commit to user
i
ANALISIS
NETWORKDALAM PERENCANAAN DAN
PENGAWASAN PROSES PRODUKSI BENANG TR45
PADA
PT. DELTA DUNIA
TEXTILEDI KARANGANYAR
Tugas Akhir
Diajukan Untuk Melengkapi Tugas – Tugas Dan Persyaratan
Guna Mencapai Gelar Ahli Madya
Pada Program Diploma III Manajemen Industri
Fakultas Ekonomi Universitas Sebelas Maret
oleh :
HERI KISWANTO
F3508075
UNIVERSITAS SEBELAS MARET
MANAJEMEN INDUSTRI
SURAKARTA
commit to user
ii
ABSTRAK
ANALISIS NETWORK DALAM PERENCANAAN DAN PENGAWASAN PROSES PRODUKSI BENANG TR45 PADA PT. DELTA DUNIA
TEXTILE DI KARANGANYAR
Heri Kiswanto
F3508075
Semua perusahaan yang melakukan proses produksi pada umumnya manajemen perusahaan perlu menyusun perencanaan dan penjadwalan kegiatan. Tujuan dilaksanakan semua kegiatan tersebut agar proses produksi berjalan sesuai dengan keinginan perusahaan. Penelitian ini dilakukan di PT. Delta Dunia Textile dan dilaksanakan pada bulan Februari 2011 sampai Maret 2011. Dalam penelitian ini jenis produk yang dihasilkan pada PT. Delta Dunia Textile salah satunya yaitu benang TR45.
Tujuan penelitian ini adalah mengetahui urutan dan jaringan kerja proses produksi benang TR45 pada PT. Delta Dunia Textile, mengetahui waktu pada masing – masing kegiatan dan metode yang sebaiknya digunakan perusahaan dalam proses produksi benang TR45 pada PT. Delta Dunia Textile.
Metode yang digunakan dalam penelitian ini adalah analisis network dengan metode PERT (Program Evaluation Review Technique) dan CPM (Critical Path Method). Hasil penelitian yang diperoleh, urutan proses produksi benang TR45 yaitu : Penimbangan Bahan Baku (A), Penyiapan Bahan Baku (B), Pemanasan Mesin (C), Mixing (D), Blowing (E), Pre Drawing (F), Drawing (G), Roving (H), Ring Spinning Fame (I), Winding (J) dan Packing (K) dengan waktu yang dijadwalkan perusahaan selama 480 menit. Dengan menggunakan metode PERT dan CPM diperoleh hasil jalur kritis dari proses produksi yaitu: A – C – D – E – F – G – H – I – J – K. Waktu yang diharapkan dengan menggunakan metode PERT yaitu 446,9 menit sedangkan menggunakan metode CPM yaitu 448,2 menit . Dengan demikian selisih waktu yang ditentukan perusahaan dan dengan metode PERT yaitu 33,1 menit sedangkan dengan metode CPM yaitu 31.8 menit.
Dari hasil network tersebut, maka dapat diketahui kemampuan perusahaan dalam menyelesaikan produksi benang TR45 sudah baik. Tetapi agar penggunaan waktu dalam kegiatan produksi dapat optimal sebaiknya perusahaan mencoba menggunakan analisis Network untuk pelaksanaan proses produksi selanjutnya.
commit to user
iii
HALAMAN PERSETUJUAN
Laporan Magang dengan Judul :
“ANALISIS NETWORK DALAM PERENCANAAN DAN PENGAWASAN
PROSES PRODUKSI BENANG TR45 PADA PT. DELTA DUNIA
TEXTILE DI KARANGANYAR”
Surakarta, 16 Januari 2012
Telah disetujui oleh Dosen Pembimbing
Dra. ENDANG SUHARI. MSi
commit to user
iv
HALAMAN PENGESAHAN
Telah disetujui dan diterima oleh Tim Penguji Tugas Akhir Program Studi
Diploma III Manajemen Industri Fakultas Ekonomi Universitas Sebelas
Maret Surakarta guna melengkapi tugas – tugas dan syarat – syarat untuk
mencapai gelar Ahli Madya Manajemen Industri.
Surakarta,
Tim Penguji Tugas Akhir
1.
NIP Penguji
2. Dra. ENDANG SUHARI. MSi
commit to user
v
MOTTO DAN PERSEMBAHAN
MOTTO :
- Tetap bersyukur lebih indah di dari pada terus meminta hal yang tak pasti. Hidup dalam kenyataan lebih indah dari pada hidup penuh dengan
khayalan tanpa ada usaha.
- Pengalaman merupakan pembelajaran kita untuk masa yang akan datang.
- Keinginan dan Keyakinan dapat tercapai jika ada usaha yang kuat untuk meraihnya.
Penulis Persembahkan Kepada :
1. Bapak dan Ibu Tercinta 2. Seluruh keluargaku 3. Bagi yang membutuhkan
dan mengembangkan ilmu
commit to user
vi
KATA PENGANTAR
Puji Syukur Penulis Panjatkan Kehadirat Allah SWT yang telah melimpahkan Rahmat dan Karunia – Nya sehingga penulis dapat menyelesaikan Tugas Akhir ini dengan judul ANALISIS NETWORK DALAM PERENCANAAN DAN PENGAWASAN PROSES PRODUKSI BENANG TR45 PADA PT. DELTA DUNIA TEXTILE DI KARANGANYAR Pada kesempatan ini penulis sampaikan ucapan terima kasih kepada pihak – pihak yang telah membantu penyusunan Tugas Akhir ini, terutama kepada :
1. Bapak Dr. Wisnu Untoro, MS selaku Dekan Fakultas Ekonomi Universitas Sebelas Maret Surakarta.
2. Ibu Sinto Sunaryo, SE, MSi. Selaku Ketua Program Studi Diploma III Manajemen Industri Universitas Sebelas Maret Surakarta.
3. Ibu Dra. Endang Suhari, MSi. selaku Pembimbing Tugas Akhir yang telah memberikan pengarahan dalam penyusunan Tugas Akhir.
4. Bapak Ihsan Nurudin selaku pimpinan perusahaan pada PT. Delta Dunia Textile yang telah berkenan memberi kesempatan kepada penulis untuk melakukan magang kerja dan penelitian.
5. Bapak Ikhrom selaku karyawan pendamping dan seluruh karyawan PT. Delta Dunia Textile yang telah banyak memberikan pengarahan dan penjelasan selama kegiatan magang kerja dan penelitian.
commit to user
vii
Penulis menyadari bahwa dalam penyungkapan, pembahasan dan pemilihan kata dalam penulisan Tugas Akhir jauh dari sempurna, Karena keterbatasan pemikiran dan kemapuan yang dimiliki oleh penulis. Oleh karena itu dengan kerendahan hati penulis mengharapkan kritik dan saran yang membangun. Namun demikian semoga Tugas Akhir ini diharapkan dapat bermanfaat bagi pihak – pihak yang membutuhkan.
Surakarta,
commit to user
viii
DAFTAR ISI
HALAMAN JUDUL ... i
ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
MOTO DAN PERSEMBAHAN ... v
KATA PENGANTAR... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN... xii
BAB I PENDAHULUAN A. LatarBelakang ... 1
B. RumusanMasalah ... 3
C. TujuanPenelitian ... 4
D. ManfaatPenelitian ... 4
E. MetodePenelitian ... 5
1. DesainPenelitian ... 5
2. ObjekPenelitian ... 5
3. Sumber Data ... 5
4. TeknikPengumpulan Data ... 6
5. TeknikAnalisis Data ... 7
commit to user
ix
BAB II TINJAUAN PUSTAKA
A. Pengertian Proses Produksi ... 14
B. PengertianPerencanaan ... 15
C. PengertianScheduling (Penjadwalan) ... 16
D. PengertianAnalisis Network ... 17
E. Menyusun Diagram Network ... 17
F. MetodedalamAnalisis Network ... 19
G. PengertianPengawasan... 22
BAB III PEMBAHASAN A. GambaranObjekPenelitian ... 24
B. LaporanMagangKerja ... 39
C. PembahasanMasalah ... 41
1. IdentifikasiKegiatan ... 42
2. AnalisisJalurKritis ... 47
3. PenerapanMetode ... 56
BAB IV PENUTUP A. Kesimpulan ... 58
B. Saran ... 59
DAFTAR PUSTAKA
commit to user
x
DAFTAR TABEL
TABEL HALAMAN
3.1 Jenis Kegiatan Proses Produksi ... 46
3.2 Urutan Kegiatan Proses Produksi ... 47
3.3 Perkiraan Waktu Proses Produksi ... 48
3.4 Waktu Penyelesaian Yang Diharapkan ... 50
commit to user
xi
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1 Alur Pemikiran ... 12
3.1 Struktur Organisasi PT. Delta Dunia Textile ... 28
3.2 Diagram alir proses produksi ... 42
3.3 Diagram Network proses produksi ... 51
commit to user
xii
DAFTAR LAMPIRAN
Lampiran 1. Surat Keterangan Magang dari Perusahaan
Lampiran 2. Blangko Nilai Magang dari Perusahaan
Lampiran 3. Surat Keaslian Tugas Akhir
commit to user
1
BAB I
PENDAHULUAN
A. Latar belakang Masalah
Perkembangan ilmu dan teknologi memberikan pengaruh yang
cukup besar kepada para pelaku industri. Keadaan ini mempengaruhi
perusahaan untuk dapat bersaing dengan perusahaan lain, agar dapat
bertahan menghadapi globalisasi. Terutama pada perusahaan
manfacture yang memproduksi barang – barang yang dikonsumsi
orang lain. Dalam menghadapi persaingan salah satu usaha yang
dapat dilakukan perusahaan yaitu dengan melaksakan proses produksi
yang efekti dan efisien sesuai dengan rencana.
Pada umumnya sebelum melaksanakan proses produksi,
manajemen perusahaan perlu menyusun perencanaan dan
penjadwalan kegiatan – kegiatan yang akan dilaksanakan dengan
pengawasan yang intensif. Tujuan dilaksanakan semua kegiatan
tersebut agar proses produksi dapat berjalan sesuai dengan jadwan
dan rencana yang telah ditentukan perusahaan. Sedangkan
pengawasan dilakukan agar tidak terjadi penyimpangan –
penyimpangan dalam kegiatan proses produksi.
Penyimpangan – penyimpangan dalam kegiatan proses produksi
commit to user
3
mengatisipasi keterlambatan dalam proses produksi perlu melakukan
penjadwalan (scheduling). Menurut Subagyo (2000:165) Scheduling
adalah penjadwalan kegiatan. Suatu kegiatan dijadwalkan kapan
mulainya, berapa lama mengerjakan setiap tahap kegiatannya dan
akhirnya kapan selesainya.
Dalam penjadwalan kegiatan atau scheduling teknik yang
digunakan yaitu dengan Analisis network. Analisis Network merupakan
suatu metode analisis yang mampu memberikan informasi kepada
perusahaan untuk dapat melakukan perencanaan dan mengendalikan
suatu kegiatan produksi atau proyek yang akan dilaksanakan
(Gitosudarmo, 2002:297).
PT. Delta Dunia Textile adalah perusahaan yang bergerak di
bidang industry pemintalan benang (spinning) yang memproduksi
berbagai jenis benang. Salah satu jenis benang yang diproduksi yaitu
benang jenis TR45. Benang TR45 merupakan benang jenis campuran
antara rayon dan PE. Permintaan pasar terhadap produk benang
sangatlah tinggi, sehingga perusahaan perlu melakukan perencanaan
dalam proses produksi. Setelah perencanaan proses produksi disusun,
selanjutnya perusahaan perlu melakukan penjadwalan (scheduling) dan
pengawasan yang intensif, agar kegiatan produksi selesai tepat waktu
dan sesuai dengan rencana. Dalam kegiatan scheduling perusahaan
dapat menggunakan anailisis network, sehingga kegiatan proses
produksi dapat terlaksana dengan efektif dan efisien tanpa mengalami
commit to user
4
Berdasarkan uraian diatas, maka dalam penyusunan Tugas Akhir
penulis mengambil judul “ PENERAPAN ANALISIS NETWORK
DALAM PERENCANAAN DAN PENGAWASAN PROSES PRODUKSI
BENANG TR45 PADA PT. DELTA DUNIA TEXTILE DI
KARANGANYAR”.
B. Rumusan Masalah
Dari uraian latar belakang diatas, penulis merumuskan beberapa
permasalahan yang akan dibahas tentang penerapan analisis network
pada perusahaan PT. Delta Dunia Textile yaitu sebagai berikut :
1. Bagaimana urutan kegiatan proses produksi benang TR45 pada PT.
Delta Dunia Textile ?
2. Bagaimana jalur kritis untuk menyelesaikan pekerjaan proses
produksi benang TR45 dengan waktu yang paling efisien
menggunakan metode PERT dan metode CPM?
3. Metode apa yang sebaiknya digunakan perusahaan dalam
melakukan penjadwalan untuk memperoleh waktu yang paling
commit to user
5
C. Tujuan Penelitian
Semua kegiatan yang dilakukan memiliki tujuan tertentu yang
ingin dicapai, demikian juga dengan penelitian ini. Adapun tujuan
penelitian ini yaitu :
1. Untuk mengetahui urutan kegiatan proses produksi benang TR45
pada PT. Delta Dunia Textile.
2. Untuk mengetahui jalur kritis penyelesaian pekerjaan proses
produksi benang TR45 dengan waktu yang paling efisien
menggunakan metode PERT dan CPM.
3. Untuk mengetahui metode yang tepat dalam melakukan penjadwalan
dengan waktu yang paling efisien.
D. Manfaat Penelitian
Penelitian ini dilakukan untuk mendapatkan menfaat yang dapat
berguna untuk berbagai pihak. Adapun berbagai pihak tersebut yaitu :
1. Bagi Perusahaan
Penelitian ini diharapkan dapat dijadikan pertimbangan bagi
pimpinan perusahaan dalam membuat keputusan maupun kebijakan
terutama yang berkaitan dengan penjadwalan proses produksi agar
dapat memperkirakan waktu penyelesaian produksi secara efisien.
commit to user
6
Penulis dapat menerapkan teori – teori yang didapat pada
bangku perkuliahan dan diterapkan praktek sesungguhnya dalam
dunia kerja.
3. Bagi Peneliti lain
Sebagai bahan acuan untuk pengembangan penelitian
selanjutnya.
E. Metode Penelitian
1. Desain Penelitian
Desain penelitian yang peneliti gunakan adalah studi kasus
yang meneliti secara rinci mengenai proses produksi benang TR45
dan waktu yang dibutuhkan dalam proses produksi yang dilakukan
oleh PT. Delta Dunia Textile yang kemudian menggunakan analisis
network dalam penerapan penghitungan waktu yang efisien.
2. Objek Penelitian
Dalam penelitian ini objek penelitian dilaksanakan di PT. Delta
Dunia Textile, Geneng, Kaling, Tasik Madu, Karanganyar.
3. Sumber Data
a. Data Primer
Data primer merupakan data yang diperoleh dengan survei
lapangan yang menggunakan semua metode pengumpulan data
original (Kuncoro, 2003:127). Data primer merupakan data yang
commit to user
7
wawancara dengan bagian personalia maupun dengan karyawan
yang berhubungan dengan proses produksi.
Data yang diperoleh yaitu :
1) Alur kegiatan proses produksi
2) Jenis kegiatan dalam proses produksi
3) Waktu yang dibutuhkan dalam kegiatan proses produksi
b. Data Sekunder
Data sekunder diperoleh dari hasil studi pustaka yang
berhubungan dengan pokok permasalahan yang diteliti. Biasanya
data sekunder berwujud data dokumentasi maupun data laporan
yang telah tersedia di perusahaan. Menurut Kuncoro (2003:127)
Data Sekunder merupakan data yang telah dikumpulkan oleh
lembaga pengumpul data dan dipublikasikan kepada masyarakat
pengguna data.
Data yang diperoleh yaitu :
1) Gambaran umum perusahaan
2) Sejarah berdirinya perusahaan
3) Struktur organisasi perusahaan
4. Teknik Pengumpulan Data
commit to user
8
Wawancara adalah teknik pengambilan data dimana peneliti
langsung berdialog dengan responden untuk menggali informasi
dari responden (Suliyanto, 2006:137). Wawancara dilakukan
dengan personalia dan karyawan yang terlibat langsung dengan
proses produksi untuk mendapatkan informasi yang ingin
diperoleh.
b. Observasi
Observasi adalah pengumpulan data dengan menggunakan
panca indra, jadi tidak hanya dengan pengamatan menggunakan
mata. Mendengar, mencium, mengecap, dan meraba termasuk
salah satu bentuk observasi. Instrumen yang digunakan dari
observasi adalah pengamatan dan lembar observasi (Suliyanto,
2006:139). Dalam penelitian ini, penulis melakukan pengamatan
secara langsung mengenai semua kegiatan yang dilakukan dalam
proses produksi.
c. Studi Pustaka
Studi pustaka merupakan pengumpulan data dengan cara
membaca dan mengambil dari literarur – literatur yang
berhubungan dengan masalah yang diteliti.
d. Pemeriksaan Data Arsip
Pemeriksaan data arsip merupakan pengumpulan data dari
beberapa arsip yang telah terkumpul dalam bentuk dokumentasi
commit to user
9 5. Teknik Anilisis Data
a. Analisis Deskriptif
Analisis deskriptif merupakan teknik untuk membuat
gambaran deskripsi secara sistematis, faktual dan akurat
mengenai suatu objek yang diteliti. Pembahasan ini memuat
diskripsi singkat mengenai penerapan analisis network dalam
perencanaan dan pengawasan proses produksi benang TR45
pada PT.Delta Dunia Textiledi Karanganyar.
b. Analisis Kuantitatif
Dalam penerapan analisis network penulis menggunakan
metode PERT dan CPM. Untuk menganalisis data menggunakan
metode PERT dan CPM dengan langkah sebagai berikut :
1) Melakukan inventaris kegiatan yang akan dilaksanakan dalam
proses produksi.
2) Menentukan urutan pekerjaan yang dilaksanakan,
mengidentifikasi kegiatan – kegiatan yang mendahului kegiatan
lain dan mengidentifikasi waktu yang dibutuhkan pada tiap
kegiatan.
3) Menyusun diagram network
Penyusunan diagram network dilakukan untuk mengetahui
jalur terpanjang untuk menyelesaikan semua kegiatan sesuai
dengan rencana. Dalam menyusun diagram network
commit to user
10
kegiatan yang akan dilaksanakan. Menurut Gitosudarmo
(2002:301- 302) simbol yang digunakan yaitu :
: Simbol anak panah, yang menunjukkan sebuah
kegiatan atau aktivitas. Yang dimaksud di sini
adalah segala tindakan yang memakan waktu
tertentu dalam pemakaian/ penggunaan sejumlah
material, tenaga kerja, serta peralatan produksi
(resources) yang ada.
: Simbol lingkaran, menunjukkan suatu kejadian
(event), baik kejadian atas berakhir/ selesainya
suatu kegiatan tertentu atau kejadian dimulainya
kejadian yang lain jadi dalam hal ini berarti bahwa
satu simbol lingkaran itu sekaligus menunjukkan
dua buah kejadian yaitu, kejadian selesainya
kegiatan yang satu serta dimulainya kegiatan yang
lain.
: Simbol anak panah terputus – putus yang
menunjukkan kegiatan semu (dummy activity).
Kegiatan semu panjang atau pendek tidak
menunjukkan lamanya kegiatan dan kegiatan semu
selalu memiliki jangka waktu penyelesaian sebesar
0 (nol) atau tidak memakan waktu.
4) Berdasarkan jalur kritis dalam diagram network, selanjutnya
commit to user
11
(Program Evaluation and Review Teqnique) dan CPM
(Critical Path Method) :
a) Analisis PERT
Dalam analisi PERT Untuk mengetahui estimasi
waktu yang diperlukan dalam menyelesaikan pekerjaan
yaitu dengan rumus :
ET
=
&keterangan :
ET = aktifitas waktu yang diperkirakan
a = waktu optimis, waktu yang dibutuhkan
oleh sebuah aktivitas jika semua hal
berlangsung susai rencana.
b = waktu pesimis, waktu yang dibutuhkan
sebuah aktivitas dengan asumsi kondisi
yang ada sangat tidak diharapkan.
m = waktu realistis, waktu yang dibutuhkan
untuk menyelesaikan sebuah aktivitas
yang paling realistis
commit to user
12
menghitung waktu terpanjang yang dibutuhkan
dalam menyelesaikan pekerjaan menggunakan jalur kritis
(critical path). Untuk menentukan keseluruhan waktu yang
dibutuhkan menggunakan metode CPM (critical path
method) . Dalam CPM terdapat beberapa istilah yang
dipergunakan yaitu :
ES (Earliest Start) = waktu mulai kegiatan paling
cepat
LS (Latest Start) = waktu mulai kegiatan yang
paling lambat
EF (Earliest Finish) = waktu penyelesaian kegiatan
yang paling cepat
LF (Latest Finish) = waktu penyelesaian kegiatan
paling lambat
S (Slack) = waktu mundur kegiatan.
Untuk menghitung ES dan LS dengan rumus
sebagai berikut:
EF = ES + t
LF = LS + t
commit to user
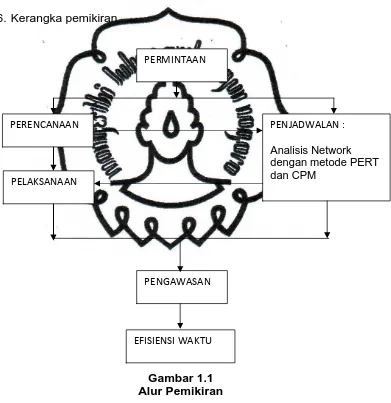
13 6. Kerangka pemikiran
Gambar 1.1 Alur Pemikiran
Keterangan :
Berdasarkan permintaan yang ada, selanjutnya perusahaan perlu
melakukan perencanaan mengenai kebutuhan biaya dan kegiatan yang PERMINTAAN
PERENCANAAN
PELAKSANAAN
PENJADWALAN : Analisis Network dengan metode PERT dan CPM
PENGAWASAN
commit to user
14
akan dilakukan untuk memenuhi permintaan konsumen. Setelah
perencanaan disusun maka kegiatan selanjutnya yaitu melakukan
penjadwalan yang mencakup inventaris kegiatan yang akan dilakukan,
mengidentifikasi waktu yang dibutuhkan untuk menyelesaikan pekerjaan
dan mementukan urutan tiap kegiatan yang perlu didahulukan. Untuk
menganalisa waktu dalam penjadwalan perusahaan menggunakan
analisis network dengan metode PERT dan CPM. Dalam pelaksanaan
semua kegiatan yang akan dilaksanakan, perusahaan perlu melakukan
pengawasan yang intensif agar sesuai dengan rencana yang ingin dicapai
dan tidak terjadi penyimpangan – penyimpangan dalam kegiatan produksi.
Sehingga dalam pelaksanaan proses produksi dapat dilakukan dengan
waktu yang efisien dan biaya seminimal mungkin. Berdasarkan analisis
data menggunakan metode PERT dan CPM maka dapat diperoleh waktu
commit to user
15
BAB II
TINJAUAN PUSTAKA
A. Pengertian Proses Produksi
Menurut Nasution (2003:3) proses produksi merupakan cara,
metode dan teknik untuk menciptakan atau menambah kegunaan
suatu produk dengan bahan baku (dana) yang ada.
Sedangkan menurut Subagyo (2000:8–10) proses produksi atau
proses operasi adalah proses perubahan masukan menjadi keluaran.
Pada umumnya membaginya menjadi dua macam yang sifatnya
ekstrim yaitu :
1. Proses produksi continous atau terus - menerus.
Proses produksi terus – menerus adalah proses produksi
yang tidak pernah berganti macam barang yang dikerjakan.
Proses produksi continous biasanya disebut sebagai proses
produksi yang berfokus pada produk atau product focus, karena
biasanya setiap produk disediakan fasilitas produksi tersendiri
yang meletakkannya disesuaikan sengan urutan proses
commit to user
16
Hasil produksi dapat distandarisasi, dan dalam jangka
panjang tidak pernah berubah macamnya. Arus barang dalam
proses produksi menyerupai garis sehingga sering dikatan
sebagai line flow.
2. Proses produksi terputus – putus.
Proses produksi terputus – putus atau intermittent digunakan
untuk pabrik yang mengerjakan barang bermacam – macam,
dengan jumlah setiap macam hanya sedikit. Dikatakan proses
produksi terputus – putus karena perubahan proses produksi
setiap saat terputus apabila terjadi perubahan macam barang
yang dikerjakan. Oleh karena itu tidak mungkin bila mengurutkan
letak mesin sesuai dengan urutan proses pembuatan barang.
Proses produksi terputus – putus biasanya disebut juga
sebagai proses produksi yang berfokus pada proses atau process
focus. Arus barang pada proses produksi ini bersifat beraneka
ragam atau bisa disebut jumbled flow karena setiap macam
barang memiliki urutan proses yang berbeda – beda.
Menurut Assauri (2004:12) proses produksi terdiri dari peralatan
dan dengan mana bahan – bahan dikombinasikan atau diolah menjadi
barang – barang atau jasa – jasa yang akan diberikan kepada
pelanggan, untuk mendapatkan uang atau pendapatan.
commit to user
17
Menurut Handoko (2003:23) Perencanaan (planning) adalah
pemilihan atau penetapan tujuan – tujuan organisasi dan penentuan
strategi, kebijaksanaan, proyek, program, prosedur, metoda, sistem,
anggaran, dan standar yang dibutuhkan untuk mencapai tujuan.
Salah satu aspek penting perencanaan adalah pembuatan
keputusan (decision making), proses pengembangan dan penyeleksian
sekumpulan kegiatan untuk memecahkan suatu masalah tertentu.
Keputusan – keputusan harus dibuat pada berbagai tahap dalam
proses perencanaan. Menurut Handoko (2003:79) Empat tahapan
dasar perencanaan :
Tahap 1 : Menetapkan tujuan atau serangkaian tujuan.
Tahap 2 : Merumuskan keadaan saat ini.
Tahap 3 : Mengidentifikasikan segala kemudahan dan
hambatan.
Tahap 4 : Mengembangkan rencana atau serangkaian
kegiatan untuk pencapaian tujuan.
C. Pengertian Penjadwalan
Penjadwalan adalah pengaturan kegiatan. Suatu kegiatan
dijadwalkan kapan mulainya, berapa lama mengerjakan setiap tahap
kegiatannya dan akhir kapan selesainya. Penjadwalan merupakan
bagian dari perencanaan, yaitu perencanaan mengenai waktu
commit to user
18
Sedangkan menurut Handoko (2003:400) scheduling adalah
istilah yang digunakan untuk perencanaan penjadwalan (waktu) dan
urutan penggunaan sumber daya phisik dan manusia dan untuk
kegiatan – kegiatan operasional suatu organisasi.
D. Analisis Network
Analisis Network adalah suatu peralatan manajerial yang
dikembangkan untuk membantu manajer dalam perencanaan,
pengawasan, dan pengendalian proyek yang relatif kompleks dan tidak
rutin (Handoko, 2003:153).
Adapun keuntungan – keuntungan yang dapat diperoleh dengan
menggunakan analisis network (Haryadi, 2009:12) :
1. Mengorganisir dan memberikan informasi secara sistematik.
2. Penentuan urutan atau prioritas pekerjaan.
3. Dapat menentukan pekerjaan – pekerjaan yang dapat ditunda tanpa
menyebabkan terlambatnya penyelesaian proyek secara
keseluruhan sehingga pekerjaan – pekerjaan tersebut dapat
dihemat waktu, biaya dan tenaga.
4. Dapat segera menentukan pekerjaan – pekerjaan mana yang harus
disub kontrakkan agar penyelesaian proyek secara keseluruhan
dapat sesuai dengan permintaan konsumen.
commit to user
19
Diagram network disusun untuk mengetahui jalur kegiatan pada
proses produksi. Dengan diagram network dapat diketahui waktu
penyelesaian terpanjang dari jumlah waktu penyelesaian pada jalur –
jalur yang lain. Jumlah waktu penyelesaian terpanjang merupakan
minimum waktu yang dibutuhkan keseluruhan dalam proses produksi.
Dalam penyusunan gambar diagram network menggunakan simbol
– simbol. Menurut Gitosudarmo (2002:301- 302) simbol yang digunakan
yaitu :
: Simbol anak panah, yang menunjukkan sebuah
kegiatan atau aktivitas. Yang dimaksud di sini
adalah segala tindakan yang memakan waktu
tertentu dalam pemakaian/ penggunaan sejumlah
material, tenaga kerja, serta peralatan produksi
(resources) yang ada.
: Simbol lingkaran, menunjukkan suatu kejadian
(event), baik kejadian atas berakhir/ selesainya
suatu kegiatan tertentu atau kejadian dimulainya
kejadian yang lain jadi dalam hal ini berarti bahwa
satu simbol lingkaran itu sekaligus menunjukkan
dua buah kejadian yaitu, kejadian selesainya
kegiatan yang satu serta dimulainya kegiatan yang
lain.
: Simbol anak panah terputus – putus yang
commit to user
20
Kegiatan semu panjang atau pendek tidak
menunjukkan lamanya kegiatan dan kegiatan semu
selalu memiliki jangka waktu penyelesaian sebesar
0 (nol) atau tidak memakan waktu.
F. Metode dalam Analisis Network
Dengan menggunakan diagram network maka dapat diketahui jalur
kritis. Dalam analisis network metode yang digunakan yaitu
PERT(Program Evaluation and Review Teqnique) dan CPM(Critical
Path Method). Pengertian kedua analisis tersebut yaitu :
1. Analisis PERT (Program Evaluation and Review Teqnique)
PERT (Program Evaluation and Review Teqnique) merupakan
salah satu metode yang digunakan untuk mengetahui jalur kritis dan
waktu kritis proses produksi.
Menurut Handoko (2003:401) PERT adalah suatu metode
analisis yang dirancang untuk membantu dalam scheduling dan
pengawasan kompleks yang memerlukan kegiatan – kegiatan
tertentu yang harus dijalankan dalam urutan waktu tertentu.
Adapun langkah – langkah dalam PERT, yaitu :
a) Mengidentifikasikan proyek da menyiapkan struktur pecahan
kerja.
b) Membangun hubungan antara kegiatan, memutuskan
kegiatan mana yang harus lebih dahulu dan kegiatan mana
commit to user
21
c) Menggambarkan jaringan yang menghubungkan
keseluruhan kegiatan.
d) Menetapkan perkiraan waktu untuk setiap pekerjaan.
e) Menghitung jalur waktu terpanjang melalui jaringan
f) Menggunakan jaringan untuk mebantu perencanaan,
penjadwalan, dan pengendalian proyek.
Komponen – komponen dalam metode PERT yaitu :
a) Kegiatan (aktivitas)
Yaitu bagian dari keseluruhan pekerjaan yang dilaksanakan.
b) Peristiwa
Yaitu menandai permulaan dan akhir suatu kegiatan dan
biasanya digambarkan dengan sebuah lingkaran.
c) Waktu kegiatan (activity time)
1) Waktu optimistic (a) adalah waktu tersingkat untuk
menyelesaikan kegiatan bila segala sesuatunya berjalan
dengan baik.
2) Waktu realistic (m) adalah waktu kegiatan yang akan
terjadi bila suatu kegiatan dilaksanakan dalam kondisi
normal, dengan penundaan – penundaan tertentu yang
dapat diterima.
3) Waktu pesimistik (b) adalah waktu yang paling lama
untuk menyelesaikan kegiatan, yaitu bila segala
commit to user
22
Setelah data ketiga waktu tersebut diketahui untuk
sebuah kegiatan, maka dapat dihitung waktu yang
diharapkan untuk pengerjaan sebuah kegiatan dengan
rumus ( Handoko, 2003 : 401) :
ET = &
Dimana ET = Waktu kegiatan yang diharapkan
a = Waktu optimistic
m = waktu realistic
b = waktu pesimistik
2. Analisis CPM (critical path method)
Menurut Gitosudarmo (2002:297) analisa jalur kritis atau critical
path method adalah merupakan suatu metode analisa yang mampu
memberikan informasi kepada manajer untuk dapat melakukan
perencanaan dan pengendalian suatu kegiatan produksi atau yang
akan dilaksanakan. Metode analisa jalur kritis ini terutama digunakan
untuk mengendalikan kegiatan – kegiatan yang bersifat tidak rutin,
atau terutama pada tipe proses produksi yang intermittent atau
produksi pesanan.
CPM membuat asumsi bahwa aktivitas diketahui dengan
pasti sehingga hanya diperlukan satu faktor waktu untuk setiap
kegiatan. Dalam CPM menggunakan beberapa istilah dalam
commit to user
23
ES (Earliest Start) = waktu mulai kegiatan paling
cepat
LS (Latest Start) = waktu mulai kegiatan yang
paling lambat
EF (Earliest Finish) = waktu penyelesaian kegiata
yang paling cepat
LF (Latest Finish) = waktu penyelesaian kegiatan
paling lambat
S (Slack) = waktu mundur kegiatan.
Untuk menghitung ES dan LS dengan rumus sebagai
berikut:
EF = ES + t
LF = LS + t
S = LS – ES atau S = LF – EF.
G. Pengertian Pengawasan
Menurut Handoko (2003:25) pengawasan (controlling) adalah
penemuan dan penerapan cara dan peralatan untuk menjamin
bahwa rencana telah dilaksanakan sesuai dengan yang telah
ditetapkan.
Menurut Gitisudarmo (2002:8) pengawasan pada hakikatnya
adalah pengamatan terhadap kegiatan yang dilakukan apakah telah
commit to user
24
terjadinya penyimpangan – penyimpangan dari rencana haruslah
selalu diciptakan baik secara visual ataupun nonvisual. Semakin
cepat informasi tentang terjadinya penyimpangan akan segera dapat
diketahui dan dilakukan tindakan – tindakan pengecekan
selanjutnya. Hal ini sering disebut follow up.
Sedangkan menurut Wijayanti (2008:117-118) Pengawasan
adalah suatu proses untuk menjamin bahwa tujuan – tujuan
organisasi dan manajemen tercapai. Tahap – tahap dalam proses
pengawasan yaitu :
1. Penentuan standar
2. Penentuan pengukuran pelaksanaan kegiatan
3. Pengukuran pelaksanaan kegiatan
4. Pembandingan pelaksanaan dengan standar dan analisa
penyimpangan
5. Pengambilan tindakan koreksi bila diperlukan.
Menurut Gitosudarmo dan Reksohadiprojo (2000:127) tahap
pengawasan biasa dikenal sebagai fungsi pengawasan produksi,
yang terdiri dari :
1. Routing, yaitu usaha untuk menentukan urutan operasi yang
akan dilalui, mulai dari bahan sampai produk selesai.
2. Scheduling, menetukan rencana waktu kapan pekerjaan itu
akan dikerjakan dan bilamana pekerjaan – pekerjaan dapat
commit to user
25
3. Dispatching, adalah perintah pelaksanaan dari semua
rencana dan pengaturan dalam bidang routing dan
scheduling.
4. Follow, merupakan fungsi penelitian dan pengecekkan
terhadap semua aspek yang mempengaruhi kelancaran
kegiatan produksi.
BAB III
ANALISIS DATA DAN PEMBAHASAN
A. Gambaran Umum Perusahaan
1. Sejarah singkat berdirinya perusahaan
PT. Delta Dunia Textile berlokasi di desa Kaling kecamatan
Tasikmadu kabupaten Karanganyar propinsi Jawa Tengah,
merupakan perusahaan manufaktur yang bergerak dibidang industri
pemintalan benang (Spinning). PT.Delta Dunia Textile didirikan pada
tahun 2003 sesuai pengesahan akte pendirian perusahaan oleh
Menteri Kehakiman Nomor : C-04467. HT. 01. 01. TH. 2003
Tertanggal 05 Maret 2003, dengan Bp.Sumitro sebagai pendiri
sekaligus Direktur Utamanya. Proses pembangunan fisik perusahaan
dimulai pada tahun 2005 sampai dengan 2007. 19 Januari 2007
ditandai sebagai hari operasional pertama proses produksi untuk
spinning I yang berkapasitas 84.000 spindles (mata pintal),
sedangkan proyek spinning II selesai dan mulai produksi pertama
commit to user
26
(mata pintal). Total kapasitas produksi terpasang adalah 168.000
mata pintal dengan 42000 memproduksi benang Cotton Combed,
42.000 memproduksi benang shyntetic: Polyester (Pe), Tetron
Carded (T/cd), Rayon dan 84000 memproduksi benang Cotton
Carded. Namun, komposisi pembagian jumlah pemakaian spindles
dapat diubah ubah sesuai kebijakan perusahaan. Saat ini PT.Delta
Dunia Textile memiliki karyawan sejumlah 2500 orang yang bekerja
dengan menggunakan sistem 3 shift putar dan 1 day shift.
PT. Delta Dunia Textile merupakan pengembangan dari
perusahaan Dunia Tex Group yang berpusat di Karanganyar. Dunia
tex Group sendiri memiliki 11 anak perusahaan yang berlokasi di
beberapa kota berbeda dan semuanya bergerak di sektor textile. 3
anak perusahaan bergerak dibidang Pemintalan (Spining), 5
Perusahaan bergerak dibidang Pertenunan (Weaving), 2 perusahaan
dibidang Pencelupan dan Pewarnaan (finishing), serta 1 perusahaan
integrated Tenun dan Finishing. Dunia Tex sendiri berdiri pada tahun
1975 dan berkantor pusat di JL.Raya Palur Km 7,1 Jaten,
karanganyar.
Untuk mencukupi kebutuhan bahan baku pembuatan
benang,PT. Delta Dunia Textile mendatangkan bahan baku kapas
dari berbagai Negara produsen kapas, diantaranya ; Pakistan, India,
Tanzania, Brasil dan Afrika. Sedang kebutuhan bahan baku serat
shyntetic baik serat Polyester maupun Rayon dipasok dari produsen
commit to user
27
Hasil produksi PT. Delta Dunia Textile sebagian besar diekspor
ke beberapa Negara,diantaranya : Turki, Singapura, Austria, Israel,
jepang, Thailand, Malaysia, Timor leste serta Argentina. Hasil
produksi PT.Delta Dunia Textile juga dipasarkan dalam pasar dalam
negeri, dengan pasar terbesar di wilayah Jawa Barat. Konsumen
pemakai produk hasil Produksi PT.Delta Dunia Textile adalah
Perusahaan Pertenunan Kain maupun Perusahaan Knitting (Rajut).
2. Visi dan Misi Perusahaan
Visi dan Misi merupakan sesuatu hal yang pasti dimiliki oleh
semua perusahaan. Penetapan visi dan misi merupakan tindakan
manajemen yang tepat, karena visi dan misi akan menjadi pedoman
dalam menjalankan organisasi dan akan menentukan kearah mana
perusahaan akan diarahkan. Visi dan Misi juga berfungsi sebagai
alat pengendali dari seorang pemimpin dalam menjalankan aktivitas
dari suatu perusahaan.
Begitu juga dengan PT. Delta Dunia Textile dalam
menjalankan kegiatan perusahaan, visi dan misi PT. Delta Dunia
Textile yaitu :
a. Visi perusahaan adalah menjadi perusahaan textile yang
terintegrated yang terbesar di Indonesia.
b. Misi perusahaan adalah menghasilkan produk yang berkualitas
commit to user
28
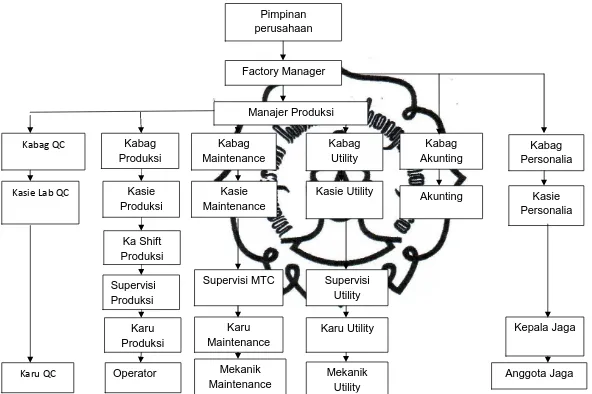
3. Struktur Organisasi
Dalam perusahaan untuk mencapai suatu tujuan memerlukan
struktur organisasi yang baik. Sedangkanasi setiap organisasi
membutuhkan individu – individu yang dapat meningkatkan
usahanya agar efektif dan efisien. Individu – individu tersebut
dikoordinasi agar terbentuk satu kesatuan yang bersama – sama
mencapai tujuan perusahaan. Untuk itu diperlukan struktur
organisasi yang sesuai dengan kondisi perusahaan yang
direncanakan dan didasarkan pada penentuan tugas – tugas dan
tanggung jawab yang jelas. Berikut ini gambar struktur organisasi
29
Gambar 3.1 Struktur Organisasi PT. Delta Dunia Textile
commit to user
ii
Adapun tugas, wewenang dan tanggung jawab masing-masing pegawai
adalah sebagai berikut :
a. Pimpinan Perusahaan
Pimpinan perusahaan merupakan pemilik perusahaan.
Tugas Pimpinan perusahaan adalah sebagai berikut :
1) Mengetahui keadaan serta kondisi perusahaan.
2) Bertindak sebagai pengambil keputusan tertinggi dengan
mempetimbangkan saran–saran dari bawahannya.
3) Menentukan rencana jangka panjang perusahaan.
4) Mengontrol kas dan mengetahui rugi atau laba perusahaan.
b. Factory Manager
Mengendalikan dan bertanggung jawab dalam mengelola pabrik
dan menggantikan Presiden Direktur apabila yang bersangkutan
tidak ada di tempat.
c. Manajer Produksi
1) Bertanggung jawab atas kegiatan operasional perusahaan.
2) Bertanggung jawab atas perencanaan dan pengembangan
produk.
3) Bertanggung jawab atas perawatan dan perbaikan
mesin,serta peralatan produksi.
commit to user
iii
d. Kepala Bagian Quality Qontrol (QC)
1) Mengatur dan menyusun rencana serta program kerja
bidang kualitas dan mutu produksi.
2) Melaksanakan pencatatan dan membuat laporan setiap
proyek.
3) Mengawasi proses produksi secara keseluruhan sehingga
dapat menjamin tercapainya standar kualitas produk yang
dikehendaki.
e. Kepala Bagian Produksi
Tugas Kepala Bagian Produksi adalah:
1) Mengatur penggunaan bahan baku.
2) Menghasilkan barang jadi sesuai kebutuhan marketing.
f. Kepala Bagian Maintenance (MTC)
Tugas Kepala Bagian MTC adalah :
1) Melakukan perawatan mesin.
2) Membuat jadwal perawatan mesin agar menghasilkan
produk serta tidak mengganggu jalannya proses produksi.
g. Kepala Bagian Utility
Tugas Kepala Bagian Utility adalah :
1) Melakukan perawatan Instalasi pabrik.
2) Membuat jadwal perawatan Instalasi pabrik.
h. Kepala Bagian Akunting
commit to user
iv
1) Menghitung biaya produksi dan harga pokok produksi.
2) Menyusun laporan harga pokok produksi.
i. Kepala Bagian Personalia
Kepala Bagian apersonalia bertugas mengurus
masalah-masalah yang berhubungan dengan karyawan,meliputi ; seleksi
karyawan,penempatan karyawan,melatih karyawan dan
memberhentikan karyawan.
j. Kasie Lab QC
Bertugas mengkoordinasi dan mengawasi bagian laboratorium
serta menerima wewenang dan bertanggung jawab dari kepala
bagian Quality Control.
k. Akunting
Melakukan pembukuan keuangan perusahaan,administrasi, dan
penyusunan laporan keuangan perusahaan.
l. Kepala Regu Quality Control(QC)
Bertanggung jawab kepada kasie laboratorium Quality Control
dan memimpin serta mengamati hasil kerja operator QC secara
langsung.
m. Kasie Laborat Quality Qontrol
Bertugas mengkoordinasi dan mengawasi bagian laboratorium
serta menerima wewenang dan bertanggung jawab dari kepala
commit to user
v n. Kasie Produksi
Bertugas mengkoordinasi dan mengawasi bagian produksi serta
menerima wewenang dan bertanggung jawab dari kepala
bagian produksi.
o. Kasie Maintenance
Bertugas mengkoordinasi dan mengawasi bagian maintenance
serta menerima wewenang dan bertanggung jawab dari kepala
bagian maintenance.
p. Kasie Utility
Bertugas mengkoordinasi dan mengawasi bagian utility serta
menerima wewenang dan bertanggung jawab dari kepala
bagian utility.
q. Kasie Personalia
Bertugas mengurusi masalah kepegawaian dan aspek
penggajian serta menerima wewenang dan bertanggung jawab
dari kepala bagian personalia.
r. Kepala Shift Produksi
Bertugas memeriksa lokasi kerja dan kelengkapan kerja,serta
membuat laporan tertulis tentang hasil kerja dan informasi
penyimpangan yang terjadi.
s. Supervisi Maintenance
Bertugas terhadap kelancaran proses mesin produksi, dan
commit to user
vi
turun ke lapangan untuk mengatasi masalah yang terjadi.
t. Supervisi Utility
Bertugas terhadap kelancaran proses produksi dan memberi
laporan kepada kasie utility serta langsung turun ke lapangan
untuk mengatasi masalah yang terjadi.
u. Supervisi Produksi
Bertugas terhadap kelancaran proses produksi, dan member
laporan kepada kepala bagian produksi, serta langsung turun ke
lapangan untuk mengatasi masalah yang terjadi.
v. Karu maintenance
Bertanggung jawab kepada supervisi maintenance dan
memimpin serta mengamati hasil kerja operator maintenance
secara langsung.
w. Karu Utility
Bertanggung jawab kepada supervisi utility dan memimpin serta
mengamati hasil kerja operator utility secara langsung.
x. Karu produksi
Bertanggung jawab kepada supervisi produksi dan memimpin
serta mengamati hasil kerja operator secara langsung.
y. Mekanik maintenance
Bertugas lapangan dan bertanggung jawab atas pekerjaan
commit to user
vii z. Mekanik utility
Bertugas lapangan dan bertanggung jawab atas pekerjaan demi
kelancaran proses produksi.
aa. Kepala Jaga
Bertugas mengawasi anggota jaga dan bertanggung jawab
kepada kasie personalia dalam hal keamanan.
bb. Anggota jaga
Bertugas di lapangan dan bertanggung jawab atas keamanan
lingkungan perusahaan.
cc. Operator
Bertugas di lapangan dan bertanggung jawab atas pekerjaan
dan hasil produksi.
4. Tenaga Kerja
PT.Delta Dunia Textile mempunyai tiga macam status karyawan,
yaitu:
a. Sistem harian tetap
Karyawan –karyawan tersebut merupakan karyawan tetap
PT.Delta Dunia Textile. Apabila terjadi pemutusan hubungan
kerja (PHK), karyawan mendapatkan pesangon dari perusahaan
dan apabila dirumahkan oleh pihak perusahaan, karyawan akan
dapat upah berapa persen dari gaji karyawan yang
commit to user
viii b. Sistem kontrak
PT. Delta Dunia Textile menerapkan tiga macam jangka
waktu kontrak, mulai dari 3 bulanan, 6 bulanan dan 1 tahunan.
Kontrak bisa diperpanjang apabila kinerja karyawan sesuai
dengan yang diharapkan perusahaan. Apabila pekerjaan telah
sebelum masa kontrak habis, maka sisa hari kerja harus dibayar
sesuai persetujuan.
c. Sistem borongan
Perusahaan melakukan kerjasama dengan pihak ke 3 untuk
mengerjakan suatu pekerjaan dan apabial pekerjaan tersebut
sudah selesai, selesai juga kontrak tersebut.
5. Sistem Penggajian
Pembagian gaji berdasarkan komponen yang berlaku di
perusahaan, komponenen-komponen tersebut meliputi :
a. Tunjangan pendidikan
b. Tunjangan keahlian
c. Tunjangan jabatan
d. Lembur
e. Golongan jabatan
commit to user
ix
Pembagian gaji di PT. Delta Dunia Textile digolongkan menjadi 3
macam, yaitu :
a. Bagi karyawan bulanan,gaji dibayarkan setiap awal bulan setiap
bulan.
b. Bagi karyawan harian,gaji yang dibayarkan kepada karyawan
dengan hitungan harian dan dibayarkan setiap akhir minggu atau
hari sabtu. Setiap harinya mereka mendapatkan upah sejumlah
yang ditetapkan oleh pemerintah.
c. Bagi karyawan borongan,gaji yang diterima dengan kapasitas
pekerjaan yang telah dikerjakan. Pembayaran gaji dilakukan
mingguan pada hari sabtu.
Kenaikan gaji pada PT. Delta Dunia Textile dilakukan secara
berkala berdasarkan :
a. Prestasi kerja didasarkan pada absensi dan kontribusi yang
diberikan kepada perusahaan.
b. Lamanya kerja atau loyalitas kepada perusahaan.
c. Jenjang pendidikan (SD, SMP, SMU/SMK, D3, S1, S2)
d. Sewaktu-waktu bila ada Peraturan Pemerintah tentang kenaikan
Upah Minimum Regional (UMR).
6. Kesejahteraan Karyawan dan Personalia PT. Delta Dunia
Textile.
Kesejahteraan perlu diperhatikan oleh perusahaan karena
commit to user
x
kinerja karyawan. Dengan meningkatkan kesejahteraan karyawan
diharapkan dapat meningkatkan produktifitas kerja juga.
Kesejahteraan karyawan dapat berupa gaji bulanan, bonus, dan
fasilitas – fasilitas pendukung lainnya.
Usaha-usaha yang dilakukan PT.Delta Dunia Textile untuk
meningkatkan kesejahteraan karyawan dan personalianya antara
lain :
a. Penggajian bulanan dan bonus
b. Upah lembur
c. Asuransi tenaga kerja
d. Cuti
e. Koperasi
f. Tempat ibadah
g. Kantin
Kebijaksanaan yang diberikan PT. Delta Dunia Textile apabila
karyawan tidak masuk kerja dengan cara sebagai berikut :
a. Apabila karyawan tidak masuk kerja sampai 6 hari berturut-turut
tanpa adanya keterangan yang jelas akan mendapatkan surat
peringatan pertama (SP 1)
b. Apabila pemberian SP 1 tidak dihiraukan sama sekali oleh yang
bersangkutan maka perusahaan akan memberikan surat
commit to user
xi
c. Surat peringatan ketiga (SP 3) diberikan oleh perusahaan
apabila tidak ada perubahan dari karyawan yang bersangkutan,
dengan itu karyawan tersebut dianggap mengundurkan diri dari
PT. Delta Dunia Textile
.
7. Daerah Pemasaran
Hasil produksi PT. Delta Dunia Textile sebagian besar diekspor ke
beberapa Negara,diantaranya : Turki, Singapura, Austria, Israel,
jepang, Thailand, Malaysia, Timor leste serta Argentina. Hasil
produksi PT.Delta Dunia Textile juga dipasarkan dalam pasar dalam
negeri, dengan pasar terbesar di wilayah Jawa Barat. Konsumen
pemakai produk hasil Produksi PT.Delta Dunia Textile adalah
Perusahaan Pertenunan Kain maupun Perusahaan Knitting (Rajut).
8. Jam kerja dan Hari kerja
Jam kerja yang diberlakukan pada PT. Delta Dunia Textile dibagi
menjadi 3 shift (waktu) yaitu :
Shift 1 : 06.00 – 14.00
Shift 2 : 14.00 – 22.00
Shift 3 : 22.00 – 06.00
Sedangkan jam kerja kantor yang berlaku yaitu :
Dayshift dan Staft kantor : 08.00 – 16.00
Hari sabtu hanya setengah hari yaitu pukul 08.00 – 13.00
commit to user
xii
B. Laporan Magang Kerja
Magang kerja adalah salah satu kegiatan perkuliahan yang
dilakukan mahasiswa di luar kampus secara kelompok atau individual
dengan terjun langsung dalam dunia kerja maupun masyarakat.
Kegiatan magang kerja dilakukan oleh mahasiswa untuk mengetahui
masalah – masalah yang terjadi pada perusahaan yang kemudian
mengumpulkan data – data terkait yang diperlukan untuk mendapatkan
penyesaian. Pembahasan masalah – masalah dan data – data terkait
diperlukan dalam menyusun Tugas Akhir.
Tujuan dilaksanakan magang kerja antara lain :
1. Memperoleh pengalaman dan pengetahuan dalam dunia kerja
secara nyata.
2. Mahasiswa dapat mengetahui, memahami permasalahan yang
dihasapi dalam dunia kerja nyata.
3. Mahasiswa dapat lebih menguasai dan mendalami materi
perkuliahan yang diperoleh pada dunia kerja nyata.
Waktu pelaksanaan magang kerja :
Tempat : PT. Delta Dunia Textile.
Lokasi : Tasikmadu, Karanganyar.
Waktu : 1 Februari 2011 – 2 Maret 2011
Pada pelaksaan magang kerja mahasiswa diwajibkan untuk
commit to user
xiii
Kegiatan yang dilaksanakan pada saat magang kerja yaitu :
Minggu I : Pengenalan proses produksi oleh pembimbing mulai
dari mesin yang digunakan, bahan baku dan alur
produksi dari bahan baku sampai produk jadi.
Minggu II : Pengamatan langsung di bagian blowing dan carding
serta wawancara dengan karyawan bagian blowing
dan kepala bagian quality control mengenai standar
kualitas bahan baku dan proses blowing dan carding.
Minggu III : Pengamatan pada bagian drawing, roving dan unilap
sampai proses spinning. Dan wawancara dengan
karyawan operator mesin – mesin. Penulis juga
melakukan praktik langsung dalam training bagi
karyawan baru yang dilakukan oleh kepala bagian
produksi.
Minggu IV :Pada minggu terakhir penulis fokus dalam
pengumpulan data waktu yang dibutuhkan dalam tiap
proses produksi untuk mengetahui total waktu yang
paling efektif dan efisien.
Melalui kegiatan magang kerja tersebut mahasiswa dapat
mengetahui kegiatan dalam proses produksi. Sebagai bahan
dalam penyusunan tugas akhir data yang diperoleh yaitu : data
commit to user
xiv
dibutuhkan pada tiap proses dan kemudian dilakukan analisis
menggunakan analisis network ( analisis jaringan kerja ).
C. Pembahasan Masalah
Analisis network merupakan metode yang sangat membantu dalam
proses perencanaan dan pengawasan produksi suatu perusahaan.
Menurut Handoko (2003:153) Analisis Network adalah suatu peralatan
manajerial yang dikembangkan untuk membantu manajer dalam
perencanaan, pengawasan, dan pengendalian proyek yang relatif
kompleks dan tidak rutin
Dalam perusahaan manajemen harus dapat menyusun suatu
perencanaan pekerjaan – pekerjaan yang diperlukan dalam proses
produksi yang dilaksanakan. Tanpa adanya perencanaan yang tepat,
proses produksi tidak akan berjalan sesuai yang diharapkan.
Perencanaan sangat membantu dalam proses penjadwalan dan
pengawasan. Jenis – jenis kegiatan yang harus dilaksanakan pada
proses produksi benang TR45 pada PT. Delta Dunia Textile khusunya
pembuatan benang yang dalam penulisan ini penulis mengambilan
sampel produksi yaitu 1500 Kg dengan waktu yang telah ditetapkan
commit to user
xv
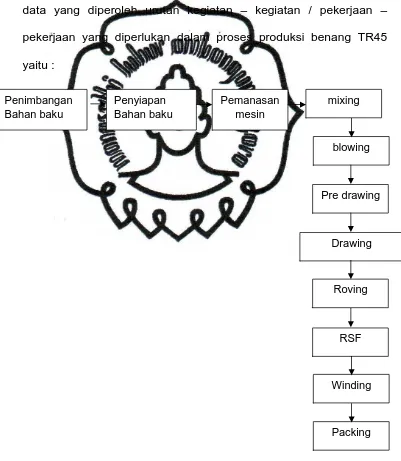
1. Inventaris kegiatan untuk mengetahui urutan kegiatan proses
produksi.
Dalam proses produksi benang TR45 terdapat beberapa
pekerjaan yang saling berkaitan, sehingga diperlukan pengetahuan
tentang kegiatan – kegiatan tersebut agar dapat menentukan
kegiatan secara keseluruhan dengan benar. Berdasarkan data –
data yang diperoleh urutan kegiatan – kegiatan / pekerjaan –
pekerjaan yang diperlukan dalam proses produksi benang TR45
yaitu :
Gambar 3.2
Proses produksi benang TR45 pada PT. Delta Dunia Textile
commit to user
xvi
Dalam proses produksi benang TR45 pada PT. Delta Dunia Textile
memerlukan kegaiatan – kegiatan yang meliputi :
a. Penimbangan bahan baku (kapas)
Bahan baku (kapas) yang akan digunakan dalam produksi
benang TR45 sebelum masuk dalam proses produksi, kapas
perlu ditimbang terlebih dahulu. Hal tersebut dilakukan untuk
menentukan jumlah perbandingan kapas Rayon dan PE yang
akan digunakan. Penimbangan bahan baku (kapas) Rayon dan
PE membutuhkan waktu ± 30 menit.
b. Persiapan bahan baku
Sebelum melakukan proses produksi perusahaan persiapan
bahan yang akan digunakan. Tahap mixing merupakan tahapan
untuk mempersiapkan bahan baku untuk produksi agar sesuai
dengan spesifikasi yang ditentukan sebelumnya dan sesuai juga
dengan standar kualitas yang diharapkan. Bahan yang akan
digunakan pada produksi TR45 yaitu komposisi antara Rayon
dan PE. Bahan baku yang digunakan merupakan bahan baku
yang dibeli dari pemasok luar negeri. Bahan baku kapas diimpor
dari perusahaan yang ada di Negara Benin, India, China dan
Amerika Selatan.
c. Pemanasan mesin
Pemanasan mesin dilakukan guna mempersiapkan kinerja mesin
dan menjaga agar mesin memiliki umur ekonomis yang lama.
commit to user
xvii
beristirahan. Dalam proses produksi benang, mesin mengalami
istirahat selama setahun sekali. Pada saat libur hari raya. Semua
mesin produksi yang digunakan mengalami istirahat total.
d. Mixing
Mixing merupakan tahapan untuk mempersiapkan bahan
baku untuk produksi agar sesuai dengan spesifikasi yang
ditentukan sebelumnya dan sesuai juga dengan standar kualitas
yang diharapkan.
Faktor –faktor yang menentukan kualitas dalam proses
mixing adalah :
1) Kerataan mixing
Berpengaruh pada warna saat pencabikan awal, akibatnya
belang pada hasil produksi.
2) Warna
Apabila antar mixer terjadi perbedaan dalam penentuan
komposisi bahan baku akan mengakibatkan belang pada
hasil produksi maupun pada saat pewarnaan benang.
3) Persentase reused
Hal ini mengakibatkan benang hasil produksi mudah putus
serta banyak benang yang tebal tipis.
e. Blowing
Blowing merupakan tahan pencabikan bahan baku agar lebih
commit to user
xviii
macam – macam komposisi kapas yang akan digunakan dalam
proses produksi dilakukan pada proses blowing.
f. Pre Drawing
Pre drawing merupakan proses perangkapan dalam sliver (agar
homogen), penarikan atau draff dan perenggangan agar sliver
menjadi rata.
g. Drawing
Drawing memiliki fungsi sebagai perangkapan sliver untuk
mendapatkan kerataan sliver, serta variasi gram atau grain per
meter sesuai dengan yang diharapkan.
h. Roving
Berfungsi untuk melakukan proses pengubahan sliver menjadi
benang besar atau kasar.
i. RSF (Ring Spinning Frame)
Berfungsi untuk mengubah benang dari proses roving menjadi
benang dalam bentuk cop atau tube.
j. Winding
Prinsipnya proses penggulungan benang dari bentuk cop
menjadi bentuk cones.
k. Packing
Prinsipnya melakukan pembungkusan sampai pengepakan
commit to user
xix
Faktor – faktor yang harus diperhatikan :
1) Pembungkusan kantong plastik
Hal ini dilakukan bertujuan untuk menghindari terjadinya
benang kotor maupun basah.
2) Penimbangan benang
Hal ini berfungsi untuk berat sesuai dengan ditentukan (batas
minimal – batas maksimal) per karung atau per ball benang
(isi cones, berat)
3) Penataan karung atau box over
Kesalahan dalam penataan karung atau box over dapat
mengakibatkan kerusakan paper cones maupun benang.
Untuk mempermudah dalam melakukan analisis data yang
telah diperoleh dapat dilihat dalam tabel sebagai berikut :
TABEL 3.1
JENIS KEGIATAN PROSES PRODUKSI BENANG TR45 PADA PT. DELTA DUNIA TEXTILE
No. Kegiatan Simbol Kegiatan
1 Penimbangan bahan baku A
2 Penyiapan Bahan baku B
3 Pemanasan mesin C
4 Mixing D
5 Blowing E
6 Pre Drawing F
commit to user
Sumber : data yang diolah
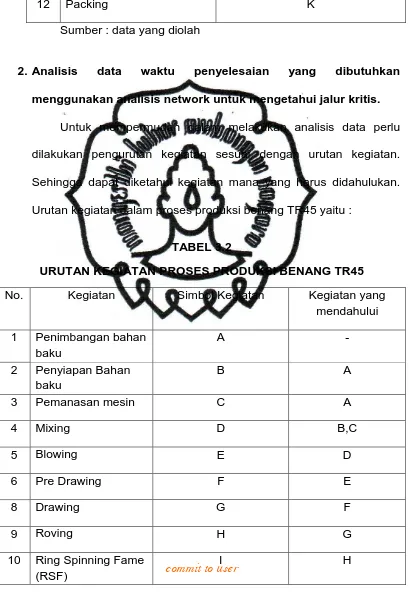
2. Analisis data waktu penyelesaian yang dibutuhkan
menggunakan analisis network untuk mengetahui jalur kritis.
Untuk mempermudah dalam melakukan analisis data perlu
dilakukan pengurutan kegiatan sesuai dengan urutan kegiatan.
Sehingga dapat diketahui kegiatan mana yang harus didahulukan.
Urutan kegiatan dalam proses produksi benang TR45 yaitu :
TABEL 3.2
URUTAN KEGIATAN PROSES PRODUKSI BENANG TR45
No. Kegiatan Simbol Kegiatan Kegiatan yang mendahului
1 Penimbangan bahan baku
A -
2 Penyiapan Bahan baku
10 Ring Spinning Fame (RSF)
commit to user
xxi
11 Winding J I
Packing K J
Sumber : data yang diolah
Setelah diketahui urutan kegiatan yang akan dilakukan dapat
dilakukan analisis network dengan dua metode yang digunakan,
yaitu metode PERT dan CPM. Dalam metode PERT maupun CPM
memerlukan perkiraan waktu yang tepat. Untuk menentukan
perkiraan waktu yang diperlukan untuk masing – masing kegiatan
tidaklah mudah. Waktu produksi sewaktu – waktu dapat berubah –
ubah. Sehingga dalam menentukan waktu proses menggunakan
metode PERT. Dalam analisis network menggunakan metode PERT
terdapat 3 estimasi waktu yang digunakan, yaitu waktu optimal (a),
waktu pesimis (b), dan waktu realistis (m).
Untuk menghitung perkiraan waktu penyelesaian aktifitas (ET)
dalam tabel diatas menggunakan rumus :
ET = &
Dimana ET = Waktu kegiatan yang diharapkan
a = Waktu optimistic
m = waktu realistic
b = waktu pesimistik
TABEL 3.3
commit to user
xxii
(dalam satuan menit/mesin)
No. Simbol Kegiatan
Waktu optimis Waktu realistis Waktu pesimis
1 A 20 30 40
2 B 15 20 30
3 C 20 30 45
4 D 45 47 50
5 E 40 43.2 45
7 F 45 48 50
8 G 30 40 45
9 H 50 52.8 54
10 I 40 42 45
11 J 62 67.2 69
12 K 45 48 50
Sumber : data yang diolah
Perhitungan waktu yang diharapkan (ET) pada masing – masing
kegiatan adalah sebagai berikut :
a. ET = Ɵ. . . = 30
b. ET = Ɵ. . = 20.8
c. ET = Ɵ. . = 30.8
commit to user
xxiii
e. ET = . .Ɵ = 42.9
f. ET = . = 47.8
g. ET = . . = 39.1
h. ET = . Ɵ. = 52.5
i. ET = . Ɵ = 42.2
j. ET = Ɵ .Ɵ = 66.6
k. ET = . = 47.8
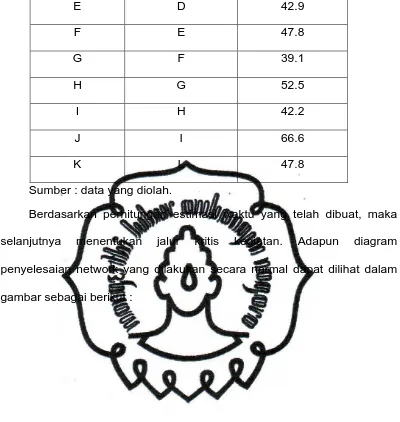
Dari perhitungan perkiraan waktu di atas dapat dilihat dalam bentuk
tabel sebagai berikut :
TABEL 3.4
WAKTU PENYELESAIAN YANG DIHARAPKAN
PROSES PRODUKSI BENANG TR45
(dalam satuan jam/mesin)
Simbol Kegiatan
Kegiatan yang mendahului
Waktu yang diharapkan (ET)
A - 30
B A 20.8
C A 30.8
commit to user
xxiv
E D 42.9
F E 47.8
G F 39.1
H G 52.5
I H 42.2
J I 66.6
K L 47.8
Sumber : data yang diolah.
Berdasarkan perhitungan estimasi waktu yang telah dibuat, maka
selanjutnya menentukan jalur kritis kegiatan. Adapun diagram
penyelesaian network yang dilakukan secara normal dapat dilihat dalam
gambar sebagai berikut :
A
B
D E F G 39.1
commit to user
xxv
Gambar 3.3
Diagram Network
Pada diagram network diatas terdapat dua jalur network produksi
yaitu :
a. A – B – D – E – F – G – H – I – J – K dengan lama waktu
30+20.8+47.2+42.9+47.8+39.1+52.5+42.2+66.6+47.8 = 436.9
b. A – C – D – E – F – G – H – I – J – K dengan lama waktu
30+30.8+47.2+42.9+47.8+39.1+52.5+42.2+66.6+47.8 = 446.9
Berdasarkan analisis data menggunakan metode PERT dan diagram
diatas dapat ditemukan jalur kritis. Jalur kritis yaitu jalur terpanjang pada
network dan waktunya merupakan waktu penyelesaian minimum yang
commit to user
xxvi
diharapkan untuk masing – masing kegiatan. Selain menggunakan
metode PERT jalur kritis juga dapat diidentifikasi melalui peristiwa –
peristiwa yang dihubungkan oleh kegiatan – kegiatan dengan waktu
longgar nol (slack) atau dengan metode CPM. Apabila pada suatu
kegiatan memiliki waktu longgar (slack) lebih dari nol maka kegiatan
tersebut tidak termasuk dalam jalur kritis.
Metode CPM dapat dilakukan menggunakan aturan sebagai
berikut:
ES ( Earliest Start ) = waktu mulai kegiatan paling cepat
LS ( Latest Start ) = waktu mulai kegiatan yang paling
lambat
EF ( Earliest Finish ) = waktu penyelesaian kegiata yang
paling cepat
LF ( Latest Finish ) = waktu penyelesaian kegiatan paling
lambat
S ( Slack ) = waktu mundur kegiatan.
Untuk menghitung ES dan LS dengan rumus sebagai berikut :
commit to user
xxvii LF = LS – t
S = LS – ES atau S = LF – EF
Adapun perhitungan waktu ES dan EF adalah sebagai berikut:
1) Kegiatan A estimasi waktunya = 30; maka ES = 0 dan
EF = 0 + 30 = 30;
2) Kegiatan B estimasi waktunya = 20; maka ES = 30 dan
EF = 20 + 30 = 50;
3) Kegiatan C estimasi waktunya = 30; maka ES = 30 dan
EF = 30 + 30 = 60;
4) Kegiatan D estimasi waktunya = 47; maka ES =60 dan
EF = 47 + 60 = 107;
5) Kegiatan E estimasi waktunya = 43.2; maka ES = 107 dan
EF = 43.2 + 107 = 150.2;
6) Kegiatan F estimasi waktunya = 48 maka ES = 150.2 dan
EF = 48 + 150.2 =198.2;
7) Kegiatan G estimasi waktunya = 40; maka ES = 198.2 dan
EF = 40 + 198.2 =238.2;
8) Kegiatan H estimasi waktunya = 52.8; maka ES = 238.2 dan
EF = 52.8 + 238.2 =291;
9) Kegiatan I estimasi waktunya = 42; maka ES = 291 dan
EF = 42 + 291 =333;
10) Kegiatan J estimasi waktunya = 67.2; maka ES = 333 dan
commit to user
xxviii
11) Kegiatan K estimasi waktunya = 48; maka ES = 400.2 dan
EF = 48 + 400.2 =448.2
Sedangkan untuk perhitungan LS dan LF adalah sebagai berikut :
1) Kegiatan A estimasi waktunya = 30; maka LF = 30 dan
LS = 30 - 30 = 0;
2) Kegiatan B estimasi waktunya = 20; maka LF = 60 dan
LS = 60 – 20 = 40;
3) Kegiatan C estimasi waktunya = 30; maka LF = 60 dan
LS = 60 – 30 =30;
4) Kegiatan D estimasi waktunya = 47; maka LF = 107 dan
LS = 107 – 47 = 60;
5) Kegiatan E estimasi waktunya = 43.2; maka LF = 150.2 dan
LS = 150.2 – 43.2 = 107;
6) Kegiatan F estimasi waktunya = 48; maka LF = 198.2 dan
LS = 198.2 – 82 = 150.2;
7) Kegiatan G estimasi waktunya = 40; maka LF = 238.2 dan
LS = 238.2 – 52.8 = 198.2;
8) Kegiatan H estimasi waktunya = 52.8; maka LF = 291 dan
LS = 291 – 42= 238.2;
9) Kegiatan I estimasi waktunya = 42; maka LF = 333 dan
LS = 333 – 67.2 = 291;
10) Kegiatan J estimasi waktunya = 67.2; maka LF = 400.2 dan
commit to user
xxix
11) Kegiatan K estimasi waktunya = 48; maka LF = 448.2 dan
LS = 448.2 – 48 =400.2.
TABEL 3.5
IDENTIFIKASI KEGIATAN KRITIS / BUKAN KRITIS
Node Kegiatan Waktu ES EF LS LF
SLACK
(LS – ES)
Pada
Jalur
1-2 A 30 0 30 0 30 0 Kritis
2-3 B 20 30 50 20 40 10 Tidak
2-4 C 30 30 60 30 60 0 Kritis
4-5 D 47 60 107 60 107 0 Kritis
5-6 E 43.2 107 150.2 107 150.2 0 Kritis
6-7 F 48 150.2 198.2 150.2 198.2 0 Kritis
7-8 G 40 198.2 238.2 198.2 238.2 0 Kritis
8-9 H 52.8 238.2 291 238.2 291 0 Kritis
9-10 I 42 291 333 291 333 0 Kritis
10-11 J 67.2 333 400.2 333 400.2 0 Kritis
11-12 K 48 400.2 448.2 400.2 448.2 0 Kritis
Sumber : data yang diolah
Dari analisis data dengan metode CPM, maka dapat diketahui
jalur kritisnya yaitu :