasi Sosialisasi 2 400.000 800.000 800.000 800.000
4 Transportasi Pusat Riset Sawit Malaysia 1 5.000.000 5.000.000 5.000.000 5.000.000 5 Transportasi Medan Jakarta Bandung 1 4.000.000 4.000.000 4.000.000 4.000.000
12.325.000 12.325.000 12.325.000
5. lain-lain
NoKegiatan Justifikasi Kuantitas Harga iaya per Tahun (Rp)
Pemakaian Satuan (Rp)Tahun I Tahun II Tahun III
1 Hand Book Mech. Engineering 1 800.000 0 2.460.000 0
2 Handbook Mech Design 1 600.000 0 0 2.460.000
3 Pengolahan Data 4 bulan/tahun 2 100.000 800.000 800.000 800.000
4 Laporan hardcover 5 45.000 540.000 540.000 540.000
5 Menghadiri Seminar 1 Seminar 2 2.500.000 5.000.000 5.000.000 5.000.000
6 Pendaftaran patent (HKI) 1 1 3.000.000 3.000.000 3.000.000 3.000.000
7 Publikasi Jurnal 1 1 1.000.000 1.000.000 1.000.000 1.000.000
8
10.340.000 12.800.000 12.800.000
Tahun I Tahun II Tahun III 60.038.500 74.998.500 74.998.500 Honor
Honor per Tahun (Rp) Honor
No
NoMaterial Harga Peralatan Penunjang (Rp)
No
210.035.500
SUB TOTAL (Rp)
(Rp) SUB TOTAL (Rp)
TOTAL ANGGARAN YANG DIPERLUKAN SETIAP TAHUN
TOTAL ANGGARAN YANG DIPERLUKAN SELURUH TAHUN (Rp)
Material Biaya per Tahun (Rp)
No
SUB TOTAL (Rp) SUB TOTAL (Rp)
SUB TOTAL (Rp)
31
Lampiran 2. Dukungan Sarana dan Prasarana Penelitian
Kegiatan riset yang dilakukan pada tahap ini meliputi;
1. Kegiatan pengumpulan data terkait dengan identifikasi alat panen dilakukan pada
kegiatan observasi kebun dan laboratorium.
2. Observasi di kebun bertujuan untuk mengetahui jenis-jenis alat panen yang digunakan
oleh pemanen dalam melaksanakan panen, faktor-faktor pembatas yang menghambat
proses panen, kecepatan waktu panen, harga dan merk alat panen yang ada di lapangan.
3. Observasi di laboratorium bertujuan untuk mengetahui karakteristik material terutama
sifat mekanik logam yang digunakan sebagai bahan baku pembuatan alat panen. Selain
itu, juga dilakukan pengamatan mengenai gaya potong yang diberikan pada saat
pemotongan pelepah dan tandan sawit.
4. Mendeskripsikan secara jelas proses kegiatan panen dan alat panen yang digunakan
dalam proses panen TBS di kebun kelapa sawit.
5. Melakukan disain alat panen baru yang menyesuaikan dengan karakteristik kondisi
kerja pemanen.
Dengan mempertimbangkan batasan kegiatan yang telah dijabarkan di atas,
adapun kegiatan riset ini dilakukan di beberapa wilayah dan tempat sesuai dengan ruang
lingkup kajian yang dibahas. Untuk kegiatan observasi lapangan akan dilakukan survei proses
panen berdasarkan spesifik lokasi, dimana kegiatan ini akan mengambil populasi dari kebun
di Provinsi Sumatra utara, yaitu di PT. Perkebunan Nusantara (PTPN) III dan IV. Sedangkan
di Provinsi Jawa Barat dilaksanakan di kebun PTPN VIII dan di Provinsi Kalimantan Barat
akan dilaksanakan di kebun PTPN XIII.
Sementara itu, kegiatan observasi laboratorium akan dilaksanakan di Universitas
Sumatera Utara (USU), Institut Teknologi Sepuluh November (ITS) Surabaya, dan
Universitas Indonesia (UI). Kegiatan yang dilakukan di tiga universitas tersebut akan
dilaksanakan di Faklutas Teknik Program Studi Teknik Mesin.
Kegiatan riset alat panen TBS pada tahap pertama dengan sasaran akhirnya adalah
disain egrek baru ini dilakukan dalam kurun waktu Februari 2013 - Februari 2014. Adapun
alat dan bahan yang dibutuhkan untuk menunjang kegiatan pengumpulan data, antara lain;
1. Specimen egrek untuk melakukan pengukuran dimensi dan pengujian sifat mekanik
32 2. Specimen dodos untuk melakukan pengukuran dimensi dan pengujian sifat mekanik
material dodos
3. Transduser jenis strain gauge untuk melakukan mengukur besaran tegangan pada saat
pengukuran gaya potong pada tandan dan pelepah sawit
4. Oscilloscopes untuk mengetahui frekuensi regangan pada saat pengukuran gaya
potong pada tandan dan pelepah sawit
5. Scanning Electron Microscopic (SEM) untuk mengetahui struktur mikro material
egrek dan dodos
6. Polishing machine untuk menghaluskan permukaan specimen egrek dan dodos yang
akan di SEM
7. Bahan etsa menggunakan etil alkohol (C2H5OH) dan HNO3 untuk memperjelas
struktur mikro perlite dan cementit pada saat melakukan SEM
8. Video dan kamera, untuk dokumentasi kegiatan identifikasi karakteristik panen di
kebun kelapa sawit
9. Pelepah dan tandan sawit untuk melakukan pengujian gaya potong yang dilakukan
oleh egrek dan dodos
10. Emission Spectrofotometer untuk mengetahui unsur kandungan bahan kimia
pembentuk material egrek dan dodos
11. Perangkat alat uji kekerasan logam (hardness tester) pengujian hardness micro tester
dan hardness rockwell tester yang digunakan untuk mengukur tingkat kekerasan
material egrek dan dodos
33
Lampiran 3. Format Biodata Ketua/Anggota Tim Peneliti/Pelaksana A.Identitas Diri
1 Nama Lengkap (dengan gelar)
Dr. Eng. Ir. Indra, MSc
2 Jenis Kelamin L
3 Jabatan Fungsional Lektor Kepala
4 NIP/NIK/Identitas lainnya 196410241992031001
5 NIDN 0024106404
6 Tempat dan tanggal Lahir Pekan baru, 24 Oktober 1964
7 E-mail Indra7@usu.ac.id; nasution.indra@gmail.com
8 Nomor Telepon/HP 081396940087
9 Alamat Kantor Program Studi Magister TM Jl.Tri Dharma USU
10 Nomor Telepon/Faks 061-8221159/061-8221159
11 Lulusan yang telah dihasilkan S-1 = 18 orang; S-2 = 11orang; S-3 = - orang
12 Mata Kuliah yang diampu
1. Materials Engineering 2. Physic Metallurgy 3. Corrosion and Protection 4. Welding Technology 5. Strength of Materials 6. Surface Technology 7. Failure Analysis 8. Advance Manufacture
9. Teknologi Pengolah Perkebunan 10.Mold and Die Design
B.Riwayat Pendidikan
S-1 S-2 S-3
Nama Perguruan Tinggi USU (Medan) UI (Jakarta) TUT Japan
Bidang Ilmu Teknik Mesin Teknik Material Teknik Material
Tahun Masuk-Lulus 1985 - 1991 1992-1995 2003 -2008
Judul Skripsi/tesis/Disertasi Study Material Blade pada Gas Nama Pembimbing/Promotor Dr. A. Faiz
Albar
C.Pengalaman Penelitian Dalam 5 Tahun Terakhir
(Bukan Skripsi, Tesis, maupun Disertasi)
No Tahun Judul Penelitian Pendanaan
Sumber* Jml (Juta Rp)
1. 2011 Meningkatkan Sifat Mekanis dan
Kehandalan Besi Karbon Menggunakan Metode Deformasi Plastis Menyeluruh Untuk Bahan Konstruksi Transportasi dan
Hibah Bersaing DP2M Dikti
34 Pertahanan
2. 2011 Kajian Paparan Panas Lingkungan Kerja Terhadap Kenyamanan Termal dan Produktivitas Kerja
Hibah Bersaing DP2M Dikti
50
3. 2012 Kajian Paparan Panas Lingkungan Kerja Terhadap Kenyamanan Termal dan Produktivitas Kerja
Hibah Bersaing DP2M Dikti
50
4. 2013 Kajian Paparan Panas Lingkungan Kerja Terhadap Kenyamanan Termal dan Produktivitas Kerja: Audit Termal Lingkungan Kerja Guna Efisiensi Penggunaan Energi Dalam Ruangan
Hibah Bersaing DP2M Dikti
70
4. 2011 Revitalisasi Asset Pemerintah Provinsi Sumatera Utara untuk Meningkatkan PAD Sumatera Utara
Balitbang Pemprovsu
200
5. 2012 Studi Karakteristik Sistem Angkutan Massal di Sumatera Utara
Balitbang Pemprovsu
200
*Tuliskan sumber pendanaan baik dari skema penelitian DIKTI maupun dari sumber lainnya.
D.Pengalaman Pengabdian Kepada Masyarakat dalam 5 Tahun Terakhir
No Tahun Judul Pengabdian Kepada Masyarakat Pendanaan
Sumber* Jml (Juta Rp)
1 2013 IbM Kelompok Usaha Pandai Besi Di
Pancur Batu Kabupaten Deliserdang Sumatera Utara.
DP2M Dikti 50
2. 2012 Desain Alat Perajang Ubi Guna Efisiensi Kerja Ikm Kripik Ubi Di Desa Petuaran Hilir Kecamatan Pegajahan, Kabupaten Serdang Bedagai
PNBP USU 7,5
3. 2012 Desain Alat Pengering Ubi Kayu Guna Peningkatan Output Produk Pengrajin Kripik, Kabupaten Serdang Bedagai
Deperindag Kab.Sergei
Sumut
10
4. 2011 Perbaikan Lingkungan Kerja Yang
Terpapar Panas pada Industri Manufaktur Guna Peningkatan Produktivitas Kerja
PNBP USU 5
2
Tuliskan sumber pendanaan baik dari skema pengabdian kepada masyarakat DIKTI maupun dari sumber lainnya.
E. Publikasi Artikel Ilmiah Dalam Jurnal dalam 5 Tahun Terakhir
No Tahun Judul Artikel Ilmiah Nama Jurnal Volume/
Nomor/Tahun 1 2012 Nanoindentaion hardness and elastic
modulus of APCVD-grown aluminum oxide films from AlCl3-O2-Ar system
J.Surface and coating Tech. (Elsevier).
In press
2 2008 Atmospheric pressure chemical vapor position mechanism of Al2O3 film from AlCl3 and O2
J.of Crystal Growth
35 3 2007 Sintering and mechanical properties
of alumina ceramics prepared by nanosize alumina.
Deposition by Using Atmospheric Pressure Chemical Vapor
microstructure of deposition thin
film alumina produced by
Atmospheric Pressure Chemical Vapor Deposition (APCVD),
F. Pemakalah Seminar Ilmiah (Oral Presentation) dalam 5 Tahun Terakhir
No Nama Pertemuan Ilmiah/
Seminar Judul Artikel Ilmiah
Waktu dan Tempat
1 Dies Natalis USU Pengaruh sintering
Nanopowder Alumina
IMTGT USU
2 3 4
G. Karya Buku dalam 5 Tahun Terakhir
No Judul Buku Tahun Jumlah
Halaman Penerbit
1 Edu Wisata 2011 150 Disdiksu
2 Penanggulangan Bencana 2011 175 Disdiksu
3
H. Perolehan HKI dalam 5-10 Tahun Terakhir
No Judul/Tema HKI Tahun Jenis Nomor P/ID
1 2 3 Dst
I. Pengalaman Merumuskan Kebijakan Publik/Rekayasa Sosial Lainnya dalam Tahun Terakhir
36
Lainnya yang telah diterapkan Penerapan Masyarakat
1 Revitalisasi Sistem Pendidikan SMK di Sumatera Utara
2012 Sumut Baik
2 Rencana Pembangunan jangka Panjang Sumatera utara
2012 Sumut Baik
3
J. Penghargaan dalam 10 Tahun Terakhir (dari pemerintah, asosiasi atau institusi lainnya)
No Jenis Penghargaan Institusi Pemberi
Penghargaan Tahun
1 Academic Excellence award 2007 United Nation University under United Nation 3 Research and Scholarship Funding award
2008,
awarded by Amano Foundaions research,
Tokyo, Japan, April
2008-2009 Semua data yang saya isikan dan tercantum dalam biodata ini adalah benar dan dapat
dipertanggungjawabkan secara hukum. Apabila di kemudian hari ternyata dijumpai ketidak sesuaian dengan kenyataan, saya sanggup menerima sanksi.
Demikian biodata ini saya buat dengan sebenarnya untuk memenuhi salah satu persyaratan dalam pengajuan Hibah Penelitian Prioritas Nasional MP3EI.
Medan, 15 Oktober 2014 Pengusul,
37
Lampiran 1. Format Biodata Anggota Tim Peneliti/Pelaksana K.Identitas Diri
1 Nama Lengkap (dengan gelar)
Dr. Eng. Ir. Listiani Nurul Huda
2 Jenis Kelamin P
3 Jabatan Fungsional Asisten
4 NIP/NIK/Identitas lainnya 196904021995022001/G 233126
5 NIDN 0002046903
6 Tempat dan tanggal Lahir Medan, 2 April 1969
7 E-mail lnhuda@yahoo.com; listiani@usu.ac.id
8 Nomor Telepon/HP 081370575635
9 Alamat Kantor Fakultas Teknik Jl. Almamater Kampus USU
10 Nomor Telepon/Faks 061-8213250/061-8213250
11 Lulusan yang telah dihasilkan S-1 = 16 orang; S-2 = 2 orang; S-3 = - orang
12 Mata Kuliah yang diampu
1. Ergonomi dan Analisa Perancangan Kerja 2. Otomasi Sistem Produksi
3. Metodologi Riset 4. Audit Energi 5. Technical Writing L.Riwayat Pendidikan
S-1 S-2 S-3
Nama Perguruan Tinggi USU (Medan) ITB (Bandung) TUT Japan
Bidang Ilmu Teknik Industri Teknik Industri Environment and
Life Engineering
Tahun Masuk-Lulus 1988-1994 1995-1998 2001-2004
Judul Skripsi/tesis/Disertasi
Nama Pembimbing/Promotor Prof.Dr. Sukaria Sinulingga,
M. Pengalaman Penelitian Dalam 5 Tahun Terakhir
(Bukan Skripsi, Tesis, maupun Disertasi)
No Tahun Judul Penelitian Pendanaan
Sumber* Jml (Juta Rp)
1. 2013 Kajian Paparan Panas Lingkungan Kerja
Terhadap Kenyamanan Termal dan Produktivitas Kerja: Audit Termal Lingkungan Kerja Guna Efisiensi
Penggunaan Energi Dalam Ruangan”
Hibah Bersaing, DP2M Dikti
70
2. 2012 Kajian Paparan Panas Lingkungan Kerja
Terhadap Kenyamanan Termal dan Produktivitas Kerja
Hibah Bersaing, DP2M Dikti
35,5
3. 2012 Perbaikan Lingkungan Kerja: Analisa
Postur Kerja Para Pekerja Kelapa Sawit
Mandiri -
4. 2011 Kajian Paparan Panas Lingkungan Kerja
38 *Tuliskan sumber pendanaan baik dari skema penelitian DIKTI maupun dari sumber lainnya.
N.Pengalaman Pengabdian Kepada Masyarakat dalam 5 Tahun Terakhir
No Tahun Judul Pengabdian Kepada Masyarakat Pendanaan
Sumber* Jml (Juta Rp) 1 2013 Ibm Kelompok Usaha Sulam Pita di
Kelurahan Sunggal Kecamatan Medan Sunggal Kotamadya Medan
DP2M Dikti 50
2. 2012 Kreatifitas Sulam Pita Guna Pemberdayaan Ibu Rumah Tangga Di Desa Petuaran Hilir Kecamatan Pegajahan, Kabupaten Serdang Bedagai
PNBP USU 7,5
3. 2012 Desain Alat Perajang Ubi Guna Efisiensi Kerja Ikm Kripik Ubi Di Desa Petuaran Hilir Kecamatan Pegajahan, Kabupaten Serdang Bedagai
PNBP USU 7,5
4. 2012 Desain Alat Pengering Ubi Kayu Guna
Peningkatan Output Produk Pengrajin Kripik, Kabupaten Serdang Bedagai
Deperindag Serger
10
2 2011 Perbaikan Lingkungan Kerja Yang
Terpapar Panas pada Industri Manufaktur Guna Peningkatan Produktivitas Kerja
PNBP USU 5
Tuliskan sumber pendanaan baik dari skema pengabdian kepada masyarakat DIKTI maupun dari sumber lainnya.
O. Publikasi Artikel Ilmiah Dalam Jurnal dalam 5 Tahun Terakhir
No Tahun Judul Artikel Ilmiah Nama Jurnal Volume/
Nomor/Tahun 1 2012 Kajian Termal Akibat Paparan Panas
dan Perbaikan Lingkungan Kerja (terakreditasi SK Dirjen Dikti No. 56/Dikti/Kep/2012)
Jurnal Teknik Industri, PETRA
2012/Vol. 14 No. 2/pg. 129-136
2 2006 Effects of Faster Airflows on Human Thermal Comfort in Summer
Int. Journal of
3. 2005 Thermal Sensation of Local Airflow with Different Temperatures and Velocities: Comparison between
Convection Heat Transfer on a Body Disturbed by Local Airflow: Part 2. Stimulation Structure of Local
39 Airflow Through Natural
Convection.
P. Pemakalah Seminar Ilmiah (Oral Presentation) dalam 5 Tahun Terakhir
No Nama Pertemuan Ilmiah/
Seminar Judul Artikel Ilmiah Waktu dan Tempat
1 Seminar Nasional Sains & Teknologi dan MP3EI
Analisis Perbaikan Alat Pemanen Kelapa Sawit Secara Ergonomis.
23/11/2012/Fakulta s Teknik, Medan 2 Seminar Nasional
Persatuan Ergonomi Indonesia 2012
Desain Pencahayaan pada Ruangan Kelas Sekolah Dasar Guna
Penghematan Energi.
13/11/2012/ Univ. Widyatama,
Bandung 3 Seminar Ilmiah Dies
Natalis USU ke-60
Usulan Rancangan Alat Bantu dan Perbaikan Metode Kerja untuk Mengurangi Keluhan Musculoskletal Disorders
10/7/2012/ Aula FT USU,
Medan
4 Seminar Nasional Persatuan Ergonomi Indonesia 2011
Kajian Paparan Panas Lingkungan Kerja Terhadap Produktivitas Pekerja (Studi kasus: Desain Reduksi Panas pada Perusahaan Teh Botol)
14/9/2011/PSJ UI,Jakarta
5 Seminar Nasional Persatuan Ergonomi Indonesia 2011
Audit Termal Lingkungan Kerja Operator untuk Meningkatkan Produktivitas (Studi Kasus:
Perusahaan Pembuatan Sarung Tangan Karet)
13/9/2011/PSJ UI,Jakarta
6 Seminar Nasional Badan Kerjasama temperature Luar Terhadap Heat Stress Index Pekerja Pabrik
22/8/2011/JW.Marr iot Hotel-Medan
7 Seminar Ilmiah Dies Natalis USU ke-59
Kajian Kenyamanan Termal ruangan kelas Untuk Penghematan energi
20/7/2011/IMT-GT USU,Medan 8 Seminar Ilmiah Dies
Natalis USU ke-59
Kajian Termal untuk mengetahui Pengaruh Heat Stress pada
Produktivitas Pekerja Pabrik Tahu
20/7/2011/IMT-GT USU,Medan
9 Seminar Ilmiah Dies Natalis USU ke-59
Kajian Resiko Musculoskeletal Disorders dengan Pendekatan Biomekanika pada Operator
Pemindahan Pallet Paving Block di PT.X
20/7/2011/IMT-GT USU,Medan
10 International Science and Technology Exhibition & Seminar-USI ISTExS 2011
The Effect of Foliage Plants on Comfortable
The Effect of Folliage Plants on removing Indoor Air Contaminants and Performance of Office Work
26/6/2008/Toyohas hi, Japan
12 International Seminar of Indoor Air
The Effect of Foliage Plants on Removing Indoor Air Contaminant and Performance of Office Work.
40 13 15th Indonesian
Scientific Meeting
Comfort Cooling by Faster Air Velocity for Tropical Climate,
5/8/2006/Hiroshim a, Japan
Q. Karya Buku dalam 5 Tahun Terakhir
No Judul Buku Tahun Jumlah
Halaman Penerbit
1 2 3
R. Perolehan HKI dalam 5-10 Tahun Terakhir
No Judul/Tema HKI Tahun Jenis Nomor P/ID
1 2 3 Dst
S. Pengalaman Merumuskan Kebijakan Publik/Rekayasa Sosial Lainnya dalam Tahun Terakhir
No Judul/Tema/Jenis Rekayasa Sosial
Lainnya yang telah diterapkan Tahun
Tempat
T. Penghargaan dalam 10 Tahun Terakhir (dari pemerintah, asosiasi atau institusi lainnya)
No Jenis Penghargaan Institusi Pemberi
Penghargaan Tahun
1 Pemakalah terbaik Bidang Engineering USU 2012
2 Best Paper Award Session Indoor Climate Int. Indoor Air Society 2003 Semua data yang saya isikan dan tercantum dalam biodata ini adalah benar dan dapat
dipertanggungjawabkan secara hukum. Apabila di kemudian hari ternyata dijumpai ketidak sesuaian dengan kenyataan, saya sanggup menerima sanksi.
Demikian biodata ini saya buat dengan sebenarnya untuk memenuhi salah satu persyaratan dalam pengajuan Hibah Penelitian Prioritas Nasional MP3EI.
Medan, 15 Oktober 2014 Pengusul,
41
Lampiran 2. Susunan Organisasi Tim Peneliti/Pelaksana dan Pembagian Tugas
No Nama / NIDN Instansi Asal Bidang Ilmu Alokasi Waktu
(jam/minggu) Uraian Tugas
1 Dr. Eng., Ir. Indra, MSc USU Teknik
Mesin
10 Desain,
Pemilihan Bahan, Karakterisasi Bahan,
Inovasi, Proses Produksi, dan Assembly 2 Dr. Eng., Ir. Listiani
Nurul Huda, MT
USU Teknik
Industri
8 Membantu
Desain, Ergonomics, Karakterisasi Bahan,
42