SENATEK 2015 | Malang, 17 Januari 2015 653
Pengaruh Proses Sanforize Shringkage Untuk
Meningkatkan Kekuatan Kain Cotton
Kiswandono
Jurusan Teknik Industri ITN Malang e-mail: Kiswandono7@gmail.com
ABSTRAK
Kebutuhan konsumen semakin meningkat dengan persaingan yang sangat kompetitif perlu adanya meningkatkan kualitas produk tersebut,dilakukan dengan cara pengembangan dan penyempurnaan produk tekstil,secara kimia maupun fisika (Teknis). Salah satunya penyempurnaan secara fisika yaitu pada proses sanforize.Proses ini pada intinya bertujuan untuk menstabilkan dimensi kain kea rah lusi maupun kearah pakan sehingga kain lebih kuat. Untuk memadatkan/pemerengkeretan kain dilakukan dengan karet,temperature dan tekanan tertentu,kemudian memantenkan dengan selynder,selimut karpet dan temperature tekanan tertentu sehingga bisa meningkatkan jumlah tetal kain. Pada saat proses garment tidak ada kesulitan karena harus ada penyesaian dalam hal pengukuran kain,supaya kain tersebut sesuai dengan ukuran yang diingikan dan meningkatkan performa kain cotton.Apabila dilakukan proses pencucian tidak terjadi penyusutan/mengkeret yang berlebihan.Proses sanforize ini adalah proses pemantapan dimensi kain dengan cara pemengkeretan (shringkage) kain lebih rata,Membandingkan pemengkeretan setelah dan sebelum pencucian dihasilkan pemengkeretan kearah lusi(panjang kain) 50% - 60% sedangkan kearah pakan(lebar kain) 50% - 60% kondisi kaun lebih kuat.
Kata kunci: Pemengkeretan (Shringkage)
Pendahuluan
Dewasa ini persaingan didalam usaha semakin kompetitif, hal ini tentunya akan menuntut para pelaku usaha untuk lebih kreatif dan mengefektifkan lagi dalam menciptakan hasil produksinya.
Dengan banyaknya produk tekstil dipasaran saat ini tentunya akan memanjakan para konsumen untuk lebih leluasa lagi dalam memilih produk tekstil yang berkualitas dengan harga yang lebih murah dan berkualitas yang sesuai dengan selera konsumen, oleh karena itu para produsen tekstil dituntut untuk terus mengembangkan produknya agar dapat menyesuaikan hasil produk yang sesuai dengan permintaan konsumen
Salah satu factor untuk menghasilkan produk tekstil yang berkualitas adalah
apalagi jika kain tersebut Sringkagenya tinggi salah satunya adalah kain“ Cotton”, ini dikarena kan tidak stabilnya dimensi kain tersebut sehingga diperlukan lagi proses pada waktu penyempurnaan tekstil yang bertujuan untuk meningkatkan stabilitas dimensi kain dan proses penyempurnaan tekstil. Selama proses manufakturnya kain mengalami penarikan – penarikan baik kearah lusi maupun kearah Pakan, sehingga menyebabkan kain tersebut akan mengkeret lagi pada proses pencucian atau yang dinamakan Shringkage
Hal tersebut tentunya akan menyulitkan pada waktu proses garment karena harus ada penyesuaian dalam hal pengukuran kain supaya kain tersebut sesuai dengan ukuran yang diinginkan, meningkatkan performa pada kain Cotton’ yaitu peoses san forize.
Proses sanforize tersebut adalah proses pemengkeretan kain menggunakan karet tak berujung dengan temperature tertentu. Dimana benang – benang pakan akan bergeser saling merapat agar benang –benang lusi yang permukaannya mengalami kontak dengan pakan masih dalam keadaan panjang semula. Secara keseluruhan hal ini menghasilkan kain yang mengkeret kearah lusi dan hal yang sama juga terjadi pada arah pakan, dengan demikian pemengkeretan terjadi pada arah pakan maupun lusi.
SENATEK 2015 | Malang, 17 Januari 2015 654 Dalam hal diatas maka perlu mengadakan penelitian perbandingan Sringkagekain Cotton’ setelah proses pencucian untuk kain yang diproses dan tanpa proses Sanforizing, dimana akan diketahui pengaruh proses sanforize itu pada sringkage kain dan juga karena adanya complain dari customer (garment) tantang sringkage kain yang tinggi sehingga kain tersebut kusut dan ukuran kain jadi berubah. Dengan dilakukanya penelitian ini harapanya bias diketahui seberapa besar pemengkeretan kain Cotton yang bias dicapai bila kain tersebut melalui proses Sanforisasi terlebih dahulu
Sehingga pada proses berikutnya (Garment) tidak lagi mengalami kesulitan dalam hal pengukuran kain yang diinginkan karena sudah diketahui shringkatenya dan juga bias memperbaiki handling atau pegangan kain yang sesuai dengan permintaan pasar atau konsumen.
Sebagai konsumen tentunya mengharapkan performan yang optimal dari kain katun tersebut, yaitu mempunyai daya serap yang bagus dan peforma yang bagus pula.namun pada kenyataanakain Cotton tersebut mempunyai daya serap yang baik tapi memiliki perform benang jelek karena Shringkage tinggi sehinggga kain terlihat kusut
Tujuan Penelitian
Apakah pengaruh proses sanforize pada shringkage kain catton
Apakah ada perbedaan antara shringkage kain cotton yang di sanforize dengan sringkage
kain catton yang tidak disanforize setelah proses pencucian Metedologi Penelitian
Untuk mengetahui permasalahan yang ada maka dilakukan penelitian dengan metode eksperimental dengan melakukan proses sanforize pada kain katun setelah kain tersebut di resin finish, lalu kain tersebut dihitung shringkagenya baik sebelum pencucian dan setelah proses pencucian, Selain itu dilakukan juga pengukuran kain yang tidak di proses sanforize guna menemukan perbandingan diantara keduanya.
Rumus :
Panjang awal – panjang akhir
Shrinkage % = X 100%
Panjang awal
SENATEK 2015 | Malang, 17 Januari 2015 655
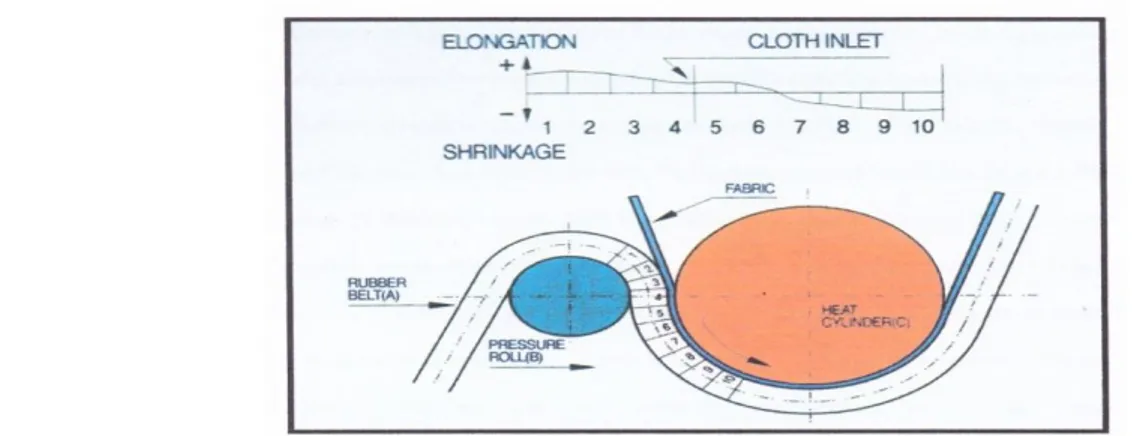
Gambar 2. Diagram prinsip proses shrinkage
Hasil dan Pembahasan
Dari pengolahan data yang telah dilakukan dengan mengunakan satatistik parametric uji t- paired (uji dua sampel berpasangan) untuk mengetahu pengaruh proses sanforizepada shrinkage kaincotton,maka diperoleh hasil bahwa dari hasil pengujian / perhitungan. statistic bahwa kedua rata-rata populasi adalah tidak identik (rata-rata shrinkage kain cotton arah pakan maupun lusi tanpa sanforize dengan proses sanforize bereda secara nyata,artinya memang ada perbedaan pada shringkage kain cotton yang diproses sanforise dengan yang tidakdiprosessanforize, begitu juga pada uji t paired satu sisi diperoleh hasil bahwa kedua rata-rata populasi adalah tidak identik (rata-rata shrinkage kain cotton yang disanforize lebih kecil dari shrinkage kain cotton tanpa proses sanforize. Begitu pula jika dilihat Berdasar kan nilai probabilitas : terlihat bahwa ( sig. 2 tailed ) arah lusi dan pakan adalah 0. Karena probabilitas < 0.05 maka Ho ditolak. Atau perlakuan dengan mengunakan mesin sanforize terhadap shrinkage kain cotton membuat shrinkage kain cotton berbeda secara nyata.Jadi baik di uji satu atau pun dengan uji dua sisi, pengunaan mesin sanforize mengubah rata-rata shrinkage kain cotton kearah lusi maupun kearah pakan
Dari beberapa table pengujian juga diperoleh data kain cotton yang tidak mengunakan proses sanforize maka akan menghasilkan rata-rata shringkage setelah proses pencucian mencapai 4.79% untuk lusi dan 3% untuk pakan, hasil ini membuktikan bahwa shringkage untuk kain katun masih tinggi atau tidak standart jika mengacu pada SNI : 08-0051-2008 kain tenun kemeja ,kususnya untuk perubahan dimensi ( shringkage ) setelah pencucian dan pengeringan yaitu maksimal 2% yang berlaku untuk arah pakan maupun lusi. Begitu juga jika melihat dari beberapa table saat pengujian shrinkage dapat dilihat bahwa jumlah tetalkain / inc yang sebelum proses pencucian rata-rata adalah 94 helai/inch untuk lusi dan 68 helai/inch untuk pakan menjadi 96 helai/inch untuk lusidan 70 helai/inch untuk pakan,ini membuktikan bahwa dimensi kain belum stabil.hal tersebut menunjukan adanya pengaruh proses sanforizeter hapad shrinkage kain cotton.
Sedangkan data yang diperoleh dari proses sanforize itu sendiri,yang pada pronsipnya adalah proses pemengkeretan kain kearah lusi maupun kearah pakan,dengan mengunakan karettak berujung dengan tekanan dan temperature tertentu yaitu sebasar 2.30% untuk arah lusi dan 1.20% kearah pakan. Hal ini membuktikan bahwa pada proses atau perlakuan kain pada mesin sanforize itu telah terjadi pemengkeretan kain kearah lusi dan arah pakan ,begitu juga untuk kontrusi atau pundi mensikain jumlah tetal /inch yang sebelum pengunaan proses sanforize rata-rata adalah 94 helai/inch untuk lusidan 68 helai/inch untuk pakan menjadi 96 helai/inch untuk lusidan 70 helain/inch untukpakan, ini membuktikan bahwa perlakuan pada proses sanforize terhadap kain katun telah terjadi perubahan dimensi kain yang tujuan untuk menstabilkan dimensi kain terlebih dahulu sebelum kain katun mengalami proses pencucian.
Sedang kandari pengolahan data kain katun yang mengunakan proses sanforize akan diperoleh rata-rata shringkage setelah proses pencucian mencapai 2% untuk arah lusi dan 1% untuk arah pakan , dari hasil tersebut maka hasil dari shringkage kain katun yang mengunakan proses Sanforize sudah memenui standart SNI : 08-0051-2008 yaitu maksimal 2% untuk arah lusi maupun pakan, hal ini membukti kan bahwa untuk kain katun yang diproses
SENATEK 2015 | Malang, 17 Januari 2015 656 sanforizeshringkagenya akan lebih kecil atau lebih baik dibandingkan dengan kain katun yang tidak melalui proses sanforize. Begitu juga untuk jumlah tetal/inch kain sebelum proses pencucian rata-rata 96 helai/inch untuk lusi dan 70 helai/inch menjadi rata-rata 96.4 helai/inch untuk lusi dan 70.4 helai/inch untuk pakan setelah pencucian. Ini membuktikan untuk dimensi kain katum setelah proses sanforize lebih stabil dan tidak ada perubahan yang berlebihan setelah proses pencucian ,sehingga dimensi kain katun setelah proses pencucian menjadi lebih stabil
Kesimpulan
Perlakuan proses sanforize pada kain katun dalam penyempurnaan tekstil akan berpengaruh terhadap shrinkage kain katun tersebut setelah proses pencucian, dari hasil analisa dan penelitian yang dilakukan maka didapatkan hasil sebagai berikut :
Berdasarkan perbandingan t hitung dengan t – table menunju kan bahwa Kedua rata-rata
populasi adalah tidak identik ( rata-rata shrinkage kain cotton arahlusi / pak an tanpa sanforize dan sanforize berbeda secara nyata )
Berdasarkan nilai probabilitas: terlihat bahwa ( sig. 2 tailed ) arah lusi dan pakan adalah 0.
Karena probabilitas< 0.05 maka Ho ditolak. Atau perlakuan dengan mengunakan mesin sanforize terhadap shrinkage kain cotton membuat shrinkage kain cotton berbeda secara nyata.
Jadi baik di uji satu atau pun dengan uji duasisi, pengunaan mesin sanforize mengubah
rata-rata shrinkage kain cotton kearah lusi maupun kearah pakan
Shrinkage kain setelah pencucian untuk kain katun yang tidakdiprosessanforize disini kain
mengalami perubahan dimensi kain yang signifikan yaitu untuk arah lusi rata-rata 4.80 % danuntukarahpakan rata-rata 3 %
Karenadisiniterjadiperubahan yang tinggi maka akan mempengaruh I jumlah tetal kain
tersebut juga yaitu dari rata-rata sebelumnyauntuk benang lusi 96 helai/inch menjadi 98 helai/inch dan benang pakan dari 68 helai/inch menjadi 70 helai/inch
Kain yang melalui proses sanforize mak aka in tersebut akan mengalami perubahan
dimensikain karena telah terjadi pemengkeretan atau susut kearah lusi maupunpakan sebesar lusi 2.30 % dan pakan 1.20 %
Karenad isini juga kain mengalami perubahan dimensi sehingga mempengaruhi jumlah
tetalkain yang sebelum diproses sanforize jumlah benang lusi 94 helai/inch berubah menjadi 96 helai/inch begitu juga untuk jumlah benang pakandari 68 helai/inch menjadi 70 helai/inch
Shrinkage kain setelah pencucian untuk kain yang melalui proses sanforise adalah kain
tersebut tetap ada perubahan dimensi kain baik kea rah lusi dan pakan lusi 2 % dan arah pakan 1 %
Jumlah tetal kain setelah pencucian untuk kain katun yang mengalami proses sanforize
mengalami perubahan yang tidak terlalu signifikanya itu dari sebelumnya untuk rata-rata jumlah benang lusi 96 helai/inch menjadi 96.4 helai/inch sedangkan rata-rata jumlah benang pakan 70 helain/inch menjadi 70.4 helai/inch
Shrinkage setelah pencucian tanpa proses sanforize untuk lusi 4.80 % dan pakan 3 % tapi
setelah di sanforize menjadi untuk lusi 2 % dan untuk pakan 1 %, ini dikarenakan pada proses sanforize sendiri telah terjadi pemengkeretan sebesar untuk lusi 2.30 % dan pakan 1.20 %
Dari data – data diatas diharapkan nantinya akan dijadikan sebagai pertimbangan dalam hal memperbaiki dimensikain atau shringkage kain sehingga selanjutnyadalam proses garment tidak terja dilag ikesulitan dalam hal pengukuran kain , karena kain tersebut sudah diperbaiki dimensi kain atau pun shrinkagenya yaitu dengan proses sanforize yang berfungsi untuk mengkeret kain baik kearah lusi maupun pakan sehingga dimensi kainya lebih stabil dan bila mengalami pencucian shrinkage tidak lebih dari 2 % dan jumlam tetal benang tidak terja diperubahan yang signifikan.
SENATEK 2015 | Malang, 17 Januari 2015 657
Daftar Pustaka
1. Direktorat Jendral Industri Tekstil Departement Perindustrian PetunjukTeknologiTekstil
sub Proyek Bimbingan dan Pengembangan Industri kecil Tekstil , Jakarta 1977
2. Dunline, Endless Rubber Belt for Controlled Compressive Shrinking Machines, Huron Park,
Ontario Canada, 2004
3. N. SugiantoHartantodan Shigeru Watanabe, TeknologoTekstil Bandung, 1993.
4. P. SoeprijonoS.Tesk. dkk, Serat – serat Tekstil, InstitutTeknologiTekstil Bandung, 1974.
5. Poong Kwang Machine, Compressive Shrinking range, Kyonggi-do Korea.
6. S. Hendrodyantopo, S.Teks, MM. dkk, Proses Sanforize, Teknologi Penyempurnaan,
SekolahTinggiTekstil Bandung 1998.
7. WibowoMoerdokoS,Teks, dkk, Evaluasi Tesktil Bagian Fisika, InstitutTeknologi Tekstil
Bandung, 1975.
8. Singgih Santoso, aplikasi SPSS pada statistic parametric, Elek media komputindo, Jakarta