4. PENGOLAHAN DAN ANALISA DATA
4.1 Gambaran Umum Perusahaan
PT. X merupakan perusahaan manufacturing yang bergerak dalam bidang otomotif yang memproduksi rantai dan filter untuk sepeda motor. Konsumen utama PT. X untuk produk rantai adalah PT Astra Honda Motor (AHM). PT. X untuk saat ini memiliki empat plant yang dimana tiga plant digunakan untuk memproduksi rantai, sedangkan satu plant digunakan untuk memproduksi filter motor. Plant 1 melakukan proses manufaktur press stamping dan heat treatment untuk komponen plate, sedangkan untuk plant 2 melakukan proses assembly rantai sepeda motor.
Plant 3 melakukan seluruh kegiatan manufaktur untuk komponen rantai yang akan digunakan yaitu pin cutting, bush forming, dan press stamping. Proses heat treatment untuk komponen penyusun rantai selain plate dilakukan juga di plant 3.
Produksi filter motor hanya dilakukan di plant 4 yang terdapat di daerah krian, Jawa Timur.
Rantai sepeda motor yang diproduksi di PT. X memiliki 3 jenis, yaitu cam chain, drive chain, silent chain. Ketiga jenis rantai tersebut memiliki perbedaan untuk komponen-komponen yang dibutuhkan. Drive chain membutuhkan komponen ILP, OLP, ULP, pin, bush, roller, joint pin dan clip, sedangkan untuk silent chain membutuhkan komponen tooth plate, guide plate dan pin. Komponen- komponen yang dibutuhkan untuk cam chain yaitu OLP, ILP, bush dan pin.
Komponen-komponen penyusun rantai yang tedapat di PT. X tidak semuanya di produksi oleh PT. X sendiri, tetapi ada beberapa komponen yang diimpor oleh PT.
X untuk memenuhi kebutuhan produksi yang dimiliki oleh PT. X dikarenakan biaya yang dikeluarkan untuk membeli barang secara impor lebih rendah dibandingkan apabila PT. X memproduksi sendiri komponen tersebut. Komponen yang diimpor oleh PT. X yaitu komponen bush dan roller. PT. X juga melakukan impor untuk produk rantai dari PT. X dikarenakan tidak tersedianya bahan atau alat yang digunakan untuk memproduksi tipe rantai tertentu. Tipe rantai yang diimpor oleh PT. X yaitu 428 HDS.
4.1.1 Struktur Organisasi
Struktur organisasi paling tinggi yang terdapat di PT. X adalah Board of director. Board of director terdiri dari presiden direktur dan direktur yang membawahi plant directorate dan office directorate. Office directorate merupakan direksi yang khusus menangani permasalahan dalam office. Office directorate membawahi departemen marketing, procurement, finance, accounting, dan human resource development. Plant directorate membawahi plant division yang bertugas untuk menangani departemen-departemen yang berada di dalam area produksi.
Departemen-departemen yang berada di area produksi membawahi beberapa section head lagi sesuai dengan divisi masing-masing. Divisi-divisi yang terdapat di area produksi antara lain adalah Quality Control (QC), produksi, maintenance, engineering, PPC.
4.1.2 Waktu Operasional Perusahaan
PT. X memiliki waktu operasional yang berbeda untuk area office dan area produksi. Waktu operasional untuk office dan produksi berlaku untuk lima hari kerja selama satu minggu. Waktu operasional produksi dibagi menjadi tiga shift dalam satu hari, sedangkan untuk waktu operasional office hanya terdapat satu shift saja dalam satu hari. Waktu operasional kantor dapat dilihat pada Tabel 4.1, sedangkan untuk waktu operasional produksi dapat dilihat pada tabel 4.2
Tabel 4.1 Waktu Operasional Kantor
Tabel 4.2 Waktu Operasional Produksi
Shift I II III
Hari Kerja Senin - Kamis Jumat Senin - Jumat Senin - Jumat Jam Kerja 07.00 - 16.00 07.00 - 16.00 16.00 - 24.00 24.00 - 07.00 Istirahat 1 9.30 - 9.40 9.30 - 9.40 18.00 - 18.10 02.30 - 03.15 Istirahat 2 11.45 - 12.25 11.40 - 12.50 19.30 - 20.10 05.00 - 05.20 Istirahat 3 14.30 - 14.40 14.30 - 14.40 22.00 - 22.10
Shift I
Hari Kerja Senin - Kamis Jumat Jam Kerja 07.00 - 16.00 07.00 - 16.00
Istirahat 12.00 - 12.50 11.40 - 13.00
4.1.3 Penjelasan Produk PT. X
Produk rantai dari PT. X secara garis besar dibagi menjadi 2 bagian, yaitu engine chain dan drive chain. Engine chain adalah rantai yang terdapat di dalam mesin sepeda motor. Engine chain yang terdapat pada PT. X dibagi menjadi 2 jenis, yaitu cam chain dan silent chain. Perbedaan yang terdapat pada kedua jenis engine chain tersebut terdapat pada suara yang dihasilkan dan harga dari produk tersebut.
Silent chain memiliki suara yang relatif lebih halus dengan harga yang relatif lebih mahal bila dibandingkan dengan cam chain. Silent chain memiliki tiga jenis rantai, yaitu SDH, RCH, dan SV, sedangkan cam chain memiliki 3 jenis rantai, yaitu 25, 25H, dan 25SH. Drive chain adalah rantai yang terdapat pada roda sepeda motor yang digunakan untuk menghubungkan sproket diantara roda motor. Drive chain memiliki lima jenis rantai, yaitu 428H, 428, 428HSL, 420AD dan 420SB. Cam chain dan Drive chain memiliki sistem penamaan kode rantai yang hampir sama.
Gambar 4.1 menunjukan sistem penamaan kode rantai untuk jenis rantai cam chain.
Gambar 4.1 Sistem penamaan rantai tipe cam chain
Gambar 4.1 menunjukan sistem penamaan rantai tipe cam chain. Urutan pertama pada sistem penamaan tersebut menunjukan jarak pitch pada rantai, sedangkan untuk urutan kedua menunjukan lebar pada rantai tersebut. Urutan ketiga menunjukan kualitas/ciri khas dari rantai cam chain. Urutan keempat menunjukan jumlah link yang terdapat pada rantai. Contoh dari pembacaan rantai tersebut, misal rantai 25SH-100 berarti rantai tersebut memiliki jarak pitch sebesar 6,35 millimeter, lebar rantai sebesar 3,18 milimeter, dengan ciri khas super high class, dan jumlah link rantai sebanyak 100. Gambar 4.2 akan menunjukan komponen-komponen yang diperlukan untuk membuat sebuah rantai cam chain.
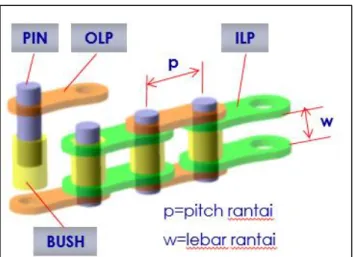
Gambar 4.2 Komponen Pembentuk Rantai Cam Chain
Gambar 4.2 menunjukan komponen-komponen yang dibutuhkan untuk membuat sebuah rantai cam chain dan penjelasan mengenai penempatan komponen-komponen tersebut serta pengukuran pitch dan lebar rantai.
Gambar 4.3 Sistem Penamaan Rantai Silent Chain
Gambar 4.3 menunjukan sistem penamaan rantai pada jenis rantai silent chain. Urutan pertama dan kedua akan menunjukan jenis rantai dan bentuk dari pin rantai tersebut. Urutan Ketiga dan keempat akan menunjukan jarak pitch rantai dan lebar dari rantai tersebut. Urutan kelima akan menunjukan ciri khas dari rantai silent
chain, sedangkan pada urutan terakhir akan menunjukan jumlah link yang terdapat pada rantai silent chain. Contoh untuk sistem penamaan tersebut, misalkan rantai dengan sistem penamaan SCR0404 SDH-100 berarti rantai tersebut adalah rantai jenis silent chain dengan pin berbentuk bundar, memiliki jarak pitch sebesar 6,35 milimeter, lebar dari rantai tersebut sebesar 3.20 milimeter, serta memiliki ciri khas surface with chrome, dan memiliki jumlah link rantai sebanyak 100. Rantai silent chain memiliki pembentuk komponen yang berbeda dengan jenis rantai cam chain Gambar 4.4 akan menunjukan komponen-komponen pembentuk rantai silent chain.
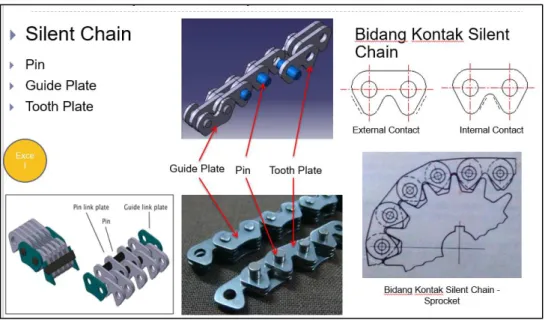
Gambar 4.4 Komponen Pembentuk Rantai Silent Chain
Gambar 4.4 menunjukan komponen-komponen apa saja yang dibutuhkan untuk membentuk sebuah rantai silent chain. Gambar 4.4 juga menunjukan penempatan dari komponen-komponen tersebut. Komponen yang dibutuhkan untuk membentuk rantai silent chain berbeda dengan komponen yang dibutuhkan untuk membentuk rantai cam chain meskipun keduanya berjenis sama yaitu engine chain.
Gambar 4.5 Sistem Penamaan Rantai Drive Chain
Gambar 4.5 menunjukan sistem penamaan rantai drive Chain. Urutan pertama akan menunjukan jarak dari pitch rantai, sedangkan pada urutan kedua menunjukan lebar rantai drive chain. Urutan ketiga dan keempat akan menunjukan ciri khas rantai drive chain dan jumlah link yang terdapat pada rantai drive chain tersebut. Contoh sistem penamaan rantai drive chain, penamaan rantai dengan tipe 428H-100 yang berarti rantai tersebut memiliki jarak pitch sebesar 12,7 millimeter, lebar rantai sebesar 7,94 milimeter, dengan ciri khas high class, dan jumlah link sebanyak 100. Gambar 4.6 akan menunjukan komponen-komponen apa saja yang dibutuhkan untuk membentuk sebuah rantai drive chain.
Gambar 4.6 Komponen Pembentuk Rantai Drive Chain
Gambar 4.6 diatas menunjukan komponen-komponen penyusun rantai drive chain. Gambar 4.6 juga menunjukan letak dari masing-masing komponen dan penjelasan mengenai pengukuran pitch rantai dan lebar rantai drive chain.
4.2 Proses Produksi PT. X
Proses produksi yang terdapat pada PT. X terbagi menjadi 4 bagian, yaitu proses manufaktur, proses heat treatment, proses finishing, dan proses assembly.
Proses manufaktur adalah proses untuk mengubah raw material dari supplier menjadi komponen – komponen penyusun rantai. Proses heat treatment adalah proses untuk menguatkan struktur dari material komponen penyusun rantai sehingga rantai yang dihasilkan tidak putus. Proses yang ketiga adalah proses finishing, pada proses finishing ini komponen setelah di heat treatment akan melalui tahap akhir pengecekan yang digunakan untuk menentukan apakah komponen tersebut layak pakai (G) atau tidak (NG). Komponen yang sudah Go (G) atau layak pakai selanjutnya akan dikirim ke proses assembly untuk dirakit menjadi rantai sesuai dengan spesifikasi yang diminta oleh konsumen.
4.2.1 Proses Manufaktur
Proses manufaktur terdiri dari beberapa bagian, yaitu proses pembuatan komponen rantai dari raw material yang terdiri dari proses pin cutting, bush forming, dan press stamping, selanjutnya akan dilanjutkan dengan proses barrel, thumbling, dan drying sebelum heat treatment.
Pin Cutting
Komponen rantai pin terbuat dari bahan wire yang nantinya akan diluruskan terlebih dahulu agar pembuatan pin selalu simetris, selanjutnya wire akan dipotong sesuai dengan kebutuhan tipe – tipe rantai yang sesuai dengan permintaan konsumen. Mesin Pin cutting akan menghasilkan output pin before hardening (BHD).
Bush Forming
Input dari proses bush forming adalah plate. Raw material plate akan masuk ke mesin bush forming yang selanjutnya akan dipotong dan dibuat bundar yang diameter yang sesuai dengan jenis – jenis rantai yang diinginkan. Mesin bush forming memiliki output bush before hardening (BHD).
Press Stamping
Proses press stamping ini akan menghasilkan 4 jenis komponen rantai yaitu OLP, ILP, ULP, dan clip. Proses dari mesin press stamping ini ialah bahan plate
masuk ke mesin, selanjutnya akan dicetak menggunakan dies atau cetakan yang sudah dibuat sesuai spesifikasi yang dinginkan lalu menghasilkan output plate before hardening (BHD).
Barrel dan Thumbling Sebelum Heat Treatment
Komponen yang merupakan output dari mesin manufaktur selanjutnya akan dibersihkan terlebih dahulu untuk membersihkan kotoran di mesin barrel atau thumbling. Komponen pin, bush dan roller akan dibersihkan di dalam mesin barrel sedangkan untuk komponen plate, yaitu ILP, OLP, ULP, dan clip akan dibersihkan di dalam mesin thumbling. Proses barrel dan thumbling menggunakan bahan kapur, air, dan ridoline untuk mencuci komponen – komponen sebelum dimasukan kedalam mesin heat treatment.
Drying Sebelum Heat Treatment
Proses drying ini bertujuan untuk mengeringkan komponen setelah mengalami proses pencucian. Proses ini menggunakan suhu yang sangat panas untuk mengeringkan komponen dan komponen akan diputar di dalam mesin.
Komponen yang sudah kering siap untuk dimasukan ke dalam mesin heat treatment.
4.2.2 Proses Heat Treatment
Proses heat treatment adalah proses yang berfungsi untuk menambah kekuatan struktur komponen – komponen penyusun rantai sehingga rantai yang sudah jadi nantinya tidak akan mudah putus. Proses ini dilakukan dengan cara memanaskan komponen dengan menggunakan suhu yang sangat tinggi. PT. X saat ini memiliki empat jenis mesin heat treatment. Plant 1 memiliki tiga buah mesin heat treatment, sedangkan plant 3 memiliki satu buah mesin heat treatment.
Keempat jenis mesin heat treatment tersebut antara lain adalah :
Mesh Belt Furnace
Komponen sebelum masuk ke dalam mesin mesh belt furnace harus di cuci terlebih dahulu agar mendapatkan hasil yang lebih optimal. Komponen yang dimasukan ke dalam mesin mesh belt furnace adalah komponen ILP, OLP, ULP, dan clip. Proses yang selanjutnya adalah proses normal hardening dimana struktur material komponen mengalami proses pengerasan. Proses selanjutnya
adalah proses quenching dimana komponen menjadi fasa martensit dengan media oli, dilanjutkan dengan proses water washing untuk mencuci komponen hasil proses quenching. Proses akhir adalah proses tempering yaitu proses pengeringan komponen.
Rotary furnace
Mesin rotary furnace melakukan proses heat treatment dengan cara memutar komponen. Proses pertama yang terjadi adalah proses carburizing dimana komponen akan menjadi austenit dengan suhu yang berbeda-beda untuk setiap komponen. Proses yang selanjutnya adalah proses quenching yang menggunakan oli sebagai media yang bertujuan untuk mendinginkan komponen setelah proses carburizing. Quenching bertujuan untuk mendapatkan fasa martensit. Proses selanjutnya adalah water washing untuk mencuci komponen hasil proses quenching. Proses akhir adalah proses tempering yaitu proses pengeringan dan pengerasan komponen. Komponen yang diproses dalam mesin rotary furnace adalah pin, bush cam chain, dan pin, bush 428H.
Sanyung Furnace
Mesin heat treatment sanyung furnace merupakan mesin yang dapat melakukan proses carburizing dan normal hardening. Tahap quenching dilakukan dengan media oli.mesin sanyung furnace dapat memproses hampir semua komponen rantai, kecuali komponen plate AD yang harus diproses dengan mesin austempered furnace.
Austempered Furnace
Proses heat treatment pada mesin austempered memiliki proses yang sama dengan mesin heat treatment mesh belt furnace. Perbedaan yang terdapat pada kedua mesin tersebut terdapat pada media yang digunakan pada proses quenching. Mesin austempered furnace menggunakan media garam untuk proses quenching. Komponen yang diproses di mesin ini adalah ILP, OLP 420AD dan ILP, OLP 428HSL.
Barrel dan Thumbling Setelah Heat Treatment
Output dari proses heat treatment adalah komponen after hardening atau komponen AHD. Komponen AHD selanjutnya akan mengalami proses finishing. Proses finisihing berguna untuk membersihkan sisa-sisa kotoran dari
proses heat treatment. Tahap tersebut menggunakan mesin barrel dan thumbling. Proses barrel dan thumbling setelah proses heat treatment memiliki proses yang sama dengan proses barrel dan thumbling sebelum proses heat treatment.
Drying Setelah Heat Treatment
Komponen yang telah selesai dicuci di mesin barrel dan thumbling selanjutnya akan dikeringkan di mesin drying. Komponen-komponen yang telah mengalami proses finishing ini dinamakan komponen after surface finishing atau komponen ASF yang siap untuk proses selanjutnya, yaitu proses assembly.
4.2.3 Proses Assembly
Proses assembly adalah proses menyusun komponen-komponen rantai yang sudah diproduksi. Proses assembly dimulai dari proses arranging yang bertujuan untuk menyusun komponen ILP dan OLP. Proses yang selanjutnya adalah proses roller assy unit yang bertujuan untuk menggabungkan komponen ILP, bush, roller. Proses yang ketiga adalah proses chain assy, pada proses chain assy komponen RUA, pin dan OLP akan digabungkan menjadi satu. Output dari proses chain assy akan mengalami proses adjust and rivet yang bertujuan untuk menguatkan penggabungan komponen OLP sehingga OLP tidak mudah terlepas dari sebuah rantai. Proses selanjutnya adalah proses pre loading yang bertujuan untuk meregangkan dan meluruskan bagian yang tidak rata pada rantai. Proses terakhir dari proses assembly adalah proses vibrator yang bertujuan untuk memisahkan rantai sesuai dengan kebutuhan.
Proses setelah dari proses assembly adalah proses finishing. Proses finishing dimulai dengan menggabungkan kedua ujung rantai menggunakan connecting link, ULP dan clip. Rantai setelah digabungkan akan digantungkan pada tempat gantungan rantai untuk selanjutnya diinspeksi secara visual oleh operator. Proses yang berikutnya adalah proses lubrikasi, dimana rantai akan diberikan pelumas agar tidak berkarat. Proses lubrikasi menggunakan media grease yang dipanaskan hingga suhu 120-180 derajat celcius. Tahap akhir setelah proses lubrikasi adalah proses blower. Proses blower bertujuan untuk mendinginkan rantai setelah proses
lubrikasi. Rantai yang sudah melalui proses blower akan di packing sesuai dengan permintaan konsumen.
4.3 Peninjauan Persentase Waktu yang digunakan oleh QC Line
PT. X ingin mengetahui persentase waktu yang digunakan oleh QC line pada plant 1 dan plant 3. Persentase waktu ini akan menunjukan waktu sisa yang dimiliki oleh operator QC line. Sisa waktu yang dimiliki oleh operator QC line khususnya QC line plant 1 nantinya akan ditinjau apakah mencukupi untuk melakukan penambahan jumlah sampling visual komponen ASF sesuai dengan jumlah sampling menurut military standard. Perhitungan sisa waktu QC line ini dilakukan dengan menggunakan perhitungan waktu baku untuk setiap elemen kerja yang dilakukan QC line pada masing-masing plant.
4.3.1 Pengumpulan Data Waktu Observasi Plant 1
Pengumpulan data dilakukan dengan metode jam henti dengan jumlah data yang tidak menentu untuk masing – masing elemen kerja. Data waktu yang digunakan seluruhnya akan dicatat dalam Lampiran 1.
4.3.1.1 Penjelasan Elemen Kerja QC Line Plant 1
QC line plant 1 memiliki 22 elemen kerja yang memiliki penjelasan seperti di bawah ini:
Waktu keliling
Elemen kerja yang pertama diambil waktunya adalah elemen kerja waktu keliling. Waktu keliling adalah elemen kerja yang dilakukan operator QC line saat berjalan untuk melakukan kegiatan. Waktu observasi yang diambil adalah saat operator QC line keluar ruangan sampai kembali lagi kedalam ruangan.
Operator QC line biasanya setiap 1 jam sekali akan keluar ruangan untuk melakukan pengecekan di line produksi.
Pengecekan Simetris Press
Elemen kerja kedua adalah pengecekan simetris press. Elemen kerja ini adalah elemen kerja saat operator QC line melakukan pengecekan simetris pada output mesin press stamping. Pengecekan simetris ini dilakukan langsung oleh operator
QC line saat berada di mesin press stamping. Pengecekan ini menggunakan alat ukur caliper. Jumlah sampel yang diambil biasanya sebanyak 5 pcs dan setiap 1 jam sekali.
Pengecekan Diameter Press
Elemen kerja ini adalah saat operator QC line melakukan pengukuran diameter dari plate langsung pada mesin press stamping. Pengecekan Diameter ini dilakukan operator QC line menggunakan plug jig yang sudah tersedia. Jumlah sampel yang diambil biasanya sebanyak 5 pcs dan setiap 1 jam sekali.
Pengecekan visual Press
Elemen kerja yang selanjutnya adalah pengecekan visual plate pada mesin press stamping. Pengecekan visual ini dilakukan dimaksudkan agar plate tidak cacat dan tidak terdapat bar. Jumlah sampel yang diambil biasanya sebanyak 20 pcs dan setiap 1 jam sekali.
Pengecekan Rockwell Heat Treatment
Pengecekan selanjutnya adalah pengecekan rockwell. Pengecekan rockwell ini hanya dilakukan pada komponen plate yang telah melewati proses heat treatment. Pengecekan ini dilakukan oleh operator QC line didalam ruang QC.
Pengecekan ini dilakukan dengan maksud untuk mengetahui kekerasan dari komponen plate sudah sesuai dengan standar atau masih perlu dilakukan rework.
Jumlah sampel yang diambil biasanya sebanyak 6 pcs dan setiap 2 jam sekali.
Operator QC akan melihat output dari komponen Heat treatment ini setiap 1 jam sekali untuk mengetahui apakah mesin Heat treatment sudah berganti komponen atau belum.
Pengecekan Microvickers ASFPengecekan ini adalah pengecekan menggunakan alat microvickers untuk mengetahui tingkat kekerasan dari komponen selain komponen plate.
Pengecekan ini biasanya dilakukan setelah komponen melewati proses heat treatment. Pengecekan microvickers yang terjadi di plant 1 hanya dilakukan pada komponen ASF (After surface finishing) yang siap dikirim ke assembly, dikarenakan komponen selain plate dilakukan proses heat treatment pada plant 3. Total pengecekan elemen kerja ini adalah 15 lot yang terdiri dari 5 lot pin, 5
lot bush, dan 5 lot roller. Jumlah sampel yang diambil adalah 5 pcs komponen per lot.
Pengecekan Visual Plate ASFPengecekan yang selanjutnya adalah pengecekan visual pada komponen plate ASF yang terdapat pada plant 1. Pengecekan ini dilakukan pada semua komponen plate ASF yang masuk atau hendak keluar dari plant 1. Total pengecekan ini adalah 10 lot plate setiap hari nya dengan jumlah sampel yang diambil adalah 30 pcs per lot.
Pengecekan Diameter Plate ASFPengecekan diameter ASF adalah pengecekan diameter terhadap komponen- komponen plate. Pengecekan diameter ini dilakukan oleh operator QC line didalam ruangan QC. Total dari pengecekan ini adalah 10 lot plate setiap harinya dengan jumlah sampel yang diambil adalah 5 pcs per lot.
Pengecekan Simetris Plate ASF
Elemen kerja yang selanjutnya adalah pengecekan simetris pada komponen plate ASF. Pengecekan ini akan menggunakan alat ukur caliper. Pengecekan ini dilakukan oleh operator QC line di dalam ruangan QC. Total dari pengecekan ini adalah 10 lot plate setiap harinya dengan jumlah sampel yang diambil adalah 5 pcs per lot.
Pengecekan Rockwell ASF
Pengecekan rockwell ASF ini sama dengan pengecekan rockwell pada output mesin heat treatment. Elemen kerja ini dilakukan operator QC line untuk komponen ASF baik yang diproduksi oleh plant 1 sendiri maupun komponen ASF dari plant lain. Total pengecekan elemen kerja ini adalah 10 lot yang terdiri dari 5 lot ILP dan 5 lot OLP dengan jumlah sampel yang diambil adalah 6 pcs per lot.
Pengecekan Ketebalan Plate ASF
Komponen plate yang sudah menjadi komponen ASF akan dilakukan pengecekan ketebalan. Pengecekan ini dilakukan untuk mengetahui apakah ketebalan plate sudah sesuai standar atau belum. Total pengecekan untuk elemen kerja ini adalah 10 lot yang terdiri dari 5 lot ILP dan 5 lot OLP dengan jumlah pengambilan sampel adalah 5 pcs per lot.
Pengecekan Panjang Pin ASF
Pengecekan ini dilakukan untuk komponen pin yang diterima plant 1 dari plant 3, dikarenakan plant 1 tidak terdapat mesin pin cutting. Pengecekan panjang pin ini dilakukan operator QC line di dalam ruangan QC dan menggunakan alat ukut caliper. Total pengecekan yang dilakukan per hari adalah 5 kali dikarenakan hanya terdapat 5 lot per hari yang diterima oleh plant 1. Total dari pengecekan panjang pin adalah 5 lot pin per hari dengan jumlah sampel yang diambil adalah 5 pcs per lot.
Pengecekan Diameter Pin ASF
Pengecekan dilakukan untuk mengukur diameter pin komponen ASF yang diterima oleh plant 1 dari plant 3. Pengecekan ini menggunakan alat micrometer sekrup yang terdapat di dalam ruang QC. Total dari pengecekan panjang pin adalah 5 lot pin per hari dengan jumlah sampel yang diambil adalah 10 pcs per lot.
Pengecekan Visual Pin ASF
Elemen kerja yang selanjutnya adalah pengecekan visual komponen pin ASF.
Pengecekan ini dilakukan oleh operator QC luar ruangan QC. Total dari pengecekan visual ini adalah sebanyak 5 lot pin per hari nya dengan jumlah sampel visual yang diambil adalah 30 pcs per lot nya.
Pengecekan Diameter Dalam Bush
Pengecekan diameter dalam bush ini dilakukan hanya untuk komponen bush ASF dari plant 3 dikarenakan plant 1 tidak memiliki mesin bush forming sendiri.
Pengecekan diameter dalam bush ini dilakukan oleh operator QC didalam ruang QC dan menggunakan plug jig yang sudah tersedia. Total dari pengecekan diameter dalam bush ASF ini adalah 5 lot bush yang masuk ataupun yang keluar setiap hari nya dengan jumlah sampel bush yang diambil adalah 5 bush per lotnya.
Pengecekan Diameter Luar Bush
Pengecekan ini berbeda dengan diameter dalam bush, dikarenakan pengecekan ini dilakukan dengan menggunakan alat ukur mikrometer sekrup yang terdapat di dalam ruangan QC. Total dari pengecekan diameter luar bush ASF ini adalah
5 lot bush yang masuk ataupun yang keluar setiap hari nya dengan jumlah sampel bush yang diambil adalah 5 bush per lot.
Pengecekan Visual Bush
Elemen kerja yang selanjutnya adalah pengecekan visual bush. Total dari pengecekan visual bush ini adalah sebanyak 5 lot bush yang masuk setiap harinya dan jumlah sampel bush yang diambil adalah sebanyak 30 pcs per lot.
Pengecekan Tinggi Bush
Elemen kerja yang berikutnya adalah pengecekan terhadap tinggi bush.
Pengecekan tinggi bush ini dilakukan dengan menggunakan alat ukur caliper.
Total dari bush yang akan di check tingginya adalah 5 lot bush setiap harinya dan jumlah bush yang diambil sebagai sampel nya adalah 5 pcs bush per lot.
Pengecekan Diameter Luar Roller
Elemen kerja yang selanjutnya adalah pengecekan diameter luar roller.
Pengecekan diameter luar roller ini sama dengan pengecekan diameter luar bush. Total pengecekan dari diameter luar roller adalah 3 lot roller setiap harinya dengan jumlah roller yang diambil adalah 5 roller per lot.
Pengecekan Diameter Dalam Roller
Pengecekan diameter dalam roller dilakukan dengan menggunakan plug jig yang telah disediakan. Total dari pengecekan dari diameter dalam roller sama dengan diameter luar roller yaitu 3 lot roller setiap harinya dengan jumlah roller yang diambil adalah 5 roller per lot.
Pengecekan Tinggi Roller
Pengecekan tinggi roller dilakukan dengan menggunakan alat ukur caliper. Total pengecekan dari komponen roller ASF adalah 3 lot roller setiap harinya dengan jumlah sampel yang diambil adalah 5 roller per lot.
Pengecekan visual Roller
Pengecekan visual roller dimaksudkan agar roller terhindar dari penyok, cacat, serta bar dikarenakan kecacatan – kecacatan tersebut akan sangat mengganggu proses perakitan nantinya. Total pengecekan dari komponen roller ASF adalah 3 lot roller setiap harinya dengan jumlah sampel yang diambil adalah 30 roller per lot.
4.3.1.2 Pengujian Data Plant 1
Data waktu observasi yang telah didapatkan akan diuji menggunakan software Minitab untuk mengetahui apakah data sudah normal atau belum (uji kenormalan menggunakan Anderson Darling) dan apakah data sudah seragam atau belum. Output dari software Minitab untuk uji kenormalan pada plant 1 dapat dilihat pada lampiran 2, sedangkan output untuk uji keseragaman untuk plant 1 dapat dilihat pada lampiran 3. Berikut adalah contoh analisa untuk uji kenormalan:
12 11 10 9 8 7 6 5 4 3
99,9
99
95 90 80 7060 5040 30 20 10 5
1
0,1
Simetris
Percent
Mean 7,157 StDev 1,336
N 64
AD 0,301
P-Value 0,570
Probability Plot of Simetris Normal
Gambar 4.7 Uji Kenormalan Pengecekan Simetris Plate Plant 1
Gambar 4.7 menunjukan hasil dari uji normal untuk elemen kerja pengecheckan simetris komponen plate. Grafik uji normal untuk pengecekan simetris pada plate menunjukan bahwa p-value dari data tersebut sebesar 0.570 yang berarti nilai dari p-value lebih besar dari nilai α (0.05). Nilai p-value yang lebih besar dari nilai α menunjukan bahwa data tersebut gagal tolak H0 yang berarti data tersebut berdistribusi normal. Hasil uji normal untuk elemen kerja yang lain dapat dilihat pada Tabel 4.3.
Tabel 4.3 Uji Normal Untuk Setiap Elemen Kerja Pada Plant 1
No. Elemen Kerja N X bar St. dev P-value
Uji Normal
1. Waktu keliling 32 277,3 14,84 0,115 Normal
2. Pengecekan Simetris Press 64 7,157 1,336 0,57 Normal 3. Pengecekan Diameter Press 46 6,778 1,172 0,481 Normal 4. Pengecekan Visual Press 40 2,526 0,2157 0,152 Normal 5. Pengecekan Rockwell HT 36 17,84 2,317 0,066 Normal 6. Pengecekan Microvickers ASF 46 54,62 5,823 0,086 Normal 7. Pengecekan Visual Plate ASF 40 2,526 0,2157 0,152 Normal 8. Pengecekan Diameter Plate ASF 46 6,778 1,172 0,481 Normal 9. Pengecekan Simetris Plate ASF 64 7,157 1,336 0,57 Normal 10. Pengecekan Rockwell ASF 36 17,84 2,317 0,066 Normal 11. Pengecekan Ketebalan Plate ASF 25 9,911 0,9719 0,173 Normal 12. Pengecekan Panjang Pin ASF 25 14,06 1,134 0,165 Normal
13. Diameter Pin ASF 25 14,54 0,7873 0,212 Normal
14. Visual Pin ASF 48 5,855 1,038 0,052 Normal
15. Diameter Dalam Bush 25 7,95 0,5511 0,086 Normal 16. Diameter Luar Bush 25 15,37 0,8153 0,201 Normal
17. Visual Bush 40 5,135 0,8274 0,054 Normal
18. Tinggi Bush 25 12,18 0,9236 0,541 Normal
19. Diameter Luar Roller 25 15,55 1,257 0,073 Normal 20. Diameter Dalam Roller 27 7,932 0,9419 0,163 Normal
21. Tinggi Roller 25 14,81 0,9802 0,058 Normal
22. Visual Roller 50 4,449 0,6557 0,074 Normal
Tabel 4.3 menunjukan bahwa hasil p-value untuk seluruh elemen kerja lebih besar daripada α(0,05) yang berarti bahwa seluruh data waktu observasi berdistribusi normal. Data waktu observasi selanjutnya akan dilakukan pengujian keseragaman data. Pengujian keseragaman data menunjukan apakah ada data yang keluar dari batas kontrol atas dan batas kontrol bawah. Berikut adalah contoh analisa untuk uji keseragaman data :
61 55 49 43 37 31 25 19 13 7 1 12 10 8 6 4
Observation
Individual Value
_X=7,157 UC L=10,983
LC L=3,331
61 55 49 43 37 31 25 19 13 7 1 4 3 2 1 0
Observation
Moving Range
__MR=1,439 UC L=4,700
LC L=0
I-MR Chart of Simetris
Gambar 4.8 Uji Keseragaman Pengecekan Simetris Plate Plant 1
Gambar 4.8 adalah hasil dari uji keseragaman elemen kerja pengecekan simetris plate dengan menggunakan software minitab. Gambar 4.8 menunjukan bahwa data waktu observasi untuk pengecekan simetris plate tidak keluar dari batas LCL dan UCL data, yang berarti dapat disimpulkan bahwa data waktu observasi seragam. Hasil uji keseragaman untuk setiap elemen kerja dapat dilihat pada Tabel 4.4 berikut.
Tabel 4.4 Uji Keseragaman Untuk Setiap Elemen Kerja pada Plant 1
No. Elemen Kerja X bar UCL LCL Uji Seragam
1. Waktu keliling 277,3 319,53 235,13 Seragam
2. Pengecekan Simetris Press 7,157 10,983 3,331 Seragam 3. Pengecekan Diameter Press 6,778 9,861 3,695 Seragam
Tabel 4.4 Uji Keseragaman Untuk Setiap Elemen Kerja pada Plant 1 (Lanjutan)
No. Elemen Kerja X bar UCL LCL Uji Seragam
4. Pengecekan Visual Press 2,526 3,202 1,85 Seragam 5. Pengecekan Rockwell HT 17,84 24,62 11,06 Seragam 6. Pengecekan Microvickers ASF 54,62 69,42 39,81 Seragam 7. Pengecekan Visual Plate ASF 2,526 3,202 1,85 Seragam 8. Pengecekan Diameter Plate ASF 6,778 9,861 3,695 Seragam 9. Pengecekan Simetris Plate ASF 7,157 10,983 3,331 Seragam 10. Pengecekan Rockwell ASF 17,84 24,62 11,06 Seragam 11. Pengecekan Ketebalan Plate ASF 9,911 12,977 6,845 Seragam 12. Pengecekan Panjang Pin ASF 14,06 17,615 10,512 Seragam 13. Diameter Pin ASF 14,54 17,445 11,629 Seragam
14. Visual Pin ASF 5,855 8,549 3,16 Seragam
15. Diameter Dalam Bush 7,95 9,514 6,385 Seragam 16. Diameter Luar Bush 15,37 18,315 12,433 Seragam
17. Visual Bush 5,135 7,412 2,859 Seragam
18. Tinggi Bush 12,18 14,623 9,745 Seragam
19. Diameter Luar Roller 15,55 19,471 11,63 Seragam 20. Diameter Dalam Roller 7,932 10,799 5,065 Seragam
21. Tinggi Roller 14,81 17,699 11,921 Seragam
22. Visual Roller 4,449 6,363 2,536 Seragam
Tabel 4.4 menunjukan bahwa seluruh data yang diambil pada saat melakukan observasi sudah seragam, dikarenakan tidak ada data yang keluar dari batas LCL dan UCL. Pengujian keseragaman data menggunakan software minitab.
Setelah data dilakukan pengujian normal dan pengujian keseragaman data, data selanjutnya akan dilakukan uji kecukupan data. Uji kecukupan data menggunakan rumus N < 30 untuk data yang kurang dari 30 dan menggunakan rumus N ≥ 30 untuk data yang lebih dari 30. Data yang pada saat pengujian kecukupan data mengalami kekurangan maka akan diperlukan penambahan data sesuai dengan hasil pengujian. Hasil uji kecukupan data untuk masing-masing elemen kerja dapat dilihat pada Tabel 4.5.
Tabel 4.5 Uji Kecukupan Data Untuk Setiap Elemen Kerja
No. Elemen Kerja X bar N N'
Uji Cukup
1. Waktu keliling 277,3 32 11,81 Cukup
2. Pengecekan Simetris Press 7,157 64 52,71 Cukup 3. Pengecekan Diameter Press 6,778 46 44,95 Cukup
4. Pengecekan Visual Press 2,526 40 10,92 Cukup
5. Pengecekan Rockwell HT 17,84 36 25,19 Cukup
6. Pengecekan Microvickers HT 54,62 46 17,08 Cukup 7. Pengecekan Visual Plate ASF 2,526 40 10,92 Cukup 8. Pengecekan Diameter Plate ASF 6,778 46 44,95 Cukup 9. Pengecekan Simetris Plate ASF 7,157 64 52,71 Cukup 10. Pengecekan Rockwell ASF 17,84 36 25,19 Cukup 11. Pengecekan Ketebalan Press ASF 9,911 25 16,47994 Cukup 12. Pengecekan Panjang Pin ASF 14,06 25 11,14015 Cukup
13. Diameter Pin ASF 14,54 25 5,021921 Cukup
14. Visual Pin ASF 5,855 48 46,47 Cukup
15. Diameter Dalam Bush 7,95 25 8,230514 Cukup
16. Diameter Luar Bush 15,37 25 4,815035 Cukup
17. Visual Bush 5,135 40 38,89 Cukup
18. Tinggi Bush 12,18 25 9,854218 Cukup
19. Diameter Luar Roller 15,55 25 11,19613 Cukup 20. Diameter Dalam Roller 7,932 27 23,92968 Cukup
21. Tinggi Roller 14,81 25 7,502397 Cukup
22. Visual Roller 4,449 50 32,71 Cukup
Tabel 4.5 menunjukan hasil perhitungan uji kecukupan data. Hasil perhitungan tabel 4.5 menunjukan bahwa data untuk setiap elemen kerja telah cukup dikarenakan N sudah lebih besar daripada N’, maka tidak diperlukan penambahan data. Data yang telah menunjukan normal, seragam, dan cukup akan dilanjutkan dengan perhitungan waktu baku.
4.3.1.3 Performance Rating, Allowance, dan Waktu Baku Plant 1
Setelah melalui ketiga uji diatas maka perhitungan yang selanjutnya adalah perhitungan waktu normal kerja (Wn) yang didapatkan dengan perkalian waktu rata-rata dan performance rating. Contoh dari perhitungan waktu normal untuk pengechekan simetris plate adalah sebagai berikut:
Wn = Ws * P
= 7,156875 * 1
= 7,156875 Second
Penentuan untuk nilai performance rating dari pengecekan simetris plate adalah 1. Dasar untuk penentuan performance rating untuk masing-masing operator akan dijelaskan seperti di bawah ini:
1. Skill
Pada umumnya skill untuk QC line plant 1 adalah average, dikarenakan elemen pekerjaan yang dimiliki oleh QC line plant 1 tidak memerlukan suatu keahlian khusus, kecuali untuk elemen kerja pengecekan microvickers. Pengecekan microvickers membutuhkan keahlian khusus dikarenakan apabila belum terbiasa maka akan kesusahan untuk mengoperasikan alat microvickers.
2. Effort
Effort yang dimiliki oleh operator QC line pada plant 1 pada umumnya good dikarenakan operator sering bekerja secara rapi dan tepat waktu sesuai dengan standard waktu yang telah ditetapkan, kecuali untuk jalan berkeliling makan nilai effort yang digunakan adalah average dikarenakan memang tidak diperlukan suatu usaha lebih oleh operator.
3. Condition
Kinerja operator juga dipengaruhi oleh kondisi lingkungan tempat dimana operator tersebut bekerja. Kondisi lingkungan saat di luar ruangan adalah fair, dikarenakan kondisi lingkungan yang panas dan bising. Kondisi lingkungan saat di dalam ruangan adalah good dikarenakan udara yang sejuk tempat cerah dan tidak bising.
4. Consistency
Consistency untuk performance rating dinilai dari variabilitas waktu yang dihasilkan oleh operator. Operator yang waktu pekerjaannya menyimpang jauh
dari rata-rata maka consistency nya rendah. Rata-rata untuk consistency operator QC line adalah good.
Tabel 4.6 Performance Rating dan Waktu Normal Untuk Plant 1
Elemen Kerja Skill Effort Condition Consistency P Ws (s) Wn (s) 1. Average Average Average Average 1 277,33 277,33
2. Average Good C2 Fair Good 1 7,1569 7,1569
3. Average Good C2 Fair Good 1 6,778 6,778
4. Average Good C2 Fair Good 1 2,526 2,526
5. Average Good C2 Good Good 1,05 17,843 18,736 6. Good C2 Good C2 Good Good 1,08 54,618 58,987
7. Average Good C2 Fair Good 1 2,526 2,526
8. Average Good C2 Good Good 1,05 6,778 7,1169 9. Average Good C2 Good Good 1,05 7,1569 7,5147 10. Average Good C2 Good Good 1,05 17,843 18,736 11. Average Good C2 Good Good 1,05 9,9108 10,406 12. Average Good C2 Good Good 1,05 14,064 14,767 13. Average Good C2 Good Good 1,05 14,537 15,264
14. Average Good C2 Fair Good 1 5,8546 5,8546
15. Average Good C2 Good Good 1,05 7,9496 8,3471 16. Average Good C2 Good Good 1,05 15,374 16,143
17. Average Good C2 Fair Good 1 5,1353 5,1353
18. Average Good C2 Good Good 1,05 12,184 12,794 19. Average Good C2 Good Good 1,05 15,55 16,328 20. Average Good C2 Good Good 1,05 7,9319 8,3284 21. Average Good C2 Good Good 1,05 14,81 15,55
22. Average Good C2 Fair Good 1 4,4494 4,4494
Perhitungan waktu normal tersebut akan digunakan untuk menghitung waktu baku dari QC line dengan mempertimbangkan allowance yang diberikan kepada operator. Hasil perhitungan untuk waktu baku untuk QC line plant 1 dapat dilihat pada tabel 4.7
Tabel 4.7 Perhitungan Waktu Baku QC Line Plant 1
Elemen Kerja A B C D E F G Total Wn (s) Wb (s) 1. 0% 1% 0% 0% 8% 2% 3% 14 277,33 322,4786 2. 0% 1% 0% 2% 8% 2% 3% 16 7,1569 8,520089 3. 0% 1% 0% 2% 8% 2% 3% 16 6,778 8,069099 4. 0% 1% 0% 2% 8% 2% 3% 16 2,526 3,007143 5. 0% 0% 0% 0% 4% 0% 0% 4 18,736 19,51615 6. 0% 0% 0% 8% 4% 0% 0% 12 58,987 67,03097 7. 0% 1% 0% 2% 8% 2% 3% 16 2,526 3,007143 8. 0% 0% 0% 2% 4% 0% 0% 7 7,1169 7,571219 9. 0% 0% 0% 2% 4% 0% 0% 7 7,5147 7,994382 10. 0% 0% 0% 0% 4% 0% 0% 4 18,736 19,51615 11. 0% 0% 0% 2% 4% 0% 0% 7 10,406 11,07057 12. 0% 0% 0% 2% 4% 0% 0% 6 14,767 15,70934 13. 0% 0% 0% 2% 4% 0% 0% 7 15,264 16,23791 14. 0% 1% 0% 2% 8% 2% 3% 16 5,8546 6,969742 15. 0% 0% 0% 2% 4% 0% 0% 7 8,3471 8,879872 16. 0% 0% 0% 2% 4% 0% 0% 7 16,143 17,17309 17. 0% 1% 0% 2% 8% 2% 3% 16 5,1353 6,113393 18. 0% 0% 0% 2% 4% 0% 0% 7 12,794 13,61023 19. 0% 0% 0% 2% 4% 0% 0% 7 16,328 17,37013 20. 0% 0% 0% 2% 4% 0% 0% 7 8,3284 8,860047 21. 0% 0% 0% 2% 4% 0% 0% 7 15,55 16,54264 22. 0% 1% 0% 2% 8% 2% 3% 16 4,4494 5,296905
Tabel 4.7 menunjukan nilai allowance yang diberikan kepada operator QC line plant 1 dan nilai waktu baku dari operator. Dasar untuk penentuan nilai allowance operator adalah sebagai berikut :
a) Tenaga yang Dikeluarkan
Elemen kerja yang dilakukan oleh operator pada umumnya tidak memerlukan tenaga yang besar, dikarenakan tidak adanya elemen kerja yang menunjukan operator harus mengangkat suatu barang yang berat. Nilai
allowance yang diberikan untuk tenaga yang dikeluarkan operator adalah sebesar 0%.
b) Sikap Kerja
Sikap kerja operator QC line plant 1 berbeda-beda untuk masing-masing elemen kerja. Elemen kerja yang mengharuskan operator untuk berdiri akan mendapat nilai allowance 1%, sedangkan untuk elemen kerja yang mengharuskan operator untuk duduk akan mendapat nilai allowance sebesar 0%.
c) Gerakan Kerja
Gerakan kerja untuk setiap elemen kerja yang dilakukan oleh operator dapat dilakukan dengan bebas, dikarenakan tidak adanya keterbatasan ruang dan anggota tubuh. Nilai allowance yang diberikan untuk setiap elemen kerja yang dilakukan adalah sebesar 0%.
d) Kelelahan Mata
Kelelahan mata sangat dipengaruhi oleh elemen kerja yang dilakukan oleh operator. Elemen kerja yang dilakukan oleh operator pada umumnya memiliki penerangan yang baik. Elemen kerja yang mengharuskan operator untuk bekerja sambil memeriksa kecacatan akan mendapatkan nilai allowance 2%, sedangkan untuk elemen kerja yang tidak mengharuskan untuk memeriksa kecacatan akan mendapat nilai allowance sebesar 0%. Elemen kerja pengecekan microvickers mendapat nilai allowance kelelahan mata yang paling besar yaitu sebesar 8%, dikarenakan elemen kerja yang menggunakan mesin microvickers mengharuskan operator untuk melihat komponen melalui lensa mikroskop dan pandangan dilakukan secara terus menerus.
e) Keadaan Temperatur
Keadaan temperatur tempat operator QC line bekerja berbeda untuk masing-masing elemen kerja. Elemen kerja yang mengharuskan operator untuk bekerja diluar ruangan akan mendapat nilai 8%, dikarenakan udara diluar ruangan sangat panas. Elemen kerja yang dilakukan didalam ruangan akan mendapat nilai allowance sebesar 4%.
f) Keadaan Atmosfer
Keadaan atmosfer adalah kondisi atmosfer tempat dimana operator bekerja. Kondisi atmosfer untuk elemen kerja yang dilakukan di luar ruangan
mendapat allowance 2%, dikarenakan sirkulasi udara kurang bagus dan terdapat bau oli maupun bau komponen karat. Elemen kerja yang dilakukan di dalam ruangan akan mendapat nilai allowance sebesar 0% atau dengan kata lain bisa diabaikan, dikarenakan sirkulasi udara segar dan tidak terdapat bau serta pencahayaan yang bagus sehingga operator merasa nyaman saat bekerja di dalam ruang QC.
g) Keadaan Lingkungan
Keadaan lingkungan untuk elemen kerja yang dilakukan di luar ruangan akan mendapat nilai allowance sebesar 3%, dikarenakan keadaan lingkungan diluar ruangan sangat bising. Elemen kerja yang dilakukan di dalam ruangan akan mendapat nilai allowance sebesar 0% dikarenakan keadaan ruangan yang bersih dan tidak bising.
4.3.1.4 Hasil Perhitungan Untuk Plant 1
Hasil perhitungan waktu baku selanjutnya akan dikalikan dengan jumlah sampel yang diambil oleh operator untuk mendapatkan waktu yang digunakan per hari oleh operator. Hasil perhitungan waktu per hari yang digunakan oleh QC line akan digunakan untuk menghitung persentase waktu yang digunakan oleh QC line dengan membagi waktu yang tersedia akan dibagi dengan waktu yang digunakan.
Perhitungan ini juga akan menunjukan sisa waktu yang dimiliki oleh QC line.
Jumlah sampel untuk elemen kerja yang berhubungan dengan mesin didapatkan dari hasil perkalian antara jumlah mesin, frekuensi pengambilan sampel, dan jumlah sampel yang diambil. Perhitungan untuk waktu yang digunakan oleh QC line dapat dilihat pada tabel 4.8. Hasil perhitungan nantinya akan digunakan untuk mengetahui persentase waktu yang digunakan oleh QC line dalam satu hari. Dan akan mengetahui juga tingkat keefisienan dari operator QC line. Tabel 4.8 hanya menunjukan persentase waktu yang digunakan oleh QC line dalam satuan detik (second). Perhitungan ini didasarkan dari hasil pengamatan oleh peneliti selama kegiatan magang dilakukan. Waktu pengambilan data dilakukan secara random (acak).
Tabel 4.8 Perhitungan Waktu yang Digunakan Oleh QC Line Plant 1
Jenis Pekerjaan Wb
Jumlah Sample
Waktu yang digunakan
Waktu keliling 322,4786 8 2579,828488
Pengecekan Simetris Press 8,520089 120 1022,410714 Pengecekan Diameter Press 8,069099 120 968,2919255 Pengecekan Visual Press 3,007143 480 1443,428571 Pengecekan Rockwell HT 19,51615 48 936,775 Pengecekan Microvickers ASF 67,03097 75 5027,322628
Pengecekan Visual Plate ASF 3,007143 300 902,1428571 Pengecekan Diameter Plate ASF 7,571219 50 378,5609389 Pengecekan Simetris Plate ASF 7,994382 50 399,7190824 Pengecekan Rockwell ASF 19,51615 60 1170,96875 Pengecekan Ketebalan Plate
ASF 11,07057 50 553,5287234
Pengecekan Panjang Pin ASF 15,70934 25 392,7335106 Diameter Pin ASF 16,23791 25 405,9478723
Visual Pin ASF 6,969742 150 1045,46131
Diameter Dalam Bush 8,879872 25 221,9968085 Diameter Luar Bush 17,17309 25 429,3271277
Visual Bush 6,113393 150 917,0089286
Tinggi Bush 13,61023 25 340,2558511
Diameter Luar Roller 17,37013 15 260,5519149 Diameter Dalam Roller 8,860047 15 132,9007092
Tinggi Roller 16,54264 15 248,1395745
Visual Roller 5,296905 90 476,7214286
Tabel 4.8 menunjukan perhitungan waktu yang digunakan oleh QC line plant 1. Penentuan jumlah sampel yang diambil sesuai dengan hasil wawancara dengan operator QC line dan pengamatan langsung di lapangan. Perhitungan jumlah sampel juga meliputi jumlah mesin yang digunakan di plant 1, sehingga rumus untuk menghitung jumlah sampel adalah sebagai berikut:
Jumlah sampel = Jumlah pengambilan sampel x Jumlah sampel yang diambil x Jumlah mesin
Hasil dari perhitungan waktu yang digunakan akan ditotal sehingga akan mendapatkan persentase waktu yang digunakan oleh QC line saat ini. Tabel 4.9
akan menunjukan hasil tersebut dan akan menunjukan sisa waktu yang masih tersisa dalam second, menit dan jam.
Tabel 4.9 Hasil Perhitungan Sisa Waktu Dan Persentase Waktu yang Digunakan
Total 20254,02272
Sisa waktu / Second 7345,977285 Sisa waktu / Menit 122,4329547 Sisa waktu / Jam 2,040549246 Persentase Waktu yang digunakan 73,38%
Hasil Tabel 4.9 menunjukan bahwa persentase dari waktu yang digunakan oleh operator QC line plant 1 sebesar 73,38%. Operator QC line plant 1 juga memiliki sisa waktu sebanyak 122 menit. Sisa waktu dari QC line berikutnya akan ditinjau untuk penambahan jumlah sampel dari visual komponen ASF sesuai dengan military standard. Waktu yang tersedia untuk operator QC line berdasarkan hasil wawancara dengan kepala divisi QC adalah sebesar 27.600 second.
Hasil dari perhitungan sisa waktu tersebut dengan asumsi semua mesin berjalan dengan normal. Jumlah komponen ASF yang digunakan sesuai dengan hasil wawancara dengan kepala sesi QC, jumlah mesin dan jumlah komponen lot ASF adalah sebagai berikut :
a) Mesin press stamping terdapat 3 mesin b) Mesin heat treatment terdapat 2 mesin c) Komponen ASF pin sebanyak 5 lot d) Komponen ASF plate sebanyak 10 lot e) Komponen ASF bush sebanyak 5 lot f) Komponen ASF roller sebanyak 3 lot
Frekuensi dan jumlah pengambilan sampel untuk perhitungan Tabel 4.8 berdasarkan wawancara dengan operator yang selanjutnya ditinjau kembali saat observasi lapangan. Frekuensi dan jumlah untuk pengambilan sampel selama 1 shift adalah sebagai berikut :
a) Waktu keliling dilakukan sebanyak 8 kali selama 1 shift.
b) Untuk pengecekan pada mesin press stamping meliputi pengecekan simetris, pengecekan diameter, dan pengecekan visual dilakukan sebanyak 8 kali selama 1 shift.
c) Pengecekan tes rockwell untuk mesin heat treatment dilakukan sebanyak 4 kali selama 1 shift.
4.3.2 Pengumpulan Data Waktu Observasi Plant 3
Pengumpulan data yang dilakukan pada plant 3 diambil dengan metode jam henti dengan jumlah data yang tidak menentu untuk masing – masing elemen kerja. Data waktu yang digunakan seluruhnya akan dicatat dalam Lampiran 4.
4.3.2.1 Penjelasan Elemen Kerja QC Line plant 3
QC line plant 3 memiliki 11 elemen kerja yang memiliki penjelasan seperti di bawah ini:
Waktu Keliling
Elemen kerja yang pertama diambil waktunya adalah elemen kerja waktu keliling. Waktu keliling adalah elemen kerja yang dilakukan operator QC line saat berjalan untuk melakukan kegiatan. Waktu observasi yang diambil adalah saat operator QC line keluar ruangan sampai kembali lagi kedalam ruangan.
Operator QC line biasanya setiap 1 jam sekali akan keluar ruangan untuk melakukan pengecekan di line produksi.
Pengukuran Panjang Pin
Elemen kerja yang kedua adalah pengukuran panjang pin. Pengukuran panjang pin ini dilakukan oleh operator QC line di luar ruangan QC dengan menggunakan caliper. Operator QC line melakukan elemen kerja ini sebanyak 2 kali selama 1 shift dengan jumlah sampel pin yang diambil sebanyak 10 pcs.
Pengecekan Visual Pin
Elemen kerja yang selanjutnya adalah pengecekan visual pin. Pengecekan visual pin ini dilakukan pada setiap mesin pin cutting yang aktif. Operator QC line melakukan elemen kerja ini sebanyak 2 kali selama 1 shift dengan jumlah sampel pin yang diambil sebanyak 10 pcs.
Pengecekan kemiringan Pin
Pengecekan kemiringan pin adalah elemen kerja yang dilakukan oleh operator QC untuk mengetahui apakah hasil potong mesin pin cutting cacat atau tidak.
Pengecekan kemiringan pin ini menggunakan mesin khusus yang terdapat
didalam ruangan QC plant 3. Total pengecekan kemiringan pin ini adalah 2 kali selama 1 shift dengan jumlah sampel pengambilan 3 pcs per mesin pin cutting.
Pengecekan Diameter Pin
Pengecekan diameter pin ini akan menggunakan alat ukur micrometer sekrup.
Total pengecekan untuk diameter pin ini adalah 2 kali selama 1 shift dengan jumlah pin yang diambil sebagai sampel adalah sebanyak 3 pcs pin.
Pengecekan Diameter Luar Bush
Elemen kerja yang selanjutnya adalah elemen pengecekan diameter luar bush.
Pengecekan ini dilakukan menggunakan alat ukur micrometer. Frekuensi untuk pengecekan ini adalah 2 kali selama 1 shift dengan jumlah sampel sebanyak 3 pcs bush
Pengecekan Visual Bush
Pengecekan ini dilakukan diluar ruangan QC. Pengecekan ini hanya menggunakan mata operator. Pengecekan ini dilakukan agar tidak ada bush yang penyok maupun cacat. Total pengecekan elemen kerja ini yaitu sebanyak 2 kali selama 1 shift dengan jumlah sampel bush yang diambil sebanyak 10 pcs.
Measurescope Bush
Pengecekan ini memiliki kegunaan yang sama dengan pengecekan visual.
Pengecekan ini menggunakan alat ukur measurescope untuk mengetahui lebih detail lagi apakah terjadi kerenggangan di bush atau ada bush yang cacat atau tidak. Total pengecekan untuk elemen kerja ini adalah sebanyak 2 kali selama 1 shift dengan jumlah sampel yang diambil adalah sebanyak 5 pcs bush.
Pengecekan Simetris Plate
Elemen kerja yang selanjutnya adalah pengecekan simetris plate. Pengecekan ini dilakukan diluar ruangan dengan menggunakan alat ukur caliper. Total pengecekan ini adalah sebanyak 2 kali selama 1 shift dengan jumlah sampel yang diambil adalah sebanyak 3 pcs.
Pengecekan Visual Plate
Elemen kerja yang berikutnya adalah pengecekan visual pada plate yang diproduksi oleh plant 3. Pengecekan ini dilakukan agar komponen plate yang sudah diproduksi apabila ada yang cacat tidak lolos ke proses selanjutnya.
Pengecekan visual plate sebanyak 2 kali selama 1 shift dengan total sampel yang diambil adalah sebanyak 10 pcs plate.
Pengecekan Diameter Plate
Elemen kerja yang terakhir adalah pengukuran diameter komponen plate.
Pengukuran ini dilakukan diluar ruangan QC dengan menggunakan alat ukur plug jig. Total pengecekan diameter plate ini sebanyak 2 kali selama 1 shift dengan jumlah sampel yang diambil adalah sebanyak 3 pcs.
4.3.2.2 Pengujian Data Plant 3
Data yang sudah diambil pada saat observasi selanjutnya akan diolah agar nantinya dapat digunakan. Pengolahan data meliputi uji kenormalan, uji keseragaman dan uji kecukupan data. Uji kenormalan dan uji keseragaman akan menggunakan software minitab. Pengujian kenormalan dilakukan untuk mengetahui apakah data sudah normal atau belum (uji kenormalan menggunakan Anderson Darling). Output dari software Minitab untuk uji kenormalan pada plant 3 dapat dilihat pada Lampiran 5, sedangkan Output untuk Uji keseragaman untuk plant 1 dapat dilihat pada Lampiran 6. Berikut adalah contoh analisa untuk uji kenormalan:
11,5 11,0
10,5 10,0
9,5 9,0
99
95 90 80 70 60 50 40 30 20
10 5
1
Panjang
Percent
Mean 10,41 StDev 0,5268
N 25
AD 0,461
P-Value 0,238
Probability Plot of Panjang Normal
Gambar 4.9 Uji Kenormalan Pengukuran Panjang Pin Plant 3
Gambar 4.9 menunjukan uji kenormalan untuk pengukuran panjang pin.
Uji kenormalan yang dilakukan menggunakan pengujian Anderson Darling.
Gambar 4.9 menunjukan nilai P-value sebesar 0,238 dimana nilai P-value tersebut lebih besar daripada α (0,05) yang dapat diartikan data tersebut normal. Hasil uji normal untuk elemen kerja yang lain dapat dilihat pada Tabel 4.10.
Tabel 4.10 Uji Kenormalan Elemen Kerja Plant 3
No. Elemen Kerja N X bar St. dev P-value Uji Normal 1. Waktu keliling 25 347,1 16,23 0,276 Normal 2. Panjang pin 25 10,41 0,5268 0,238 Normal 3. Visual / box pin 25 3,116 0,3609 0,106 Normal 4. Cek kemiringan pin 25 65,31 5,038 0,113 Normal 5. Diameter pin 25 13,53 0,4866 0,057 Normal 6. Diameter luar bush 25 14,97 0,606 0,051 Normal 7. Visual bush 39 3,212 0,4451 0,079 Normal
Tabel 4.10 Uji Kenormalan Elemen Kerja Plant 3 (Lanjutan)
No. Elemen Kerja N X bar St. dev P-value
Uji Normal 8. Measurecope bush 25 45,97 2,369 0,392 Normal 9. Simetris plate 25 6,258 0,6632 0,16 Normal 10. Visual plate 25 3,229 0,3163 0,122 Normal 11. Diameter plate 25 6,96 0,5505 0,133 Normal
Tabel 4.10 menunjukan bahwa seluruh elemen kerja yang dilakukan operator QC line plant 3 menunjukan nilai P-value yang lebih besar dari α (0,05) yang berarti seluruh elemen kerja yang dilakukan oleh operator memiliki distribusi normal. Setelah dilakukan pengujian normalitas maka selanjutnya akan dilakukan pengujian keseragaman data. Berikut adalah contoh pengujian keseragaman data untuk elemen kerja operator QC line plant 3:
25 23 21 19 17 15 13 11 9 7 5 3 1 12 11 10 9
Observation
Individual Value
_X=10,410 U C L=12,173
LC L=8,647
25 23 21 19 17 15 13 11 9 7 5 3 1 2,0 1,5 1,0 0,5 0,0
Observation
Moving Range
__MR=0,663 U C L=2,166
LC L=0
I-MR Chart of Panjang
Gambar 4.10 Uji Keseragaman Pengukuran Panjang Pin Plant 3
Gambar 4.10 menunjukan uji keseragaman untuk elemen kerja pengukuran panjang pin. Hasil uji keseragaman tersebut menunjukan bahwa tidak ada data yang keluar dari batas kontrol atas maupun batas kontrol bawah yang dapat diartikan bahwa data yang dimiliki sudah seragam. Hasil untuk pengujian keseragaman untuk masing-masing elemen kerja dapat dilihat pada Tabel 4.11.
Tabel 4.11 Uji Keseragaman Untuk Setiap Elemen Kerja pada Plant 3 No. Elemen Kerja X bar UCL LCL Uji Seragam
1. Waktu keliling 347,1 399,1 295,1 Seragam 2. Panjang pin 10,41 12,173 8,647 Seragam 3. Visual / box pin 3,116 4,227 2,005 Seragam 4. Cek kemiringan pin 65,31 80,36 50,27 Seragam 5. Diameter pin 13,53 14,912 12,15 Seragam 6. Diameter luar bush 14,97 16,934 13,009 Seragam 7. Visual bush 3,212 4,648 1,775 Seragam 8. Measurecope bush 45,97 53,49 38,46 Seragam 9. Simetris plate 6,258 8,147 4,37 Seragam 10. Visual plate 3,229 4,194 2,264 Seragam 11. Diameter plate 6,96 8,385 5,535 Seragam
Hasil dari Tabel 4.11 menunjukan bahwa semua data yang sudah diambil pada saat melakukan observasi tidak ada yang keluar dari batas kontrol atas dan batas kontrol bawah. Hasil tersebut berarti bahwa setiap elemen kerja yang dilakukan memiliki data yang seragam. Setelah dilakukan pengujian keseragaman data maka selanjutnya akan dilakukan pengujian kecukupan data. Uji kecukupan data menggunakan rumus N>30 dan N<30. Hasil dari pengujian kecukupan data dapat dilihat pada Tabel 4.12.
Tabel 4.12 Pengujian Kecukupan Data Elemen Kerja Pada Plant 3
No. Elemen Kerja X bar N N' Uji Cukup
1. Waktu keliling 347,1 25 3,746156 Cukup 2. Panjang pin 10,41 25 4,391145 Cukup
Tabel 4.12 Pengujian Kecukupan Data Elemen Kerja Pada Plant 3 (Lanjutan)
No. Elemen Kerja X bar N N' Uji Cukup
3. Visual / box pin 3,116 25 22,9846 Cukup 4. Cek kemiringan pin 65,31 25 10,20375 Cukup 5. Diameter pin 13,53 25 2,219505 Cukup 6. Diameter luar bush 14,97 25 2,807008 Cukup 7. Visual bush 3,212 39 28,7623 Cukup 8. Measurecope bush 45,97 25 4,549499 Cukup 9. Simetris plate 6,258 25 19,23153 Cukup 10. Visual plate 3,229 25 16,53273 Cukup 11. Diameter plate 6,96 25 10,69953 Cukup
Perhitungan kecukupan data untuk setiap elemen kerja pada Tabel 4.11 menunjukan bahwa setiap elemen kerja yang diambil data waktu pada saat observasi memiliki data yang cukup, sehingga tidak diperlukan penambahan data.
Data yang sudah normal, seragam, dan cukup dapat digunakan untuk perhitungan persentase sisa waktu yang dimiliki oleh operator QC plant 3. Perhitungan persentase sisa waktu dimulai dengan perhitungan waktu baku.
4.3.2.3 Performance Rating, Allowance, dan Waktu Baku Plant 3
Data yang sudah melewati ketiga uji diatas maka dapat digunakan untuk perhitungan waktu baku. Perhitungan waktu baku dimulai dengan perhitungan waktu normal. Perhitungan waktu normal didapat dengan perkalian antara rata-rata waktu observasi dengan nilai performance rating operator. Nilai performance rating operator didapat dengan menggunakan sistem penilaian westinghouse.
Berikut adalah contoh perhitungan waktu normal untuk elemen kerja pengukuran panjang pin pada mesin pin cutting.
Wn = Ws * P
= 10,4104 * 1
= 10,4104 Second
Penentuan untuk nilai performance rating dari pengukuran panjang pin adalah 1. Dasar untuk penentuan performance rating untuk masing-masing operator akan dijelaskan seperti di bawah ini:
1. Skill
Pada umumnya skill untuk QC line plant 3 adalah average, dikarenakan elemen pekerjaan yang dimiliki oleh QC line plant 3 tidak memerlukan suatu keahlian khusus, kecuali untuk elemen kerja pengecekan measurescope dan pengechekan kemiringan pin. Kedua pengecekan tersebut membutuhkan keahlian dari operator dikarenakan penggunaan alat yang cukup susah dan diperlukan waktu latihan untuk menggunakannya. Penggunaan kedua alat ini pun menuntut kesabaran dari operator dalam penggunaannya.
2. Effort
Effort yang dimiliki oleh operator QC line pada plant 3 pada umumnya good dikarenakan operator sering bekerja secara rapi dan tepat waktu sesuai dengan standard waktu yang telah ditetapkan, kecuali untuk jalan berkeliling makan nilai effort yang digunakan adalah average dikarenakan memang tidak diperlukan suatu usaha lebih oleh operator.
3. Condition
Kondisi lingkungan yang dimiliki oleh operator QC line plant 3 terbagi menjadi 2 bagian yaitu di dalam ruangan dan di luar ruangan. Kondisi lingkungan saat di luar ruangan adalah fair, dikarenakan kondisi lingkungan yang sedikit panas dan bising sehingga membuat operator kurang nyaman. Kondisi lingkungan saat di dalam ruangan adalah good dikarenakan udara yang sejuk, pencahayaam ruangan QC yang terang dan tidak bising dan tidak terdapat bau yang dapat mengganggu operator.
4. Consistency
Rata-rata hasil performance rating untuk consistency pada operator QC line plant 3 adalah good dikarenakan hasil perhitungan waktu yang cukup konsisten.
Konsistensi diukur dari selisih waktu yang diambil semuanya tidak terlalu besar dikarenakan operator sudah terlatih dan sudah bekerja dalam kurun waktu yang cukup lama sehingga tidak ada waktu yang memiliki jarak yang cukup besar.
Tabel 4.13 Nilai Performance Rating Operator Plant 3 Elemen
Kerja Skill Effort Condition Consistency P Ws (s) Wn (s) 1. Average Average Average Average 1 347,096 347,096
2. Average Good C2 Fair Good 1 10,4104 10,4104
3. Average Good C2 Fair Good 1 3,116 3,116
4. Good C2 Good C2 Good Good 1,08 65,3136 70,53869 5. Average Good C2 Good Good 1,05 13,5312 14,20776 6. Average Good C2 Good Good 1,05 14,9716 15,72018 7. Average Good C2 Fair Good 1 3,211538 3,211538 8. Good C2 Good C2 Good Good 1,08 45,974 49,65192 9. Average Good C2 Good Good 1,05 6,2584 6,57132
10. Average Good C2 Fair Good 1 3,2288 3,2288
11. Average Good C2 Fair Good 1 6,9604 6,9604
Tabel 4.13 menunjukan nilai performance rating dan perhitungan waktu normal untuk operator QC line plant 3. Perhitungan waktu normal akan dilanjutkan dengan perhitungan waktu baku operator QC line plant 3 Allowance yang diberikan kepada operator berbeda untuk masing-masing elemen kerja. Perhitungan waktu baku dan nilai allowance yang diberikan kepada operator QC line plant 3 dapat dilihat pada Tabel 4.14.
Tabel 4.14 Perhitungan Waktu Baku dan Nilai Allowance Pada Plant 3 Elemen
Kerja A B C D E F G Total Wn (s) Wb (s) 1. 0% 1% 0% 0% 8% 2% 3% 14 347,096 403,6 2. 0% 1% 0% 0% 8% 2% 3% 14 10,4104 12,10512 3. 0% 1% 0% 2% 8% 2% 3% 16 3,116 3,709524 4. 0% 0% 0% 2% 4% 0% 0% 6 70,53869 75,04116 5. 0% 0% 0% 2% 4% 0% 0% 6 14,20776 15,11464 6. 0% 0% 0% 2% 4% 0% 0% 6 15,72018 16,7236 7. 0% 1% 0% 2% 8% 2% 3% 16 3,211538 3,82326 8. 0% 1% 0% 2% 4% 0% 0% 7 49,65192 53,38916