MATA KULIAH
MATERIAL AUTOMOTIVE (CII222)
Oleh:
KURNIA DWI ART., ST., MT NIK.110905058
JURUSAN MESIN OTOMOTIF
POLITEKNIK NEGERI TANAH LAUT 2017
Disahkan Oleh: Dilarang keras memperbanyak sebagian atau seluruh isi Diperiksa Oleh:
Praktikum ke 1‐2
Pokok/Sub Bahasan Mengukur dan memotong Gerinda
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Adapun tujuan dari praktikum adalah
a. Dapat mengukur dimensi material sesuai dengan ketelitian yang diinginkan.
b. Dapat memotong material dengan baik dan benar.
c. Dapat mengoperasikan gerinda tangan dengan baik dan benar, yaitu untuk proses memotong ataupun menghaluskan material.
2. Dasar Teori Mengukur
Mengukur adalah proses membandingkan ukuran (dimensi) yang tidak diketahui terhadap standar ukuran tertentu. Alat ukur yang baik merupakan kunci dari proses produksi massal. Tanpa alat ukur, elemen mesin tidak dapat dibuat cukup akurat untuk menjadi mampu tukar (interchangeable). Pada waktu merakit, komponen yang dirakit harus sesuai satu sama lain. Pada saat ini, alat ukur merupakan alat penting dalam proses pemesinan dari awal pembuatan sampai dengan kontrol kualitas di akhir produksi.
1. Jangka Sorong
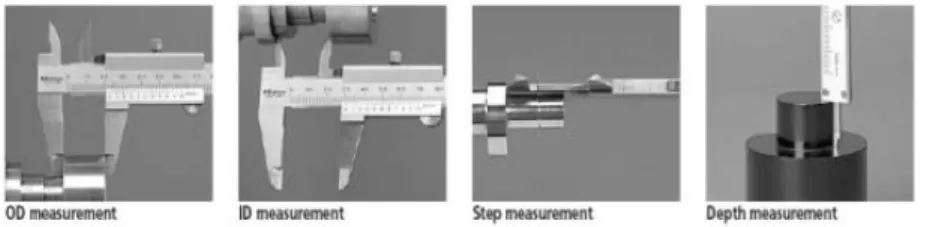
Jangka sorong adalah alat ukur yang sering digunakan di bengkel mesin. Jangka sorong ini berfungsi sebagai alat ukur operator mesin yang dapat mengukur panjang sampai dengan 200 mm, kecermatan 0,05 mm. Pada Gambar 1.1 merupakan gambar jangka sorong yang dapat mengukur panjang dengan rahangnya, kedalaman dengan ekornya, lebar celah dengan sensor bagian atas. Jangka sorong tersebut memiliki skala ukur (vernier scale) dengan cara pembacaan tertentu. Ada juga jangka sorong yang dilengkapi jam ukur, atau dilengkapi penunjuk ukuran digital. Pengkukuran menggunakan jangka sorong
dilakukan dengan cara menyentuhkan sensor ukur pada benda kerja yang akan diukur.
Gambar 1.1 Sensor jangka sorong yang dapat digunakan untuk mengukur berbagai posisi
Beberapa macam jangka sorong dengan skala penunjuk pembacaan dapat dilihat pada Gambar 1.2
Gambar 1.2 Jenis Jangka Sorong
Membaca hasil pengukuran jangka sorong yang menggunakan jam ukur dilakukan dengan cara membaca skala utama ditambah jarak yang ditunjukkan oleh jam ukur. Untuk jangka sorong dengan penunjuk pembacaan digital , hasil pengukuran langsung dapat dibaca pada monitor digitalnya. Jangka sorong yang menggunakan skala nonius, cara pembacaan ukurannya secara singkat adalah sebagai berikut :
Baca angka mm pada skala utama (pada Gambar 1.3 : 2mm)
Baca angka kelebihan ukuran dengan cara mencari garis sejajar antara skala utama dengan skala nonius (pada Gambar 1.3 : 0,35)
Sehingga ukuran yang dimaksud 2,35 .
Gambar 1.3 Pembacaan Skala
2. Mikrometer
Hasil pengukuran dengan mengunakan mikrometer (Gambar 1.4) biasanya lebih presisi dari pada menggunakan jangka sorong. Akan tetapi jangkauan ukuran mikrometer lebih kecil, yaitu hanya sekitar 25 mm.
Gambar 1.4 MIkrometer luar dan dalam
Mikrometer memiliki kecermatan sampai dengan 0,001. Jangkauan ukur mikrometer adalah 0‐25 mm, 25–50 mm, 50‐75 mm, dan seterusnya dengan selang 25 mm. Cara membaca skala mikrometer secara singkat adalah sebagai berikut :
Baca angka skala pada skala utama/Barrel scale (pada Gambar 1.5 adalah 8,5 )
Baca angka skala pada Thimble ( menunjuk 0,19)
Jumlahkan ukuran yang diperoleh (pada Gambar 1.5 adalah 8,69)
Gambar 1.5 Pembacaan Skala
Memotong
Gergaji adalah sejenis alat yang digunakan untuk memotong sesuatu. Mata gergaji berbentuk gerigi, dan bentuk gigi gergaji tergantung pada bahan yang dipotong, misalnya kayu atau logam.
Ada banyak jenis gergaji. Antaranya merupakan peralatan tangan yang bekerja dengan kekuatan otot ataupun dengan menggunakan bantuan mesin. Gergaji biasanya menimbulkan suara bising. Menggunakan gergaji untuk memotong bahan agak berbahaya karena tepinya yang tajam diperlukan ketrampilan dan prosedur yang tepat dalam penggunaanya.
3. Alat
Adapun alat yang digunakan adalah sebagai berikut:
a. Mistar b. Gergaji
c. Gerinda potong d. Gerinda penghalus e. Jangka sorong f. Penggaris siku g. Penanda baja h. Ragum
4. Bahan
Baja Ringan (Galvalum) 20 x 30 mm
5. Keselamatan Kerja
Perlu diperhatikan penggunaan APD di area workshop adalah sebagai berikut:
Sarung tangan
Kaca mata pelindung
Sepatu safety
Helm
PDH
Masker
6. Gambar Kerja
Dimensi benda kerja PxLxT adalah 380 x 350 x 350 mm
7. Langkah Kerja
Berisi Berikut ini merupakan cara mengoperasikan sebuah mesin gerinda, yaitu sebagai berikut:
Posisi benda kerja bebas, tergantung tingkat kesulitan pengerjaan.
Pasang kabel penghubung ke stop kontak dan pastikan kabel kondisi normal, aman, tidak melilit dan tidak ketarik.
Hidupkan mesin dengan memindahkan saklar ke posisi ON.
Arahkan mesin secara perlahan‐lahan dari berbagai posisi (pertimbangkantingkat kesulitan) secara teratur dan aman, sampai benda kerja terlihat ratadan halus. Biasanya pengerjaan ini setelah proses pengelasan selesai.
Untuk mematikan mesin, pindahkan saklar ke posisi OFF.
Sisa material keluar berupa tatal panas dan dapat menyebabkan iritasi pada kulit
8. Pertanyaan
1. Bagaimana cara yang benar dalam proses pemotongan dengan gerinda?
2. Bagaimana posisi yang dianjurkan dalam proses memotong BK?
3. Berapa toleransi yang diberikan supaya material yang dipotong tidak low size?
Atau bahkan over size?
4. Bagaimana cara membaca skala jangka sorong?
5. Bagaimana cara pengukuran sudut siku?
9. Daftar Pustaka
Rahdiyanta D. 2010. Materi Kuliah Proses Pemesinan, Buku 1. FT.UNY, Yogyakarta
Praktikum ke 3‐4
Pokok/Sub Bahasan Membuat lubang ‐ Gurdi (Drill) rangka‐plat
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Adapun tujuan dilaksanakan praktikum adalah sebagai berikut:
a. Dapat membuat penitik dengan baik sesuai pengukuran jarak antar lubang yang direncanakan.
b. Dapat mengoperasikan mesin gurdi tangan maupun gurdi duduk dengan baik dan benar.
c. Dapat membuat lubang dengan baik, yaitu dimensi diameter, titik tengah, lubang tembus atau tidak tembus.
d. Dapat mengganti tools pada mesin gurdi.
e. Dapat merencanakan waktu dan kecepatan potong proses gurdi.
2. Dasar Teori
Gurdi adalah sebuah pahat pemotong yang ujungnya berputar dan memiliki satu atau beberapa sisi potong dan galur yang berhubungan continue disepanjang badan gurdi. Galur ini, yang dapat lurus atau heliks, disediakan untuk memungkinkannya lewatnya serpihan atau fluida pemotong. Mesin yang digunakan untuk melakukan proses gurdi adalah mesin gurdi/Drilling Machine. Proses pembuatan lubang bisa dilakukan untuk satu pahat saja atau dengan banyak pahat
Mesin penggurdi portable
Mesin penggurdi peka – Pasangan bangku – Pasangan lantai
Mesin penggurdi vertical – Tugas ringan
– Tugas berat
– Penggurdi gang (kelompok)
Mesin penggurdi radial
Mesin penggurdi turret
Mesin penggurdi spindle jamak – Unit tunggal
– Jenis perpindahan
Mesin penggurdi produksi – Meja pengarah
– Jenis perpindahan
Mesin penggurdi lubang dalam Mesin Penggurdi Portable dan Peka
Penggurdi Portable (Gambar 2.1a) adalah mesin penggurdi kecil padat yang terutama digunakan untuk operasi penggurdian yang tidak dapat dilakukan dengan mudah pada kempa gurdi biasa. Mesin penggurdi peka adalah mesin kecil berkecepatan tinggi dari konstruksi sederhana yang mirip dengan kempa gurdi tegak biasa (Gambar 2.1b)
Gambar 2.1 Penggurdi a) Portabel b) Peka
Ragum
Ragum untuk mesin gurdi digunakan untuk mencekam benda kerja pada saat akan di bor.
Klem set
Klem set digunakan untuk mencekam benda kerja yang tidak mungkin dicekam dengan ragum.
Landasan (blok paralel)
Digunakan sebagai landasan pada pengeboran lubang tembus, untuk mencegah ragum atau meja mesin turut terbor.
Pencekam mata bor
Digunakan untuk menceam mata bor yang berbentuk silindris. Pencekam mata bor ada dua macam, yaitu pencekam dua rahang dan pencekam tiga rahang.
Sarung Pengurang (drill socket, drill sleeve)
Sarung pengurang digunakan untuk mencekam mata bor yang bertangkai konis.
Pasak pembuka
Digunakan untuk melepas sarung pengurang dari spindel bor atau melepas mata bor dari sarung pengurang.
Boring head
Digunakan untuk memperbesar lubang baik yang tembus maupun yang tidak tembus.
Mata bor
Mata bor merupakan alat potong pada mesin gurdi, yang terdiri dari bor spiral, untuk membuat lubang yang sama dengan diameter mata bor,
bor pemotong lurus, untuk material lunak (perunggu, kuningan, tembaga, plastik) bor untuk lubang yang dalam (Deep hole drill)
bor skop (spade drill), untuk material keras tapi rapuh (getas), dan
bor stelite, digunakan untuk membuat lubang pada material yang telah dikeraskan. Mata bornya mempunyai bentuk segitiga dan terbuat dari baja campuran yang tahan panas.
Gambar 2.2 Geometri mata bor (twist drill)
Parameter proses gurdi pada dasarnya sama dengan parameter proses pemesinan yang lain, akan tetapi dalam proses gurdi selain kecepatan potong, gerak makan, dan kedalaman potong perlu dipertimbangkan pula gaya aksial, dan momen puntir yang diperlukan pada proses gurdi, seperti pada Gambar 2.2. terdapat sudut‐sudut ujung dan helik yang merupakan gaya pemotongan.
Adapun rumusan yang dipakai dalam perhitungan mesin gurdi adalah sebagai berikut:
3. Alat
Peralatan yang dipakai adalah:
Bor tangan / peka
Mata bor 3 mm dan 5 mm
Ragum
Penggaris
Jangka sorong
Baja Penitik
Palu 4. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum adalah:
Baja Ringan (Galvalum) 20 x 30 mm
Seng aluminium 2 mm
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang dipakai adalah:
o Sarung tangan o Sepatu safety o Kaca mata pelindung o PDH
o Helm o Masker o Petunjuk kerja
6. Gambar Kerja
Membuat lubang sebanyak 5 lubang dengan pembagian merata sepanjang material yang sudah terpotong.
7. Langkah Kerja
Prosedur praktikum adalah:
a. Menyiapkan benda kerja yang sudah dipotong sesuai panjangnya.
b. Mengukur dan membagi jarak lubang yang sesuai c. Menitik pusat lubang
d. Memasang mata bor 3 mm dan 5 mm secara bergantian
e. Mengebor tanda penitik dengan mata bor 3mm dan 5 mm dengan beralaskan kayu atau material lunak atau balok penyangga.
f. Mengatur posisi yang sesuai dan memegang benda kerja (clamping).
g. Berhati‐hati jangan sampai meleset/bergeser titik pusat lubang.
h. Lakukan dengan pelan‐pelan dengan menekan bor, dan menahannya jangan sampai tembus ke belakang.
8. Pertanyaan
Adapun pertanyaan yang harus dijawab adalah:
1. Apa perbedaan bor (boring) dengan gurdi (drilling)?
2. Apa yang dilakukan sebelum pengeboran, agar titik pusat lubang tidak bergeser?
3. Sebutkan macam‐macam mata bor dan kegunaanya?
4. Hitung kecepatan potong dan waktu pengeboran?
5. Bagaimana cara menajamkan/mengasah mata bor?
9. Daftar Pustaka
Paryanto. _____. Proses Gurdi. FT.Mesin UNY
Smith, Graham T., 2008. Cutting Tool Technology. Springer. Spain
Praktikum ke 5
Pokok/Sub Bahasan Membengkokkan (Bending) Material
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Tujuan dari suatu praktikum adalah:
a. Dapat membengkokkan material dengan berbagai dimensi: balok, pipa, dan plat;
b. Dapat melakukan berbagai teknik pembengkokan;
c. Dapat melakukan penggoresan/tanda dalam pembengkokan metrial;
d. Mengetahui proses pembengkokan dengan baik dan benar;
e. Mempelajari tentang alat pembengkok/lipat;
f. Mempelajari metode pembengkok/lipat.
2. Dasar Teori
Pemukulan pelat di atas landasan dengan berbagai jenis palu mempunyai teknik‐teknik tersendiri. Teknik pemukulan ini biasanya sangat sulit dilakukan dengan pekerja yang tidak terbiasa dengan kerja pembentukan ini. Teknik pemukulan ini dapat dipelajari dari kebiasaan atau pengalaman yang dilakukan secara terus menerus. Pemukulan dengan palu untuk proses pembentukan ini harus dilakukan dengan teknik dan prosedur yang benar. Apabila proses pemukulan ini tidak dilakukan mengikuti teknik dan prosedur yang benar maka akan menghasilkan pemukulan yang menyebabkan pelat menjadi rusak atau cacat.
Teknik memegang palu harus dilakukan secara benar yakni memegang palu harus berada di ujung tangkai palu. Jika dipengang berada diujung tangkai palu maka akan menghasilkan gaya pemukulan yang maksimal. Momen impak yang dihasilkan palu sebanding dengan masa palu dikali dengan jarak pemegang. Artinya semakin jauh jarak pemegang dengan kepala palu maka akan menghasilkan impak yang lebih besar. Teknik‐teknik pemukulan ini dapat dikategorikan sebagai berikut:
Pemukulan Peregangan
Pemukulan regang pada dasarnya adalah pemukulan yang dilakukan untuk meregang pelat menjadi lebih besar. Pelat hasil pemukulan regang ini menghasilkan bentuk pelat menjadi lebih panjang kearah bagian yang mengalami pemukulan.
Teknik pemukulan regang ini menggunakan palu kepala pipih di atas landasan rata.
Pada saat proses pemukulan pelat akan mengalami menurunan ketebalan akibat dari proses pemukulan regang.
Pemukulan Pengkerutan
Proses pemukulan kerut menghasilkan pelat menjadi terkompres. Pemukulan ini merupakan kebalikan dari proses pemukulan regang. Dimensi ketebalan pelatnyapun menjadi bertambah. Terjadinya proses pemukulan kerut ini dilakukan di atas landasan lengkung dengan palu kepala bulat. Pemukulan kerut ini digunakan untuk proses pembentukan pelat menjadi bentuk mangkuk.
Pemukulan Perataan
Pemukulan datar merupakan proses pemukulan yang berfungsi untuk mendatar bagain pelat yang mengalami peleng‐kungan. Pemukulan datar ini juga dapat diterapkan untuk proses pemukulan pembentukan di atas landasan. Seperti untuk mem‐bengkok pelat di atas landasan persegi. Teknik pemukulan ini juga dilakukan untuk meratakan hasil pemukulan regang. Pada saat proses pemukulan regang pelat mengalami cekungan dan tidak merata. Pemukulan datar ini sangat banyak digunakan untuk semua proses pembentukan pelat.
Pemukulan Keseimbangan
Pemukulan keseimbangan berguna untuk menyeimbangkan kondisi pelat yang mengalami penyimpangan akibat proses pengerolan. Hasil proses pengerolan pelat biasanya masih belum mengalami bentuk bulat sempurna, maka dengan teknik pemukulan keseimbangan ini akan dapat menghasilkan bulatan silinder menjadi lebih baik. Proses pemukulan ini dilakukan dengan memukul bagian pelat yang melonjong pemukulan pelat ini akan menekan pelat yang melonjong dan menjadi lebih datar sampai mendekati keseimbangan dari kebulatan silinder yang diinginkan.
Pemukulan Pembentukan
Pemukulan membentuk merupakan penggabungan dari beberapa teknik pemukulan yang ada. Proses pemukulan membentuk ini berguna untuk melakukan pembentukan di atas landasan. Pelat diletakan di atas landasan dan dipegang oleh salah satu tangan dan tangan yang satunya melakukan pe‐mukulan pembentukan sesuai dengan bentuk pelat yang inginkan. Apabila seseorang sudah dapat mensinergikan antara apa yang ada dalam pikirannya di salurkan melalui tangan dan palu maka akan menghasilkan bentuk pelat yang seperti apa yang diinginkan dalam pikiran tersebut.
Proses Tekuk/Lipat
Secara mekanika proses penekukan ini terdiri dari dua komponen gaya yakni:
tarik dan tekan (lihat gambar). Pada gambar memperlihatkan pelat yang mengalami proses pembengkokan ini terjadi peregangan, netral, dan pengkerutan. Daerah peregangan terlihat pada sisi luar pembengkokan, dimana daerah ini terjadi deformasi plastis atau perobahan bentuk. Peregangan ini menyebabkan pelat mengalami pertambahan panjang.
Daerah netral merupakan daerah yang tidak mengalami perobahan. Artinya pada daerah netral ini pelat tidak mengalami pertambahan panjang atau perpendekkan. Daerah sisi bagian dalam pembengkokan merupakan daerah yang mengalami penekanan, dimana daerah ini mengalami pengkerutan dan penambahan ketebalan, hal ini disebabkan karena daerah ini mengalami perobahan panjang yakni perpendekan atau menjadi pendek akibat gaya tekan yang dialami oleh pelat. Proses ini dilakukan dengan menjepit pelat diantara landasan dan sepatu penjepit selanjutnya bilah penekuk diputar ke arah atas menekan bagian pelat yang akan mengalami penekukan
Gambar 2.1 Metode pembengkokan
Gambar 2.1 Dies bending
Jenis‐jenis mesin lipat:
Mesin Lipat Universal
Sistem penekukan secara manual dapat dilakukan dengan sepatu tekan disepanjang pelat yang ditekan. Proses ini dapat dikerjakan dengan membuat tanda pada daerah pelat yang akan dibengkok. Selanjutnya pelat dijepit diantara landasan dan sepatu tekan. Garis tanda yang dibentuk harus sejajar dengan sepatu penekan atas.
Selanjutnya Pembengkok diputar ke atas sampai membengkok pelat yang dijepit.
Besarnya sudut pembengkokan dapat diatur sesuai dengan sudut pembengkokan yang dikehendaki.
Mesin Lipat Independent
Pelipatan pelat independent ini menggunakan sepatu yang terpisah‐pisah. Sepatu penjepit ini dapat dengan bebas diatur sesuai dengan kondisi pelat yang akan dibentuk. Sepatu penjepit ini dapat dilepas atau diatur sesuai panjang pelat yang akan dilipat.
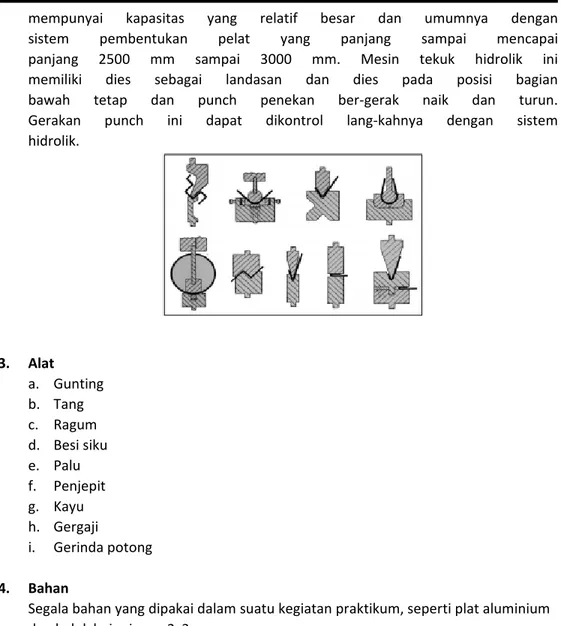
Mesin Tekuk Hidrolik
Mesin tekuk hidrolik merupakan sistem penekukan yang sangat berkembang di industri. Mesin‐mesin Bending sistem hidrolik ini
mempunyai kapasitas yang relatif besar dan umumnya dengan sistem pembentukan pelat yang panjang sampai mencapai panjang 2500 mm sampai 3000 mm. Mesin tekuk hidrolik ini memiliki dies sebagai landasan dan dies pada posisi bagian bawah tetap dan punch penekan ber‐gerak naik dan turun.
Gerakan punch ini dapat dikontrol lang‐kahnya dengan sistem hidrolik.
3. Alat a. Gunting b. Tang c. Ragum d. Besi siku e. Palu f. Penjepit g. Kayu h. Gergaji
i. Gerinda potong
4. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum, seperti plat aluminium dan balok baja ringan 2x3.
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium, seperti helm, sepatu safety, sarung tangan, masker dan baju PDH/kerja lab.
6. Gambar Kerja
Gambar langkah kerja setiap bagian yang akan ditekuk 90 derajat.
Gambar 6.1 Langkah proses penekukan material
7. Langkah Kerja
Hal‐hal yang harus diperhatikan dalam proses pembengkokan pelat. Hasil pembengkokan pelat yang baik dapat dihasilkan dengan mempertimbangkan hal‐hal sebagai berikut:
a. Sebelum melakukan proses pembengkokan pelat Mesin pembengkok harus diperiksa terlebih dahulu terutama dies, atau sepatu pembentuk, sudut pembengkokan yang diinginkan.
b. Tadailah sisi bagian tepi pelat yang akan dibengkokkan.
c. Posisi tanda pembengkokan ini harus sejajar dengan dien pembengkok.
d. Penjepitan pelat harus kuat.
e. Atur sudut pembengkokan sesuai dengan sudut pembengkokan yang dikehendaki.
f. Sesuaikan dies landasan dengan bentuk pembengkokan yang diinginkan.
g. Mulailah proses pembengkokan dengan memperhatikan sisisisi yang akan dibengkokan, hal ini untuk menjaga agar lebih dahulu mengerjakan posisi pelat yang mudah.
h. Jika ingin melakukan pembengkokan dengan jumlah yang banyak buatlah jig atau alat bantu untuk memudahkan proses pembengkokan. Jig ini bertujuan untuk memudahkan pekerjaan sehingga menghasilkan bentuk pembengkokan yang sama
Teknik dan prosedur pembengkokan yang benar akan menghasilkan pembengkokan yang lurus, rapi dan merata.
Beberapa hal yang harus diperhatikan dalam proses pembengkokan ini diantaranya.
Menghitung panjang bentangan akibat proses pembengkokan, hal ini bertujuan agar hasil radius pembengkokan tepat sesuai
dengan ukuran yang dikehendaki. Membuat tanda pada sisi bagian pelat yang akan dibengkokan. Tanda ini dapat dilakukan dengan penggores yakni dengan menentukan ukuran sisi yang akan dibengkokan.
Menentukan langkah yang tepat pada saat akan dilakukannya pembengkokannya. Langkah ini ditentukan berdasarkan urutan pekerjaan pembengkokan sehingga saat proses berlangsung tidak ada pembengkokan lainnya terganggu dengan proses pembengkokan dari sisi lainnya.
Pada saat meletakkan pelat diatas landasan atau diantara landasan dan penjepit harus sejajar kelurusannya. Kelurusan bagian sisi pelat yang akan dibengkokan dengan tanda yang sudah digores terhadap dies penekan.
Penjepitan pelat di sepatu mesin bending harus ditahan dengan baik agar pelat tidak mengalami perobahan posisi
kelurusannya. Jika terjadi pergeseran maka hasil pembengkokan menjadi miring atau menyimpang.
Sudut hasil pembengkokan harus dilebihkan dari sudut yang diinginkan. Kelebihan ini untuk mengantisipasi pengaruh elestisitas bahan pelat yang mengalami pembengkokan.
Besarnya kelebihan sudut penekan ini berdasrkan pengalaman sangat ditentukan oleh jenis bahan, tebal, dan panjang pelat yang akan dibengkokan. Offset atau penyimpangan ini secara mekanika besarnya 0,02 %.
8. Pertanyaan
1. Bagaimana cara membengkokkan material?
2. Hal apa saja yang perlu diperhatikan dalam pembengkokan?
3. Bagaimana tahap‐tahap pembengkokan?
4. Kenapa penyimpangan mekanik 0.02%? jelaskan dengan diagram tegangan regangan!!
5. Sebutkan dan jelaskan jenis‐jenis mesin bending?
9. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
a. Paryanto. _____. Proses Gurdi. FT.Mesin UNY
b. Smith, Graham T., 2008. Cutting Tool Technology. Springer. Spain c. Ambiyar. 2008. Teknik Pembentukan Pelat. Jakarta: Direktorat PSMK.
d. Van Bergeyk, K dan A. J. Liedekerken. 1981. Teknologi Proses. Jilid II. Jakarta:
Bhratara Karya Aksara.
Praktikum ke 6
Pokok/Sub Bahasan Menyusun bagian rangka
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Tujuan dari praktikum adalah:
a. Mampu membentuk rangka secara presisi;
b. Mampu mengurutkan proses, dari material awal (raw material) menjadi barang jadi (BK);
c. Mampu membentuk sudut siku, kelurusan dan ketepatan lubang sambungan keeling;
d. Mampu merencanakan bagian‐bagian yang penting untuk dikerjakan;
2. Dasar Teori
Berisi tentang kajian yang berkaitan dengan kegiatan praktikum, sehingga memudahkan mahasiswa dalam melaksanakan praktikum atau sebagai pengetahuan dasar berisi pengertian, jenis, spesifikasi dari alat dan bahan, cara kerja alat, manfaat dan kegunaan serta pengetahuan yang berkaitan langsung dengan tema praktikum.
3. Alat
Semua peralatan yang digunakan dalam proses/kegiatan praktikum adalah:
a. Palu lunak b. Tembak rivet c. Gergaji d. Tang e. Siku f. Mistar g. Chuck h. Bor
i. Penitik/paku j. Penanda/spidol
4. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum, adalah paku rivet, material plat aluminium, material baja ringan 2x3, dan material kayu
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium.
6. Gambar Kerja
Adanya petunjuk gambar sebagai berikut:
7. Langkah Kerja
Berisi penjelasan tahapan proses yang harus terintegrasi antar kegiatan praktikum, berupa urutan persiapan, rumusan, prosedur proses dan tata cara yang benar sesuai SOP, serta penyelesaian langkah akhir dari praktikum.
Pembuatan balok dengan ukuran PLT: 38 cm; 35 cm; 40 cm. Dengan tiap strip dudukan Loyang 3x.
8. Pertanyaan
1. Bagaimana supaya rangka tidak goyang/lentur?
2. Apa yang perlu diperhatikan sebelum penyambungan tiap bagian?
3. Apa pengaruhnya dari kesalahan pengeboran/ riveting?
4. Kesulitan apa yang dialami saat penyambungan/mal?
5. Bagaimana penyambungan rangka yang baik?
9. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
a. Ambiyar. 2008. Teknik Pembentukan Pelat. Jakarta: Direktorat PSMK.
b. Van Bergeyk, K dan A. J. Liedekerken. 1981. Teknologi Proses. Jilid II. Jakarta:
Bhratara Karya Aksara.
Praktikum ke 7
Pokok/Sub Bahasan Sambungan paku keling (rivet)
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Tujuan dari praktikum adalah:
a. Dapat menggunakan tembak rivet dengan baik dan benar;
b. Dapat melakukan pemasangan paku rivet dengan benar;
c. Mengetahui posisi pemasangan sambungan yang baik;
d. Dapat melakukan pengeboran dan reamer, sebelum pemasangan sambungan;
e. Dapat mengetahui jenis‐jenis sambungan paku rivet;
2. Dasar Teori
Sambungan Keling Biasa (Rivet)
Riveting adalah suatu dari metoda penyambungan yang sederhana. Penggunaan metoda penyambungan dengan riveting ini sangat baik digunakan untuk penyambungan pelat‐pelat alumnium, sebab plat plat aluminium ini sangat sulit disolder atau dilas.
Dari metoda‐metoda lain yang digunakan untuk proses penyambungan aluminiu metoda riveting inilah yang sangat sesuai digunakan, dan mempunyai proses pengerjaan yang mudah dilakukan.
Gambar 2.1 Jenis Paku Keling
Seperti pada Gambar 2.1, Rivet atau dalam istilah sehari‐hari sering disebut paku keling adalah suatu metal pin yang mempunyai kepala dan tangkai rivet. Bentuk dan ukuran dari rivet ini telah dinormalisasikan menurut standar dan kodenya. Pengembangan penggunaan rivet dewasa ini umumnya digunakan untuk pelat‐pelat yang sukar dilas dan dipatri dengan ukuran yang relatif kecil. Setiap bentuk kepala rivet ini mempunyai kegunaan tersendiri, masing‐masing jenis mempunyai kekhususan dalam penggunaannya. Seperti pada Tabel 2.1.
Tabel 2.1 Ukuran paku Rivet
Paku Tembak (Blind Rivet Spesial)
Rivet spesial adalah rivet yang pemasangan kepala bawahnya tidak memungkinkan menggunakan bucking bar. Penggunaan rivet jenis ini dikarnakan terlalu sulit kondisi tempat pemasangan bucking bar pada sisi shop headnya, sehingga sewaktu pembentukan kepala shopnya tidak dapat menggunakan bucking bar. Dari kenyataannya inilah diperlukan rivet spesial yang pemasangan hanya dilakukan pada salah satu sisi saja. Kekuatan rivet spesial ini tidak sepenuhnya diperlukan dan rivet tipe ini lebih ringan beratnya dari rivet‐rivet yang lain. Rivet spesial diproduksi oleh pabrik dengan karakteristik tersendiri. Demikian pula untuk pemasangan dan pembongkarannya memerlukan perlatan yang khusus atau spesial.
Gambar 2.2 Bentuk paku rivet blind
Komposisi rivet spesial ini mengandung 99,45 % aluminium murni, sehingga kekuatannya tidak menjadi faktor utama. Dimensi rivet spesial ini dapat dilihat pada Tabel 2.2 menurut standar diamond brand.
Tabel 2.2 Diameter paku rivet
Teknik dan prosedur riveting
Teknik dan prosedur pemasangan rivet pada konstruksi sambungan meliputi langkah‐langkah sebagai berikut :
Membuat gambar layout pada pelat yang akan di bor dengan menandai setiap lobang pengeboran menggunakan centerpunch.
Mata bor yang digunakan harus tajam sesuai dengan ketentuan sudut mata bor untuk setiap jenis bahan yang akan dibor .
Pengeboran komponen‐komponen yang dirakit harus dibor dengan posisi tegak lurus terhadap komponen yang akan dirivet. Komponen yang dibor sebaiknya dijepit, untuk menghindari terjadinya pergeseran komponen selama pengeboran.
Pengeboran awal dilakukan sebelum pengeboran menurut diameter rivet yang sebenarnya. Pre hole (lobang awal) yang dikerjakan ukurannya lebih kecil daripada diameter rivet
Teknik pemasangan rivet
Pemasangan rivet countersink
Pemasangan rivet tipe countersink ini dapat dilakukan dengan machine countersink atau dimpling. Pengerjaan dengan mesin countersink umumnya digunakan untuk pelatpelat yang tebal. Dan pengerjaan dimpling digunakan pada pelat‐pelat yang relatif tipis. Pemasangan rivet dengan mesin countersink. Pembentukan sisi pelat yang akan disambung pada rivet countersink ini dapat digunakan alat pilot countersink atau dengan contersink drill bit. Kedua alat ini dapat dipasang pada mesin bor atau pada bor tangan. Penggunaan alat countersink ini dilakukan setelah pelat yang akan disambung dideburring terlebih dahulu.
Gambar 2.3 Gun blint rivet
Gambar 2.3 Pemasangan paku tembak
Gambar 2.3 Proses Pemasangan paku tembak 3. Alat
Alat yang digunakan adalah:
a. Bor tangan b. Mistar c. Jangka sorong d. Tembak rivet e. Gerinda potong
f. Gunting baja g. Kayu
h. Chuck/ragum i. Palu karet/lunak
4. Bahan
Bahan yang digunakan adalah:
a. Baja ringan 2x3 b. Plat aluminium c. Paku rivet
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium, adalah:
a. Kaca mata b. Baju PDH c. Sarung tangan d. Helm
e. Sepatu safety
6. Gambar Kerja
Adanya petunjuk gambar/diagram/skema proses secara keseluruhan sebagai acuan dalam melaksanakan praktikum berdasarkan urutan yang benar.
7. Langkah Kerja
Adapun langkah kerja adalah sebagai berikut:
1. Langkah awal pemasangan rivet ini adalah dengan mengebor terlebih dahulu kedua pelat yang akan disambung; atau
2. Secara satu‐persatu metrial dilubangi dengan bor 3,2 mm dan 5,2 mm, untuk masing masing kepala rivet 3, 3.5, 4 dan 5mm.
3. Lobang dan penggunaan mata bor disesuaikan dengan diameter rivet yang akan digunakan.
4. Bersihkan serpihan bekas pengeboran pada pelat.
5. Masukan rivet diantara kedua pelat .
6. Tarik rivet secara tegak lurus dengan memasukan inti rivet pada penarik yang ada di tembak rivet.
7. Penarikan dilakukan dengan menekan tangkai tembak (gun) secara berulang‐
ulang sampai inti rivet putus.
8. Apabila terjadi kesalahan, maka sambungan paku rivet dibuka kembali 9. Dan dilakukan pengukuran kesikuan terhadap rangka yang disambungkan.
10. Untuk tiap sambungan menggunakan 2 paku rivet yang saling crosslide, jangan sejajar. Hal ini untuk penguatan dalam geseran atau pembebanan.
8. Pertanyaan
1. Bagaimana cara menggunakan tembak rivet?
2. Bagaimana cara pemasangan paku rivet?
3. Hal apa saja yang perlu diperhatikan sebelum memasang paku rivet?
4. Bagaimana posisi pemasangan paku rivet?
5. Sebutkan jenis‐jenis sambungan?
6. Bagaimana pengukuran siku dan panjang, agar memiliki ukuran yang sama?
9. Daftar Pustaka
Daftar rujukan teori atau praktikum adalah:
a. Ambiyar. 2008. Teknik Pembentukan Pelat. Jakarta: Direktorat PSMK.
b. Van Bergeyk, K dan A. J. Liedekerken. 1981. Teknologi Proses. Jilid II. Jakarta:
Bhratara Karya Aksara.
Praktikum ke 8
Pokok/Sub Bahasan Memasang kaca‐mika
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Adapun tujuan dari praktikum ini, diharapkan mahasiswa:
a. Dapat memasang kaca dengan baik dan benar;
b. Dapat memberikan toleransi terhadapa pemuaian kaca pada logam saat dipanaskan;
c. Mampu melakukan riveting pada penyanggah kaca;
d. Mampu memasang press kaca dan memotong kaca dengan baik;
e. Mengetahui karakteristik kaca
f. Mengetahui jenis‐jenis kaca beserta kegunaannya.
2. Dasar Teori Kaca
Berasal dari bahan yang bersifat cair namun memiliki kepadatan tinggi, dan struktur amorf. Atom‐atom didalamnya tidak membentuk suatu jalinan yang beraturan, seperti kristal, atau biasa disebut gelas. Kaca kebanyakan dibuat dari silika (SiO2), campuran batu pasir dengan fluks yang menghasilkan kekentalan dan tilik leleh yang tidak terlalu tinggi, untuk kemudian dicampur lagi dengan bahan stabilisator supaya kuat
Gambar 2.1 Kaca
Jenis kaca
a. Kaca bening (float glass), Kaca bening sering disebut juga dengan kaca polos, karena tidak berwarna, rata, dan bebas distorsi. Karenanya, kaca ini bisa menghasilkan bayangan sempurna sampai lebih dari 90%. Kaca jenis ini tidak dianjurkan untuk eksterior bangunan bertingkat karena rendahnya kemampuan
menahan panas dan sinar matahari. Ketebalan kaca bening terdiri atas 3 mm, 5 mm, 6 mm, dan 8 mm, 10 mm. Ketebalan ini dipilih sesuai dengan ukuran yang akan dibuat. Semakin besar ukurannya, maka sebaiknya menggunakan kaca yang tebal.
b. Kaca warna (tinted glass) Kaca ini sering disebut dengan kaca rayban. Untuk memberikan warna, kaca polos dilapisi dengan lembaran warna yang terbuat dari campuran logam. Kaca rayban mampu menahan panas dan sinar matahari sampai 55%, sehingga mengurangi beban pendingin ruangan dan menjaga privasi penghuninya. Untuk menambah tingkat kegelapannya, kaca rayban bisa dilapisi sampai beberapa kali. Kaca rayban tidak hanya berwarna hitam, tetapi juga warna biru gelap, biru kehijauan, abu‐abu gelap, tembaga, dan hijau gelap.
c. Kaca es adalah jenis kaca yang salah satu sisinya bertekstur. Tekstur ini dihasilkan saat adonan kaca mulai dicetak dengan roll yang memiliki pola tertentu. Kaca jenis ini memiliki efek dekoratif dan mengaburkan bayangan. Selain itu, berkat teksturnya kaca es juga mampu mengurangi sinar matahari yang diterima sehingga ruangan tidak silau. Belakangan, masyarakat lebih suka memasang stiker kaca es, daripada membeli kaca es yang asli. Stiker kaca es atau kaca film memang lebih murah, tapi memiliki manfaat yang sama baiknya. Kaca es lebih banyak digunakan untuk interior, misalnya sebagai partisi, pintu kamar mandi, pintu kabinet, dan shower box.
d. Kaca cermin (one way) atau kaca reflektif adalah kaca yang mengurangi sifat tembus pandang dari salah satu sisi. Kaca jenis ini juga biasa disebut dengan kaca one way, karena akan terlihat trasnparan di satu sisi, tetapi terlihat seperti cermin di sisi lainnya. Kaca cermin dibuat dengan tambahan lapisan oksida logam, melalui proses pyrolisis. Kaca ini sangat sesuai untuk Anda yang menginginkan privasi terjaga.
e. Kaca tempered memiliki kekuatan yang sangat tinggi, mencapai 3—5 kali liat dari kaca biasa. Kaca tempered mampu menahan beban angin, berat, dan tekanan yang lebih tinggi. Kaca ini dibuat dengan memanaskannya lalu didinginkan secara mendadak. Secara visual, tidak ada yang berbeda dari kaca ini, sehingga tampilannya tetap terjaga. Kaca tempered juga sangat aman saat pecah, karena pecahannya bulat dan tumpul. Jika Anda menginginkan pintu tanpa frame, railing, dan dinding dari kaca, sebaiknya menggunakan kaca tempered ini. Tetapi, Anda harus membeli kaca tempered dengan ukuran jadi. Karena kaca jenis ini tidak bisa diberi proses lebih lanjut yang akan mengurangi kualitasnya.
f. Kaca laminasi adalah jenis kaca yang sangat aman, karena diberi pelapis yang membuatnya sulit retak dan pecah. Kaca laminasi sangat sulit ditembus, karenanya kaca ini dulu banyak digunakan untuk alat transportasi umum, misalnya bis dan kereta api. Kaca laminasi dilapisi lembaran polofinil transparan yang menahan kaca agar tidak pecah. Bahkan meskipun sudah ada bagian yang pecah, kaca ini tetap menempel pada rangka dan sulit ditembus. Kaca laminasi banyak digunakan untuk balkon, skylight, anak tangga, dan tempat lainnya yang membutuhkan keamanan. Meskipun terkesan aman, Anda tetap perlu berhati‐
hati. Jika sewaktu‐waktu terjadi kebakaran di dalam rumah, bisa jadi penghuni akan terjebak akibat kaca yang sulit dipecahkan.
3. Alat
Alat yang digunakan adalah:
a. Bor tangan b. Mistar c. Jangka sorong d. Tembak rivet e. Gerinda potong f. Gunting baja g. Kayu
h. Chuck/ragum i. Palu karet/lunak
4. Bahan
Bahan yang digunakan adalah:
a. Baja ringan 2x3 b. Plat aluminium c. Paku rivet
d. Kaca/mika 3 mm dan 5 mm
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium, adalah:
a. Kaca mata b. Baju PDH c. Sarung tangan d. Helm
e. Sepatu safety
6. Gambar Kerja
Adanya petunjuk gambar
Gambar 6.1 Kaca pintu
7. Langkah Kerja
Adapun langkah kerjanya sebagai berikut:
1. Membuat lubang pada plat aluminium;
2. Membuat pengunci pada tepi lubang, samping kanan‐kiri 3x dan atas‐bawah 2x;
3. Melakukan riveting pada penyangga:
4. Memasang kaca dengan hati‐hati dan perlahan;
5. Membuka penahan/penyangga, supaya kaca bisa masuk dan tertahan 6. Memasang balok penguat/pengunci untuk kaca
7. Supaya saat dibuka, kaca tidak lentur dan lepas. Maka diperlukan penguat segi empat yang dipasang di tepi kaca dengan toleransi/ kelonggaran muai kaca.
8. Selesai.
8. Pertanyaan
1. Kenapa harus ada toleransi pada penahan/penyangga kaca?
2. Apa yang perlu diperhatikan saat memasang kaca?
3. Terbuat dari apa bahan kaca?
4. Sebutkan karaketristik dari kaca? (Misal pada saat panas dan dingin, suhu cair, lebur)?
5. Bagaimana cara memotong kaca yang baik dan benar?
6. Apa perbedaan masing‐masing jenis kaca? Kelemahan dan keunggulannya!
9. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
a. Ambiyar. 2008. Teknik Pembentukan Pelat. Jakarta: Direktorat PSMK.
b. Van Bergeyk, K dan A. J. Liedekerken. 1981. Teknologi Proses. Jilid II. Jakarta:
Bhratara Karya Aksara.
c. _______. 2016. Jenis Kaca. http://media.rooang.com. Diakses tanggal 4 Januari 2017.
Praktikum ke 9
Pokok/Sub Bahasan Memasang engsel dan pintu
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Penjelasan mengenai tujuan dari suatu praktikum.
2. Dasar Teori
Engsel adalah alat bantu yang dipasang pada daun pintu atau jendela supaya bisa dibuka tutup. Bahan engsel berbeda beda ada yang terbuat dari besi, kuningan, plastik, maupun logam campuran. Model engsel sangatlah beragam dan kegunaannyapun berbeda beda. Untuk tukang bangunan tentunya harus bisa mengenali jenis‐jenis engsel dan fungsinya, karena kalau penggunaannya tidak tepat fungsi dari engsel tersebut tidaklah optimal malahan bisa jadi engselnya akan rusak.
Jadi kesimpulannya ketepatan disini adalah engsel yang kita pasang haruslah sesuai dengan beban yang akan ditanggung oleh engsel.
. Gambar 2.1 Engsel
Jenis‐jenis engsel:
Engsel Kupu‐Kupu
Diberi nama seperti itu karena engsel ini cenderung sangat tipis dan memiliki bentuk seperti kupu‐kupu. Biasanya engsel kupu‐kupu terbuat dari logam besi maupun kuningan dan digunakan untuk menopang beban lemari berukuran sedang yang terbuat dari bahan yang ringan. Engsel kupu‐kupu sangat ringan dan tidak terlalu besar. Biasanya engsel ini digunakan pada pintu lemari atau semacamnya.
Engsel Panel
Memiliki bentuk yang mirip dengan engsel kupu‐kupu, perbedaan engsel panel ada di ukuran yang yang lebih tebal. Fungsi engsel panel adalah untuk menopang pintu maupun jendela yang memiliki beban yang berat seperti yang berbahan dasar kayu.
Selain lebih kuat daripada engsel kupu‐kupu, engsel panel juga tidak cepat rusak karena lebih kuat.
Engsel Sendok
Engsel yang memiliki bentuk seperti sendok ini biasanya digunakan agar pintu dapat tertutup sendiri atau tertutup dengan perlahan untuk kabinet. Engsel ini memiliki dua model yaitu engsel bengkok yang digunakan di bagian dalam pintu, yang kedua adalah engsel lurus yang digunakan di bagian luar pintu. Engsel ini memiliki kelebihan dalam pemasangan yang mudah sehingga cepat.
Engsel Koboi
Fungsi engsel koboi adalah untuk membuat pintu berayun ke dua arah. Biasanya pintu yang menggunakan engsel koboi ini bisa ditemui di berbagai restoran maupun kafe sehingga memudahkan pelayan maupun pengunjung saat lewat. Engsel ini menggunakan tekanan per di dalamnya sehingga pintu dapat berayun tanpa harus ditakik.
Engsel Piano
Sesuai dengan namanya engsel piano memang terdengar tidak asing, karena engsel ini dahulu memiliki fungsi sebagai penutup piano. Engsel piano memiliki dua pilihan bahan yaitu yang terbuat dari kuningan dan baja. Apabila Anda membutuhkan engsel yang panjang untuk lemari maupun peti maka engsel piano adalah jawabannya.
Selain itu engsel ini juga meratakan berat ke seluruh bagian pintu, sehingga membuat pintu menjadi lebih awet saat digunakan karena tidak hanya satu sisi saja yang menopang beban.
3. Alat
Semua peralatan yang digunakan dalam proses/kegiatan praktikum.
4. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum.
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium.
6. Gambar Kerja
Adanya petunjuk gambar berikut:
7. Langkah Kerja
Berisi penjelasan tahapan proses yang harus terintegrasi antar kegiatan praktikum, berupa urutan persiapan, rumusan, prosedur proses dan tata cara yang benar sesuai SOP, serta penyelesaian langkah akhir dari praktikum.
8. Pertanyaan
1. Sebutkan jenis‐jenis engsel?
2. Bagaimana cara memasang engsel yang benar, agar supaya engsel dapat bekerja dengan baik saat posisi membuka dan menutup?
3. Apa yang perlu diperhatikan dalam pemasangan engsel?
4. Sebutkan keunggulan dan kelemahan masing‐masing jenis engsel?
5. Bagaimana posisi atau letak engsel yang seharusnya? Atas, bawah, samping kiri atau kanan? Jelaskan pertimbangan masing‐masing posisi!
9. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
a. ________.____. Jenis Engsel Pintu. https://fabelio.com/blog/jenis‐engsel‐pintu.
Diakses 7 januari 2017.
b. ________. 2013. Macam‐macam engsel dan kegunaannya.
http://hargamaterialbahanbangunan.blogspot.co.id/2013/06/macam‐macam‐
engsel‐dan‐kegunaannya.html. Diakses 7 januari 2017.
Praktikum ke 10
Pokok/Sub Bahasan Memasang pegangan dan finishing
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Penjelasan mengenai tujuan dari suatu praktikum.
2. Dasar Teori
Berisi Handle merupakan pegangan, tangkai ataupun gagang yang dipasang pada pintu rumah, pintu jendela, pintu almari ataupun laci. Handle tidak hanya berfungsi sebagai tarikan pintu rumah, jendela, pintu almari ataupun laci tetapi juga lebih mempunyai fungsi dan nilai tambah yang menonjolkan keserasian, keseimbangan, dan nilai estetik (keindahan) dari suatu produk furnitur.
(1) Spesifikasi handle (a) Handle Pintu
Fungsi handle pintu ini umumnya berfungsi sebagai tarikan pintu pada pintu utama, tetapi kadang handle pintu ini juga sering dipakai sebagai pegangan pada pintu teralis rumah dan pintu kamar yang berfungsi untuk memperindah tampilan luar dari produk itu sendiri. Ukuran handle pintu umumnya berukuran lebih besar dan lebih panjang antara 25 -30 cm. Bahan handle, untuk bahan handle jenis ini ada beberapa jenis alternatif bahan yang dikombinasikan produsen penghasil handle yaitu:
Logam jenis besi yang dipadukan kuningan, untuk kombinasi bahan ini biasanya bahan yang dominan dipakai sebagai bahan pokok adalah besi, sedangkan kuningan hanya sebagai pelapis luar dari handle sehingga handle tersebut bisa lebih tahan karat.
(b) Handle Jendela
– Handle jendela umumnya berfungsi sebagai tarikan jendela rumah, tetapi kadang juga sering dipakai pada produk lain seperti pintu almari, laci yang besar.
– Ukuran handle jendela lebih kecil daripada handle pintu yaitu antara 8-12 cm.
– Bahan handle, untuk bahan handle jenis ini ada beberapa jenis alternatif bahan yang dikombinasikan produsen penghasil handle yaitu: a). logam jenis besi yang dipadukan kuningan, untuk kombinasi bahan ini biasanya bahan yang dominan
dipakai sebagai bahan pokok adalah besi, sedangkan kuningan hanya sebagai pelapis luar dari handle sehingga handle tersebut bisa lebih tahan karat. b).
campuran logam jenis besi dengan kuningan yang dipadukan fiber glass, Untuk perpaduan jenis ini bahan dasar dari handle didominasi oleh logam campur agar lebih kuat saat dilakukan pemasangan. Sedangkan fiber glass hanya untuk melapisi dan mempercantik tampilan luar sehingga handle memiliki daya tarik yang lebih tinggi dan berkesan elegant.
(c) Handle Laci
Handle laci berfungsi sebagai tarikan pada laci. Bentuk handle laci umumnya berbentuk bulat tetapi ada juga yang tarikannya berbentuk ring atau cicin dan tarikan tunggal yang mengesankan bentuk yang klasik
3. Alat
Semua peralatan yang digunakan dalam proses/kegiatan praktikum.
4. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum.
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium.
6. Gambar Kerja
Adanya petunjuk gambar berikut:
7. Langkah Kerja
Berisi penjelasan tahapan proses yang harus terintegrasi antar kegiatan praktikum, berupa urutan persiapan, rumusan, prosedur proses dan tata cara yang benar sesuai SOP, serta penyelesaian langkah akhir dari praktikum.
8. Pertanyaan
Berisi pertanyaan‐pertanyaan mengenai keseluruhan proses dari awal sampai akhir kegiatan praktikum, serta pengetahuan umum lainnya.
9. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
a. Taufiqullah. 2016. Pengertian handle.
https://www.tneutron.net/seni/pengertian‐handle. Diakses pada tanggal 10 januari 2017
Praktikum ke 11
Pokok/Sub Bahasan Komposit resin lidi
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Penjelasan mengenai tujuan dari suatu praktikum.
2. Dasar Teori
Berisi tentang kajian yang berkaitan dengan kegiatan praktikum, sehingga memudahkan mahasiswa dalam melaksanakan praktikum atau sebagai pengetahuan dasar berisi pengertian, jenis, spesifikasi dari alat dan bahan, cara kerja alat, manfaat dan kegunaan serta pengetahuan yang berkaitan langsung dengan tema praktikum.
3. Alat
Semua peralatan yang digunakan dalam proses/kegiatan praktikum.
4. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum.
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium.
6. Gambar Kerja
Adanya petunjuk gambar/diagram/skema proses secara keseluruhan sebagai acuan dalam melaksanakan praktikum berdasarkan urutan yang benar.
7. Langkah Kerja
Berisi penjelasan tahapan proses yang harus terintegrasi antar kegiatan praktikum, berupa urutan persiapan, rumusan, prosedur proses dan tata cara yang benar sesuai SOP, serta penyelesaian langkah akhir dari praktikum.
8. Pertanyaan
Berisi pertanyaan‐pertanyaan mengenai keseluruhan proses dari awal sampai akhir kegiatan praktikum, serta pengetahuan umum lainnya.
9. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
Praktikum ke 12
Pokok/Sub Bahasan Komposit resin sabut kelapa
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Penjelasan mengenai tujuan dari suatu praktikum.
2. Dasar Teori
Berisi tentang kajian yang berkaitan dengan kegiatan praktikum, sehingga memudahkan mahasiswa dalam melaksanakan praktikum atau sebagai pengetahuan dasar berisi pengertian, jenis, spesifikasi dari alat dan bahan, cara kerja alat, manfaat dan kegunaan serta pengetahuan yang berkaitan langsung dengan tema praktikum.
3. Alat
Semua peralatan yang digunakan dalam proses/kegiatan praktikum.
4. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum.
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium.
6. Gambar Kerja
Adanya petunjuk gambar/diagram/skema proses secara keseluruhan sebagai acuan dalam melaksanakan praktikum berdasarkan urutan yang benar.
7. Langkah Kerja
Berisi penjelasan tahapan proses yang harus terintegrasi antar kegiatan praktikum, berupa urutan persiapan, rumusan, prosedur proses dan tata cara yang benar sesuai SOP, serta penyelesaian langkah akhir dari praktikum.
8. Pertanyaan
Berisi pertanyaan‐pertanyaan mengenai keseluruhan proses dari awal sampai akhir kegiatan praktikum, serta pengetahuan umum lainnya.
9. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
Praktikum ke 13
Pokok/Sub Bahasan Komposit resin serat bambu
Waktu
Hari, Tanggal
Tempat
10. Tujuan
Penjelasan mengenai tujuan dari suatu praktikum.
11. Dasar Teori
Berisi tentang kajian yang berkaitan dengan kegiatan praktikum, sehingga memudahkan mahasiswa dalam melaksanakan praktikum atau sebagai pengetahuan dasar berisi pengertian, jenis, spesifikasi dari alat dan bahan, cara kerja alat, manfaat dan kegunaan serta pengetahuan yang berkaitan langsung dengan tema praktikum.
12. Alat
Semua peralatan yang digunakan dalam proses/kegiatan praktikum.
13. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum.
14. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium.
15. Gambar Kerja
Adanya petunjuk gambar/diagram/skema proses secara keseluruhan sebagai acuan dalam melaksanakan praktikum berdasarkan urutan yang benar.
16. Langkah Kerja
Berisi penjelasan tahapan proses yang harus terintegrasi antar kegiatan praktikum, berupa urutan persiapan, rumusan, prosedur proses dan tata cara yang benar sesuai SOP, serta penyelesaian langkah akhir dari praktikum.
17. Pertanyaan
Berisi pertanyaan‐pertanyaan mengenai keseluruhan proses dari awal sampai akhir kegiatan praktikum, serta pengetahuan umum lainnya.
18. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
Praktikum ke 14
Pokok/Sub Bahasan Komposit resin fiberglass
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Penjelasan mengenai tujuan dari suatu praktikum.
2. Dasar Teori
Berisi tentang kajian yang berkaitan dengan kegiatan praktikum, sehingga memudahkan mahasiswa dalam melaksanakan praktikum atau sebagai pengetahuan dasar berisi pengertian, jenis, spesifikasi dari alat dan bahan, cara kerja alat, manfaat dan kegunaan serta pengetahuan yang berkaitan langsung dengan tema praktikum.
3. Alat
Semua peralatan yang digunakan dalam proses/kegiatan praktikum.
4. Bahan
Segala bahan yang dipakai dalam suatu kegiatan praktikum.
5. Keselamatan Kerja
Segala Alat Pelindung Diri (APD) yang sesuai dengan ketentuan Kesehatan dan Keselamatan Kerja (K3) selama berada di laboratorium.
6. Gambar Kerja
Adanya petunjuk gambar/diagram/skema proses secara keseluruhan sebagai acuan dalam melaksanakan praktikum berdasarkan urutan yang benar.
7. Langkah Kerja
Berisi penjelasan tahapan proses yang harus terintegrasi antar kegiatan praktikum, berupa urutan persiapan, rumusan, prosedur proses dan tata cara yang benar sesuai SOP, serta penyelesaian langkah akhir dari praktikum.
8. Pertanyaan
Berisi pertanyaan‐pertanyaan mengenai keseluruhan proses dari awal sampai akhir kegiatan praktikum, serta pengetahuan umum lainnya.
9. Daftar Pustaka
Daftar rujukan teori atau praktikum dari berbagai sumber.
Praktikum ke 15
Pokok/Sub Bahasan Pengujian Logam Fe
Waktu
Hari, Tanggal
Tempat
1. Tujuan
Adapun tujuan dari praktikum adalah sebagai berikut:
1 Mengetahui kekuatan dari material automotive
2 Dapat melakukan pengujian kekerasan dan uji tarik dengan benar
3 Dapat mengetahui sifat dari material seperti sifat mekanis, statik dan kimia serta sifat teknologi bahan.
4 Dapat mengapilakasikan material sesuai dengan kekuatannya.
2. Dasar Teori Logam
Logam adalah unsur kimia yang mempunyai sifat‐sifat kuat, liat, keras, penghantar listrik dan panas, serta mempunyai titik cair tinggi. Bijih logam ditemukan dengan cara penambangan yang terdapat dalam keadaan murni atau bercampur. Bijih logam yang ditemukan dalam keadaan murni yaitu emas, perak, bismut, platina, dan ada yang bercampur dengan unsur‐unsur seperti karbon, sulfur, fosfor, silikon, serta kotoran seperti tanah liat, pasir, dan tanah [2].
Bijih logam yang ditemukan dengan cara penambangan terlebih dahulu dilakukan proses pendahuluan sebelum diolah dalam dapur pengolahan logam dengan cara dipecah sebesar kepalan tangan, dipilih yang mengandung unsur logam, dicuci dengan air untuk mengeluarkan kotoran, dan terakhir dikeringkan dengan cara dipanggang untuk mengeluarkan uap yang mengandung air [2].
Selain logam ada yang disebut dengan istilah bukan logam dan unsur metaloid, yang menyerupai logam, yaitu :
1. Logam berat : besi, nikel, krom, tembaga, timah putih, timah hitam, dan seng.
2. Logam ringan : alumunium, magnesium, titanium, kalsium, kalium, natrium, dan barium.
3. Logam mulia : emas, perak, dan platina.
4. Logam tahan api : wolfram, molibden, titanium, dan zirkonium.
Dalam penggunaan serta pemakaiannya, logam pada umumnya tidak merupakan senyawa logam, tetapi merupakan paduan. Logam dan paduannya merupakan bahan teknik yang penting, dipakai untuk konstruksi mesin, kendaraan, jembatan, bangunan, dan pesawat terbang [2]
Pengujian Logam
Proses pengujian logam adalah proses pemeriksaan bahan‐bahan untuk diketahui sifat dan karakteristiknya yang meliputi sifat mekanik, sifat fisik, bentuk struktur, dan komposisi unsur‐unsur yang terdapat di dalamnya. Adapun proses pengujiannya dikelompokkan ke dalam tiga kelompok metode pengujian, yaitu :
1. Destructive Test (DT), yaitu proses pengujian logam yang dapat menimbulkan kerusakan logam yang diuji.
2. Non Destructive Test (NDT), yaitu proses pengujian logam yang tidak dapat menimbulkan kerusakan logam atau benda yang diuji.
3. Metallography, yaitu proses pemeriksaan logam tentang komposisi kimianya.
Unsur‐unsur yang terdapat di dalamnya, dan bentuk strukturnya. Penjelasan mengenai pengujian logam akan dijelaskan lebih lanjut pada subbab‐subbab berikutnya. Berikut ini merupakan penjelasan mengenai ketiga metode pengujian logam [6]
Uji Kekerasan (Hardness Test)
Proses pengujian kekerasan dapat diartikan sebagai kemampuan suatu bahan terhadap pembebanan dalam perubahan yang tetap. Dengan kata lain, ketika gaya tertentu diberikan pada suatu benda uji yang mendapat pengaruh pembebanan, benda uji akan mengalami deformasi. Kita dapat menganalisis seberapa besar tingkat kekerasan dari bahan tersebut melalui besarnya beban yang diberikan terhadap luas bidang yang menerima pembebanan tersebut [6].