Perancangan Auto Feeder Cutting Machine
Diajukan sebagai syarat untuk memperoleh gelar Sarjana Jurusan Teknik Mesin
Disusun oleh :
FX.Sapto Adi 4130412-014
FAKULTAS TEKNIK
PROGRAM STUDI TEKNIK MESIN JAKARTA
Makalah berjudul :
Perancangan Auto Feeder Cutting Machine Dibuat oleh :
Nama Lengkap : FX.Sapto Adi Nomor Mahasiswa : 4130412-014
Sebagai tugas dari mata kuliah “Skripsi/Tugas Akhir” serta untuk melengkapi persyaratan pendaftaran Skripsi/Tugas Akhir sesuai dengan kurikulum di Jurusan Teknik Mesin Fakultas Teknologi Industri Universitas Mercubuana.
Makalah ini telah diperiksa keabsahannya dan telah disetujui Pembimbing, sehingga DAPAT DISAHKAN dan dinyatakan DAPAT DIAJUKAN DALAM SKRIPSI/TUGAS AKHIR.
Jakarta, 09 September 2008 Mengesahkan : Dosen Pembimbing
Makalah berjudul :
Perancangan Auto Feeder Cutting Machine Dibuat oleh :
Nama Lengkap : FX.Sapto Adi Nomor Mahasiswa : 4130412-014
Sebagai tugas dari mata kuliah “Skripsi/Tugas Akhir” serta untuk melengkapi persyaratan pendaftaran Skripsi/Tugas Akhir sesuai dengan kurikulum di Jurusan Teknik Mesin Fakultas Teknologi Industri Universitas Mercubuana.
Makalah ini telah diperiksa keabsahannya dan telah disetujui Pembimbing, sehingga DAPAT DISAHKAN dan dinyatakan DAPAT DIAJUKAN DALAM SKRIPSI/TUGAS AKHIR.
Jakarta, 09 September 2008 Mengesahkan : Koordinator Tugas Akhir
Penulisan Skripsi ini adalah membahas tentang perancangan Auto
Feeder Cutting Machine untuk proses pemotongan pipa yang dilatar
belakangi oleh proses produksi yang sekarang berjalan masih manual sehingga output produksi yang dihasilkan rendah dan belum siap untuk menghadapi penambahan order.
Dalam perancangan pembuatan Auto Feeder Cutting Machine ini menggunakan tahap-tahap perancangan pada metode VDI 2221 yang disertakan perhitungan yang meliputi dasar pemilihan motor penggerak, poros, sprocket, dan analisa penentuan bearing. Dengan perhitungan-perhitungan tersebut dihasilkan Auto Feeder Cutting machine yang sesuai dengan tujuan pembuatan.
Tujuan dari perancangan pembuatan Auto Feeder Cutting Machine ini adalah untuk untuk meningkatkan output produksi dan mempermudah operator untuk bekerja.
Berdasarkan simulasi perbandingan kapasitas clamping lama sebelumnya dengan clamping baru pada Auto Feeder Cutting Machine ,kapasitas produksi naik lebih dari 200 %,yaitu :
No. Jenis Pipa Clamping Lama Clamping baru Persentase 1 Diameter 4.76 14 pcs / potong 80 pcs / potong 571% 2 Diameter 6.35 12 pcs / potong 48 pcs / potong 400% 3 Diameter 8.00 9 pcs / potong 30 pcs / potong 333% 4 Diameter 10.0 7 pcs / potong 20 pcs / potong 285%
Dengan adanya peningkatan secara kuantitatif tersebut maka
perancangan Auto feeder Cutting Machine ini sangat diperlukan dengan tetap terjaga kualitasnya.
HALAMAN JUDUL ... .. i
HALAMAN PERNYATAAN ... ii
HALAMAN PENGESAHAN ... iii
HALAMAN PENGESAHAN ... iv
MOTTO ... v
HALAMAN PERSEMBAHAN ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... viii
DAFTAR GAMBAR ... . xii
DAFTAR NOTASI ... .. xiiii
ABSTRAK... .. xiv
BAB I PENDAHULUAN
1.1. Latar Belakang ... I-1
1.2. Tujuan Penulisan ... I-2
1.3. Perumusan Masalah ... I-3
1.4. Batasan Masalah ... I-3
1.5. Metodologi Penelitian ... I-3
1.5.1. Objek penelitian ... I-3
1.5.2. teknik pengumpulan data ... I-4
1.6. Sistematika Penulisan ... I-4
2.1.2. Desain konfigurasi... II-2
2.1.3 Desain parametris ... II-3
2.1.4 Desain asli ... II-3
2.1.5 Desain ulang ... II-3
2.2. Perancangan produk menurut VDI 2221 ... II-4
2.2.1. Pengertian perancangan produk menurut VDI 2221 ... II-4
2.2.2. Tujuan VDI 2221... II-5
2.2.3. Langkah VDI 2221 ... II-5
2.2.3.1. Penjabaran tugas ... II-7
2.2.3.2. Penentuan konsep perancangan ... II-7
2.2.3.3. Perancangan wujud ... II-8
2.2.3.4. Perancangan rinci ... II-9
2.3. Pembuatan struktur fungsi ... II-9
2.3.1. Fungsi keseluruhan ... II-10
2.3.2. Sub struktur fungsi ... II-11
2.4. Kombinasi dan pencarian prinsip solusi ... II-11
2.5. Penentuan kombinasi yang sesuai ... II-12
2.6. Pembuatan varian konsep ... II-13
2.7. Evaluasi perancangan ... II-13
2.8. Perancangan wujud dan detail ... II-14
2.10. Perbandingan Metode VDI 2221 dengan Metode QFD…II-21
BAB III PROSES PERANCANGAN
3.1. Daftar kehendak ... III-1
3.2. Klasifikasi daftar kehendak ... III-3
3.3. Struktur fungsi ... III-6
3.3.1. Definisi struktur fungsi ... III-6
3.3.2. Struktur fungsi Auto Feeder Cutting Machine ... III-6
3.3.3. Struktur fungsi keseluruhan Auto Feeder Cutting
Machine ... III-6 3.3.4. Sub struktur fungsi Auto Feeder Cutting Machine ... III-7
3.3.5. Fungsi bagian dan struktur fungsi bagian Auto Feeder
Cutting Machine... III-7
3.4. Alternatif prinsip solusi ... III-21
3.5. Varian ... III-27
3.6. Gambar jalur prinsip solusi ... III-33
3.7. Gambar Assy Variasi ... III-39
3.7.1 Variasi 1 ... III-39
3.7.2 Variasi 2 ... III-10
3.7.3 Variasi 3 ... III-41
3.7.4 Variasi 4 ... III-42
3.8.3. Penilaian Teknologi Varian III ... III-45
3.8.4. Penilaian Teknologi Varian IV ... III-46
BAB IV ANALISA DAN PEMBAHASAN
4.1. Pemilihan motor ... IV-1
4.2. Pemilihan Sprocket ... IV-2
4.2.1 Sistem sambungan Sprocket ... IV-2
4.2.2. Perhitungan dimensi Sprocket 1 ... IV-2
4.2.3 Perhitungan dimensi Sprocket 2 ... IV-3
4.3. Pemilihan poros penyangga ... IV-6
4.4. Pemilihan Bantalan ... IV-8
BAB V PENUTUP 5.1. Kesimpulan ... V-1 5.2. Saran ... V-2 DAFTAR PUSTAKA LAMPIRAN-LAMPIRAN Lampiran 1. Rumus-rumus Lampiran 2. Tabel-tabel
Lampiran 3. Gambar Assy dan komponen Variasi terpilih
Gambar 2.1. Bagan perancangan produk sederhana ... II-5
Gambar 2.2. Bagan perancangan produk menurut VDI 2221 ... II-6
Gambar 2.3. Alur perancangan konsep ... II-8
Gambar 2.4. Skema fungsi keseluruhan ... II-10
Gambar 3.1. Struktur fungsi keseluruhan ... III-6
Gambar 3.2. Sub struktur fungsi Auto Feeder Cutting Machine ... III-7
Gambar 4.1. Rangkaian Sprocket Auto Feeder Cutting Machine ... IV-4
Notasi Keterangan Satuan
Z Jumlah gigi sprocket -
p Pitch/kisar mm
d Diameter mm
π 3.14 -
V Kecepatan motion screw m/s
n putaran rpm
i Ratio -
F Gaya Newton (N)
RA Gaya Reaksi di titik A Newton (N)
RB Gaya Reaksi di titik B Newton (N)
MB Moment di titik B Nmm
MC Moment di titik C Nmm
σb Tegangan bengkok/tekuk N/mm²
σb Tegangan bengkok/tekuk izin N/mm²
wb Moment Tahanan linear Nmm²
Bab I
Pendahuluan
1.1. Latar belakang permasalahan
Dunia Industri bukanlah suatu hal yang asing dalam kehidupan global saat ini.Industri telah merambah seluruh bagian di bumi dan menjadi salah satu andalan bagi sekelompok ataupun individu untuk meningkatkan taraf hidup juga menuangkan ide – ide untuk mempercepat suatu proses produksi,mempermudah operasi dan juga menambah standart Output produksi dengan tidak mengesampingkan kualitas sehingga mampu bersaing dengan kompetitor – kompetitor lainnya.Salah satu cara untuk mempersiapkan persaingan dengan kompetitor – kompetitor tersebut adalah dengan melakukan pengembangan – pengembangan di bidang teknologi yang mana mampu memberikan solusi untuk mempermudah proses dan meningkatkan Output produksi yang berkualitas. Oleh karena itu diperlukan tenaga – tenaga terampil yng mampu mengatasi berbagai masalah yang berkaitan dengan pengembangan teknologi tersebut.Sebagai pembekalan, pemahaman dan penguasaan secara utuh dari dasar – dasar Ilmu pengetahuan dan taknologi sangat diperlukan.Salah satunya adalah dengan mengadakan penerapan dari teori – teori yang telah diterima di perkuliahan.
PT “SS” merupakan salah satu perusahaan yang bergerak di bidang komponen otomotif. Salah satu produknya adalah dalam hal pembuatan Brake Pipe. Fungsi dari Brake pipe adalah untuk penghubung antara reservoir
hal yang dapat diimprove, terutama dalam proses pengerjaan pemotongan pipa. Untuk itu, penulis berusaha menyampaikan suatu improvement mengenai perubahan proses pemotongan yang menurut penulis dapat terjadi peningkatan dari segi proses,Output dan efisiensi waktu.
Dalam penulisan tugas akhir ini masalah dibatasi pada desain atau rancangan Auto feeder Cutting machine, dimana dijabarkan mengenai perhitungan poros (Support Shaft),perhitungan Sprocket ,pemilihan motor, perhitungan teoritisnya, dan proses pembuatannya. Pemilihan material yang dipakai memakai standar umum yang ada di pasaran.
1.2. Tujuan penulisan
Adapun tujuan penulisan dan pemecahan masalah tentang
perancangan Auto feeder Cutting machine ini yaitu :
1. Mahasiswa dapat menerapkan ilmu yang telah diperoleh di bangku kuliah
didunia nyata sehingga ilmu yang diperoleh dibangku kuliah tersebut tidak
sia – sia.
2. Mahasiswa dapat mengetahui hal-hal apa yang mempengaruhi dalam
perencanaan Auto feeder Cutting machine.
3. Untuk memperluas wawasan dalam bidang pengembangan produk dari
produk yang telah ada berdasarkan keinginan konsumen.
4. Bagi perusahaan agar dapat digunakan sebagai acuan maupun pertimbangan
5. Untuk mempermudah operator dalam pengoperasian mesin dan menigkatkan
output produksi.
1.3 Perumusan masalah
Dalam tugas akhir ini penulis akan merencanakan dan merancang Auto Feeder Cutting Machine dengan metode perancangan VDI 2221.
1.4 Batasan Masalah
Untuk menghindari meluasnya permasalahan agar lebih terfokus
maka ditentukan batasan-batasan masalahnya sebagai berikut :
1. Perancangan hanya dilakukan pada komponen – komponen Auto Feeder
Cutting Machine .
2. Perencanaan dan perhitungan dititikberatkan pada komponen-komponen
utama mesin; seperti pemilihan motor, poros, sprocket, bearing dan
bantalan.
3. Perangan difokuskan dengan menggunakan metode VDI 2221.
1.5 Metodologi Penulisan
Metodologi penulisan Tugas Akhir ini sebagai berikut :
1.5.1 Obyek Penelitian
a.Data Primer
Adalah data yang diperoleh secara langsung dari obyek
b. Data Sekunder
Adalah data yang diperoleh dari studi pustaka dan data-data atau
dokumen yang sudah dibuat oleh orang lain.
1.5.2 Teknik Pengumpulan Data
Adapun teknik-teknik yang digunakan dalam pengumpulan data adalah:
a. Metode Interview
Adalah metode pengumpulan data dengan cara mengadakan
interview secara langsung dengan bagian yang bersangkutan untuk
memperoleh data yang diperlukan.
b. Metode Observasi
Adalah metode pengumpulan data dengan dengan mengadakan
pengamatan dan pencatatan secara langsung pada obyek penelitian
untuk mendapatkan data serta informasi yang dibutuhkan.
c. Metode Studi Pustaka
Adalah metode pengumpulan dari referensi buku-buku
literature yang berhubungan dengan masalah-masalah yang akan dibahas.
1.6 Sistematika penulisan
Dalam penulisan tugas akhir ini penulis menggunakan sistematika
penulisan sebagai berikut:
Berisi tentang : latar belakang, tujuan penulisan, perumusan
masalah, batasan masalah, metodologi penulisan, sistematika
penulisan.
Bab II Landasan Teoritis
Berisi tentang : proses perancangan, alur kerja proses
perancangan, klasifikasi tugas, konsep perancangan, gambaran
perancangan, pembuatan struktur fungsi, pencarian dan kombinasi
prinsip solusi, pemilihan alternative, pembuatan varian, evaluasi dan
hasil perancangan..
Bab III Proses Perancangan
Berisi tentang : penyusunan daftar kehendak, prinsip solusi,
variasi solusi, alternatif solusi dan evaluasi solusi.
Bab IV Analisa dan Perhitungan
Berisi tentang : perhitungan komponen – komponen
mesin seperti; pemilihan motor, poros, sprocket, dan dasar
pemilihan bantalan/bearing.
BAB V Penutup
Berisi tentang: kesimpulan dan saran.
DAFTAR PUSTAKA
Landasan teori/4130412-014 BAB II
LANDASAN TEORI
2.1. Perancangan produk dalam teknik mesin
Produk pada hakikatnya tidak bisa dipandang hanya dari karakter fisik,
atribut ataupun kandungannya, tetapi harus juga dilihat berbagai
komponen-komponen pembentuk produk. Rancangan produk pada dasarnya perencanaan dan
menetapkan geometri, bahan dan teknik produksi dari suatu produk baru atau
pengembangan produk. Merancang produk merupakan suatu proses pemikiran.
Perancangan produk didefinisikan proses penyusunan konsep suatu
produk baik produk baru maupun produk pengembangan dalam bentuk gambar
teknik untuk memenuhi keinginan pelanggan atau untuk manfaatkan inovasi.
Perencanaan produk merupakan perencanaan tentang apa, berapa dan
bagaimana produk yang akan diproduksi..
Untuk mendapatkan produk Auto Feeder Cutting machine yang baik tidak
terlepas dari metode – metode perancangan produk dalam teknik mesin, tentang
apa, berapa, dan bagaimana Auto Feeder Cutting Machine yang akan diproduksi.
Hal yang mendasari proses perancangan Auto Feeder Cutting machine ini adalah
kurang optimalnya pemakaian mesin potong pipa . Untuk itu maka peranan
metode perancangan seperti metode VDI 2221 diharapkan mampu mengatasi
Secara tradisional kita membagi teknik mesin menjadi fluida,
termodinamik, mekanik dan seterusnya. Tapi dalam disain perencanaan produk
kita dapat membagi menjadi beberapa kategori : ...(2.1)
2.1.1. Selection design ( desain seleksi )
Dalam tipe ini umumnya, kita akan memilih satu item (atau lebih) dari
sebuah list suatu item sejenis. Desain ini dilakukan ketika kita memiliki katalog
suatu barang. Untuk memulai desain tipe ini harus benar-benar mengetahui fungsi
dan karakteristik dari suatu item dan kebutuhan dari alat yang kita desain.
Misalnya dalam sebuah alat yang kita rancang kita membutuhkan poros
penyangga. Poros yang kita pakai adalah poros yang memiliki diameter 40 mm,
dan menerima beban statis 2000 N. maka kita harus memilih secara tepat material
poros sesuai kekuatan bahannya.
2.1.2. Configuration design ( design konfigurasi )
Pada tipe ini kita merakit semua bagian menjadi satu bagian yang utuh
berdasarkan fungsi dan karakteristiknya. Contoh sebuah komputer yang terdiri
atas keyboard, flopy disk, hardisk, power supply, mainboard harus dirakit menjadi
satu bagian yang berfungsi secara utuh. Dalam perakitan ini yang diperlukan
adalah metoda perakitannya yang kita sebut dengan desain konfigurasi.
(2.1)
2.1.3. Parametric design ( desain parametris )
Parametris desain memerlukan sebuah besaran kuantitatif yang menjadi
parameter terbentuknya sebuah produk. Misalnya kita hendak mendesain tanki
penyimpanan berbentuk silider dengan kapasitas 4 m3, yang kita perlukan adalah
parameter radius dan tinggi untuk memenuhi rumus : V = π r2
t
Dalam penyelesainnya kita mendesain sesuai dengan r dan t yang kita inginkan
sehingga begitu banyak kombinasi yang kita dapatkan. Disinilah parameter
menjadi penting.
2.1.4. Original design ( desain asli )
Setiap proses desain yang kita kerjakan dan sebelumnya belum pernah
dibuat akan dinamakan dengan desain asli. Berbeda dengan tipe desain
sebelumnya (seleksi, konfigurasi dan parametris), maka jenis desain ini
benar-benar sesuatu yang unik dan baru yang kadang-kadang tidak dapat diwakili oleh
proses pada tipe lainnya
2.1.5. Redesign ( desain ulang )
Desain ulang adalah mendesain sesuatu yang telah ada. Sebagian besar
proses yang terjadi di industri adalah proses desain ulang dari prototipe yang telah
dibuat sebelumnya. Tapi dalam perkembangannya proses ini tidak stagnan dan
kebutuhan pasar. Banyak contoh dari produk-produk redesain misalnya sepeda,
kendaran bermotor, peralatan elektronik dsb.
2.2. Perancangan produk menurut VDI 2221
2.2.1. Pengertian perancangan produk menurut VDI 2221
Proses mendesain produk adalah salah satu cabang dari rekayasa dan
rancang bangun yang banyak bermanfaat dalam menyelesaikan berbagai
kebutuhan akan produk yang memenuhi kriteria dan keinginan konsumen.
Merancang sebuah produk berarti menjabarkan ide yang dimiliki untuk
meyelesaikan suatu masalah, Setelah ide didapat, yang menjadi pertanyaan
berikutnya adalah metoda apa yang akan dipakai dalam mewujudkan ide tersebut
hingga menghasilkan sebuah karya nyata dan dapat dipertanggung jawabkan
secara ilmiah. Hal inilah yang menjadi pemikiran para insinyur dari Jerman untuk
membuat metoda perancangan produk yang dikenal dengan metoda VDI 2221
yaitu pendekatan sistimatik terhadap desain untuk sistem teknik dan produk
teknik yang dijabarkan oleh G. Pahl dan W Beitz (VDI = Verein Deutscher
2.2.2. Tujuan VDI 2221 ...(2.2)
Ketepat-gunaan dan efektivitas merupakan syarat utama dalam mendesain
suatu produk. Berbagai macam kebutuhan harus disesuaikan terhadap kondisi
perusahaan / pabrik / publik yang meminta jasa produk tersebut, situasi pasar dan
perkembangan teknologi. Ketiga macam kebutuhan itulah yang dapat diatasi oleh
suatu metoda yang disebut VDI 2221.
2.2.3. Langkah – langkah VDI 2221
Dalam proses desain produk selalu ada proses inovasi terhadap setiap
tahapan perancangan. Secara tradisional langkah desain tersebut dapat seperti
pada gambar 2.1.
Konkretisasi Abstraksi
Gambar 2.1. Bagan perencanaan produk sederhana. ...(2.3)
(2.2)
Ruli Nutranta,Dasar perancangan produk menurut VDI 2221, Modul 3, UMB Jakarta.hal 1.
(2.3)
Josef ponn, Udo lindemann, Sketching in early conceptual phase of product design guidelines and tools, Muenchen university. hal 2.
Permintaan
Fungsi
Prinsip kerja
Seiring dengan berkembangnya ilmu pengetahuan dan teknologi terutama dalam
proses perancangan produk banyak sekali pembaharuan dan inovasi – inovasi muncul
salah satunya ilmuwan – ilmuwan Jerman yang tergabung dalam Verein Deutscher
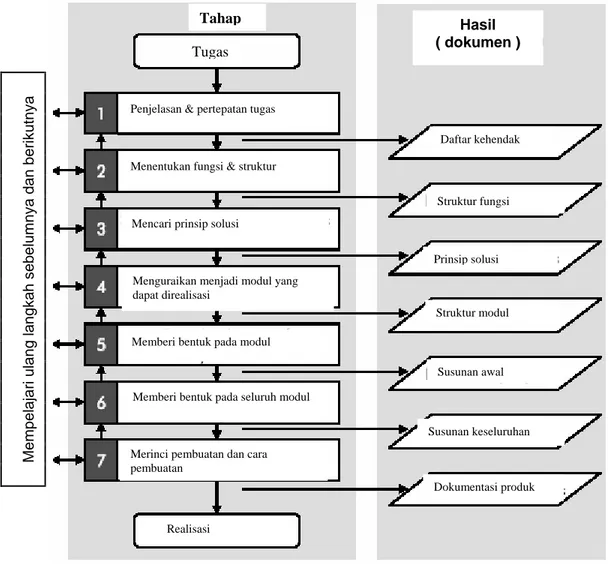
Ingeniure VDI 2221 menyusun langkah – langkah perancanan produk seperti yang ditunjukkan pada gambar 2.2 berikut.
Mempel ajari ulang la ngka h seb e lumn ya dan be rikutnya
Gambar 2.2. Bagan perencanaan produk menurut VDI 2221. ...(2.4)
(2.4)
Josef ponn, Udo lindemann, Sketching in early conceptual phase of product design guidelines and tools, Muenchen university. hal 2.
Tahap Hasil
( dokumen )
Tugas
Penjelasan & pertepatan tugas
Menentukan fungsi & struktur
Mencari prinsip solusi
Menguraikan menjadi modul yang dapat direalisasi
Memberi bentuk pada modul
Memberi bentuk pada seluruh modul
Merinci pembuatan dan cara pembuatan Realisasi selanjutnya Daftar kehendak Struktur fungsi Prinsip solusi Struktur modul Susunan awal Susunan keseluruhan Dokumentasi produk
Dari skema gambar diatas dapat diketahui bahwa secara keseluruhan langkah
metode VDI 2221 yang terdiri dari 7 langkah dapat dikelompokkan menjadi pada
4 fase yaitu :
2.2.3.1. Penjabaran tugas (Clafication of tasks)
Meliputi pengumpulan informasi mengenai tutuntutan, keinginan
permasalahan dan kendala-kendala yang dihadapi. Kemudian disusun suatu daftar
persyaratan mengenai rancangan yang akan kita buat. Tuntutan ( demand )
merupakan persyaratan yang harus dipenuhi pad proses perancangan, apabila
persyaratan ini tidak terpenuhi maka produk yang dihasilkan tidak akan sesuai
dengan yang diharapkan. Keinginan adalah persyaratan yang diinginkan oleh
perancang dan tidak mutlak dipenuhi apabila terdapat pertimbangan yang lebih
penting.
2.2.3.2. Penentuan konsep rancangan (Conceptual design)
Pada proses penentuan konsep rancangan ini dibahas bagaimana cara
menentukan fungsi dan strukturnya, mencari prinsip solusi dan strukturnya,
menguraikan menjadi varian yang dapat direalisasikan, pemilihan kombinasi dan
pembuatan varian serta evaluasi, diharapkan dari tahap penentuan konsep
rancanagan berikut mulai bisa diliht gambaran perancangan yang akan
terrealisasi. Lebih jelas mengenai perancangan konsep dapat dilihat pada gambar
Gambar 2.3. Perancangan konsep ...(2.5)
2.2.3.3. Perancangan wujud (Embodiment design)
Pada tahap ini dimulai dengan menguraikan rancangan kedalam
modul-modul yang diikuti oleh desain awal dan desain jadi. Tujuan perencanaan wujud
ini adalah untuk mengetahui masalah utama yang dihadapi dalam perancangan.
((2.5)
Pahl G.,Beitz W, Engineering Design.A systematic Approach, Second Edition,1996, London Memperjelas tugas
Spesifikasi
Membuat struktur fungsi Utama dan sub fubngsi
Membuat kombinasi dan prinsip Solusi agar fungsi utama bisa terjawab
Pilih kombinasi terbaik
Kembangkan dalam varian konsep Evaluasi Konsep Tahapan berikutnya Mengidentifikasi masalah penting
Dalam tahap ini spesifikasi yang telah dibuat kemudian dianalisa dan
dihubungkan dengan fungsi yang diinginkan serta kendala – kendala yang ada.
2.2.3.4. Perancangan rinci (Detail Design)
Tahap ini merupakan proses perancangan dalam bentuk gambar dalam arti
gambar yang tersusun dan gambar detail termasuk daftar komponen, spesifikasi
bahan, toleransi dan lainnya. Pada tahap ini semua pekerjaan didokumentasikan
sehingga pembuatan produk dapat dilaksanakan oleh operator atau insinyur lain
yang ditunjuk
2.3. Pembuatan Struktur fungsi
Struktur fungsi merupakan hubungan secara umum antara input dan output
suatu sistem teknik yang akan menjalankan suatu tugas tertentu, sedangkan fungsi
keseluruhan adalah kegunaan dari suatu alat tersebut. Fungsi keseluruhan ini
kemudian diuraikan menjadi beberapa subfungsi yang mempunyai tingkat
kesulitan lebih rendah. Sehingga sub fungsi merupakan tugas yang harus
dijalankan oleh komponen – komponen yang menyusun alat tersebut. Rangkaian
dari beberapa sub fungsi untuk menjalankan suatu tugas keseluruhan disebut
sebagai struktur fungsi.
Tujuan menetapkan struktur fungsi adalah untuk memperoleh suatu
definisi yang jelas dari sub sistem yang ada sehingga dapat diuraikan secara
2.3.1. Fungsi keseluruhan
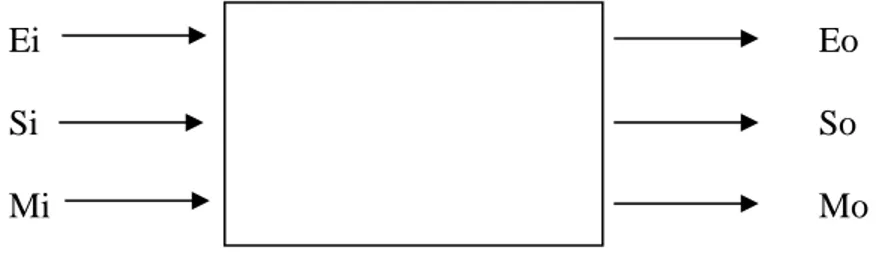
Fungsi keseluruhan ini digambarkan dengan diagram balok yang
menunjukkan hubungan antara keluaran dan pemasukan dimana masukan dan
keluaran tersebut berupa aliran energi, material, dan sinyal.
Ei Eo
Si So
Mi Mo
Gambar 2.4. Skema fungsi keseluruhan
Keterangan : Ei : Energi input Si : Sinyal input Mi : Material input Eo : Energi output So : Sinyal output Mo : Material output
2.3.2. Sub struktur fungsi
Apabila fungsi keseluruhan cukup komplek dan kurang jelas maka perlu
diperjelas lagi dengan menguraikan menjadi sub fungsi. Penguraian ini akan
banyak manfaatnya, antara lain :
- Memberikan alternatif kemudahan dalam melakukan pencarian
solusi yang lebih baik.
- Memberikan beberapa kemungkinan solusi.
- Lebih memudahkan pemahaman tentang hasil perancangan.
2.4. Kombinasi dan pencarian prinsip solusi
Dalam proses perancangan, dasar pemecahan masalah didapatkan dengan
mencari prinsip solusi dari setiap sub fungsi. Dalam kombinasi prinsip solusi ini
dicari sebanyak mungkin variasi solusi, makin banyak variasi makin baik
perancangan. Untuk pencarian prinsip solusi maka diperlukan metode pencarian
antara lain : ………...(2.6)
a. Metode konvensional
Metode ini menggunakan literatur, buku, jurnal teknik, dan brosur
yang dikeluarkan oleh suatu perusahaan. Menganalisa gejala alam atau
tingkah laku mahluk hidup dengan membuat analogi atau membuat
model yang dapat mewakili karakteristik dari produk.
b. Metode intuitif
(2.6)
Metode intuitif mulai berkembang dari tahun ketahun seiring dengan
perkembangan akal dan pola pikiran manusia, karena metode ini
berpangkal pada inovasi dan ide kreatif manusia. Metode ini sering
memunculkan perancangan – perancangan yang baik.
c. Metode kombinasi
Metode ini merupakan kombinasi dari berbagai metode perancangan
produk. Metode yang dapat digunakan adalah metode bentuk matrik,
dimana sub fungsi dan prinsip solusi dimasukkan kedalam kolom
baris.
2.5. Penentuan kombinasi yang sesuai
Setelah melakukan pencarian dan kombinasi prinsip solusi, tidak menutup
kemungkinan akan diperoleh banyak kombinasi. Untuk itu maka kombinasi harus
dikurangi dan dicari beberapa yang terbaik dengan memperhatiakn kriteria -
kriteria berikut :
a. Sesuai dengan fungsi keseluruhan.
b. Sesuai dengan daftar kehendak.
c. Secara prinsip dapat diwujudkan.
d. Berada dalam batas biaya produksi.
e. Pengetahuan tentang konsep memadai.
f. Sesuai dengan keinginan perancang.
g. Memenuhi syarat keamanan.
2.6. Pembuatan varian konsep
Untuk memperoleh informasi konsep perancangan yang baik, maka
langkah – langkah berikut dapat digunakan :
a. Gambar alternatif untuk melihat kemungkinan keserasian.
b. Membaca referensi –referensi tentang perancangan produk.
c. Perhitungan gaya – gaya yang mempengaruhi perancangan.
d. Konstruksi model untuk visualisasi dan analisis.
2.7. Evaluasi perancangan
Evaluasi merupakan penentuan nilai kegunaan atau kekuatan yang
kenudian dibandingkan dengan sesuatu yang dianggap ideal dalam metode
perancangan. Dalam metode VDI 2221 secara garis besar langkah yang ditempuh
adalah :
1. Menentukan kriteria evaluasi ( identification of evaluation criteria )
Dalam bidang teknik kriteria evaluasi didasarkan pada daftar spesifikasi
yang telah dibuat.
Kriteria evaluasi yang dipilih mempunyai tingkat pengaruh yang
berbeda terhadap varian konsep, sebaiknya evaluai dititik beratkan pada
sifat utama yang diinginkan dari solusi akhir.
3. Menentukan parameter kriteria ( Compiling parameter )
Agar perbandingan setiap variasi konsep dapat dengan jelas, maka
dipilih suatu parameter atau besaran yang dipakai oleh setiap varian.
4. Menentukan nilai penaksiran.
Harga penaksiran yang ditentukan sebaiknya adalah harga nominal,
apabila hal ini tidak memungkinkan maka harga dapat diberikan dalam
bentuk kualitatif.
5. Memperkirakan ketidakpastian evaluasi yang diakibatkan kesalahan
subyektif seperti kurang informasi, kesalahan parameter dan kesalahan
perhitungan.
6. Membandingkan semua variasi konsep. Untuk menentukan variasi
konsep yang terbaik, maka harus dihitung perbandingan antar nilai
keseluruhan dengan nilai maksimum.
7. Menentukan nilai keseluruhan varian konsep.
2.8. Perancangan wujud dan detail
Tahap terakhir dari proses perancangan menggunakan metode VDI 2221
penguraian menjadi modul – modul dan perancangan lay out. Perancangan ini
dilakukan dengan menguraikan struktur fungsi ke dalam struktur modul untuk
memperoleh unsur pembangun struktur fungsi, hasilnya merupakan gambaran
yang jelas tentang rangkaian dan unsur dari suatu produk.Setelah perancangan
wujud selesai maka dilanjutkan dengan penguraian menjadi rancangan detail.
2.9. Metode perancangan Qualty Function Deplyoment (QFD)
2.9.1. Pengertian Quality Function Deplyoment (QFD)
Quality Function Deplyoment (QFD) adalah metode perancangan dan pengembangan produk secara terstruktur yang memungkinkan team
pengembang mendefinisikan secara jelas kebutuhan dan harapan
pelanggan, dengan mengevaluasi kemampuan produk atau jasa secara
sistematik untuk memenuhi kebutuhan dan harapan. (Wahyu, 1999 : 88).
Konsep Quality Function Deplyoment (QFD) dikembangkan untuk
menjamin bahwa produk yang memasuki tahap produksi benar-benar akan
dapat memuaskan kebutuhan para pelanggan dengan jalan membentuk
tingkat kualitas yang diperlukan untuk kesesuaian maksimum pada setiap
tahap pengembangan produk.
Perancangan mutu dengan Quality Function Deplyoment (QFD).
Merupakan kegiatan pengembangan produk dan proses yang diperlukan
dengan langkah-langkah sebagai berikut:
(Inwood dalam penelitian Hidayat, 2000 : 16)
1. Mengidentifikasi pelanggan.
Pada tahap ini perusahaan dituntut untuk menunjukkan bagaimana
mengenai pelanggan yaitu mereka yang terkena dampak atau
terpengaruh oleh produk dan proses dalam pencapaian mutu.
2. Menentukan kebutuhan pelanggan.
Pada tahap ini perusahaan dituntut untuk mencari dan menentukan
kebutuhan atau keinginan dari pelanggan terhadap produk yang akan
diluncurkan.
3. Menentukan persoalan mutu yang dikehendaki.
Pernyataan pelanggan tentang manfaat yang dikehendaki sering kali
kompleks dan memiliki banyak arti. Maka, pada langkah ini perusahaan
harus dapat menarik pernyataan yang berarti tunggal. Tujuan adalah
untuk memusatkan pada keuntungan yang dikehendaki dan jangan
terpengaruh oleh pemikiran tentang pemecahan disini.
4. Menentukan kepentingan relatif persoalan mutu yang dikehendaki.
Pada tahap ini perusahaan harus dapat menentukan kepentingan relatif
tiap mutu yang dikehendaki, artinya menentukan mana yang paling
penting dan mana yang kurang penting dari persoalan mutu yang
dikehendaki. Makin besar nilainya maka makin penting.
memberikan pernyataan melalui wawancara, kuesioner dan lain-lain.
5. Menentukan ciri khas mutu (atribut produk).
Ciri khas mutu adalah aspek produk yang memberi, mempengaruhi atau
mengurangi, segala persoalan mutu yang dikehendaki yang merupakan
bahasa teknik perusahaan (terjemahan bahasa pelanggan). Untuk
meneliti persoalan satu demi satu, perusahaan harus membuat daftar
sifat atau ciri khas dan atribut produk yang ada padanya.
6. Membuat bagan atau matrik struktur Quality Function Deplyoment
(QFD).
Istilah yang sering digunakan dalam menggambarkan struktur Quality
Function Deplyoment (QFD) adalah suatu matrik berbentuk rumah yang sering disebut House Of Quality, yaitu sebuah matrik yang
menunjukkan hubungan antara mutu yang dikehendaki dengan atribut
produk (ciri khas mutu).
7. Menentukan kepentingan teknik.
Tahap ini merupakan tahap terakhir, dimana pada tahap ini perusahaan
harus menentukan kepentingan dari setiap atribut pokok (ciri khas
mutu), artinya menentukan mana atribut yang paling penting dan yang
kurang penting.
8. Evaluasi pembanding.
Sementara riset sedang berlangsung, perusahaan dapat menyelidiki
berdasarkan setiap keuntungan (kebutuhan konsumen) yang
dikehendaki. Evaluasi kompetitif dapat membuat tolak ukur untuk
setiap bidang mutu yang dikehendaki, sehingga dapat dijadikan sebagai
pembanding selama pengembangan.
Kegiatan menetapkan mutu, mengidentifikasikan yang terkena
dampak (pelanggan), dan menetapkan kebutuhan pelanggan merupakan
langkah dari Quality Function Deplyoment (QFD), sedangakan kegiatan
mengembangkan keistimewaan produk, mengembangkan keistimewaan
proses dan mengembangkan pengendalian proses merupakan langkah yang
dilakukan setelah Quality Function Deplyoment (QFD).
Berdasarkan urain diatas maka sangat jelas bahwa Quality Function
Deplyoment (QFD) sangat erat hubungannya perencanaan mutu. Dengan ini akan kita peroleh satu tujuan yang penting yaitu memperoleh kepuasan
pelanggan dengan harga yang sesuai dengan mutunya. Metode yang
digunakan dikenal dengan nama penyebaran fungsi mutu atau disebut juga
dengan Quality Function Deplyoment (QFD). Teknik ini tumbuh dari
gagasan bahwa mutu berarti menghasilkan kepuasan pelanggan dan tugas
pengembangan mutu adalah menciptakan (menyebarkan) fungsi produk
untuk menciptakan mutu.
Tujuan dari Quality Function Deplyoment (QFD) sendiri tidak
hanya memenuhi sebanyak mungkin harapan-harapan pelanggan, tetapi
berkompetisi sehingga diharapkan konsumen tidak menolak dan tidak
komplen tetapi malah menginginkannya. Quality Function Deplyoment
(QFD) digunakan untuk memastikan bahwa sebuah perusahaan
memusatkan perhatiannya terhadap kebutuhan pelanggan sebelum setiap
pekerjaan perancangan dilakukan. ( Yoji, 1988 : 181)
Teknik Quality Function Deplyoment (QFD), apabila dilaksanakan
secara tepat akan memberikan tiga manfaat utama, yaitu: (Wahyu, 1999 :
89)
1. Mengurangi biaya
Produk yang sesuai kebutuhan dan keinginan pelanggan, sehingga tidak
ada pengulangan pekerjaan atau pembuangan bahan baku karena tidak
sesuai dengan spesifikasi yang telah ditetapkan pelanggan.
2. Meningkatkan pendapatan
Dengan pengurangan biaya, maka hasil yang kita terima akan lebih
meningkat. Dengan Quality Function Deplyoment (QFD) produk atau
jasa yang dihasilkan akan lebih dapat memenuhi kebutuhan dan harapan
pelanggan.
3. Pengurangan waktu produksi
Quality Function Deplyoment (QFD) adalah kata kunci penting dalam pengurangan biaya produksi. Quality Function Deplyoment (QFD) akan
membuat suatu tim pengembang produk untuk memuat keputusan awal
Manfaat yang lain yang dapat diperoleh dari penerapan Quality
Function Deplyoment (QFD) adalah:
1. Customer-focused (fokus pada pelanggan).
Mendapatkan input dan umpan balik dari pelanggan mengenai
kebutuhan dan harapan pelanggan.
2. Time-efficient (efisiensi waktu).
Mengurangi waktu pengembangan produk dan memfokuskan pada
kebutuhan dan harapan pelanggan.
3. Time-oriented (orientasi waktu).
Pendekatan yang berorientasi pada kelompok dan semua keputusan
didasarkan pada semua orang yang berdiskusi dalam pengambilan
keputusan dengan teknik Brainstroming.
4. Documentation-oriented (orientasi data)
Menggunakan data dan dokumentasi yang berisi semua proses dan
seluruh kebutuhan dan harapan pelanggan.
2.9.2. Tahap-tahap Implementasi Quality Function Deployment
Tahap-tahap dalam pengimplementasian QFD secara umum ada tiga
fase, yaitu:
1. Fase pengumpulan suara pelanggan (Voice of Customer)
3. Fase Analisa dan Interpretasi
Selain ketiga tahap itu, ada tahap yang pertama kali dilakukan yaitu tahap
perencanaan dan persiapan (fase 0/prafase). Adapun tahap ini antara lain:
a. Menyiapkan dukungan organisasional, meliputi dukungan dari pihak
manajemen, dukungan fungsional dan dukungan teknis QFD).
b. Menentukan tujuan ataupun keuntungan yang diharapkan dari kegiatan
QFD.
c. Menetapkan siapa pelanggan. Karena dalam proses QFD penilaian banyak
dilakukan oleh pelanggan.
d. Menentukan cakupan produk. Dalam hal ini harus ditentukan dahulu bagian
mana dari produk yang termasuk dan tidak termasuk dalam aktivitas QFD.
e. Melengkapi fasilitas dan material yang mendukung bagi pelaksanaan QFD.
2.9. Perbandingan metode VDI 2221 dan Metode QFD
Metode perancangan produk VDI 2221 dan metode perancangan QFD
(Quality Function Deployment ) masing – masing mempunyai kelebihan, tetapi
dalam proses perancangan oil skimmer digunakan metode VDI 2221, dikarenakan
dalam proses perancangan hanya memerlukan variasi bentuk dan model oil
skimme. Adapun kelebihan kedua metode tersebut antara lain :
1. Metode VDI 2221 dapat menghasilkan beberapa alternatif model sebelum
didapatkan model yang terpilih, sehinggga model terpilih merupakan
2. Metode QFD tidak menghasilkan beberapa alternatif model dan bentuk
seperti pada metode VDI 2221, tetapi lebih menekankan pada kepuasan
pelanggan dengan cara melakukan wawancara tentang produk yang akan
dirancang dengan pelanggan dan ditentukanlah satu produk rancangan.
3. Dalam metode QFD perhitungan terhadap gaya – gaya pada proses
mekanik lebih ditekankan, sedang pada metode VDI 2221 perhitungan
merupakan proses pendukung dari alternatif produk yang sudah terpilih.
Proses Perancangan/4130412-014 BAB III
PROSES PERANCANGAN
3.1. Daftar Kehendak
Sebelum mendapatkan spesifikasi yang baik dari Auto feeder cutting
Machine, maka perlu diketahui gambaran secara garis besar bagaimana bentuk
dan keinginan yang diharapkan dari Auto Feeder Cutting Machine ini.
Oleh sebab itu maka disusunlah daftar kehendak dimana pertama kalinya
dikumpulkan ide - ide yang muncul untuk selanjutnya dianalisa dan didefinisikan
secara jelas dalam table daftar kehendak.
Ide dan saran yang muncul dalam proses perancangan Auto Feeder
Cutting Machine ini adalah :
1. Dapat mencekam pipa dengan multipipe clamp.
2. Proses pencekaman pipa secara otomatis.
3. Panjang langkah Feeder dapat diatur.
4. Mudah dibongkar pasang jika ada perbaikan..
5. Pengoperasian awal mudah dilakukan semua orang.
6. Mudah dalam perawatan.
7. Pengoperasian mesin yang mudah.
9. Alat /komponen dapat diproduksi sendiri.
10. Aman dalam pengoperasian.
11. Instalasi mudah dimengerti.
12. Sistim kelistrikan mudah.
13. Diperuntukan industri.
14. Diusahakan memakai komponen lokal
15. Rangka mesin harus kuat
16. Clamping tidak merusak pipa/benda kerja.
17. Spare part mudah didapat bila ada penggantian komponen.
18. Mempunyai estetika yang baik.
19. Bila memungkinkan mesin bisa dimodifikasi secara mudah sesuai
kebutuhan dari produksi
20. Biaya pengoperasian murah
21. Ramah lingkungan dan aman bagi operator.
22. Dudukan mesin harus kuat dan tahan getaran.
23. Panjang potong maksimal 2000 mm.
24. Sistem kerja sederhana.
25. Tidak bising.
Proses Perancangan/4130412-014 3.2. Klasifikasi daftar kehendak
Berdasarkan keinginan – keinginan dalam daftar kehendak di atas maka
akan dapat disusun menjadi daftar seperti pada table berikut ini :
D
W PERSYARATAN RESP REMARK
1 GEOMETRI
W 1. Ukuran Bracket motor
a. Tebal 10 mm
b. Lebar 300 mm,panjang 500 mm
c. Tinggi 71 mm
W 2. Ukuran Rantai (Crain)
a. Keliling 1109,47 mm
b. Tebal 12 mm
W 3. Ukuran Sprocket (1&2)
a. Diameter 1=145.53 mm,2=56.595 mm b. Panjang center Sprocket=373 mm
c. Mempunyai tempat screw pengencang
11ubang poros
W 4. Berat mesin < 350 kg
2 KINEMATIK
D 1. Tidak ada pergerakan alat ( diam )
D 2. Kecepatan fluida konstan
3 ENERGI
D 1. Menggunakan energi listrik
D 2. Hemat energi listrik
D 3. Menggunakan energi Angin (pneumatik)
4 MATERIAL
W 2. Material Murah D 3. Tahan terhadap karat dan korosi(Cekam) D 4. Komponen banyak terdapat di pasaran.
D 5. Komponen kuat dan kokoh.
D 6. Material tahan terhadap getaran. W 8. Menggunakan motor yang ringan
W 9. Kecepatan motor rendah
W 10. Tidak memerlukan banyak variasi material
5 SINYAL
D 1. Perpindahan putaran menggunakan rantai. D 2. Dapat mencekam pipa dan mengatur panjang
Potong.
D 3. Pengoperasian mudah di mengerti.
6 ERGONOMI
D 1. Mudah dioperasikan.
D
2. Pengopersian dapat dilakukan oleh setiap
orang. W 3. Konstruksi sederhana. D 4. Mudah pemasangan. D 5. Instalasi mudah. 7 KESELAMATAN
D 1. Aman dalam pengopersian.
D 2. Perbaikan dan perawatan mudah. D 3. Sistem kelistrikan aman bagi operator.
8 PRODUKSI
D 1.Biaya pembuatan alat murah.
D 2. Proses pembuatan mudah.
D 3. Alat dapat diproduksi dengan cepat.
9 TRANSPORTASI
Proses Perancangan/4130412-014
10 KEMAMPUAN OPERASI
D
1.Dapat mencekam pipa & mengatur panjang
langkah pemotongan
D 2. Dapat beroperasi 12 jam non stop.
11 PERAWATAN
D 1. Biaya perawatan murah.
D 2. Alat mudah dalam perawatan.
D 3. Suku cadang mudah didapat di pasaran.
D 4. Proses perawatan aman.
D 5. Alat mudah dibersihkan.
12 ESTETIKA
W 1. Mempunyai bentuk yang indah dan sederhana.
13 PERAKITAN
D 1. Mesin mudah dibongkar pasang perbagian. W 2. Pemasangan dapat dilakukan siapa saja.
14 PEMAKAIAN
D 1. Digunakan dalam proses produksi. D 2. Digunakan untuk meningkatkan hasil produksi.
Dimana untuk D = Demans / keharusan
W = Wishes / keinginan
3.3. Struktur fungsi
3.3.1. Definisi Struktur fungsi
Struktur fungsi merupakan hubungan secara umum antara input dan output
suatu sistem teknik yang akan menjalankan suatu tugas dan pekerjaan tertentu.
3.3.2. Struktur fungsi Auto Feeder Cutting Machine
Struktur fungsi Auto Feeder Cutting machine digolongkan menjadi tiga :
1. Sinyal : yaitu panjang potong pipa.
2. Material : yaitu seluruh komponen yang menyangga sistem.
3. Energi : Seluruh komponen yang menghasilkan energi pada sistem, seperti
komponen kelistrikan..
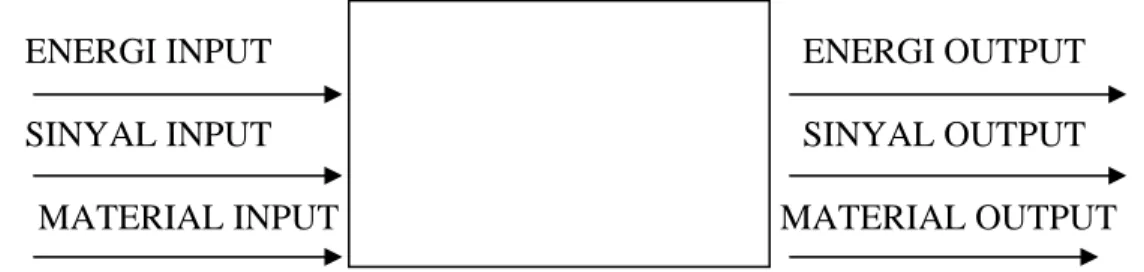
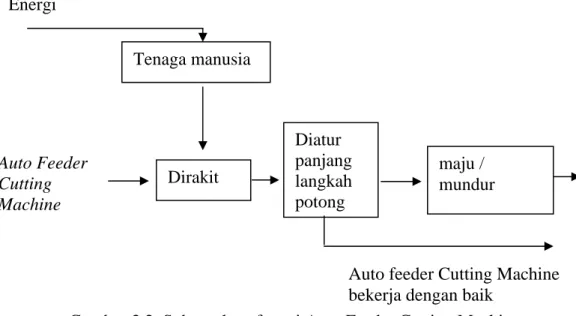
3.3.3. Struktur fungsi keseluruhan Auto feeder Cutting Machine
Fungsi keseluruhan dari mesin Auto Cutting Feeder ini dapat digambarkan
dalam diagram balok yang menunjukkan hubungan antara pemasukan dan
pengeluaran dari ketiga unsur antara aliran energi, material dan sinyal.
ENERGI INPUT ENERGI OUTPUT
SINYAL INPUT SINYAL OUTPUT
MATERIAL INPUT MATERIAL OUTPUT
Proses Perancangan/4130412-014
3.3.4. Sub struktur fungsi Auto Feeder Cuting Machine
Struktur fungsi keseluruhan yang terdapat pada gambar 3.1 diatas masih
bersifat umum dan kurang jelas, sehingga harus diuraikan menjadi subfungsi yang
dapat dilihat pada gambar 3.2 dibawah.
Gambar 3.2. Sub struktur fungsi Auto Feeder Cutting Machine.
3.3.5. Fungsi bagian dan struktur fungsi bagian Auto Feeder Cutting Machine
Unsur utama yang menyusun sistem kerja Auto Feeder Cutting Machine meliputi
berbagai komponen, baik komponen mekanik maupun elektrik. Komponen –
komponen tersebut meliputi :
a. Motor b. Gear (Sprocket ) Energi Tenaga manusia Dirakit Auto Feeder Cutting Machine Diatur panjang langkah potong maju / mundur
Auto feeder Cutting Machine bekerja dengan baik
c. Rantai ( Crain )
d. As penggerak/pengatur Assy Support
e. Assy meja
f. Assy 1 penjepit
g. Assy 1 dudukan pneumatik
h. Assy 2 penjepit
i. Assy 2 dudukan pneumatik
j. As pengatur/penggerak pembawa pipa
k. Radial Compact l. Bearing m. Handwheel n. Penggerak o. Penahan pipa p. Bolt q. Support
r. Meja dudukan bearing
s. Pendukung meja
t. Dudukan bearing
u. As roller
v. Dinding As
Proses Perancangan/4130412-014 x. Handle
y. Bush
z. Pendukung dudukan motor
aa. Dudukan motor
bb. Nut
cc. Support Shaft
dd. Frame
ee. Sensor Unit
Pada bagian ini akan dibahas penentuan fungsi – fungsi bagian dan
struktur fungsi Auto Feeder Cutting Machine yang tersebut pada bagian
sebelumnya, penjelasan – penjelasan ini dapat diberikan dalam diagram alur
pemasukan dan pengeluaran.
a. Fungsi bagian ditinjau dari motor.
Motor Mengerakkan puli
Mi Mo
Si So
Perlu dicari prinsip solusi untuk jenis, bentuk dan daya motor sehingga
mampu menggerakkan puli dan Rantai serta hemat energi listrik. Penggerak
b. Fungsi bagian gear ( Sprocket )
Ei Eo
Puli baw. Meneruskan putaran motor
Si So
Perlu dicari prinsip solusi untuk Jenis dan Material Sprocket sehingga
mampu meneruskan putaran motor dengan sempurna.
c. Fungsi bagian Rantai (Crain)
Ei Eo
Rantai Meneruskan put.motor
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan Rantai sehingga
mampu meneruskan putaran motor dengan baik.
d. Fungsi bagian As penggerak support
Ei Eo
As Menggerakkan Support
Si So
Perlu dicari prinsip solusi untuk bahan dan ukuran As sehingga mampu
menggerakkan Support dengan baik. Penerus
Penerus
Proses Perancangan/4130412-014
e. Fungsi bagian Assy meja
Ei Eo
Assy Meja Mengalirkan oli ke bak
Si So
Perlu dicari prinsip solusi untuk dimensi dan bahan Assy meja
sehingga kuat menyangga cekam,pneumatic dan pipa product yang dipotong.
f. Fungsi bagian Assy 1 penjepit
Ei Eo
Assy 1 penjepit Menjepit pipa
Si So
Perlu dicari prinsip solusi untuk bentuk,dimensi dan bahan Assy 1 penjepit
sehingga kuat dan maximal saat menjepit pipa serta tidak merusak pipa.
g. Fungsi bagian Assy 1 dudukan pneumatik
Ei Eo
Ddk pneumatik 1 Menyangga pneumatik
Si So
Penyangga
Penjepit/pencekam
Penyangga
Perlu dicari prinsip solusi untuk bentuk,ukuran dan bahan dudukan
pneumatik sehingga mampu menyangga Unit pneumatik.
h. Fungsi bagian Assy 2 penjepit
Ei Eo
Assy 2 penjepit Menjepit pipa
Si So
Perlu dicari prinsip solusi untuk bentuk,ukuran dan bahan assy penjepit 2
sehingga kuat,maximal menjepit pipa serta tidak merusak pipa.
i. Fungsi bagian Assy 2 dudukan pneumatik
Ei Eo
Ddk pneumatik 2 Menyangga pneumatik
Si So
Perlu dicari prinsip solusi untuk bentuk,ukuran dan bahan Assy 2 dudukan
pneumatik sehingga mampu menyangga Unit pneumatik.
j. Fungsi bagian As pengatur/penggerak pembawa pipa
Ei Eo
Peng. Pembw. pipa mengg. Pemb. pipa
Si Sog
Penjepit/pencekam
Penyangga
Penggerak
Proses Perancangan/4130412-014 Perlu dicari prinsip solusi untuk ukuran dan bahan penggerak pembawa
pipa sehingga kuat dan mampu menggerakan/mengatur pembawa pipa dengan
baik.
k. Fungsi bagian Radial Compact
Ei Eo
Radial Compact menyng. pembw. pipa
Si So
Perlu dicari prinsip solusi untuk jenis dan ukuran Radial Compact
sehingga kuat menyangga pembawa pipa.
l. Fungsi bagian Bearing.
Ei Eo
Bearing Menumpu poros
Si So
Perlu dicari prinsip solusi untuk jenis dan ukuran bearing sehingga mampu
menumpu poros dengan baik sesuai fungsi.
m. Fungsi bagian Handwheel.
Ei Eo
Handwheel menggerakkan poros
Si So
Penyangga
Penumpu
Penggerak
Perlu dicari prinsip solusi untuk jenis dan material handwheel sehingga
operator cukup kuat untuk menggerakkan poros oleh handwheel tsb.
n. Fungsi bagian penggerak
Ei Eo
Bak Menggerakkan penjepit
Si So
Perlu dicari prinsip solusi untuk jenis dan Ukuran pneumatik sehingga
mampu menggerakkan penjepit dengan baik sesuai fungsi.
O. Fungsi bagian penahan pipa
Ei Eo
Bak Menjepit agar pipa tidak rusak
Si So
Perlu dicari prinsip solusi untuk jenis dan Ukuran karet sehingga mampu
menjepit pipa dengan baik dan tidak merusak pipa.
p. Fungsi bagian baut (bolt)
Ei Eo
Baut inbush Menyambung
Penggerak
III-14
penjepit/Pengaman
Proses Perancangan/4130412-014
Si So
Perlu dicari prinsip solusi untuk jenis dan Ukuran baut inbush sehingga
mampu mengikat dengan kuat sesuai fungsi.
q. Fungsi bagian Support
Ei Eo
Support Menyangga pipa
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan support sehingga
mampu menyangga pipa dengan kuat sesuai fungsi.
r. Fungsi bagian Meja dudukan Bearing
Ei Eo
Meja ddk bearing Menyng. ddk bearing
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan Meja dudukan bearing
sehingga mampu menyangga dudukan bearing dengan kuat sesuai fungsi.
s. Fungsi bagian pendukung Meja
Ei Eo
Pendukung Meja Menyng. meja penyangga
penyangga
penyangga
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan penduung Meja
sehingga mampu menyangga meja dudukan bearing dengan kuat sesuai fungsi.
t. Fungsi bagian dudukan Bearing
Ei Eo
ddk bearing menyangga bearing
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan dudukan bearing
sehingga mampu menyangga bearing dengan kuat sesuai fungsi.
u. Fungsi bagian as roller
Ei Eo
As roller menyangga pipa
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan as roller sehingga
mampu menyangga pipa dengan kuat sesuai fungsi.
v. Fungsi bagian dinding As penggerak
Ei Eo
Dinding pengg. menyangga as & meja
. roller penyangga
penyangga
penyangga
Proses Perancangan/4130412-014
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan dinding penggerak
sehingga mampu menyangga as penggerak dan meja roller dengan kuat sesuai
fungsi.
w. Fungsi bagian shaft connector
Ei Eo
shaft Connector Menyambung As
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan Shaft Connector
sehingga mampu menyambung as penggerak assy support dengan handle dengan
kuat sesuai fungsi.
x. Fungsi bagian Handle
Ei Eo
Handle Menggerakkan As
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan Handle sehingga
mampu menggerakkan as penggerak assy support dengan kuat sesuai fungsi.
y. Fungsi bagian bush
Ei Eo Bushing Menyangga As penyambung penggerak penyangga III-17
Si So
Perlu dicari prinsip solusi untuk jenis,ukuran dan bahan Bushing sehingga
mampu menyangga as penggerak assy support dan as penggerak assy pembawa
pipa dengan kuat sesuai fungsi.
z. Fungsi bagian pendukung dudukan motor
Ei Eo
ddk pndk motor Menyangga dudukan motor
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan pendukung dudukan
motor sehingga mampu menyangga dudukan motor dengan kuat sesuai fungsi.
aa. Fungsi bagian dudukan motor
Ei Eo
dudukan motor Menyangga motor
Si So
Perlu dicari prinsip solusi untuk ukuran dan bahan dudukan motor
sehingga mampu menyangga motor dengan kuat sesuai fungsi.
bb. Fungsi bagian Nut
Ei Eo
Bolt Menyambung penyangga
penyangga
Proses Perancangan/4130412-014
Si So
Perlu dicari prinsip solusi untuk jenis,ukuran dan bahan Nut sehingga
mampu menyambung dengan kuat sesuai fungsi.
cc. Fungsi bagian support shaft
Ei Eo
support shaft Menyambung
Si So
Perlu dicari prinsip solusi untuk jenis,ukuran dan bahan Nut sehingga
mampu menyambung dengan kuat sesuai fungsi.
Perlu dicari prinsip solusi untuk ukuran dan bahan Support shaft sehingga
mampu menyangga assy pembawa pipa dan assy support dengan kuat sesuai
fungsi.
dd. Fungsi bagian frame
Ei Eo frame Menyangga Si So penyambung penyangga III-19
Proses Perancangan/4130412-014 Perlu dicari prinsip solusi untuk jenis,ukuran dan bahan Frame
sehingga mampu menyangga assy mesin dengan kuat sesuai fungsi. dd. Fungsi
bagian frame
ee. Fungsi bagian Sensor Unit
Ei Eo
Mi Mo
Sensor unit Pengatur panjang langkah
Pemotongan pipa
Berdasarkan jalur - jalur prinsip solusi yang sudah dibahas tersebut diatas,
maka disusunlah gambar prinsip solusi yang merupakan penjelasan awal dari jalur
tersebut.
Indikator
Analisa dan Pembahasan/4130412-014 BAB IV
ANALISA DAN PEMBAHASAN
Pada tahap perancangan Auto Feeder Cutting Machine di bab 3 terdahulu telah
dihasilkan hasil rancangan yang sesuai dengan daftar kehendak dan standar yang telah
ditetapkan, yaitu alternatif Auto Feeder Cutting Machine 1. Untuk mendukung ketepatan
perancangan model Auto Feeder Cutting Machine maka dilakukan analisa dan perhitungan –
perhitungan yang meliputi dasar pemilihan motor penggerak, Sprocket, poros penyangga dan
bearing/bantalan.
4.1. Pemilihan motor
Motor adalah mesin yang mengubah energi listrik menjadi energi mekanis. Dalam
perancangan ini putaran yang dihasilkan oleh motor diteruskan oleh transmisi sprocket dan
chain kemudian diteruskan lagi oleh poros ulir trapesium. Putaran dari poros ulir trapesium
ini digunakan untuk menggerakkan pembawa pencekam pipa. Oleh karena itu putaran motor
pada Auto Feeder Machine disesuaikan dengan kecepatan yang dibutuhkan untuk
menggerakkan pembawa pencekam pipa. Dalam perancangan ini telah ditentukan kecepatan
pembawa pipa adalah 0.5 m/detik
Sebelum jenis motor yang digunakan ditentukan , terlebih dahulu harus diperhitungkan
daya / kerugian daya yang terjadi . Dengan diperhitungkannya pendistribusian daya maka
kesalahan dalam pemilihan motor , atau dengan kata lain daya yang keluar ( output ) dari
motor dapat menggerakkan komponen – komponen Auto Feeder Cutting Machine ini.
1. Hambatan yang terjadi pada sistem :
m = masa poros penggerak + masa sprocket1 + masa sprocket 2 + masa rantai
m = 15,945 kg + 1,3 kg + 0,2 kg + 0,684 kg = 18,129 kg
m total = 18,129 kg , Gaya berat dari masa tersebut (Fm) = 18,129 x g = 181.29 N
2. Kecepatan putaran poros penggerak, v ( m/s )
v = 0,5 m/s
3. Gaya yang dibutuhkan untuk menggerakan assy pembawa pipa,pencekam dan pipa
Adalah (F) :
F = 2000 N
4. Gaya gesekan (Fg) pada system dianggap 0
5. Daya yang terjadi pada sistem , N.m/s ( Watt )
P = ( Fm + F + F gesek ) . v
= (181,29 N + 2000 N + 0 N ) . 0,5 m/s
= 1090,645 N. m/s
= 1090,645 Watt
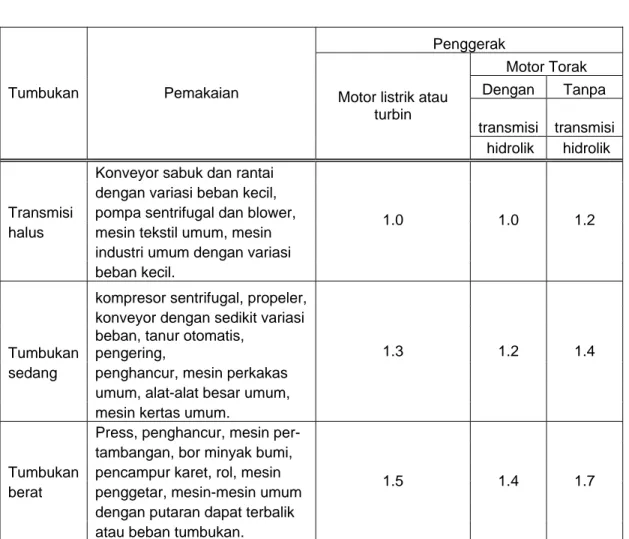
4. PE yang dibutuhkan
PE = 1090,645 x 1,0 fc = Faktor koreksi = 1,0 ( Tabel faktor koreksi )
Analisa dan Pembahasan/4130412-014 Tabel Faktor koreksi (fc)
Penggerak
Motor Torak Dengan Tanpa transmisi transmisi Tumbukan Pemakaian Motor listrik atau
turbin
hidrolik hidrolik Konveyor sabuk dan rantai
dengan variasi beban kecil, Transmisi pompa sentrifugal dan blower, halus mesin tekstil umum, mesin industri umum dengan variasi beban kecil.
1.0 1.0 1.2
kompresor sentrifugal, propeler, konveyor dengan sedikit variasi Tumbukan
beban, tanur otomatis, pengering,
sedang penghancur, mesin perkakas umum, alat-alat besar umum, mesin kertas umum.
1.3 1.2 1.4
Press, penghancur, mesin per- tambangan, bor minyak bumi, Tumbukan pencampur karet, rol, mesin berat penggetar, mesin-mesin umum dengan putaran dapat terbalik atau beban tumbukan.
1.5 1.4 1.7
Dasar Perencanaan Dan Pemilihan Elemen Mesin ,1997,Ir Sularso, MSME,Hal 196
Dengan demikian dapat ditentukan daya motor yang dibutuhkan adalah 1090,645
Watt . Kemudian dilihat dari katalog motor yang terdapat dipasaran yang sesuai dengan yang
dibutuhkan adalah 1500 Watt.
Maka diambil motor penggerak yang ada dipasaran yaitu motor listrik 2 poles 1500 watt atau paling besar P = 2 HP
Motor penggerak yang digunakan adalah motor brake 2 poles , dengan spesifikasi :
Daya motor : P = 1500 Watt
Putaran poros motor : N = 1450 rpm
Tegangan motor : V = 220 V
1. Daya motor 1500 Watt
2. Arus yang terpakai pada motor listrik , I ( Ampere )
I = P / V
I = 1500 Watt / 220 Volt
= 6.8 A
3. Momen puntir motor
Mp = 60 P . 2 . 3,14 . N = 60 x 1500 . 2 . 3,14 . 1450 = 9.88 N.m = 9880 Nmm
4. Dengan adanya daya yang masuk dan daya yang keluar maka dapat di tentukan efisiensi kerja mesin ( η ) :
η
= Daya yang keluar x 100 % = Pout x 100 % Daya yang masuk PinAnalisa dan Pembahasan/4130412-014 Pin = 1500 Watt H = Pout x 100 % Pin = 1090.645 x 100 % 1500 = 0,7271 x 100 % = 72,71 %
Jadi efisiensi kerja mesin dengan daya motor 1500 Watt adalah sebesar 72.71 % .
4.2. Pemilihan Sprocket
4.2.1. Sistem sambungan Sprocket
Sprocket merupakan media untuk meneruskan tenaga dan putaran dari satu poros ke
poros yang lain melalui Chain/rantai dengan kecepatan sama maupun berbeda. Besarnya
tenaga dan putaran yang diteruskan oleh Sprocket tergantung pada faktor – faktor antara lain
:
a. Jumlah gigi/modul dari Sprocket (z)
b. Kisar sprocket (p)
c. Diameter kisar Sprocket (d)
d. Putaran motor (n).
Dari perancangan mesin ini telah ditentukan menggunakan transmisi sprocket dan
chain dengan perbandingan jumlah gigi 14 : 36. Dimana 36 adalah gigi penggerak dan 14
4.2.2. Perhitungan dimensi Sprocket 1
Dalam perhitungan Sprocket 1 ini telah ditentukan hal – hal sebagai berikut :
1 Jumlah gigi sprocket 1 (z1) = 36
2 Pitch/kisar (p) = 12.7………( Tabel 1 )
Dari ketentuan diatas dapat dicari diameter kisar sprocket 1 sebagai berikut :
Rumus : Z = ………..…. ...(RM I)
d1 =
d1 =
d1= 145.53 mm
.
4.2.3 Perhitungan dimensi Sprocket 2
Hal – hal yang mendukung untuk menghitung dimensi sprocket 2 ini adalah sebagai
berikut :
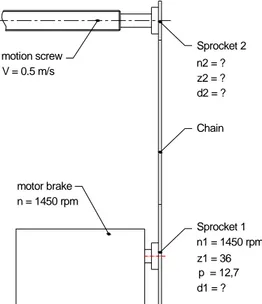
Dimensi Motion screw :
- Ulir Trapesium ø 32 mm - pitch ulir (p) 8 mm - panjang 2630 mm 12.7 36 π x p z π x 1 d π p x
Analisa dan Pembahasan/4130412-014 d1 = ? d2 = ? p = 12,7 n2 = ? Sprocket 2 z2 = ? z1 = 36 Chain Sprocket 1 n1 = 1450 rpm motion screw n = 1450 rpm motor brake V = 0.5 m/s
Gambar 4.1. Rangkaian Sprocket Kecepatan motion screw yang diinginkan 0.5 m/s = 59.83 m/menit
Maka putaran Sprocket 2 (n2) adalah
n2 = n2 = n2= 3728.5 1/menit Ratio (i) = Ratio (i) = Ratio (i) = 2.57 1450 n1 8 Kecepatan motion Pitch ulir 29.83 n2 3728.5
Dengan hasil perhitungan ratio diatas maka dapat dihitung jumlah gigi sprocket 2 (z2)
dan diameter kisar sprocket 2 Sebagai berikut :
Ratio (i) = = ……….(RMI)
i =
Z2 =
Z2 =
Z2 = 14
Perhitungan diameter kisar sprocket 2 Sebagai berikut :
Rumus : Z = ……….(RMI)
d2 =
d2 =
d2= 56.595 mm
Jadi dimensi Sprocket :
Sprocket 1 : - Jumlah gigi (Z1) = 36 12.7 14 π x p Z2 π x d π p x 2.57 36 i Z1 Z2 Z1 Z2 Z1 n1 n2
Analisa dan Pembahasan/4130412-014 - Diameter kisar (do) = 145.53 mm
- Pitch = 12.7
Sprocket 2 :
- Jumlah gigi (Z2) = 14
- Diameter kisar (do) = 56.595 mm
- Pitch = 12.7
4.3. Pemilihan poros penyangga
Dalam perancangan ini telah ditentukan diameter poros 40 mm dengan gaya yang
dibebankan pada poros sebesar 2000 N. Diamsusikan poros menerima beban statis dengan
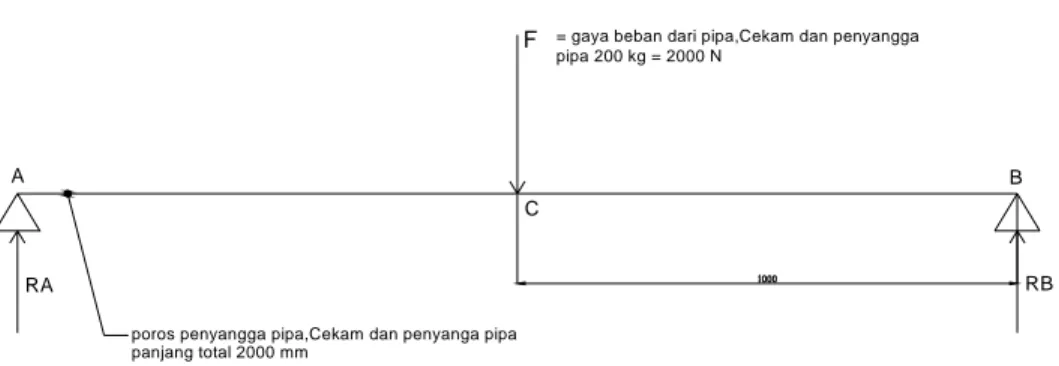
area kritis pada tengah poros. Sebagai ilustrasi dari terjadinya pembebanan pada poros dapat
dilihat pada gambar berikut :
RB RA B A C
= gaya beban dari pipa,Cekam dan penyangga pipa 200 kg = 2000 N
panjang total 2000 mm
F
poros penyangga pipa,Cekam dan penyanga pipa
Perhitungan untuk menentukan dimensi (Ø) dari poros :
Besarnya reaksi gaya pada titik A (RA) adalah ∑ MB = 0 ( RA x 2000 ) – ( F x 1000 ) = 0 ( RA x 2000 ) – ( 2000 x 1000 ) = 0 RA x 2000 = 2000000 RA = 2000000/2000 RA = 1000 N
Dari gambar diatas, moment terbesar terjadi pada titik C
MC = 1000 x RA
= 1000 x 1000
= 1000000 Nmm
Material dari poros telah ditentukan yaitu VCN (42CrMo4):
Material ini memiliki batas patah (σb) : 900…1300 N/mm²……….(Tabel 2)
Diambil tegangan patah (σb) : 900 N/mm²
Dilihat dari material maka ditentukan angka keamanan (v) : 1.8…………..(RMIII)
Tegangan patah izin (σb) : 900/1.8 = 500 N/mm²
Melihat pembebanan yang terjadi adalah pembebanan tekuk maka digunakan rumus sebagai
berikut :
σb = ≤ σb (N/mm²) ………...(RMII) Dari rumus diatas didapatkan :
Wb Mb
Analisa dan Pembahasan/4130412-014 Wb = 0.1 d³ = 0.1 d³ = 2000 d = 20000 d = 27.14 ≈ 30 mm
Jadi diameter poros penyangga adalah 30 mm.
4.4. Pemilihan Bantalan
Bantalan merupakan elemen mesin yang menumpu poros berbeban, sehingga putaran
atau gerakan bolak – baliknya dapat berlangsung secara halus,aman, dan panjang umur.
Bantalan harus cukup kokoh untuk memungkinkan poros serta elemen mesin lainnya bekerja
dengan baik.
Bantalan dapat diklasifikasikan sebagai berikut :
Berdasarkan gesekan bantalan terhadap poros.
a. Bantalan luncur.
Pada bantalan ini terjadi gesekan luncur antara poros dan bantalan karena permukaan
poros ditumpu oleh permukaan bantalan dengan perantaraan lapisan pelumas.
b. Bantalan gelinding
Pada bantalan ini terjadi gesekan gelinding antara bagian yang berputar dengan yang
diam melalui elemen gelinding seperti peluru / rol.
1. Berdasarkan arah beban terhadap poros 1000000
500 σb Mb
a. Bantalan radial
Pada bantalan ini arah beban yang ditumpu adalah sejajar sumbu poros.
b. Bantalan gelinding khusus.
Bantalan ini dapat menumpu beban yang arahnya sejajar dan tegak lurus dengan
poros.
Dalam proses perancangan Auto Feeder Cutting Machine dipilihlah bantalan jenis
gelinding, dikarenakan kondisi yang memungkinkan dalam pemanfaatan bantalan tersebut.
Penutup /4130412-014 BAB V
PENUTUP
Berdasarkan tahap perancangan dan analisa perancangan dengan metode VDI
2221 pada bab sebelumnya, maka dapat ditarik kesimpulan dan diberikan saran –
saran untuk perbaikan.
5.1. Kesimpulan
Dari proses perancangan yang telah dilakukan, maka dapat ditarik kesimpulan sebagai berikut :
1. Melalui proses perancangan Auto Feeder Cutting Machine telah didapatkan alternatif yang sesuai dengan metode VDI 2221, yaitu alternatif I. Pemilihan alternatif I ini didasarkan pada hal – hal sebagai berikut :
a. Sesuai dengan fungsi keseluruhan Auto Feeder Cutting Machine. b. Sesuai dengan daftar kehendak.
c. Secara prinsip Auto feeder Cutting Machine dapat diwujudkan. d. Berada dalam batas biaya produksi.
e. Pengetahuan tentang konsep Auto Feeder Cutting machine memadai.
f. Bentuk dan model Auto feeder Cutting machine sesuai dengan keinginan perancang.
g. Auto feeder Cutting Machine memenuhi syarat keamanan.
2. Perancangan Auto feeder Cutting Machine ini telah sesuai dengan tujuan yaitu mempermudah dan memperingan operator untuk bekerja dalam pemotongan pipa karena sudah menggunakan Auto feeder.
5.2. Saran
Dari perancangan yang telah dilakukan, maka penulis menyampaikan beberapa saran, yaitu :
a. Penambahan Auto Feeder pada mesin Cutting pipa sangat banyak manfaatnya, oleh karena itu sebaiknya semua mesin Cutting pipa perlu dipasang satu unit Auto Feeder.
b. Perancangan Auto Feeder Cutting Machine yang dilakukan penulis masih banyak kekurangannya, oleh karena itu perlu banyak perbaikan dan inovasi – inovasi yang mungkin bisa dilakukan oleh para pembaca di waktu mendatang.