TUGAS PROSES PRODUKSI
TUGAS PROSES PRODUKSI
“METALURGI SERBUK DAN JENIS JENIS PERKAKAS’’ “METALURGI SERBUK DAN JENIS JENIS PERKAKAS’’
Oleh :
Oleh :
RAHMAN SONOWIJOYO
RAHMAN SONOWIJOYO
NIM: 130421036
NIM: 130421036
JURUSAN TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
UNIVERSITAS SUMATERA UTARA
MEDAN
MEDAN
2015
2015
I
PENDAHULUAN
1.1 Definisi Metalurgi Serbuk
Metalurgi serbuk merupakan proses pembentukan benda kerja komersial( baik yang jadi ataupun setengah jadi) dari logam dimana logam dihancurkan dahulu berupa tepung, kemudian tepung tersebut ditekan di dalam cetakan (mold) dan dipanaskan di bawah temperatur leleh serbuk sehingga terbentuk benda kerja. Sehingga partikel-partikel logam memadu karena mekanisme transportasi massa akibat difusi atom antar permukaan partikel. Pemanasan selama proses penekanan atau sesudah penekanan yang dikenal dengan istilah sinter menghasilkan pengikatan partikel halus. Dengan demikian kekuatan dan sifat-sifat fisis lainnya meningkat.
Produk hasil metalurgi serbuk dapat terdiri dari produk campuran serbuk berbagai logam atau dapat pula terdiri dari campuran bahan bukan logam untuk meningkatkan ikatan partikel dan mutu benda jadi secara keseluruhan.
Serbuk logam jauh lebih mahal harganya dibandingkan dengan logam padat dan prosesnya, yang hanya dimanfaatkan untuk produksi massal sehingga memerlukan die dan mesin
yang mahal harganya.
1.2 Sifat-Sifat Khusus Serbuk Logam
1. Ukuran Partikel
Ukuran partikel haruslah tidak terlalu panjang dan tidak terlalu pendek. Partikel yang terlalu panjang tidak menunjukkan struktur yang diinginkan yang seringmenjadi alasan dalam memilih rute serbuk. Partikel yang terlalu kecil juga sulit ditangani dan cenderung menumpul. Metoda untuk menentukan ukuran partikel antara lain dengan pengayakan atau pengukuran mikroskopik.
2. Bentuk Partikel
Merupakan faktor yang dalam menentukan pemrosesan dan dibahas dalam ISO Standart 3252. Bentuk partikel serbuk tergantung pada cara pembuatannya, dapat bulat, tidak teratur, dendritik, pipih atau bersudut tajam.
3. Sebaran Ukuran Partikel
Dianalisis dengan melewatkan serbuk melalui serangkaian saringan dari ukuran lubang yang dikurangi secara berangsur-angsur (peningkatan jumlah lubang persatuan luas). Fraksi partikel- partikel yang melewati saringan tertentu diberikan dalam presentase (biasanya % berat). Ukuran saringan dinyatakan dalam jumlh mesh (untuk jumlah mesh 50 atau lebih,diameter partikel dalam millimeter ,adalah 15 dibagi dengan jumlah mesh). Dengan sebaran ukuran partikel ditentukan jumlah partikel dari setiap ukuran standar dalam serbuk tersebut. Pengaruh sebaran terhadap mampu alir, berta jenis semu dan
porositas produk cukup besar. Sebaran tidak dapat diubah tanpa mempengaruhi ukuran benda tekan.
4. Mampu Alir
Mampu alir merupakan karakteristik yang menggambarkan alir serbuk dan kemampuan memenuhi ruang cetak. Dapat digambarkan sebagai laju alir melalui suatu celah tertentu. 5. Sifat Kimia
Terutama menyangkut kemurnian serbuk, jumlah oksida yang diperbolehkan dan kadar elemen lainnya. Pada metalurgi serbuk diharapkan tidak terjadi reaksi kimia antara matrik dan penguat.
6. Kompresibilitas
Kompresibilitas adalah perbandingan volum serbuk dengan volum benda yang ditekan. Nilai ini berbeda-beda dan dipengaruhi oleh distribusi ukuran dan bentuk butir, kekuatan
tekan tergantung pada kompresibilitas. 7. Berat Jenis Curah
Berat jenis curah atau berat jenis serbuk dinyatakan dalam kilogram per meter kubik. Harga ini harus tetap, agar jumlah serbuk yang mengisi cetakan setiap waktunya tetap sama.
8. Sinter
Sinter adalah proses pengikatan partikel melalui proses penekanan dengan cara dipanaskan 0.7-0.9 dari titik lelehnya.
Untuk lebih jelasnya mengenai karakteristik dan sifat partikel akan dijelaskan dalam tabel sebagai berikut:
II
PROSES PEMBUATAN METALURGI SERBUK
Langkah-langkah dasar pada powder metallurgy:
1. Pembuatan Serbuk. 2. Mixing. 3. Compaction. 4. Sintering. 5. Finishing. 2.1 Pembuatan Serbuk
Ada beberapa cara dalam pembuatan serbuk antara lain: decomposition, electrolytic deposition, atomization of liquid metals, mechanical processing of solid materials.
1. Decomposition, terjadi pada material yang berisikan elemen logam. Material akan menguraikan/memisahkan elemen-elemennya jika dipanaskan pada temperature yang cukup tinggi. Proses ini melibatkan dua reaktan, yaitu senyawa metal dan reducing agent. Kedua reaktan mungkin berwujud solid, liquid, atau gas.
2. Atomization of Liquid Metals, material cair dapat dijadikan powder (serbuk) dengan cara menuangkan material cair dilewatan pada nozzel yang dialiri air bertekanan, sehingga terbentuk butiran kecil-kecil.
3. Electrolytic Deposition, pembuatan serbuk dengan cara proses elektrolisis yang biasanya menghasilkan serbuk yang sangat reaktif dan brittle. Untuk itu material hasil electrolytic deposition perlu diberikan perlakuan annealing khusus. Bentuk butiran yang dihasilkan oleh electolitic deposits berbentuk dendritic
4. Mechanical Processing of Solid Materials, pembuatan serbuk dengan cara menghancurkan material dengan ball milling. Material yang dibuat dengan mechanical processing harus material yang mudah retak seperti logam murni, bismuth, antimony, paduan logam yang relative keras dan britlle, dan keramik.
Dari sekian banyak proses pembuatan serbuk proses yang paling sering di pakai adalah proses atomisasi.
(a).atomisasi air atau gas,(b). atomisasi sebtrifugal (c)proses elektroda putaran a. Atomisasi Air (Water Atomization)
Air tergolong untuk kuantitas besar. Leburan cair yang muncul dari sebuah nosel diuraikan dengan pancaran atau semburan air.(gambar a). Proses ini digunakan untuk baja paduan rendah,baja tahan karat,paduan Cu dan Ni dan Sn. Ukuran dan bentuk partikel dapat diubah dengan mengendalikan parameter proses ,namun serbuk logam
selalu teroksidasi.
b. Atomisasi Gas (Gas atomization)
Ditunjukkan (gambar a) menghasilkan serbuk-serbuk bulat. Bila oksidasi diperbolehkan atau oksida yang terbentuk kemudian dapat dikurangi, maka atomisasi udara sudah cukup sesuai.(Al,Cu,Sn).
c. Atomisasi Sentrifugal (Centrifuge Atomization)
Ditunjukkan oleh (gambar b) didasarkan pada pengarahan aliran leburan pada sebuah cakram putar(cil). Dalam proses elektroda putar ,paduan yang diatomisasi berada pada bentuk elektroda yang berputar cepat (15.000 putaran/menit),yang secara perlahan
melebur karena busur listrik atau busur plasma helium (gambar c). 2.2 Mixing( Pencampuran Serbuk)
Pencampuran serbuk dapat dilakukan dengan mencampurkan logam yang berbeda dan material-material lain untuk memberikan sifat fisik dan mekanik yang lebih baik. Pencampuran dapat dilakukan dengan proses kering (dry mixing) dan proses basah (wet mixing). Pelumas (lubricant) mungkin ditambahkan untuk meningkatkan sifat powders flow. Binders ditambahkan untuk meningkatkan green strenghtnya seperti wax atau polimer termoplastik
2.3 Compaction (Powder Consolidation)
Compaction adalah salah satu cara untuk memadatkan serbuk menjadi bentuk yang diinginkan. Terdapat beberapa metode penekanan, diantaranya, penekanan dingin (cold compaction) dan penekanan panas (hot compaction). Cold compaction yaitu memadatkan serbuk pada tempetatur ruang dengan 100-900 Mpa untuk menghasilkan green bod y.
1. Die Pressing, yaitu penekanan yang dilakukan pada cetakan yang berisi serbuk
2. Cold isotactic pressing, yaitu penekanan pada serbuk pada temperature kamar yang memiliki tekanan yang sama dari setiap arah.
3. Rolling, yaitu penekanan pada serbuk metal dengan memakai rolling mill.
Pres meja putar mempunyai laju produksi yang tinggi, karena dilengkapi dengan serangkaian lubang die, yang masing-masing dilengkapi dengan ponds atas dan bawah. Selama produksi meja berputar, operasi pengisian, penekanan dan pengeluaran produk berlangsung secara bertahap.
Pada gambar 9.2, tampak susunan ponds dan die yang sederhana untuk memadatkan serbuk logam. Ada dua penekan, penekan atas yang sesuai dengan bentuk bagian atas dari benda dan penekan bawah yang sesuai dengan bentuk die ba gian bawah.
Penekan bawah sekaligus berfungsi sebagaiejectoruntuk mengeluarkan benda yang telah dicetak. Ruang die harus halus untuk mengurangi gesekan dan harus tirus sedikit untuk memudahkan pengeluran benda. Gesekan dinding akan mengurangi tekanan ke serbuk dan bila tekanan bekerja pada satu sisi saja, dalam benda itu sendiri akan timbul perbedaan berat jenis (dari atas ke bawah). Oleh karena itu digunakan penekan baik atas maupun bawah.
2.4 Sintering
Pemanasan kompak mentah sampai temperatur tinggi disebut sinter. Pada proses sinter, benda padat terjadi karena terbentuk ikatan-ikatan. Panas menyebabkan bersatunya partikel dan
efektivitas reaksi tegangan permukaan meningkat. Dengan perkataan lain, proses sinter menyebabkan bersatunya partikel sedemikian rupa sehingga kepadatan bertambah. Selama
proses ini terbentuklah batas-batas butir, yang merupakan tahap rekristalisasi. Disamping itu gas yang ada menguap. Temperatur sinter umumnya berada pada 0.7-0.9 dari temperatur cair serbuk utama. Waktu pemanasan berbeda untuk jenis logam berlainan dan tidak diperoleh manfaat tambahan dengan diperpanjangnya waktu pemanasan. Lingkungan sangat berpengaruh karena bahan mentah terdiri dari partikel kecil yang mempunyai daerah permukaan yang luas. Oleh karena itu lingkungan harus terdiri dari gas reduksi atau nitrogen untuk mencegah terbantuknya lapisan oksida pada permukaan selama proses sinter.
Gambar Proses Sinter
2.5 Finishing
Pada saat finishing porositas pada fully sintered masih signifikan (4-15%). Untuk meningkatkan properties pada serbuk diperlukan resintering, dan heat treatment. (Hirschhorn, 1969)
Densitas seringkali dijaga tetap rendah untuk menghindari interkoneksi porositas pada bantalan,filter,penghalang suara,dan elektroda baterai atau bila komponen-komponen yang
memerlukan infiltrasi. Metlurgi serbuk menawarkan peluang-peluang unik untuk menghasilkan sifat-sifat yang dibutuhkan. Porositas yang masih tersisa menyebabkan padatan – padatan hasil penyinteran lebih kasar dibandingkan dengan cetakan padatanya.
III
KELEBIHAN DAN KEKURANGAN
Keuntungan Powder Metallurgy
a. kontrol kuntitatif yang baik, presisi yang tinggi, tidak diperlukan banyak penyelesaian akhir.
b. Proses powder metallurgy dapat menghasilkan karbida sinter, bantalan poros dan produk bimetal yang terdiri dari lapisan serbuk logam yang berbeda
c. Produk yang dihasilkan dapat sekecil mungkin dengan toleransi yang ketat dan permukaan yang halus dalam jumlah banyak dan dapat bersaing dengan produk-produk permesinan lain nya.
d. Proses ini sangat ekonomis, sebab tidak ada bahan yang terbuang selama proses produksi e. Upah buruh relatif murah, karena tidak dibutuhkan “skill” yang tinggi.
Kekurangan Powder Metallurgy
a. diperlukan biaya yang tinggi dan terbatas untuk produk yang ukurannya kecil oleh (James M. Gere, 1987).
b. Peralatan-peralatan yang digunakan, relatif berharga mahal
c. Beberapa jenis produk tertentu, tidak dapat dibuat secara ekonomis, karena keterbatasan kapasitas mesin press dan ratio kompressi berbagai jenis serbuk, yang bisa berakibat kepadatan benda kerja tidak merata
d. Bentuk-bentuk produk yang sulit, tidak dapat dibuat, karena selama proses penekanan/ pemampatan, serbuk logam tidak mampu mengalir mengisi rongga cetakan
e. Beberapa jenis serbuk logam yang halus, merupakan sumber bahaya ledakan/kebakaran. f. Serbuk metalurgi, relatif mahal harganya dan sulit untuk menyimpan nya karena mudah
sekali terkontaminasi dengan lingkungan sekitar nya.
g. Peralatan-peralatan yang digunakan, relatif berharga mahal
h. Beberapa jenis produk tertentu, tidak dapat dibuat secara ekonomis, karena keterbatasan kapasitas mesin press dan ratio kompressi berbagai jenis serbuk, yang bisa berakibat kepadatan benda kerja tidak merata.
i. Bentuk-bentuk produk yang sulit, tidak dapat dibuat, karena selama proses penekanan/ pemampatan, serbuk logam tidak mampu mengalir mengisi rongga cetakan
IV
PERTIMBANGAN DESAIN POWDER METAL
Karena keunikan sifat dari serbuk logam, karakteristik aliran mereka dalam cetakan dan kerapuhan dari pemadatan, ada prinsip desain tertentu yang harus diikuti.
1. Bentuk pemadatan harus dijaga sesederhana mungkin dan menyatu mungkin. Perubahan bentuk dalam kontur, variasi dan ketebalan dan panjang tinggi sampai rasio diameter harus
dihindari.
2. Ketentuan harus dibuat untuk penolakan pemadatan dari cetakan tanpa merusak pemadatan. Karenanya, lubang atau ceruk harus diparalelkan pada sumbu penumbukan. Chamfer juga harus diberikan untuk menghindari kerusakan pada tepi selama penyuntikan.
3. Bagian P/M harus dibuat dengan toleransi dimensi yang paling luas (konsisten dengan aplikasi) dengan tujuan meningkatkan masa pemakaian alat dan mengurangi biaya produksi. 4. Bagian dinding harus tidak kurang dari 1.55 mm ketebalan ; bagaimanapun, dengan
perawatan khusus, dinding setebal 0.34 mm dapat ditekan pada komponen 1 mm panjang. Dinding dengan rasio ketebalan lebih dari 8 : 1 sulit ditekan dan variasi densitas dapat dihindari.
6. Langkah-langkah sebagian dapat dihasilkan jika mereka sederhana dan ukurannya tidak melebihi 15 % dari keseluruhan panjang. Langkah yang lebih besar dapat ditekan, tetapi membutuhkan yang lebih kompleks, alat dengan gerakan ganda.
7. Huruf dapat ditekan jika mereka berorientasikan tegak lurus pada arah penekanan dan dapat ditingkatkan atau dikurangi. Peningkatan lebih dapat diterima pada kerusakan dalam tahapan dan juga mencegah kerusakan selama proses sintering.
8. flensa atau overhang dapat diproduksi dengan langkah dalam cetakan. Bagaimanapun, panjang flensa dapat patah sampai pengusiarn dan memebutuhkan lebih banyak alat. Flensa panjang harus disertai dengan flang, radius pada bagian bawah dan radius pada titik waktu
dari flens dan / atau komponen badan untuk mengurangi konsentrasi tekanan dan fraktur. 9. Pada radius sebenarnya tidak dapat ditekan pada tepi bagian karena akan membutuhkan
penumbukan (yang sangat lancip) pad aketebalan nol seperti yang ditunjukkan dalam Gambar 17.21d. Talang atau flat lebih disukai untuk penekanan, dan sudut 45o dalam 0.25 mm adalah desain yang umum.
10. Kunci, dan lubang selalu digunakan untuk mengubah momen pada gigir dan katrol yang dapat dibentuk selama pemadatan serbuk. Bos dapat diproduksi dari draft yang diberikan
11. Takik dan alur dapat dibuat jika mereka diorientasikan tegak lurus dengan arah penekanan. Dianjurkan bahwa alur tidak melebihi kedalaman 20% dari keseluruhan komponen, dan alur harus tidak melebihi 15%.
12. Bagian yang dihasilkan melalui pengecoran suntikan serbuk memiliki batasan desain yang sama seperti dengan suntikan pemuaian polimer. Dengan PIM, ketebalan dinding harus sama untuk meminimalkan distorsi selama proses sintering. Juga, pengecoran harus dirancang dengan transisi ringan untuk mencegah akumulasi serbuk dan untuk memungkinkan kontribusi yang seragam dari serbuk logam.
13. Toleransi dimensi bagian P/M biasanya pada ± 0.05 sampai 0.1 mm. Toleransi meningkat secara signifikan dengan tambahan pengoperasian,seperti pengukuran, proses dengan mesin dan penggilingan.
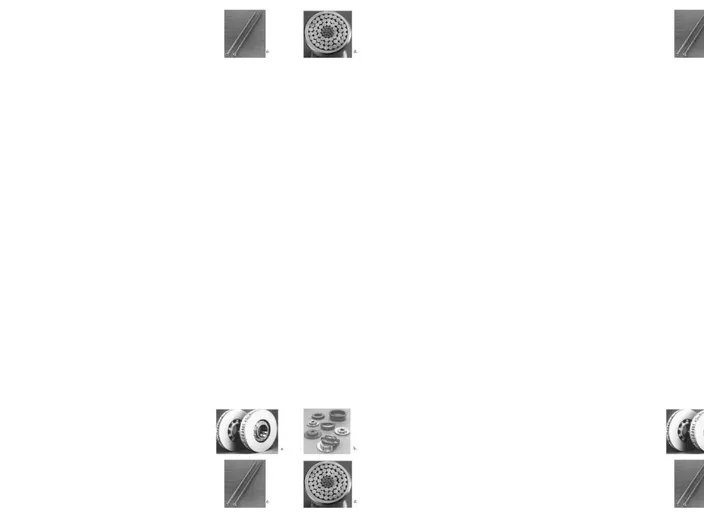
Gambar contoh-contoh produk powder metallurgy, (a) Brake Rotor untuk Kereta Kecepatan Tinggi, (b) Automotive Braking System, (c) Automotive pushrods dan (d) Cores untuk Kawat Listrik High Voltage
DAFTAR PUSTAKA
Schey,John.2009. Proses Manufaktur .Yogyakarta:Andi.
Seprianto,Dicky.2010. Perancangan Alat Blending/Mixing Menggunakan Perangkat Lunak Cad Autodesk Inventor Profesional. Austenit .3(1):55-56
Murjito.2010.Penerapan Teknologi Powder Metalurgi Untuk Pembuatan Komponen Mesin Berbasis Pasir Besi Lokal. Jurnal Fakultas Teknik Jurusan Teknik Mesin UMM .(online),
(http://research-report.umm.ac.id) diakses pada tanggal 8 Mei 2015. ITS,FTI.2007. Laporan Tugas Akhir Powder Metallurgy.(online),
(http://digilib.its.ac.id) diakses pada tanggal 8 Mei 2015.