i
DENGAN MENGGUNAKAN PROGRAM LINEAR
Tugas Akhir
Diajukan untuk Memenuhi Salah Satu Syarat
Memperoleh Gelar Sarjana Sains
Program Studi Matematika
Oleh:
Andreas Irawan Susanto
NIM : 133114020
PROGRAM STUDI MATEMATIKA, JURUSAN MATEMATIKA
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
ii
DIMENSIONAL USING LINEAR PROGRAMING
A Thesis
Presented as a Partial Fulfillment of the
Requirements to Obtain the Degree of Sarjana Sains
Mathematics Study Program
Written by:
Andreas Irawan Susanto
Student Number: 133114020
MATHEMATICS STUDY PROGRAM
DEPARTMENT OF MATHEMATICS
FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
v
HALAMAN PERSEMBAHAN
Skripsi ini saya persembahkan kepada:
Tuhan Yesus Kristus atas segala Berkat dan Kasih-Nya disepanjang hidup saya.
Papa dan Mama Tercinta yaitu Liem Kwan Seng dan Suwarni.
Adik saya yaitu Elvika Kumalasari Susanto.
Bapak YG. Hartono, S.Si., M.Sc., Ph.D., selaku dosen pembimbing skripsi saya.
Serahkanlah Perbuatanmu Kepada TUHAN,
Maka Terlaksanalah Segala Rencanamu
vii
Industri kertas melakukan proses pemotongan kertas untuk menghasilkan
berbagai jenis ukuran lembaran kertas. Proses pemotongan rol kertas dilakukan
menggunakan mesin. Proses pemotongan ini harus dilakukan dengan optimal.
Apabila tidak dilakukan dengan optimal maka akan menimbulkan sisa
pemotongan kertas. Sisa kertas ini disebabkan oleh beberapa faktor yang salah
satu di antaranya adalah ukuran rol kertas tidak sesuai dengan ukuran lembaran
kertas produksi.
Proses pengoptimalan sisa pemotongan kertas menggunakan ilmu
matematika, yaitu program linear. Pada tugas akhir ini dibahas masalah
pen-goptimalan pemotongan kertas berupa Mixed Integer Non Linear Programing
(MINLP). MINLP dapat diselesaikan dengan cara merubah masalah MINLP
ke-bentuk Mixed Integer Linear Programing (MILP). Proses pengubahan ini
dil-akukan dengan cara memasukkan nilai dari salah satu variabel keputusan.Variabel
keputusan tersebut adalah banyaknya pola pemotongan. Oleh sebab itu banyaknya
pola pemotongan juga dicari terlebih dahulu.
Semua proses tersebut dilakukan pada MATLAB dengan membuat
program dan GUI MATLAB. Tujuan dibuat GUI MATLAB adalah
mempermudah setiap orang menggunakan program yang telah dibuat. Terdapat
juga contoh kasus dengan delapan jenis kertas produksi. Hasil yang diperoleh
adalah cara pemotongan tiap rol, panjang setiap jenis kertas produksi yang telah
dipotong dan sisa minimum pemotongan kertas.
Kata Kunci: Pemotongan Kertas, Pola Pemotongan Kertas, Program Linear,
Mixed Integer Non Linear Programing (MINLP), Mixed Integer Linear
viii
The cutting paper industry process produces various types of paper sheet
sizes. The paper rolls cutting process is done using the machine. This cutting
process should be done optimally. If not done optimally, it will make lots of
waste. The waste could be caused by several factors, one of the factors is the size
of the paper roll size which is not matching to the size of the paper sheet
production.
Linear program can be used to optimize the paper cutting process. This
thesis discusses about problem of optimation cutting paper with Mixed Integer
Non-Linear Programming (MINLP). MINLP can be solved with converted
MINLP become Mixed Integer Linear Programing (MILP). This conversion
pro-cess is done by inputting the value of one of the decision variables. The
deci-sion variable is the number of cutting patterns. Therefore, the number of cutting
patterns should be known.
All these processes were done in MATLAB by creating a program and
GUI MATLAB. The purpose of the GUI MATLAB was to help everyone to use
the program they had created. There were also cases provided with eight types of
production paper cases. The results obtained were how to cut each roll, the length
of each type of production paper that has been cut and the minimum remaining
paper.
Keywords: Paper Cutting, Paper Cutting Pattern, Linear Program, Mixed Integer
Non Linear Programing (MINLP), Mixed Integer Linear Programing (MILP),
x
Puji dan syukur penulis haturkan kepada Tuhan Yang Maha Esa karena atas
berkat dan kasih-Nya penulis dapat menyelesaikan tugas akhir ini dengan baik.
Tugas akhir dibuat sebagai salah satu syarat untuk memperoleh gelar sarjana
Matematika pada Fakultas Sains dan Teknologi Universitas Sanata Dharma
Yogyakarta. Penulis mendapat banyak dukungan dan bantuan dalam proses
menyelesaikan tugas akhir ini. Oleh karena itu, penulis ingin menyampaikan
terima kasih kepada:
1. Bapak YG. Hartono, S.Si., M.Sc., Ph.D., selaku Ketua Program Studi dan
dosen pembimbing tugas akhir yang penuh sabar membimbing,
meluangkan waktu, tenaga, dan pikiran serta memberikan masukan,
arahan, dan nasihat kepada penulis.
2. Bapak Sudi Mungkasi, S.Si., M.Math.Sc., Ph.D., selaku dekan Fakultas
Sains dan Teknologi.
3. Ibu M. V. Any Herawati, S.Si., M.Si., selaku wakil kepala program studi
Matematika dan Dosen Pembimbing Akademik yang selalu memberikan
arahan dalam menjalani perkuliahan.
4. Romo Prof. Dr. Frans Susilo, S.J., Bapak Dr. rer. nat. Herry P. Suryawan,
S.Si., M.Si., Bapak Ir. Ig. Aris Dwiatmoko, M.Sc., Bapak YG. Hartono,
S.Si., M.Sc., Ph.D., Ibu M. V. Any Herawati, S.Si., M.Sc., dan Ibu Lusia
Krismiyati Budiasih, S.Si., M.Si., selaku dosen program studi matematika
yang telah membimbing, memberikan ilmu dan pengalaman selama masa
perkuliahan.
5. Kedua orang tua saya yaitu Liem Kwan Seng dan Suwarni yang selalu
mendoakan, mendukung, memberi semangat dan motivasi dalam
me-nyelesaikan tugas akhir ini.
6. Adik saya yaitu Elvika Kumalasari Susanto yang selalu menemani dan
menghibur dalam menyelesaikan tugas akhir ini.
7. Teman-teman Program Sudi Matematika Angkatan 2013: Bintang, Agung,
xii
HALAMAN JUDUL ... ii
HALAMAN JUDUL DALAM BAHASA INGGRIS ... ii
HALAMAN PERSETUJUAN PEMBIMBING ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN PERSEMBAHAN ... v
PERNYATAAN KEASLIAN KARYA ... vi
ABSTRAK ... vii
ABSTRACT ... viii
LEMBAR PERNYATAAN PERSETUJUAN ... ix
KATA PENGANTAR ... x
DAFTAR ISI ... xii
BAB I ... 1
A. Latar Belakang ... 1
B. Rumusan Masalah ... 3
C. Batasan Masalah ... 3
D. Metode Penulisan ... 3
E. Tujuan Penulisan ... 3
F. Manfaat Penulisan ... 3
G. Sistematika Penulisan ... 4
BAB II ... 5
A. Program Linear dan Program Linear Bulat ... 5
B. Metode Pencabangan dan Pembatasan (Branch and Bound Method) ... 8
xiii
BAB III ... 22
A. Masalah Sisa Pemotongan (Trims Loss Problem) ... 22
B. Mencari Banyaknya Pola Pemotongan ... 22
C. Model Matematika ... 54
BAB IV ... 66
BAB V ... 76
A. Kesimpulan ... 76
B. Saran ... 76
DAFTAR PUSTAKA ... 78
1 BAB I
PENDAHULUAN
A. Latar Belakang
Dalam suatu proses produksi orang menginginkan suatu hal yang optimal,
oleh karena itu orang ingin meminimalkan kerugian dalam proses produksi,
khususnya pada proses pemotongan material. Sering kita jumpai sisa pemotongan
yang tidak dapat digunakan lagi. Hal tersebut terjadi dikarenakan ukuran material
utamanya tidak bersesuaian dengan yang diharapkan dalam proses. Masalah
tersebut sering dikenal sebagai masalah sisa pemotongan (trim loss) yang berarti
masalah yang timbul karena hasil pemotongan yang tidak optimal.
Masalah sisa pemotongan selain memboroskan bahan baku juga dapat
membuang-buang waktu. Misalnya saja dalam memproduksi kertas, jika
pemotongannya tidak optimal maka banyak bahan baku yang harus didaur ulang
sehingga proses pemotongan kertas adalah hal yang penting dalam memproduksi
kertas. Pemotongan kertas memiliki tiga tahap, yang pertama pemotongan dari rol
besar ke rol yang lebih kecil, yang kedua pemotongan dari rol yang kecil menjadi
lembaran kertas yang memiliki ukuran besar dan yang ketiga pemotongan dari
lembaran kertas yang besar menjadi lembaran kertas yang lebih kecil lagi.
Dalam tugas akhir ini, akan dibahas mengenai bagaimana cara
mengoptimalkan proses produksi kertas, khususnya pemotongan kertas pada tahap
kedua yaitu pemotongan dari rol kecil ke lembaran kertas yang ukuran besar. Pada
pemotongan kertas tahap kedua masalah sisa pemotongan juga sering terjadi.
Masalah tersebut adalah masalah meminimumkan sisa kertas dengan
banyaknya permintaan yang beragam mengenai ukuran kertas yang disediakan
suatu pabrik. Sisa kertas ini ada karena ukuran kertas yang diminta tidak sesuai
dengan panjang dan lebar rol kertas yang ada. Pada tugas akhir ini pemotongan
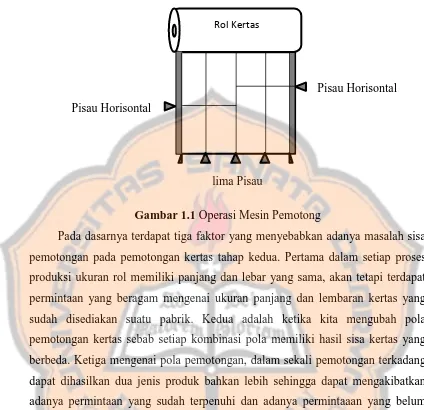
kertas menggunakan mesin pemotong kertas dengan memperhatikan ukuran
pan-jang dan lebar kertas Mesin tersebut memiliki tujuh pisau yang terdiri dari dua
Gambar 1.1 Operasi Mesin Pemotong
Pada dasarnya terdapat tiga faktor yang menyebabkan adanya masalah sisa
pemotongan pada pemotongan kertas tahap kedua. Pertama dalam setiap proses
produksi ukuran rol memiliki panjang dan lebar yang sama, akan tetapi terdapat
permintaan yang beragam mengenai ukuran panjang dan lembaran kertas yang
sudah disediakan suatu pabrik. Kedua adalah ketika kita mengubah pola
pemotongan kertas sebab setiap kombinasi pola memiliki hasil sisa kertas yang
berbeda. Ketiga mengenai pola pemotongan, dalam sekali pemotongan terkadang
dapat dihasilkan dua jenis produk bahkan lebih sehingga dapat mengakibatkan
adanya permintaan yang sudah terpenuhi dan adanya permintaaan yang belum
terpenuhi bahkan ada produksi yang melebihi permintaan.
Permasalahan sisa pemotongan tersebut dapat dilihat sebagai masalah
Program Linear. Masalah tersebut dapat juga dipandang sebagai permasalahan
integer linear programming (ILP) atau mixed integer linear programming
(MILP). Pada tugas akhir ini penyelesaian menggunakan program komputer yaitu
Matlab. Pada program Matlab juga dibuat Graphical User Interface (GUI) untuk
memudahkan dalam menjalankannya.
Rol Kertas
Pisau Horisontal
Pisau Horisontal
B. Rumusan Masalah
Masalah yang dirumuskan pada tugas akhir ini adalah
1. Bagaimana bentuk Program Linear dari data yang akan dirumuskan?
2. Bagaimana cara penyelesaian dari masalah Program Linear yang didapat?
3. Bagaimana membuat program pada Matlab?
C. Batasan Masalah
Batasan yang ada dalam tugas akhir ini adalah
1. Mesin yang digunakan hanya ada satu mesin pemotong kertas.
2. Setiap rol memiliki panjang yang sama.
3. Pada tugas akhir ini jenis kertas permintaan dibatasi maksimal delapan
jenis kertas karena pertimbangan waktu komputasi.
D. Metode Penulisan
Metode yang digunakan penulis dalam penulisan tugas akhir ini adalah
metode studi pustaka dengan membaca dan mempelajari buku-buku serta
jurnal-jurnal yang berhubungan dengan Program Linear dan masalah sisa pemotongan.
E. Tujuan Penulisan
Tujuan dari penulisan tugas akhir ini adalah
1. Membuat model persamaan linear dari data yang didapat
2. Membuat progam masalah pemotongan kertas pada Matlab
3. Mengoptimalkan masalah pemotongan rol kertas
F. Manfaat Penulisan
Manfaat penulisan tugas akhir ini adalah untuk membantu menyelesaikan
masalah sisa pemotongan yang sering terjadi pada industri pemotongan kertas
dengan adanya permintaan yang banyak dari konsumen dan dengan adanya
program komputer yang dibuat dapat memudahkan orang menyelesaikan masalah
G. Sistematika Penulisan
BAB I PENDAHULUAN
A. Latar Belakang
B. Rumusan Masalah
C. Batasan Masalah
D. Tujuan Penulisan
E. Manfaat Penulisan
F. Metode Penulisan
G. Sistematika Penulisan
BAB II PROGRAM LINEAR
A. Program Linear dan Program Linear Bulat
B. Metode Pencabangan dan Pembatasan (Branch and Bound
Method)
C. Program Linear Biner
D. Program Linear Campuran (Mixed Integer Linear Programing)
BAB III MASALAH SISA PEMOTONGAN
A. Masalah Sisa Pemotongan (Trims Loss Problem)
B. Mencari Banyaknya Pola Pemotongan
C. Model Matematika
BAB IV PENYELESAIAN MASALAH PEMOTONGAN ROL KERTAS
DENGAN MENGGUNAKAN PROGRAM MATLAB
BAB V PENUTUP
A. Kesimpulan
B. Saran
5 BAB II
PROGRAM LINEAR
A. Program Linear dan Program Linear Bulat
Istilah Program Linear mulai dikenal pada tahun 1950-an, akan tetapi
masalah Program Linear sudah mulai ada sejak tahun 1940-an di Departemen
Pertahanan Inggris dan Amerika untuk menjawab masalah optimisasi perencanaan
operasi perang melawan Jerman dalam Perang Dunia ke-II. Pada tahun 1947 teori
dan teknik Simpleks dikembangkan oleh Dantzig dan para pakar lainnya. Sejak
itu, para ahli dari berbagai bidang ilmu pengetahuan, terutama dalam bidang
matematika dan ekonomi, telah mengembangkan teori dalam Program Linear dan
penerapan aplikasi dari Program Linear. Masalah Program Linear adalah
mengoptimalkan suatu fungsi tujuan dengan adanya batas kendala-kendala berupa
persamaan atau pertidaksamaan. Pada zaman sekarang Program Linear digunakan
di berbagai bidang seperti, industri, ekonomi, bisnis, dan lain-lain.
Selanjutnya akan dilihat beberapa asumsi yang terdapat pada masalah
Program Linear sebagai berikut
1. Proporsionalitas
Setiap variabel yang terdapat pada fungsi tujuan atau fungsi kendala haruslah
sebanding. Misalnya, untuk membuat sebuah kursi dibutuhkan waktu selama 4
jam, jadi untuk membuat 2 kursi dibutuhkan waktu selama 8 jam.
2. Aditivitas
Kontribusi dari setiap variabel dari fungsi tujuan atau fungsi kendala tidak
ter-gantung dari nilai-nilai variabel lainnya. Contohnya untuk membeli 1
mang-kok bakso dibutuhkan 1000 dan untuk membeli 1 es jeruk 500 sehingga
total-nya 1500. Sedangkan untuk memebeli 2 mangkok bakso dibutuhkan 2000 dan
1 es jeruk 500 sehingga totalnya 2000. Jadi tidak harus memebeli 2 mangkok
3. Divisibility
Variabel keputusan dapat berupa bilangan pecahan. Namun, dengan
menggunakan teknik khusus yang disebut integer programing (Program
Linear bulat) dapat menghasilkan variabel keputusan yang bernilai bulat.
4. Kepastian
Setiap parameter (koefisien fungsi tujuan, koefisien kendala, dan nilai di sisi
kanan) diketahui dengan pasti dan tidak berubah selama periode analisis.
Secara umum masalah Program Linear dapat dirumuskan sebagai berikut:
Maksimumkan atau Minimumkan
titik layak dan himpunan semua titik-titik layak tersebut disebut daerah layak.
Solusi dari Program Linear haruslah titik di daerah layak.
Secara umum rumus tersebut dapat ditulis secara lebih ringkas menjadi
Maksimumkan atau Minimumkan (1)
∑
Kendala (2)
∑
(3) Bagian (3) menunjukkan bahwa setiap variabel keputusan haruslah bernilai
tidak negatif. Konstanta disebut koefisien teknis, disebut koefisien ongkos,
dan disebut suku tetap di ruas kanan.
Rumus Program Linear juga bisa ditulis dalam bentuk matrik sebagai
Menggunakan matrik untuk masalah Program Linear bertujuan agar dalam
proses pembuatan program lebih mudah serta menghemat simbol.
Selanjutnya akan dilihat bagaimana jika hasil dari Program Linear harus
bulat atau yang sering disebut Program Linear bulat. Misalnya saja pada masalah
pemotongan kertas pasti banyak kertas yang dihasilkan haruslah utuh sehingga
nilai desimal pada variabel keputusan harus dihindari. Untuk menghilangkan nilai
desimal maka rumusan Program Linear dapat diubah menjadi seperti berikut:
[ ] [ ] [
]
Perbedaan rumus Program Linear bulat hanya terletak pada variabel
keputusan sehingga kendalanya ditambah dengan setiap anggota haruslah
bilangan bulat positif. Program Linear bulat ini dapat diselesaikan dengan
berbagai cara salah satunya dengan metode pencabangan dan pembatasan. Metode
pencabangan dan pembatasan akan dibahas pada subbab selanjutnya.
B. Metode Pencabangan dan Pembatasan (Branch and Bound Method)
Metode pencabangan dan pembatasan berkembang pada tahun 1960 dan
dikembangkan oleh A. Land dan G. Doig untuk menyelesaikan program bilangan
bulat dan program bilangan bulat campuran. Metode pencabangan dan
pembatasan merupakan metode yang sering digunakan untuk menyelesaikan
masalah Program Linear bulat. Pada Metode pencabangan dan pembatasan
memiliki tiga hal penting yaitu:
1. Pencabangan (Branching)
Pencabangan dilakukan jika masih terdapat variabel keputusan yang harus
bernilai bulat namun memiliki solusi yang tidak bulat. Pencabangan dilakukan
dengan cara menambahkan kendala baru pada masalah awal. Kendala baru
yang ditambahkan merupakan pembulatan ke atas dan ke bawah dari solusi
yang masih berbentuk pecahan. Penambahan kendala ini bertujuan untuk
membuat variabel keputusan yang belum bernilai bulat supaya bernilai bulat.
Proses seperti ini dilakukan terus menerus sampai semua cabang
menghasilkan solusi bulat.
2. Pembatasan (Bound)
Pada metode pencabangan dan pembatasan terdapat dua batas yaitu batas atas
(upper bound) dan batas bawah (lower bound). Langkah ini bertujuan untuk
membatasi solusi sehingga didapat solusi yang optimal. Pada masalah
dan pada masalah minimum batas bawah merupakan solusi dari masalah
Program Linear bulat.
3. Penghentian Cabang (Fathoming)
Pencabangan pada metode pencabangan dan pembatasan akan berhenti jika
Tidak memiliki daerah layak (infeasible).
Semua variabel keputusan yang harus bernilai bulat sudah memenuhi syarat yaitu sudah menjadi bilangan bulat.
Pada masalah maksimum, penghentian pencabangan pada suatu sub masalah dilakukan jika batas atas dari sub masalah tersebut tidak lebih
besar atau sama dengan batas bawah.
Pada masalah minimum penghentian pencabangan pada suatu sub masalah dilakukan jika batas bawah tidak lebih kecil atau sama dengan
batas atas.
Kondisi optimal pada metode pencabangan dan pembatasan terjadi jika
tidak ada lagi sub masalah yang perlu dicabangkan lagi.
Pencabangan dan pembatasan memiliki cara kerja sebagai berikut
1. Selesaikan Program Linear tanpa memperhatikan kendala bilangan bulatnya.
Jika penyelesaian yang didapat merupakan bilangan bulat maka solusi optimal
sudah didapat. Jika ada variabel keputusan yang belum bulat maka
pencabangan dilakukan.
2. Tambahkan kendala pada variabel keputusan yang tidak menghasilkan
bilangan bulat. Penambahan kendala hanya menambah satu demi satu kendala.
Penambahan kendala ini berakibat terbentuknya dua sub masalah baru.
3. Menyelesaikan setiap Program Linear dengan batas baru tetapi fungsi tujuan
sama.
4. Jika masih terdapat variabel keputusan yang belum bulat maka lakukan
pencabangan kembali dan jika semua variabel keputusan sudah bulat maka
pencabangan dihentikan sehingga solusi yang didapat menjadi kandidat solusi
optimal.
Untuk melihat cara kerja pencabangan dan pembatasan diambil contoh
Contoh 2.1
Langkah 2. (Pencabangan). Pada kondisi ini variabel keputusan haruslah bulat
maka pencabangan dilakukan. Pada kondisi ini kendalanya bertambah atau
Langkah 3. (Penyelesaian). Penyelesaian untuk masalah LP2 adalah
z=23
Langkah 4. Pada kondisi ini sudah terlihat bahwa variabel keputusan sudah bulat
semuanya sehingga kita dapat menyimpan solusi ini sebagai kandidat solusi
opti-mal.
Langkah 3. (Penyelesaian). Penyelesaian untuk masalah LP3 adalah
, z=23.33
Langkah 4. Pada kondisi ini terlihat bahwa variabel keputusan masih belum
bulat sehingga harus dilakukan pencabangan kembali.
Langkah 2. (Pencabangan). Pada kondisi ini variabel keputusan haruslah bulat
maka pencabangan dilakukan. Pada kondisi ini kendalanya bertambah atau
Langkah 3. (Penyelesaian). Penyelesaian untuk masalah LP4 adalah
, z=22.55
Langkah 4. Pada kondisi ini terlihat bahwa variabel keputusan masih belum
Langkah 2. (Pencabangan). Pada kondisi ini variabel keputusan haruslah bulat
maka pencabangan dilakukan. Pada kondisi ini kendalanya bertambah atau
Langkah 3. (Penyelesaian). Penyelesaian untuk masalah LP5 tidak ada sebab pada
kasus ini tidak terdapat daerah layak.
Langkah 4. Pada kondisi seperti ini pencabangan dihentikan sebab tidak terdapat
solusi sama sekali.
Langkah 3. (Penyelesaian). Penyelesaian untuk masalah LP6 adalah
, � .
Langkah 4. Pada kondisi ini sudah terlihat bahwa variabel keputusan sudah bulat
semuanya sehingga kita dapat menyimpan solusi ini sebagai kandidat solusi
opti-mal.
Sub LP7, masalah LP7. Maksimumkan
Kendala
Langkah 3. (Penyelesaian). Penyelesaian untuk masalah LP7 tidak ada sebab pada
kasus ini tidak terdapat daerah layak.
Langkah 4. Pada kondisi seperti ini pencabangan dihentikan sebab tidak terdapat
solusi sama sekali.
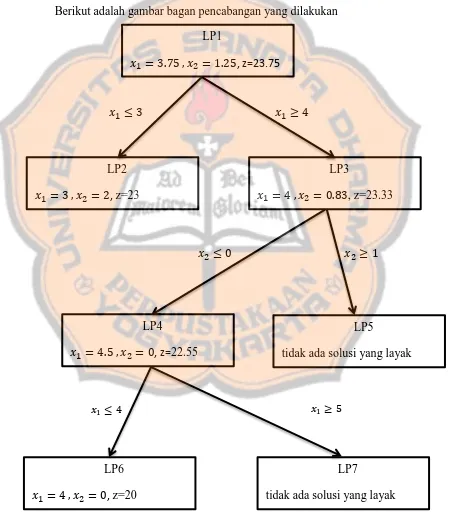
Semua pencabangan sudah dihentikan sehingga tinggal dipilih solusi
optimal dari kandidat solusi yang ada dan didapat dengan nilai
Berikut adalah gambar bagan pencabangan yang dilakukan
LP1
, z=23.75
LP2
, z=23
LP3
, z=23.33
LP7
tidak ada solusi yang layak LP6
, z=20
LP5
tidak ada solusi yang layak LP4
, z=22.55
C. Program Linear Biner
Pada Program Linear biner setiap variabel keputusan hanya dapat
mengambil nilai 0 atau 1. Pada dunia nyata masalah Program Linear biner seperti
pilihan ya atau tidak, 0 untuk pilihan tidak dan 1 untuk pilihan ya. Program Linear
biner ini dapat diselesaikan dengan metode pencabangan dan pembatasan.
Pada masalah Program Linear biner metode pencabangan dan pembatasan
bekerja seperti menyelesaikan Program Linear bulat. Berikut adalah langkah
menyelesaikan Program Linear biner:
1. Langkah pertama adalah melihat variabel keputusan pada fungsi tujuan. Jika
masalah minimum maka variabel keputusan yang memiliki nilai kecil
dilakukan pencabangan. Jika masalah maksimum maka variabel keputusan
yang memiliki nilai besar dilakukan pencabangan.
2. Pencabangan ini akan menghasilkan dua sub masalah baru.
3. Menyelesaikan setiap Program Linear. Jika solusi belum berada di daerah
layak maka lakukan pencabangan lagi.
Contoh 2.2
Langkah pertama, mencari variabel keputusan yang memiliki koefisien
paling besar pada fungsi tujuan. Terlihat bahwa memiliki nilai terbesar yaitu 6.
Ambil nilai sebagai LP1 dengan nilai , dan solusi
ini berada di daerah yang tidak layak sehingga dilakukan pencabangan kembali.
Langkah selanjutnya melihat kembali nilai terbesar kedua dari koefisien
variabel keputusan pada fungsi tujuan. Terlihat bahwa memiliki nilai 5,
dan . Pada LP2 yaitu pencabangan dengan menambah kendala
diperoleh kandidat solusi optimal yaitu , dengan nilai
� dan berada pada daerah layak. Pada LP3 yaitu pencabangan dengan menambah kendala tetap dihasilkan solusi yang sama sehingga
pencabangan dihentikan.
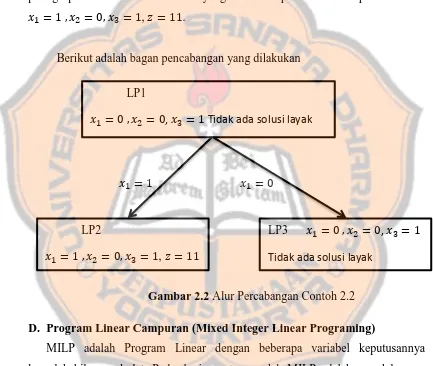
Semua pencabangan telah dihentikan sehingga dapat dilihat solusi yang
paling optimal dari kandidat solusi yang ada dan diperoleh solusi optimal adalah
, � .
Berikut adalah bagan pencabangan yang dilakukan
D. Program Linear Campuran (Mixed Integer Linear Programing)
MILP adalah Program Linear dengan beberapa variabel keputusannya
haruslah bilangan bulat. Pada dunia nyata masalah MILP adalah masalah yang
paling sering. Masalah MILP dapat diselesaikan dengan menggunakan metode
pencabangan dan pembatasan. Metode pencabangan dan pembatasan merupakan
metode yang efisien secara komputasi.
Selanjutnya akan dilihat algoritma pencabangan dan pembatasan untuk
menyelesaikan MILP LP1
, Tidak ada solusi layak
LP2
, �
LP3 ,
Tidak ada solusi layak
1. Inisialisasi
Mengatur batas atas dan batas bawah dari solusi optimal dan selanjutnya
memilih penyelesaian MILP pada daerah layak.
2. Cabang (Brancing)
Menyelesaikan setiap Program Linear dengan batas baru tetapi fungsi tujuan
sama. Misalkan variabel berada pada interval [a,b] dan merupakan batas
yang harus bilangan bulat maka batas baru yang bisa dibentuk adalah
. 3. Penyelesaian
Menyelesaikan masalah selanjutnya pada cabang yang lain.
4. Pembaharuan Batas
Jika nilai z yang kita peroleh pada cabang yang baru lebih optimal daripada
sebelumnya maka cabang ini menjadi kandidat sebagai solusi optimal.
5. Pemotongan
Jika penyelesaian yang diperoleh berada di daerah layak bukan berarti
pen-cabangan berhenti, mungkin bisa ada penpen-cabangan lebih lanjut. Jika pada
per-soalan tidak terdapat penyelesaian pada daerah layakanya maka pencabangan
dihentikan atau dipotong.
6. Optimal
Jika terdapat pencabangan yang belum terselesaikan kita lanjutkan pada
langkah ke-3. Jika semua pencabangan telah dihentikan maka dari kandidat
penyelesaian yang telah diperoleh dipilih kandidat penyelesaian yang paling
optimal.
Metode pencabangan dan pembatasan akan menghasilkan solusi optimal
jika:
1. Sub masalah berada di daerah yang tidak layak.
2. Penyelesaian sudah berada pada batas-batanya (memenuhi daerah layak) dan
memenuhi kondisi bilangan bulat untuk variabel keputusan yang ditetapkan.
3. Batas bawah yang diperoleh lebih besar dari batas atas.
Berikut adalah contoh metode pencabangan dan pembatasan untuk
Contoh 2.3
Contoh 2.3 adalah contoh masalah MILP sebab variabel keputusan pada dan
haruslah bernilai bulat dan variabel keputusan dan tidak harus bernilai bulat.
Langkah 1. (Inisialisasi). Dipilih batas atas dan batas bawah . Pada
kondi-si ini disebut sebagai masalah P0
Minimum
Langkah 2. (Pencabangan). Pada kondisi ini variabel keputusan haruslah bulat
maka pencabangan dilakukan. Pada kondisi ini kendalanya bertambah atau
Langkah 3. (Penyelesaian). Penyelesaian untuk masalah P1 adalah
Langkah 4. (Pembaharuan Batas). Pada kondisi ini sudah memenuhi kendala awal
yaitu , . Nilai dari fungsi tujuan adalah 1.5 lebih kecil dari pada batas atas yang dimiliki sehingga nilai batas atas diubah dari ∞ ke 1.5, dan nilai ini disimpan sebagai kandidat optimal.
Langkah 3. (Penyelesaian). Penyelesaian untuk masalah P2 adalah
Langkah 4. (Pembaharuan Batas). Pada kondisi ini nilai dari bukan bilangan
bulat. Fungsi tujuannya bernilai 0.5 berada diantara batas bawah 0 dan batas atas
1.5 maka batas bawah di perbaruhi dari 0 menjadi 0.5 (sehingga solusi optimal
yang akan didapat harus berada pada interval 0.5 sampai 1.5). Selanjutnya
pen-cabangan akan dilakukan pada variabel menjadi dua masalah sebagai berikut:
Langkah 3. (Penyelesaian). Pada masalah P3 tidak terdapat daerah layak.
Langkah 4. (Pembaharuan Batas). Tidak ada yang dilakukan pada langkah ini
se-hingga dilanjutkan pada langkah selanjutnya.
Langkah 5. (Cutting). Pada kondisi ini tidak terdapat penyelesaian optimal
se-hingga dilanjutkan pada langkah selanjutnya.
Sub LP4,masalah P4. Minimum
Kendala
Langkah 3. (Penyelesaian). P4 memiliki daerah layak sehingga dapat dicari
so-lusinya dan diperoleh
Langkah 4. (Pembaharuan Batas). Tidak ada yang dilakukan pada langkah ini
se-hingga dilanjutkan pada langkah selanjutnya.
Langkah 5. (Pemotongan). Pada kondisi ini variabel tidak bilangan bulat dan
nilai solusi optimalnya lebih optimal pada masalah sebelumnya maka dilanjutkan
langkah selanjutnya.
Langkah 6. (Optimasi). Pada kondisi ini tidak terdapat pencabangan lebih lanjut
sehingga solusi optimal diperoleh yaitu:
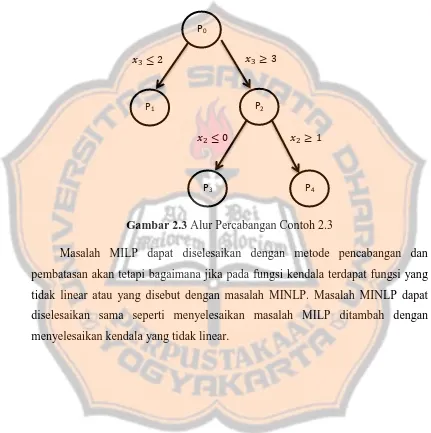
Untuk melihat proses pencabangan yang dilakukan, dapat dilihat pada
gambar 2.3.
Masalah MILP dapat diselesaikan dengan metode pencabangan dan
pembatasan akan tetapi bagaimana jika pada fungsi kendala terdapat fungsi yang
tidak linear atau yang disebut dengan masalah MINLP. Masalah MINLP dapat
diselesaikan sama seperti menyelesaikan masalah MILP ditambah dengan
menyelesaikan kendala yang tidak linear.
P0
P1 P2
P3 P4
Gambar 2.3 Alur Percabangan Contoh 2.3
22 BAB III
MASALAH SISA PEMOTONGAN
A. Masalah Sisa Pemotongan (Trims Loss Problem)
Dalam dunia industri, khususnya industri kertas masalah meminimalkan sisa
pemotongan kertas merupakan salah satu faktor terpenting. Terjadinya sisa
pemotongan ini dapat disebabkan oleh beberapa hal, salah satu diantaranya adalah
lebar dan panjang kertas permintaan tidak sesuai dengan rol kertas produksi.
Meminimumkan sisa pemotongan juga tergantung pada pola pemotongan yang
merupakan kombinasi dari lembaran kertas permintaan yang dipotong pada waktu
yang sama.
Pada tugas akhir ini akan dibahas mengenai bagaimana meminimalkan sisa
pemotongan dari rol kertas ke lembaran kertas. Masalah utama dari pemotongan
dari rol kertas ke lembaran kertas adalah bagimana memenuhi banyaknya
permintaan yang ada dengan meminimalkan sisa pemotongan kertas dengan
berbagai ukuran kertas yang diminta. Proses pemotongan kertas dari rol kertas
produksi ke lembaran kertas disebut masalah pemotongan dua dimensi. Hal
tersebut dikarenakan dalam memotong rol kertas produksi harus memperhatikan
panjang dan lebar rol kertas produksi serta ukuran kertas permintaan yang ada.
Pada proses produksi rol kertas produksi memiliki panjang yang
berbeda-beda, akan tetapi pada tugas akhir ini panjang dan lebar rol kertas produksi
diang-gap sama. Panjang dan lebar rol kertas produksi memiliki batas atas dan batas
bawah pemotongan. Lebar rol kertas produksi digunakan untuk membuat pola
pemotongan. Banyaknya pola pemotongan merupakan salah satu faktor dalam
meminimalkan sisa pemotongan, oleh sebab itu pada subbab selanjutnya akan
dibahas mengenai bagaimana cara mencari banyaknya pola pemotongan.
B. Mencari Banyaknya Pola Pemotongan
Pola pemotongan merupakan suatu pilihan dalam miminimalkan sisa
pemotongan dan memenuhi jumlah permintaan. Pada masalah nyata yang
semua kombinasi dari setiap jenis kertas yang ada dan harus memperhatikan
jumlah lebar setiap jenis kertas yang dipotong tidak melebihi lebar dari rol kertas.
Pada pemotongan rol kertas, lebar rol kertas dapat dibatasi dengan batas
maksimum pemotongan rol kertas dan batas minimum lebar pemotongan rol
kertas.
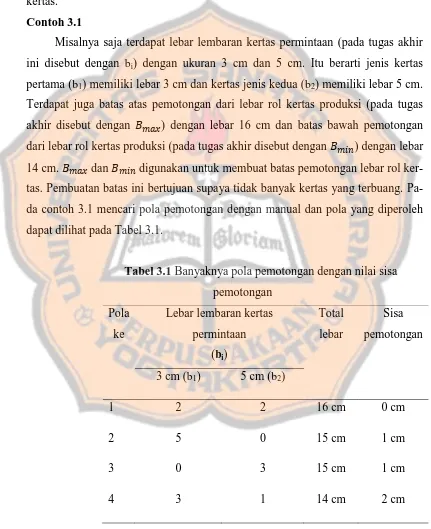
Contoh 3.1
Misalnya saja terdapat lebar lembaran kertas permintaan (pada tugas akhir
ini disebut dengan bi) dengan ukuran 3 cm dan 5 cm. Itu berarti jenis kertas
pertama (b1) memiliki lebar 3 cm dan kertas jenis kedua (b2) memiliki lebar 5 cm.
Terdapat juga batas atas pemotongan dari lebar rol kertas produksi (pada tugas
akhir disebut dengan ) dengan lebar 16 cm dan batas bawah pemotongan
dari lebar rol kertas produksi (pada tugas akhir disebut dengan ) dengan lebar
14 cm. dan digunakan untuk membuat batas pemotongan lebar rol
ker-tas. Pembuatan batas ini bertujuan supaya tidak banyak kertas yang terbuang.
Pa-da contoh 3.1 mencari pola pemotongan dengan manual Pa-dan pola yang diperoleh
dapat dilihat pada Tabel 3.1.
Tabel 3.1 Banyaknya pola pemotongan dengan nilai sisa
Pola pemotongan ke-1 menghasilkan 2 kertas dengan lebar 3 cm dan
menghasilkan 2 kertas dengan lebar 5 cm. Total lebar kertas yang dipotong adalah
16 cm dan tidak menghasilkan sisa pemotongan sebab lebar rol kertas (16 cm)
sama dengan pola pemotongan (16 cm). Pola pemotongan ke-2 menghasilkan 5
kertas dengan lebar 3 cm dan tidak menghasilkan kertas dengan lebar 5 cm. Total
lebar kertas yang dipotong adalah 16 cm dan menghasilkan sisa pemotongan
sebanyak 1 cm sebab lebar rol kertas (16 cm) dikurangkan dengan lebar pola
pemotongan (15 cm). Menggunakan cara yang sama diperoleh pola ke-3 dan pola
ke-4.
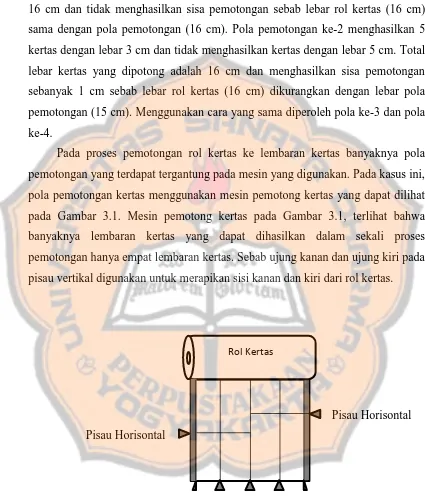
Pada proses pemotongan rol kertas ke lembaran kertas banyaknya pola
pemotongan yang terdapat tergantung pada mesin yang digunakan. Pada kasus ini,
pola pemotongan kertas menggunakan mesin pemotong kertas yang dapat dilihat
pada Gambar 3.1. Mesin pemotong kertas pada Gambar 3.1, terlihat bahwa
banyaknya lembaran kertas yang dapat dihasilkan dalam sekali proses
pemotongan hanya empat lembaran kertas. Sebab ujung kanan dan ujung kiri pada
pisau vertikal digunakan untuk merapikan sisi kanan dan kiri dari rol kertas.
Gambar 3.1 Gambar Mesin Pemotong Rol Kertas
Pisau Horisontal
Pisau Horisontal
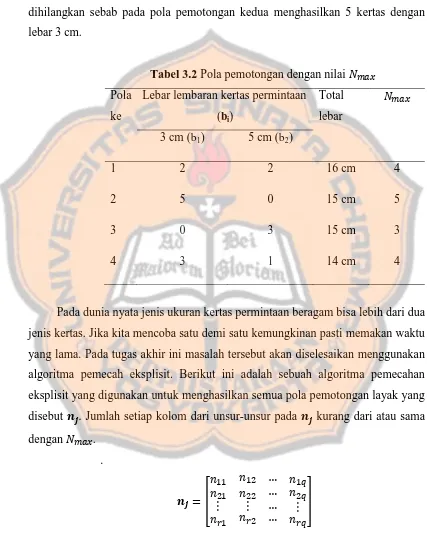
Pada mesin pemotong kertas juga terlihat bahwa pisau vertikal hanya bisa
memotong maksimal empat bagian ( ), sehingga tidak boleh melebihi empat,
oleh sebab itu pola pemotongan kedua harus dihilangkan. Pola pemotongan kedua
dihilangkan sebab pada pola pemotongan kedua menghasilkan 5 kertas dengan
lebar 3 cm.
Pada dunia nyata jenis ukuran kertas permintaan beragam bisa lebih dari dua
jenis kertas. Jika kita mencoba satu demi satu kemungkinan pasti memakan waktu
yang lama. Pada tugas akhir ini masalah tersebut akan diselesaikan menggunakan
algoritma pemecah eksplisit. Berikut ini adalah sebuah algoritma pemecahan
eksplisit yang digunakan untuk menghasilkan semua pola pemotongan layak yang
disebut . Jumlah setiap kolom dari unsur-unsur pada kurang dari atau sama
[ Berikut adalah langkah-langkah dari algoritma pemecah eksplisit untuk
menentukan pola pemotongan yang layak.
Kelompok 0 Langkah 0.0. j = 1
Pada kelompok 1 akan membuat nilai pada j bertambah 1 pada langkah 1.0
Langkah 2.3.
Langkah 2.4.
{ ⌊ ⌋}
Langkah 3.0. misalkan i = r
Pada kelompok 2, pada langkah 2.0 memberikan nilai awal untuk dan
langkah 2.1 memberikan nilai awal untuk . Pada langkah 2.2 sampai langkah
2.4 nilai berjalan dari i=1 sampai i= r. Langkah 2.2 mencari nilai dari
dengan cara nilai ditambah dengan nilai . Langkah 2.3 mencari nilai dari
dengan cara nilai ditambah dengan nilai . Langkah 2.4 akan
menghasilkan nilai yang merupakan sisa kertas yang dapat dipotong oleh
pisau vertikal. Langkah 3.0 bertujuan untuk mengganti nilai i dengan nilai r
(banyak jenis kertas).
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
Kelompok 3, pada langkah 4.0 merupakan langkah untuk melihat nilai dari
setiap unsur dari apakah melebihi atau sama dengan yang kita dapatkan
di langkah 2.4, jika iya berarti lanjut ke langkah 6.0 dan jika tidak lanjut ke
langkah 4.0. langkah ini bertujuan untuk melihat apakah pisau vertikal pada mesin
pemotong kertas tidak memotong lebih dari nilai yang sudah kita tentukan.
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
Kelompok 4, pada langkah 4.1 digunakan untuk mengganti nilai dengan
sudah melebihi batas bawah lebar rol kertas yang harus dipotong atau belum. Jika
sudah maka lanjut ke langkah 2.0.
Kelompok 5 Langkah 5.0. Didapat pola pemotongan baru
Langkah 5.1. lanjutkan ke langkah 1.0
Kelompok 5, pada langkah 5.0 merupakan pola baru yang diperoleh.
Langkah 5.1 merupakan perintah untuk memulai mencari pola pemotongan yang
baru.
Kelompok 6 Langkah 6.0.
Langkah 6.1.
Langkah 6.2. Jika lanjutkan ke langkah
4.0
Kelompok 6, pada langkah 6.0 digunakan untuk mengganti nilai dengan
nilai 0 sebab akan dilihat berapa banyak kertas ke-i yang dapat dipotong pada saat
itu. Langkah 6.1 digunakan untuk memperbarui nilai i. Langkah 6.2 digunakan
untuk melihat nilai i yang sudah diperbaharui pada langkah sebelumnya. Jika nilai
i lebih dari 0 maka kembali pada langkah 4.0, dan jika nilai i kurang dari atau
sama dengan 0 maka lanjut ke langkah selanjutnya.
Kelompok 7 Langkah 7.0.
Kelompok 7, pada langkah 7.0 merupakan langkah untuk melihat berapa
banyak pola pemotongan yang dapat dilakukan. Jika sudah sampai pada langkah
7.0 maka algoritma pemecah eksplisit ini berhenti. Jika ingin melihat pola
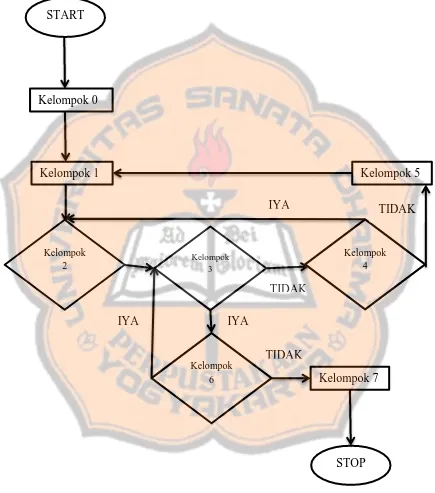
Selanjutnya untuk mempermudahkan melihat pola dari langkah-langkah di
atas, dibuat diagram sebagai berikut:
Gambar 3.2 Diagram Alur Pembuatan Pola Pemotongan
TIDAK Kelompok 1
START
STOP
Kelompok 3
Kelompok 4
Kelompok 6
Kelompok 0
Kelompok 5
Kelompok 7 IYA
TIDAK IYA
IYA
TIDAK
Contoh 3.2
Misalkan terdapat dua jenis pesanan kertas produk. Pada jenis pertama
memiliki lebar 23 cm dan panjang 30 cm. Pada jenis kedua memiliki lebar 26 cm
dan panjang 32 cm. Rol mempunyai lebar maksimum pemotongan ( ) adalah
96 cm dan lebar minimum pemotongan ( ) adalah 92 cm. Nilai yang
dipilih adalah 4. Selanjutnya akan dicari banyaknya pola pemotongan yang
mungkin dari kasus tersebut dengan algoritma diatas.
Kelompok 0 Langkah 0.0. j = 1
Langkah 0.1.
[ ]
Kelompok 1 Langkah 1.0.
Langkah 1.1.
[ ]
Kelompok 2 Langkah 2.0.
Langkah 2.1.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ { ⌊ ⌋}}
{
{ ⌊ ⌋}}
{ { ⌊ ⌋}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka tidak
lanjut ke langkah 6.0
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2. 4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka tidak
lanjut ke langkah 6.0
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka tidak
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka lanjut
ke langkah 6.0
Kelompok 6 Langkah 6.0.
Langkah 6.1.
Langkah 6.2. Jika lanjutkan ke langkah
4.0
maka lanjut ke langkah 4.0
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka tidak
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka tidak
lanjut ke langkah 6.0
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
lanjut ke langkah 6.0
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka tidak
lanjut ke langkah 6.0
Kelompok 6 Langkah 6.0.
Langkah 6.1.
Langkah 6.2. Jika lanjutkan ke langkah
4.0
maka lanjut ke langkah 4.0
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka lanjut
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka tidak
lanjut ke langkah 6.0
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
ke langkah 6.0
Kelompok 6 Langkah 6.0.
Langkah 6.1.
Langkah 6.2. Jika lanjutkan ke langkah
4.0
maka lanjut ke langkah 4.0
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka lanjut
ke langkah 6.0
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
lanjut ke langkah 2.0
Kelompok 2 Langkah 2.0.
Langkah 2.1.
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
lanjut ke langkah 6.0
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
tidak lanjut ke langkah 2.0
Kelompok 5 Langkah 5.0. Didapat pola pemotongan baru .
[ ]
akan tetapi pola ini memiliki lebar
diantara 92 cm dan 96 cm maka
pola ini harus dieliminasi
Langkah 5.1. lanjutkan ke langkah 1.0
Kelompok 1 Langkah 1.0.
Langkah 1.1.
[ ]
Kelompok 2 Langkah 2.0.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2.4.
{
{ ⌊ ⌋}}
{ {
}}
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
maka lanjut
ke langkah 6.0
Kelompok 6 Langkah 6.0.
Langkah 6.1.
Langkah 6.2. Jika lanjutkan ke langkah
4.0
maka lanjut ke langkah 4.0
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka tidak
lanjut ke langkah 6.0
Kelompok 4 Langkah 4.1.
Langkah 4.2. Jika lanjutkan ke
langkah 2.0
[ ] maka
tidak lanjut ke langkah 2.0
Kelompok 5 Langkah 5.0. Didapat pola pemotongan baru .
[ ]
akan tetapi pola ini memiliki lebar
ini harus dieliminasi
Langkah 5.1. lanjutkan ke langkah 1.0
Kelompok 1 Langkah 1.0.
Langkah 1.1.
[ ]
Kelompok 2 Langkah 2.0.
Langkah 2.1.
Pada langkah 2.2 sampai 2.4
dihitung untuk i=1 dan i=2
Langkah 2.2.
Langkah 2.3.
Langkah 2. 4.
{
{ ⌊ ⌋}}
{ {
{
{ ⌊ ⌋}}
{ {
}}
Langkah 3.0. misalkan
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka lanjut
ke langkah 6.0
Kelompok 6 Langkah 6.0.
Langkah 6.1.
Langkah 6.2. Jika lanjutkan ke langkah
4.0
maka lanjut ke langkah 4.0
Kelompok 3 Langkah 4.0. Jika lanjutkan ke
langkah 6.0
maka lanjut
Kelompok 6 Langkah 6.0.
Langkah 6.1.
Langkah 6.2. Jika lanjutkan ke langkah
4.0
maka tidak lanjut ke
langkah 4.0
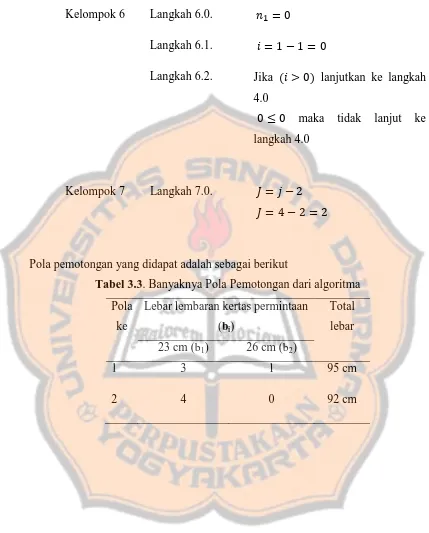
Kelompok 7 Langkah 7.0.
Pola pemotongan yang didapat adalah sebagai berikut
Tabel 3.3. Banyaknya Pola Pemotongan dari algoritma
Pola
ke
Lebar lembaran kertas permintaan
(bi)
Total
lebar
23 cm (b1) 26 cm (b2)
1 3 1 95 cm
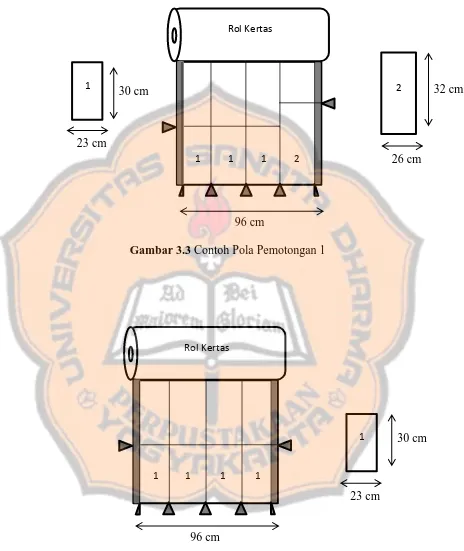
Gambar 3.3 Contoh Pola Pemotongan 1
Gambar 3.4 Contoh Pola Pemotongan 2 1
23 cm cm
30 cm cm
2
26 cm cm
32 cm cm
1
23 cm cm
30 cm cm
Rol Kertas
96 cm
1 1
1 1
Rol Kertas
96 cm
Pada Tabel 3.3 terlihat bahwa terdapat jumlah pola pemotongan sebanyak
dua (J= 2) yang terdiri dari pola pertama yaitu lembaran kertas permintaan
pertama (lebar 23 cm) dipotong sebanyak tiga kali dan lembaran kertas
permintaan kedua (lebar 26 cm) dipotong sebanyak satu kali serta pola kedua
yaitu lembaran kertas permintaan pertama (lebar 23 cm) dipotong sebanyak empat
kali dan lembaran kertas permintaan kedua (lebar 26 cm) tidak dipotong.
C. Model Matematika
Setelah menemukan pola pemotongan yang layak maka langkah selanjutnya
adalah membuat sebuah model matematika. Membuat model matematika
merupakan langkah yang penting dalam menyelesaikan masalah matematika di
dunia nyata. Khususnya pada masalah sisa pemotongan kertas dari rol kertas
produksi ke lembaran kertas, langkah awalnya adalah dengan mendefinisikan
parameter, langkah selanjutnya adalah membuat variabel keputusan atau variabel
yang akan kita cari, dan dilanjutkan dengan membuat fungsi tujuan dengan
kendala-kendala yang ada. Pada tugas akhir ini terdapat beberapa parameter,
variabel keputusan, fungsi tujuan dan kendala seperti berikut:
Tabel 3.4. Parameter dari Model Matematika
Parameter Keterangan
Panjang rol kertas
Panjang minimum permintaan dari produk ke-i
Panjang maksimum permintaan dari produk ke-i
Panjang minimum dari pola pemotongan
Banyaknya rol kertas
Banyaknya pola pemotongan
Banyaknya produk
Sisa panjang rol kertas ketika mengganti ke rol kertas berikutnya
Lebar produk ke-i
Panjang produk ke-i
Tabel 3.5. Variabel Keputusan dari Model Matematika
Variabel
Keputusan
Keterangan
Banyaknya kertas dari produk ke-i pada pola pemotongan ke-j
Panjang pola pemotongan ke-j pada rol kertas ke-k
Banyaknya pemotongan produk ke-i pada pola
pemotongan ke-j dalam rol kertas ke-k
Total panjang pemotongan pada produk ke-i
1 jika pemotongan pola ke-j menggunakan rol kertas ke-k
dan 0 untuk selainnya
1 jika rol kertas ke-k digunakan dan 0 untuk selainya
Jumlah dari produk ke-i yang di bawah batas atas
Jumlah dari produk ke-i yang melebihi batas atas
Kendala (1) akan dicari fungsi tujuan yang merupakan minimum dari sisa
pemotongan kertas, dengan cara menghitung total luas kertas yang digunakan
(∑ ) dikurangi dengan total luas kertas produksi (∑ ) lalu
ditambah dengan kerugian akibat produksi yang berlebih (∑ ). Jadi didapat
fungsi tujuan sebagai berikut:
Minimum
∑ ∑ ∑ (1)
Kendala (2) akan dicari kendala-kendala yang mempengaruhi saat
meminimalkan fungsi tujuan. Kendala pertama adalah total pola pemotongan
panjang disetiap rol kertas produksi ( ) ditambah dengan sisa panjang rol ( )
kertas produksi tidak boleh melebihi panjang rol kertas produksi ( ).
Kendala (3) menunjukkan bahwa jika panjang pola pemotongan ke-j pada
rol kertas ke-k ( ) digunakan maka nilai dari yj,k adalah1. Jika tidak digunakan
makan nilai dari yj,kadalah0.
(3)
Kendala (4) panjang pola pemotongan ke-j pada rol kertas ke-k ( ) harus
melebihi panjang minimum dari pola pemotongan ( ).
(4)
Kendala (5) panjang total masing-masing produk ( ) harus sama dengan
hasil kali dari banyaknya kertas dari produk ke-i pada pola pemotongan ke-j ( ),
panjang produk ke-i ( ), dengan banyaknya pemotongan produk ke-i pada pola
pemotongan ke-j dalam rol kertas ke-k ( ).
∑ ∑ (5)
Kendala (6), panjang total pola pemotongan masing-masing produk ( )
harus melebihi batas minimum permintaan dari masing-masing produk yang
bersesuaian ( ).
(6)
Kendala (7), menujukkan bahwa dalam memproduksi kertas permintaan,
konsumen bersedia menerima kelebihan kertas selama tidak melebihi batas atas
permintaan konsumen. Jika memproduksi lebih dari batas atas permintaan maka
dapat mengakibatkan kerugian.
(7)
Kendala (8), menunjukkan panjang kertas permintaan disetiap pola
pemotongan ( ) tidak melebihi panjang pola pemotongan ( ).
(8)
Kendala (9), menunjukkan bahwa rol kertas produksi harus digunakan
secara berurutan.
(9)
Dimana
Kendala (5) adalah kendala yang menyebabkan sistem persamaan ini
menjadi non-linear, sebab variabel keputusan dan berada dalam satu
operasi perkalian. Sehingga masalah yang didapat adalah masalah yang berbentuk
MINLP. Untuk membuat masalah MINLP menjadi masalah MILP maka pada
kendala (5) dapat dimemasukkan nilai dari variabel yang didapat pada Tabel
3.4. Setelah dimasukan nilai variabel pada kendala (5) maka masalah MINLP
sudah menjadi masalah MILP.
Contoh 3.3
Misalkan panjang rol kertas (L) adalah 160 cm, lebar rol kertas (W) adalah
96 cm, banyaknya rol kertas yang ada (r) adalah 2 rol kertas, sisa panjang rol
kertas ketika mengganti ke rol kertas berikutnya (S) adalah 30 cm, panjang
minimum dari pola pemotongan ( ) adalah 130 cm dan berikut adalah Tabel
spesifikasi jenis dan permintaan kertas.
Tabel 3.6. Ukuran lembaran kertas produksi dan batas permintaan
konsumen
Langkah selanjutnya adalah mengubah kendala dan memasukan nilai yang
diketahui sesuai contoh 3.3 seperti berikut:
Kendala (1) atau fungsi tujuan adalah
Minimum ∑ ∑ ∑
Minimum
Minimum
Kendala (2) dibagi menjadi 2 karena nilai dari variabel k adalah 2.
∑
∑
Kendala (2) dengan nilai variabel
∑
Kendala (2) dengan nilai variabel
∑
Kendala (3) dibagi menjadi 4 sebab nilai dari variabel k adalah 2 dan nilai
dari variabel j adalah 2.
Kendala (3) dengan nilai variabel dan nilai variabel
Kendala (3) dengan nilai variabel dan nilai variabel
Kendala (3) dengan nilai variabel dan nilai variabel
Kendala (3) dengan nilai variabel dan nilai variabel
Kendala (4) dibagi menjadi 4 sebab nilai dari variabel k adalah 2 dan nilai dari
Kendala (5) dibagi menjadi 2 sebab nilai dari variabel i adalah 2.
∑ ∑
Kendala (6) dibagi menjadi 2 sebab nilai dari variabel i adalah 2
Kendala (7) dibagi menjadi 2 sebab nilai dari variabel i adalah 2
Kendala (8) dibagi menjadi 8 sebab nilai dari variabel i adalah 2, nilai dari
Kendala (8) dengan nilai variabel , nilai variabel , dan nilai variabel .
Kendala (8) dengan nilai variabel , nilai variabel , dan nilai variabel .
Kendala (8) dengan nilai variabel , nilai variabel , dan nilai variabel .
Kendala (9)
Dengan menggunakan program Matlab diperoleh hasil sebagai berikut
Tabel 3.7. Hasil dari variabel
k=1 k=2
1 1
Pada Tabel 3.7 terlihat bahwa nilai adalah 1 dan nilai adalah 1,
sehingga rol kertas mentah yang digunakan pada kasus ini sebanyak 2 rol.
Tabel 3.8. Hasil dari variabel
j=1 j=2
k=2 1 0
Pada Tabel 3.8 terlihat bahwa nilai adalah 1 berarti pada rol kertas ke-1
digunakan pola pemotongan ke-2 dan nilai adalah 1 berarti pada rol kertas
ke-2 digunakan pola pemotongan ke-1.
Tabel 3.9. Hasil dari variabel
i=1 i=2
840 96
Pada Tabel 3.9 terlihat bahwa nilai adalah 840 berarti total panjang
pemotongan pada produk ke 1 adalah 840 dan nilai adalah 96 berarti total
panjang pemotongan pada produk ke-2 adalah 96.
Tabel 3.10. Hasil dari variabel
i=1 i=2
60 0
Pada Tabel 3.10 terlihat bahwa nilai adalah 60 berarti jumlah dari produk
ke-1 yang di bawah batas atas adalah 60 dan nilai adalah 0 berarti jumlah dari
produk ke-2 yang di bawah batas atas tidak ada.
Tabel 3.11. Hasil dari variabel
i=1 i=2
Pada Tabel 3.11 terlihat bahwa nilai adalah 0 berarti jumlah dari produk
ke-1 yang melebihi batas atas tidak ada dan nilai adalah 4 berarti jumlah dari
produk ke-2 yang melebihi batas atas adalah 4.
Tabel 3.12. Hasil dari variabel
j=1 j=2
k=1 0 130
k=2 130 0
Pada Tabel 3.12 terlihat bahwa nilai adalah 130 berarti panjang pola
pemotongan ke-2 pada rol kertas ke-1 adalah 130 dan nilai adalah 130 berarti
panjang pola pemotongan ke-1 pada rol kertas ke-2 adalah 130.
Tabel 3.13. Hasil dari variabel
i=1 i=2
j=1 0 0
j=2 0 4
Pada Tabel 3.13 terlihat bahwa nilai adalah 4 berarti banyaknya
pemotongan produk ke-1 pada pola pemotongan ke-2 dalam rol kertas ke-1
adalah 4.
Tabel 3.14. Hasil dari variabel
i=1 i=2
j=1 4 3
Pada Tabel 3.14 terlihat bahwa nilai adalah 4 berarti banyaknya
pemotongan produk ke-1 pada pola pemotongan ke-1 dalam rol kertas ke-2 adalah
4 dan nilai adalah 3 berarti banyaknya pemotongan produk ke-2 pada pola
pemotongan ke-1 dalam rol kertas ke-2 adalah 3. Didapat juga nilai Z adalah 2576
yang berarti sisa pemotongan kertas adalah 2576 .
Untuk melihat apakah hasil program ini benar atau tidak maka digunakan
program LiPS sebagai pembandingnya. Program LiPS adalah program yang
digunakan untuk menyelesaikan masalah Program Linear. Berikut adalah hasil
Tabel 15. Hasil pada program LiPS
nilainya adalah 2576. Terlihat bahwa nilai solusi minimal pada program
MATLAB dan LiPS sama akan tetapi variabel keputusan yang di peroleh berbeda.
Ini menunjukkan bahwa solusi pada contoh kasus ini tidak hanya terdapat satu
penyelesaian saja. Solusi yang tidak tunggal ini sangat menguntungkan sebab kita
dapat memilih mau menggunakan cara yang mana dengan hasil sisa pemotongan
BAB IV
PENYELESAIAN MASALAH PEMOTONGAN ROL KERTAS DENGAN
MENGGUNAKAN PROGRAM MATLAB
Pada bab ini akan dibahas mengenai penyelesaian masalah pemotongan rol
kertas yang didapat dan cara menggunakan program MATLAB yang telah dibuat.
Berikut adalah contoh kasus yang diselesaikan menggunakan program GUI
MATLAB:
Terdapat rol kertas produksi (r) sebanyak 12 rol kertas, dengan ukuran lebar
rol kertas adalah 96, lebar minimum pemotongan rol kertas adalah 89, panjang rol
kertas produksi adalah 525.500 cm, panjang minimum dari pola pemotongan
( ) adalah 100.000 cm, sisa panjang rol kertas ketika harus mengganti ke rol
kertas berikutnya (S) adalah 3.500 cm, dan berikut adalah tabel spesifikasi jenis
dan permintaan kertas.
Tabel 4.1 Ukuran lembaran kertas produksi dan batas permintaan
konsumen
Selanjutnya akan dilihat cara menggunakan aplikasi yang sudah dibuat oleh
penulis. Aplikasi ini dibuat dengan Graphical User Interface (GUI) MATLAB.
Selanjutnya akan dijelaskan mengenai cara menggunakan aplikasi yang telah
dibuat.
Pertama buka aplikasi GUI MATLAB yang sudah dibuat sehingga terlihat