commit to user
i
PADA BAGIAN
WINDING
PT. DELTA DUNIA TEXTILE
KARANGANYAR
TUGAS AKHIR
Diajukan untuk Memenuhi Syarat-syarat Mencapai Sebutan Ahli Madya manajemen Industri
Disusun Oleh :
ARIFIN EKO NUGROHO F3508060
PROGRAM STUDI DIPLOMA 3 MANAJEMEN INDUSTRI
FAKULTAS EKONOMI UNIVERSITAS SEBELAS MARET
commit to user
ii
ANALISIS PENGENDALIAN KUALITAS BENANG POLYESTER 100% PADA BAGIAN WiINDING PT. DELTA DUNIA TEXTILE KARANGANYAR
ARIFIN EKO NUGROHO F3508060
. Tugas Akhir, Program Studi Manajemen Industri,Fakultas Ekonomi ,Universitas Sebelas Maret Surakarta.
Semakin ketatnya persaingan dan tuntutan akan kualitas barang oleh konsumen membuat perusahaan manufaktur senantiasa berusaha meningkatkan kualitas produk yang dihasilkan. Kualitas merupakan faktor yang penting untuk menghadapi persaingan global. Pengendalian kualitas sangat diperlukan dalam memproduksi suatu barang untuk menjaga kestabilan mutu atau kualitas produk yang dihasilkan. PT. Delta Dunia Textile Karanganyar sangat memperhatikan kualitas produksinya, terbukti setiap tahap dalam proses produksinya selalu dilakukan pemeriksaan dan pengawasan.
Permasalahan yang diangkat dalam tugas akhir ini adalah sebagai berikut. (1) Bagaimana penerapan pengendalian kualitas dengan metode P-Chart produk benang Polyester 100 % pada bagian Winding ? (2) Faktor apa saja yang menjadi penyebab kerusakan benang Polyester 100% pada PT. Delta Dunia Textile?
Adapun tujuan penulisan tugas akhir ini adalah (1) Untuk mengetahui bagaimana penerapan pengendalian kualitas dengan metode P-Chart produk benang Polyester 100% pada bagian Winding. (2) Untuk mengetahui penyebab kerusakan benang Polyester 100% pada PT. Delta Dunia Textile.
Metode pengumpulan data yang digunakan dalan penyusunan tugas ini adalah dengan metode observasi,metode wawancara dan metode study pustaka. Metode analisis data yang digunakan adalah metode diagram kontrol P sehingga dapat untuk mengendalikan produk cacat yang dihasilkan dalam suatu proses produksi.
commit to user
commit to user
commit to user
v
KATA PENGANTAR
Puji syukur Alhamdulillah senantiasa kita panjatkan kehadirat Allah SW T yang telah melimpahkan rahmat,hidayah,serta karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan Laporan Tugas Akhir yang berjudul “ANALISIS PENGENDALIAN KUALITAS BENANG POLYESTER 100% PADA BAGIAN
WINDING PT. DELTA DUNIA TEXTILE KARANGANYAR “
Tugas akhir ini disusun untuk memenuhi Syarat-syarat Mencapai Gelar Ahli Madya pada Program Diploma 3 Program Studi Manajemen Industri Fakultas Ekonomi Universitas Sebelas Maret.
Sebagai seorang individu tentunya tidak bisa lepas dari kodrat manusia sebagai makhluk sosial,sudah tentu dalam penyusunan tugas akhir penulis memerlukan bantuan dari beberapa pihak. Oleh karena itu penulis ingin mengucapkan terima kasih kepada :
1. Prof. Dr.Bambang Sutopo ,M.Com.,Ak selaku Dekan Fakultas Ekonomi Universitas Sebelas Maret Surakarta.
2. Sinto Sunaryo ,SE,Msi selaku Ketua program studi Manajemen Industri Universitas Sebelas Maret Surakarta.
3. Dra.Soemarjati Tj.MM selaku Dosen Pembimbing
4. Bp.Ihsan selaku manajer personalia PT. Delta Dunia Textile
commit to user
vi
ini. Oleh karena itu,saran serta nasihat senantiasa penulis harapkan dari pembaca. Penulis berharap tugas akhir ini bermanfaat bagi semua pihak.
Surakarta, 19 Juni 2011
commit to user
vii
Halaman
HALAMAN JUDUL ... i
ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN MOTTO DAN PERSEMBAHAN ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xi
BAB I PENDAHULUAN A. Latar Belakang ... 1
B. Rumusan Masalah... 4
C. Tujuan Penelitian... 4
D. Manfaat Penelitian... 5
E. Metode Penelitian ... 5
F. Kerangka Pemikiran ... 12
BAB II TINJAUAN PUSTAKA A. Pengertian Pengendalian Kualitas... 15
B. Tujuan Pengendalian Kualitas ... 17
C. Langkah-langkah Pengendalian Kualitas ... 18
D. Pengaruh Kualitas ... 18
E. Dimensi Kualitas ... 20
F. Faktor-faktor Pengendalian Kualitas ... 21
G. Metode Pengendalian Kualitas ... 24
commit to user
viii
B. Visi dan Misi Perusahaan ... 32
C. Lokasi perusahaan ... 32
D. Struktur Organisasi Perusahaan ... 33
E. Pengembangan Karyawan dan Aspek Penggajian ... 41
F. Laporan Magang Kerja ... 45
G. Alur Proses Produksi... 49
H. Pembahasan ... 60
BAB IV PENUTUP A. Kesimpulan ... 71
B. Saran ... 72
commit to user
ix
DAFTAR TABEL
Halaman Tabel 3.1. Data Jumlah Produksi dan Produk Cacat Benang Polyester 100%
Periode Januari 2010 –Desember 2010 PT.Delta Dunia Textil …...61 Tabel 3.2. Data Proporsi Produk Cacat Benang Polyester 100% PT. Delta
commit to user
x
DAFTAR GAMBAR
Halaman
Gambar 1.1. Diagram Sebab Akibat ... 11
Gambar 1.2. Kerangka Pemikiran ... 12
Gambar 3.1. Struktur Organisasi PT.Delta Dunia Textile ... 35
Gambar 3.2. Proses Produksi PT.Delta Dunia Textile ... 49
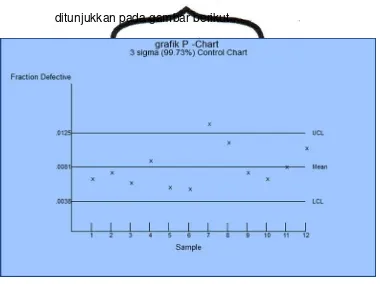
Gambar 3.3. Grafik P-Chart Pengendalian Kualitas Benang Polyester 100% ... 67
commit to user
xi
LAMPIRAN
Lampiran 1. Surat Pernyataan Keaslian Tugas Akhir
Lampiran 2. Tabel Proporsi kerusakan benang Polyester 100% Lampiran 3. Blangko Nilai Magang Dari Perusahaan
commit to user
ii
ANALISIS PENGENDALIAN KUALITAS BENANG POLYESTER 100% PADA BAGIAN WiINDING PT. DELTA DUNIA TEXTILE KARANGANYAR
ARIFIN EKO NUGROHO F3508060
Tugas Akhir, Program Studi Manajemen Industri,Fakultas Ekonomi ,Universitas Sebelas Maret Surakarta.
Semakin ketatnya persaingan dan tuntutan akan kualitas barang oleh konsumen membuat perusahaan manufaktur senantiasa berusaha meningkatkan kualitas produk yang dihasilkan. Kualitas merupakan faktor yang penting untuk menghadapi persaingan global. Pengendalian kualitas sangat diperlukan dalam memproduksi suatu barang untuk menjaga kestabilan mutu atau kualitas produk yang dihasilkan. PT. Delta Dunia Textile Karanganyar sangat memperhatikan kualitas produksinya, terbukti setiap tahap dalam proses produksinya selalu dilakukan pemeriksaan dan pengawasan.
Permasalahan yang diangkat dalam tugas akhir ini adalah sebagai berikut. (1) Bagaimana penerapan pengendalian kualitas dengan metode P-Chart produk benang Polyester 100 % pada bagian Winding ? (2) Faktor apa saja yang menjadi penyebab kerusakan benang Polyester 100% pada PT. Delta Dunia Textile?
Adapun tujuan penulisan tugas akhir ini adalah (1) Untuk mengetahui bagaimana penerapan pengendalian kualitas dengan metode P-Chart produk benang Polyester 100% pada bagian Winding. (2) Untuk mengetahui penyebab kerusakan benang Polyester 100% pada PT. Delta Dunia Textile.
Metode pengumpulan data yang digunakan dalan penyusunan tugas ini adalah dengan metode observasi,metode wawancara dan metode study pustaka. Metode analisis data yang digunakan adalah metode diagram kontrol P sehingga dapat untuk mengendalikan produk cacat yang dihasilkan dalam suatu proses produksi.
Berdasarkan hasil analisis dengan metode diagram kontrol P (P-Chart) diperoleh hasil bahwa tidak semua produksi benang polyester 100% selama periode Januari 2010 sampai Desember 2010 PT. Delta Dunia Textile sesuai dengan standar kualitas yang diharapkan. Dari hasil analisis diketahui bahwa pada bulan Juli 2010 dengan jumlah produk cacat sebesar 0,0136 . Saran yang penulis sampaikan adalah PT. Delta Dunia Textile masih perlu melakukan pengawasan kualitas terutama di sektor bahan baku. Perlu adanya pelatihan yang berkesinambungan untuk karyawan dan meningkatkan maintenance mesin-mesin produksi yang digunakan. Hasil penelitian ini diharapkan akan dapat memberi masukan bagi perusahaan sebagai bahan pertimbangan dalam pengambilan keputusan khususnya yang berkaitan dengan upaya perusahaan untuk meningkatkan kualitas produk yang dihasilkan.
commit to user
1
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Pada masa sekarang ini keadaan ekonomi yang tumbuh pesat
membuat permintaan terhadap barang maupun jasa meningkat dengan signifikan sehingga banyak perusahaan manufaktur harus menyediakan barang dan jasa yang diinginkan konsumen dengan peningkatan yang signifikan pula. Hal ini juga membuat berkembang dengan pesatnya perusahaan-perusahaan manufaktur yang lain sehingga menciptakan persaingan dalam dunia usaha yang semakin kompleks.
Persaingan akan membuat perusahaan untuk meningkatkan pencapaian perencanaan dengan tingkat keberhasilan lebih efektif dan efisien. Persaingan baik di pasar domestik maupun di pasar internasional akan membuat perusahaan mengambil keputusan yang benar dalam segala hal.
commit to user
2
dilakukan pengawasan atau pemeriksaan terlebih dahulu untuk mengetahui apakah produk yang ingin dipasarkan sesuai dengan standar kualitas yang telah ditentukan oleh perusahaan.
Untuk mencapai target dan jaminan kualitas maka pengendalian kualitas sangat diperlukan dalam memproduksi suatu barang untuk menjaga kestabilan mutu, karena kualitas barang hasil produksi merupakan cermin kesuksesan setiap perusahaan manufaktur menurut pandangan masyarakat. Apabila kualitas dari produk yang dihasilkan buruk, dengan sendirinya konsumen akan langsung tahu bahwa perusahaan yang menghasilkan produk tersebut tidak baik pula. Tetapi jika kualitas barang yang dihasilkan baik, maka konsumen akan memberikan penilaian baik juga terhadap perusahaan tersebut.
Pengertian kualitas menurut Assauri (2008 : 253) kualitas adalah faktor-faktor yang terdapat dalam suatu barang atau hasil yang menyebabkan barang atau hasil tersebut sesuai dengan tujuan untuk apa barang atau hasil itu dimaksudkan atau dibutuhkan. Masalah jaminan kualitas produk menjadi hal yang sangat penting,yaitu sebagai senjata utama perusahaan untuk mencapai tujuan utama perusahaan,karena dengan kualitas produk yang baik akan meningkatkan kepuasan dan loyalitas konsumen. Dengan sendirinya akan berpengaruh terhadap keuntungan perusahaan itu sendiri.
commit to user
3
berbagai jenis benang. Permintaan pasar terhadap produksi benang sangatlah tinggi, sehingga PT.Delta Dunia Textile selalu berusaha agar produksinya dapat meningkat dengan kualitas yang sebagaimana diharapkan perusahaan pula. Salah satu jenis benang yang diproduksi oleh PT. Delta Dunia Textile adalah benang Polyester 100%.
Benang Polyester merupakan benang yang terbuat dari serat sintetis,bukan kapas alami. Setiap perusahaan manufaktur pasti memiliki departemen quality control, begitu juga PT.Delta Dunia Textile. Pengendalian kualitas dilakukan untuk mendapatkan hasil produk yang baik dan sesuai standar kualitas yang telah ditetapkan. Pemeriksaan kualitas yang dilakukan juga bertujuan untuk mengetahui apakah produk yang dihasilkan tersebut memiliki cacat atau tidak. Semua diperiksa sesuai dengan standar kualitas yang telah ditentukan. Bagi PT.Delta Dunia Textile hasil produksi dan kepuasan pelanggan menjadi faktor yang sangat penting untuk mencapai keberhasilan dalam merebut persaingan atau pangsa pasar.
commit to user
4
Berdasarkan latar belakang yang diuraikan diatas maka penulis mengambil judul ”ANALISIS PENGENDALIAN KUALITAS BENANG POLYESTER 100% BAGIAN WINDING PT.DELTA DUNIA TEXTILE
KARANGANYAR ”.
B. Rumusan Masalah
Berdasarkan latar belakang masalah yang telah diuraikan diatas, maka dapat diambil rumusan masalah sebagai berikut :
1. Bagaimana penerapan pengendalian kualitas dengan metode P-Chart produk benang Polyester 100 % pada bagian Winding ? 2. Faktor apa saja yang menjadi penyebab kerusakan benang
Polyester 100% pada PT. Delta Dunia Textile?
C. Tujuan Penelitian
Penelitian ini dilaksanakan dengan tujuan agar penelitian yang telah dilakukan hasilnya dapat memberikan manfaat yang sesuai dengan apa yang dikehendaki.
Adapun tujuan penelitian ini adalah :
1. Untuk mengetahui penerapan pengendalian kualitas dengan metode P-Chart produk benang Polyester 100% pada bagian
Winding.
commit to user
5
D. Manfaat Penelitian
1. Bagi perusahaan
Sebagai masukan bagi pihak perusahaan dalam mengevaluasi dan melaksanakan pengawasan proses produksi agar dicapai produk yang berkualitas sesuai standar kualitas yang telah ditetapkan perusahaan.
2. Bagi Penulis
Untuk mengetahui keadaan yang sebenarnya sehingga dapat membandingkan teori yang diperoleh diperkuliahan dengan penerapan dilapangan dan menambah pengetahuan tentang teknik pengendalian kualitas.
3. Bagi pihak lain
Diharapkan penelitian ini dapat menjadi dasar penelitian selanjutnya dan sebagai bahan referensi terutama bagi bidang studi manajemen industri.
E. Metode Penelitian
1. Desain Penelitian
commit to user
6
menggunakan metode kuantitatif, yaitu dengan menggunakan diagram pengendali P –Chart . Analisis diagram pengendali
P-Chart merupakan bagian dari teknik pengendalian kualitas secara statistik yaitu dengan mengambil sampel dari data yang ada pada perusahaan kemudian menganalisis pengendalian kualitas pada produk akhir benang dibagian winding yang diterapkan oleh PT. Delta Dunia Textile.
2. Objek Penelitian
Untuk mengetahui data yang dapat dipertanggungjawabkan kebenarannya, maka dibutuhkan obyek penelitian. Dalam hal ini obyek penelitian dilaksanakan di PT. Delta Dunia Textile, Geneng, Kaling, Tasik Madu, Karanganyar.
3. Sumber Data a. Data Primer
Data primer yaitu data yang diperoleh dengan survei lapangan yang menggunakan semua metode pengumpulan data original ( Kuncoro, 2003:127).
commit to user
7 b. Data sekunder
Data sekunder yaitu data yang telah dikumpulkan oleh lembaga pengumpul data dan dipublikasikan kepada masyarakat pengguna data ( Kuncoro, 2003:127).
Data sekunder dalam penelitian ini berupa : 1) Data Deskriptif
Data Deskriptif akan digunakan untuk memberikan gambaran umum perusahaan dalam penelitian. Data diskriptif yang digunakan antara lain :
a) Data sejarah PT. Delta Dunia Textile
b) Data struktur organisasi PT. Delta Dunia Textile c) Proses produksi benang PT. Delta Dunia Textile 2) Data Kuantitatif
a) Data jumlah produksi benang Poliester 100% untuk beberapa bulan terakhir pada PT.Delta Dunia Textile. b) Data jumlah produk cacat (majun) benang Polyester
100% untuk setiap periode produksi pada PT. Delta Dunia Textile.
4. Teknik Pengumpulan Data a. Metode Observasi
commit to user
8
mesin yang digunakan,kegiatan produksi yang dilakukan PT. Delta Dunia Textile serta bentuk kerusakan produk akhir. b. Metode Wawancara
Cara pengumpulan data dengan metode tanya jawab langsung dengan karyawan, pengawas, kabag produksi, staf bagian quality control serta staf personalia PT.Delta Dunia Textile. Mulai masalah umum yang dihadapi perusahaan sampai dengan masalah produksi serta produk cacat nya. c. Study pustaka
Yaitu metode pengumpulan data dengan mengumpulkan data-data yang bersumber dari referensi buku-buku panduan dan literatur-literatur lainnya yang ada hubungannya dengan penelitian.
5. Metode Pembahasan
a. Teknik penulisan yang dipakai dalam penulisan tugas akhir ini adalah metode P-Chart, metode tersebut digunakan untuk mengetahui tingkat kerusakan produk benang Polyester 100% pada proses Winding dengan langkah–langkah sebagai berikut:
Menurut Ariani,D.Wahyu (2004:2) : 1) Menentukan Proporsi Kerusakan
commit to user
9 Dimana :
P = rata-rata kerusakan ΣXi = jumlah total produk rusak Σn = jumlah sample
2) Menentukan standar deviasi / penyimpangan
ƏP
=
Dimana:
ƏP = standar deviasi
P = rata-rata kerusakan n = besar ukuran sample 3) Menentukan batas pengendalian
a) Upper Control Limit (UCL)
Merupakan pengendalian dari variasi tingkat kerusakan yang terjadi pada pemeriksaan sample untuk mengetahui batas pengendalian atas ( UCL) dengan rumus :
UCL = P + 3
Dimana :
commit to user
10
b) Lower Control limit ( LCL)
Merupakan pengendalian variasi tingkat kerusakan pada sample untuk mengetahui batas pengendalian bawah (LCL) dengan rumus :
LCL = P – 3
Dimana :
LCL = batas kendali atas P = standar deviasi n = besar ukuran sample 4) Membuat grafik P – Chart
Grafik P- Chart dibuat untuk mengetahui tingkat pengendalian kualitas yang dibuat perusahaan dalam mengidentifikasi penyimpangan yang terjadi.
b. Menggunakan Diagram Sebab Akibat
Menurut Zulian Yamit (2004:47) Diagram ishikawa
juga dikenal dengan nama diagram sebab akibat (fishbone).
commit to user
11
Penggunaan diagram ini untuk mengetahui jenis dan tingkat kerusakan produk benang Polyester 100% di PT. Delta Dunia Textile.
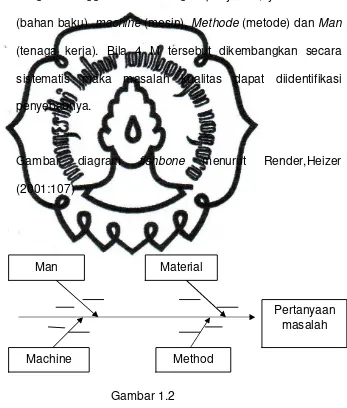
Cara untuk membuat diagram sebab akibat dimulai dengan menggunakan 4 kategori penyebab, yaitu material (bahan baku), machine (mesin), Methode (metode) dan Man
(tenaga kerja). Bila 4 M tersebut dikembangkan secara sistematis maka masalah kualitas dapat diidentifikasi penyebabnya.
Gambar diagram fishbone menurut Render,Heizer (2001:107)
Gambar 1.2 Diagram Sebab Akibat
Man Material
Machine Method
commit to user
12
F. Kerangka Pemikiran
Untuk memudahkan analisa data diperlukan adanya kerangka pemikiran untuk mengananlisa pengendalian kualitas benang polyester 100% pada bagian winding PT.Delta Dunia Textile.
Gambar 1.1 Kerangka pemikiran
Standart Kualitas
Proses Penentuan Kualitas Proses Produksi
Produk baik
Analisis pengendalian kualitas: 1. Diagram P-Chart
2. Diagram Sebab Akibat Produk rusak
Hasil Analisis
commit to user
13
Telah diuraikan sebelumnya bahwa dalam metode pengendalian terdapat metode Diagram P- Chart. Pada penulisan Tugas Akhir ini dilakukan analisis menggunakan metode statistik dengan menggunakan Diagram P- Chart. Beberapa pertimbangan penggunaan metode statistik karena metode pendapat dianggap kurang bijaksana dan justru mempunyai banyak kelemahan. Hal ini terutama disebabkan karena penggunaan metode pendapat (judgment) bersifat pribadi dan sulit dimengerti pihak lain sehingga masih kurang dipercaya hasilnya.
Penggunaan metode diagram P-Chart untuk menganalisa jumlah kerusakan benang Polyester 100% sangat cocok karena dapat diketahui apakah jumlah kerusakan benang masih dalam rentan kendali atau tidak. metode ini sederhana, merupakan cara yang mudah dipelajari, membutuhkan waktu yang singkat serta hasil yang diperoleh dapat dijadikan acuan untuk menentukan batas kendali produk rusak untuk benang Polyester 100% pada bagian Winding. Dari hasil analisis
tersebut dapat dijadikan acuan perusahaan untuk menentukan kebijakan guna meningkatkan kualitas produk PT. Delta Dunia Textile.
commit to user
14
commit to user
15
BAB II
TINJAUAN PUSTAKA
A. Pengertian Pengendalian Kualitas
Pengendalian kualitas merupakan salah satu teknik yang perlu dilakukan dalam proses produksi untuk menghasilkan produk berupa barang atau jasa yang sesuai dengan standar yang diinginkan serta memperbaiki kualitas produk yang belum sesuai dengan standar yang telah ditetapkan dan mempertahankan kualitas produk yang telah sesuai dengan standar yang telah ditetapkan.
Sebelum membahas pengertian pengendalian kualitas, terlebih dahulu dikemukakan pengertian pengendalian dan pengertian kualitas menurut beberapa ahli.
1. Pengertian Pengendalian
Menurut Stephen P.Robbins(2008:6) definisi pengendalian adalah :
“control can be defined as the process of monitoring activities to
ensure they are being accomplished as planned and correcting any
significant deviations”
Artinya :
commit to user
16
diselesaikan sesuai dengan yang telah direncanakan dan memperbaiki perbedaan yang signifikan.
Berdasarkan pengertian di atas, maka dapat diambil kesimpulan bahwa pengendalian adalah kegiatan yang dilakukan untuk memantau aktivitas dan memastikan kinerja yang dilakukan telah sesuai dengan yang direncanakan.
2. Pengertian Kualitas
Kualitas sangat berperan dalam kelangsungan hidup suatu perusahaan apalagi perusahaan tersebut berorientasi pada mutu atau kualitas produk yang dihasilkan.
Menurut Assaauri (2008:291) Kualitas adalah faktor-faktor yang terdapat dalam suatu barang atau hasil yang menyebabkan barang atau hasil tersebut sesuai dengan tujuan untuk apa barang atau hasil itu dimaksudkan atau dibutuhkan.
Berdasarkan pengertian di atas maka dapat disimpulkan bahwa yang dimaksud kualitas adalah keseluruhan karakteristik produk yang tercermin dalam aspek pemasaran,proses produksi dan pemeliharaan sehingga produk tersebut mampu memberikan kepuasan pada konsumen.
3. Pengertian Pengendalian Kualitas
commit to user
17
Assauri (2004:210) adalah pengawasan mutu merupakan usaha untuk mempertahankan mutu atau kualitas dari barang yang dihasilkan,agar sesuai dengan spesifikasi produk yang telah ditetapkan berdasarkan kebijaksanaan pimpinan perusahaan.
Berdasarkan pengertian menurut Assauri (2004:204) maka dapat ditarik kesimpulan bahwa pengendalian kualitas adalah suatu teknik dan aktivitas untuk mencapai, mempertahankan dan meningkatkan kualitas suatu produk dan jasa agar sesuai dengan standar yang telah ditetapkan dan dapat memenuhi kepuasan konsumen.
B. Tujuan Pengendalian Kualitas
Menurut Assauri (2004:210) tujuan dilakukan pengendalian kualitas meliputi:
1. Agar barang hasil produksi dapat mencapai standart kualitas yang telah ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. Mengusahakan biaya desain dari produk dan proses dengan menggunakan mutu produksi tertentu dapat menjadi sekecil mungkin.
commit to user
18
Jadi tujuan utama pengendalian kualitas adalah untuk mendapatkan jaminan bahwa kualitas produk atau jasa yang dihasilkan sesuai dengan standar kualitas dengan standar yang sudah ditetapkan dengan biaya yang ekonomis atau serendah mungkin.
C. Langkah – langkah pengendalian Kualitas
Untuk melaksanakan pengendalian kualitas, terlebih dahulu kita perlu memahami beberapa langkah dalam melaksanakan pengendalian kualitas.
Menurut Roger G. Scroeder (2000:135) untuk mengimplentasikan perencanaan,pengendalian dan pengembangan kualitas melalui siklus kualitas diperlukan langkah-langkah sebagai berikut :
1. Menentukan karakteristik kualitas.
2. Memutuskan bagaimana cara mengukur setiap karakteristik. 3. Menetapkan standar kualitas.
4. Menentukan tes yang tepat untuk tiap-tiap standar.
5. Mencari dan memperbaiki kasus produk berkualitas rendah. 6. Terus menerus membuat perbaikan.
D. Pengaruh Kualitas
commit to user
19
1. Reputasi perusahaan. Suatu organisasi menyadari bahwa reputasi akan mengikuti kualitas, apakah itu baik atau buruk. Kualitas akan muncul sebagai persepsi tentang produk baru perusahaan, kebiasaan karyawan, dan hubungan pemasok. Promosi diri tidak akan dapat menggantikan produk yang berkualitas.
2. Keandalan produk. Pengadilan terus menerus berusaha menangkap organisasi yang memiliki desain, memproduksi, atau mengedarkan produk atau jasa yang penggunaannya mengakibatkan kerusakan atau kecelakaan. Peraturan seperti
Customer Product Safety membuat suatu standar produk untuk dapat memenuhi standar tersebut.
3. Keterlibatan global. Di masa teknologi seperti sekarang,
commit to user
20
E. Dimensi Kualitas
Menurut David Garvin dalam Zulian Yamit (2004:10) dimensi kualitas untuk perusahaan manufaktur ada 8 macam,dimensi tersebut meliputi:
1. Performance (kinerja)
Yaitu kesesuaian produk dengan fungsi utama produk itu sendiri atau karakteristik pokok dari produk inti.
2. Features (keistimewaan)
Yaitu ciri khas produk yang membedakan dari produk lain yang merupakan karakteristik pelengkap dan mampu menimbulkan kesan yang baik bagi pelanggan.
3. Reliability (kehandalan)
Yaitu kepercayaan pelanggan terhadap produk karena kehandalannya atau kemungkinan kerusakan yang rendah.
4. Comformance (kesesuaian)
Yaitu kesesuaian produk dengan syarat atau ukuran tertentu atau sejauh mana karakteristik desain dan operasi memenuhi standar standar yang telah ditetapkan sebelumnya.
5. Durability (daya tahan)
commit to user
21
6. Serviceability
Yaitu kemudahan produk itu bila diperbaiki atau kemudahan memperoleh komponen produk tersebut.hal hal tersebut dapat meliputi kenyamanan,kemudahan dalam pemeliharaan dan penanganan keluhan yang memuaskan.
7. Aesthetic (estetika)
Yaitu keindahan yang menyangkut corak,rasa dan daya tarik produk tersebut.
8. Perceived Quality
Yaitu fanatisme konsumen akan merk suatu produk tertentu karena citra atau reputasi produk tersebut. Sehingga konsumen tidak selalu mendapatkan informasi yang lengkap tentang suatu produk atau jasa.
Contoh : daya tahan suatu produk tidak dapat diketahui secara langsung tetapi harus diamati dari berbagai aspek. Dalam kasus demikian, image dan merk dagang lebih berperan dalam menunjukan kualitas itu sendiri. Penialian terhadap kualitas merupakan inti dari kualitas menurut konsumen.
F. Faktor –faktor Pengendalian Kualitas
commit to user
22 1. Kemampuan proses
Batas –batas yang ingin dicapai haruslah disesuaikan dengan kemampuan proses yang ada. Tidak ada gunanya mengendaliakan suatu proses dalam batas-batas yang melebihi kemampuan atau kesanggupan proses yang ada.
2. Spesifikasi yang berlaku
Spesifikasi hasil produksi yang ingin dicapai harus dapat berlaku, bila ditinjau dari segi kemampuan proses dan keinginan atau kebutuhan konsumen yang ingin dicapai dari hasil produksi tersebut. Dalam hal ini haruslah dapat dipastikan dahulu apakah spesifikasi tersebut dapat berlaku dari kedua segi yang telah disebutkan di atas sebelum pengendalian kualitas pada proses dapat dimulai.
3. Tingkat ketidaksesuaian yang dapat diterima
Tujuan dilakukan pengendalian suatu proses adalah agar dapat mengurangi produk yang berada di bawah standar seminimal mungkin. Tingkat pengendalian yang dilakukan tergantung pada banyaknya produk yang berada di bawah standar.
4. Biaya kualitas
commit to user
23 Macam-macam biaya kualitas :
a. Prevention cost (biaya pencegahan)
Biaya ini merupakan biaya yang sering terjadi untuk kencegah terjadinya kerusakan produk yang dihasilkan. Biaya ini meliputi biaya yang berhubungan dengan perancangan,pelaksanaan dan pemeliharaan sistem kualitas.
Contoh : biaya yang dikeluarkan untuk pelatihan karyawan. b. Detection / Appaisal Cost (biaya deteksi / penilaian)
Biaya deteksi adalah biaya yang timbul untuk menentukan apakah produk dan jasa yang telah dihasilkan telah sesuai dengan persyaratan –persyaratan kualitas.
Tujuan utama dari deteksi adalah untuk menghindari terjadinya kesalahan dan kerusakan sepanjang proses produksi.
Contoh : menghindari pengiriman barang-barang yang tidak sesuai dengan persyaratan kepada konsumen.
c. Internal Failure Cost (biaya kegagalan internal)
Merupakan biaya yang terjadi karena adanya ketidaksesuaian dengan persyaratan dan terdeteksi sebelum barang barang tersebut dikirimkan kepada konsimen.
commit to user
24
d. External Failure Cost (biaya kegagalan eksternal)
Merupakan biaya yang terjadi karena produk tidak sesuai dengan persyaratan –persyaratan yang diketahui setelah produk tersebut dikirimkan kepada konsumen.
Contoh : biaya penarikan kembali dan biaya garansi.
G. Metode Pengendalian Kualitas
`Untuk memproleh hasil pengendalian kualitas yang efektif, maka pengendalian kualitas suatu produk dapat dilaksanakan dengan menggunakan teknik-teknik pengendalian kualitas, karena tidak semua hasil produksi sesuai dengan standar yang telah ditetapkan.
Menurut Douglas C. Mongomery (2001:26) teknik dalam melaksanakan pengendalian kualitas terbagi menjadi 2, yaitu :
1. Inspection / pemeriksaan
Untuk menjamin produk yang dihasilkan sesuai dengan standar yang telah ditetapkan sebelumnya, maka diperlukan adanya pemeriksaan, kecuali apabila keadaan produk stabil dan mempunyai rata-rata variabilitas yang rendah.
Ada beberapa pedoman umum untuk menentukan kapan sebaiknya inspeksi menurut T. Hani Handoko (2000:429) yaitu : a. Inspeksi setelah operasi-operasi yang cenderung
memproduksi barang-barang yang tidak sesuai.
commit to user
25
c. Inspeksi sebelum operasi-operasi dimana produk-produk salah mungkin menghentikan atau memacetkan kerja mesin-mesin.
d. Inspeksi sebelum operasi-operasi perakitan yang tidak dapat dilakukan ulang.
e. Inspeksi sebelum operasi-operasi menutupi kerusakan-kerusakan.
f. Pada mesin-mesin semi otomatis atau otomatis,inspeksi dilakukan pada unit pertama dan terakhir,tetapi hanya kadang-kadang bagi unit-unit diantaranya.
g. Inspeksi komponen akhir.
h. Inspeksi sebelum penggudangan. i. Inspeksi dan pengujian produk jadi.
Perusahaan harus memeriksa produk hasil produksinya dan memastikan bahwa tidak ada produk yang dikirim tanpa melalui proses inspeksi, paling tidak pada sampel. Karena dalam hal ini pelanggan juga merupakan inspector. Apabila kualitas tersebut buruk, maka mereka memberitahukan kepada pihak lain bahwa produk yang dihasilkan perusahaan kita berkualitas buruk.
2. Statistical Quality Control / SQC
commit to user
26
produk dan prosesnya menggunakan metode-metode statistik. Pengendalian kualitas secara statistik (Statistical Quality Control /SQC) sering disebut juga pengendalian proses secara proses statistik (Statistical Process Control/ SPC).
Ada beberapa pengertian Statistical Quality Control (SQC) / Statistical Process Control (SPC) yang dikemukakan oleh para ahli, antara lain sebagai berikut :
a. Menurut Render & Heizer (2001:286) yang dimaksud dengan
Statistical Process Control (SPC) adalah sebuah teknik statistik yang digunakan untuk mengawasi standar, membuat pengukuran dan mengambil tindakan perbaikan selagi sebuah produk atau jasa sedang diproduksi.
b. Menurut Sofjan Assauri (2004:219) Statistical Quality Control (SQC) adalah suatu sistem yang dikembangkan untuk menjaga standar yang uniform dari kualitas hasil produksi, pada tingkat biaya yang minimum dan merupakan bantuan untuk mencapai efisiensi.
commit to user
27
Manfaat Statistical Quality Control menurut Wahyu D. Ariani
(2004:64) ada beberapa manfaat pengendalian proses statistik yang dikutip berdasarkan pendapat dari Grig (1998), Cartwright dan Hogg (1996), Roes dan Dorr (1997) sebagai berikut :
a. Pengurangan pemborosan
b. Perbaikan pengendalian dalam proses c. Peningkatan efisiensi
d. Peningkatan kesadaran karyawan
e. Peningkatan jaminan kualitas pelanggan f. Perbaikan analisis dan monitoring proses g. Meningkatkan pemahaman terhadap proses h. Meningkatkan keterlibatan karyawan
i. Pengurangan keluhan pelanggan
j. Peningkatan pemberdayaan personil lini k. Perbaikan komunikasi
l. Pengurangan waktu penyampaian jasa atau pelayanan.
H. Instrumen Manajemen Kualitas
commit to user
28
1. Brainstorming
Brainstorming dapat digunakan untuk merangsang timbulnya
pemikiran-pemikiran baru dan berguna untuk mendapatkan ide –ide cemerlang dalam waktu yang minimum.
2. Multi – Voting
Multi – voting merupakan suatu cara yang mudah untruk menjawab suatu permasalahan. Nominal Group Teachnique,spider diagram
dan interrelationship diagrap (ID) yang merupakan instrumen dalam sistem perencanaan dan pengendalian kualitas. Instrumen tersebut dapat membantu memprioritaskan permasalahan untuk diselesaikan.
3. Nominal Group Technique
Nominal Group Tachnique adalah cara untuk menentukan prioritas
masalah yang diinginkan dengan cara pemberian skor tiap item masalah.
4. Flow Chart
Flow chart merupakan gambar sederhana dari sebuah proses. 5. Diagram Sebab Akibat
Diagram yang berfungsi untuk mengidentifikasi dan
commit to user
29 6. Pengumpulan Data
Pengumpulan data bukan merupakan alat, tetapi merupakan proses yang melibatkan penggunaan sebagian besar instrumen
peningkatan kualitas, khususnya perangkat analisis dan display, seperti diagram sebab akibat, pareto, chart dan histogram. Cara pengumpulannya dengan siklus plan (P), do(D), Check(C), dan Action (A).
7. Pareto Chart
Pareto chart merupakan metode untuk menentukan masalah mana yang harus diselesaikan lebih dahulu. Pareto chart mendasarkan keputusan pada data kuantitatif.
8. Histogram
Merupakan suatu metode untuk membuat rangkuman tentang data sehingga data tersebut mudah dianalisis, histogram menyajikan data secara grafis tentang seberapa sering elemen –elemen dalam proses muncul.
9. Diagram Skater
Merupakan alat yang bermanfaat untuk menjelaskan apakah ada hubungannya antara 2 variabel tersebut dan apakah hubungannya positif ataukah negatif.
10. Control Chart
commit to user
30
BAB III
PEMBAHASAN
A. Sejarah Singkat Perusahaan
PT. Delta Dunia Textile berlokasi di desa Kaling kecamatan Tasikmadu kabupaten Karanganyar propinsi Jawa Tengah, merupakan perusahaan manufaktur yang bergerak dibidang industri pemintalan benang (Spinning). PT.Delta Dunia Textile didirikan pada tahun 2003 sesuai pengesahan akte pendirian perusahaan oleh Menteri Kehakiman Nomor : C-04467. HT. 01. 01. TH. 2003 Tertanggal 05 Maret 2003, dengan Bp.Sumitro sebagai pendiri sekaligus Direktur Utamanya. Proses pembangunan fisik perusahaan dimulai pada tahun 2005 sampai dengan 2007. 19 Januari 2007 ditandai sebagai hari operasional pertama proses produksi untuk spinning I yang berkapasitas 84.000 spindles (mata pintal), sedangkan proyek spinning
II selesai dan mulai produksi pertama pada bulan April 2007 dengan kapasitas produksi 84.000 spindles (mata pintal). Total kapasitas produksi terpasang adalah 168.000 mata pintal dengan 42000 memproduksi benang Cotton Combed, 42.000 memproduksi benang
commit to user
31
perusahaan. Saat ini PT.Delta Dunia Textile memiliki karyawan sejumlah 2500 orang yang bekerja dengan menggunakan sistem 3 shift
putar dan 1 day shift.
PT. Delta Dunia Textile merupakan pengembangan dari perusahaan Dunia Tex Group yang berpusat di Karanganyar. Dunia tex Group sendiri memiliki 11 anak perusahaan yang berlokasi di beberapa kota berbeda dan semuanya bergerak di sektor textile. 3 anak perusahaan bergerak dibidang Pemintalan (Spining), 5 Perusahaan bergerak dibidang Pertenunan (Weaving), 2 perusahaan dibidang Pencelupan dan Pewarnaan (finishing), serta 1 perusahaan integrated
Tenun dan Finishing. Dunia Tex sendiri berdiri pada tahun 1975 dan berkantor pusat di JL.Raya Palur Km 7,1 Jaten, karanganyar.
Untuk mencukupi kebutuhan bahan baku pembuatan benang,PT. Delta Dunia Textile mendatangkan bahan baku kapas dari berbagai Negara produsen kapas, diantaranya ; Pakistan, India, Tanzania, Brasil dan Afrika. Sedang kebutuhan bahan baku serat shyntetic baik serat Polyester maupun Rayon dipasok dari produsen dalam negeri.
commit to user
32
produk hasil Produksi PT.Delta Dunia Textile adalah Perusahaan Pertenunan Kain maupun Perusahaan Knitting (Rajut).
B. Visi dan Misi Perusahaan
Visi dan Misi merupakan sesuatu hal yang pasti dimiliki oleh semua perusahaan. Penetapan visi dan misi merupakan tindakan manajemen yang tepat, karena visi dan misi akan menjadi pedoman dalam menjalankan organisasi dan akan menentukan kearah mana perusahaan akan diarahkan. Visi dan Misi juga berfungsi sebagai alat pengendali dari seorang pemimpin dalam menjalankan aktivitas dari suatu perusahaan.
Begitu juga dengan PT. Delta Dunia Textile dalam menjalankan kegiatan perusahaan, visi dan misi PT. Delta Dunia Textile yaitu :
1. Visi perusahaan adalah menjadi perusahaan textile yang
terintegrated yang terbesar di Indonesia.
2. Misi perusahaan adalah menghasilkan produk yang berkualitas dengan harga yang kompetitif.
C. Lokasi Perusahaan
commit to user
33
1. Tersedianya lahan yang luas untuk memudahkan transportasi dan lalu lintas aktivitas perusahaan.
2. Lokasi perusahaan jauh dari keramaian penduduk,sehingga aktivitas produksi tidak mengganggu kegiatan penduduk sehari-hari. 3. Lokasi perusahaan berada dalam kawasan industri.
4. Lokasi perusahaan yang mudah dijangkau, transportasi pun lancar, baik transportasi bahan baku maupun produk jadi.
5. Daerah memiliki kekayaan sumber daya manusia (SDM), sehingga kebutuhan akan tenaga kerja dapat tercukupi.
D. Struktur Organisasi Perusahaan
Setiap perusahaan memerlukan suatu koordinasi yang tepat dan baik antar pemimpin perusahaan dengan bawahannya,struktur organisasi yang baik akan membawa dampak positif dalam pembagian tugas dan wewenang antar masing masing jabatan yang terdapat dalm struktur organisasi perusahaan tersebut. Apabila setiap tugas dan wewenang dapat dilakukan secara baik dan tepat,maka dapat membuat kondisi operasional perusahaan berjalan efektif dan efisien.
Struktur organisasi yang terdapat pada PT. Delta Dunia Textile merupakan gambaran hubungan antar bagian dalam organisasi,struktur itu juga menggambarkan :
commit to user
34
2. Struktur organisasi menunjukkan fungsi atau kegiatan yang berbeda –beda yang dihubungkan sampai batas tertentu.
Dengan adanya struktur organisasi tersebut diharapkan :
1. Karyawan dapat mengerti dan memahami kedudukannya dalam melakukan pekerjaan dengan dasar struktur organisasi secara keseluruhan.
2. Karyawan dapat bekerja sama dengan baik, sehingga dapat terciptanya keselarasan kerja ,hamonis dan loyal terhadap organisasi.
35 Gambar 3.1
commit to user
36
Adapun tugas, wewenang dan tanggung jawab masing-masing pegawai adalah sebagai berikut :
1. Pimpinan Perusahaan
Pimpinan perusahaan merupakan pemilik perusahaan. Tugas Pimpinan perusahaan adalah sebagai berikut :
a. Mengetahui keadaan serta kondisi perusahaan.
b. Bertindak sebagai pengambil keputusan tertinggi dengan mempetimbangkan saran–saran dari bawahannya.
c. Menentukan rencana jangka panjang perusahaan.
d. Mengontrol kas dan mengetahui rugi atau laba perusahaan.
2. Factory Manager
Mengendalikan dan bertanggung jawab dalam mengelola pabrik dan menggantikan Presiden Direktur apabila yang bersangkutan tidak ada di tempat.
3. Manajer Produksi
a. Bertanggung jawab atas kegiatan operasional perusahaan. b. Bertanggung jawab atas perencanaan dan pengembangan
produk.
c. Bertanggung jawab atas perawatan dan perbaikan mesin,serta peralatan produksi.
commit to user
37
4. Kepala Bagian Quality Qontrol (QC)
a. Mengatur dan menyusun rencana serta program kerja bidang kualitas dan mutu produksi.
b. Melaksanakan pencatatan dan membuat laporan setiap proyek.
c. Mengawasi proses produksi secara keseluruhan sehingga dapat menjamin tercapainya standar kualitas produk yang dikehendaki.
5. Kepala Bagian Produksi
Tugas Kepala Bagian Produksi adalah: a. Mengatur penggunaan bahan baku.
b. Menghasilkan barang jadi sesuai kebutuhan marketing. 6. Kepala Bagian Maintenance (MTC)
Tugas Kepala Bagian MTC adalah : a. Melakukan perawatan mesin.
b. Membuat jadwal perawatan mesin agar menghasilkan produk serta tidak mengganggu jalannya proses produksi.
7. Kepala Bagian Utility
Tugas Kepala Bagian Utility adalah : a. Melakukan perawatan Instalasi pabrik. b. Membuat jadwal perawatan Instalasi pabrik. 8. Kepala Bagian Akunting
commit to user
38
a. Menghitung biaya produksi dan harga pokok produksi. b. Menyusun laporan harga pokok produksi.
9. Kepala Bagian Personalia
Kepala Bagian apersonalia bertugas mengurus masalah-masalah yang berhubungan dengan karyawan,meliputi ; seleksi karyawan,penempatan karyawan,melatih karyawan dan memberhentikan karyawan.
10. Kasie Lab QC
Bertugas mengkoordinasi dan mengawasi bagian laboratorium serta menerima wewenang dan bertanggung jawab dari kepala bagian Quality Control.
11. Akunting
Melakukan pembukuan keuangan perusahaan,administrasi, dan penyusunan laporan keuangan perusahaan.
12. Kepala Regu Quality Control(QC)
Bertanggung jawab kepada kasie laboratorium Quality Control
dan memimpin serta mengamati hasil kerja operator QC secara langsung.
13. Kasie Laborat Quality Qontrol
commit to user
39 14. Kasie Produksi
Bertugas mengkoordinasi dan mengawasi bagian produksi serta menerima wewenang dan bertanggung jawab dari kepala bagian produksi.
15. Kasie Maintenance
Bertugas mengkoordinasi dan mengawasi bagian maintenance
serta menerima wewenang dan bertanggung jawab dari kepala bagian maintenance.
16. Kasie Utility
Bertugas mengkoordinasi dan mengawasi bagian utility serta menerima wewenang dan bertanggung jawab dari kepala bagian utility.
17. Kasie Personalia
Bertugas mengurusi masalah kepegawaian dan aspek penggajian serta menerima wewenang dan bertanggung jawab dari kepala bagian personalia.
18. Kepala Shift Produksi
Bertugas memeriksa lokasi kerja dan kelengkapan kerja,serta membuat laporan tertulis tentang hasil kerja dan informasi penyimpangan yang terjadi.
19. Supervisi Maintenance
commit to user
40
turun ke lapangan untuk mengatasi masalah yang terjadi. 20. Supervisi Utility
Bertugas terhadap kelancaran proses produksi dan memberi laporan kepada kasie utility serta langsung turun ke lapangan untuk mengatasi masalah yang terjadi.
21. Supervisi Produksi
Bertugas terhadap kelancaran proses produksi, dan member laporan kepada kepala bagian produksi, serta langsung turun ke lapangan untuk mengatasi masalah yang terjadi.
22. Karu maintenance
Bertanggung jawab kepada supervisi maintenance dan memimpin serta mengamati hasil kerja operator maintenance secara langsung.
23. Karu Utility
Bertanggung jawab kepada supervisi utility dan memimpin serta mengamati hasil kerja operator utility secara langsung.
24. Karu produksi
Bertanggung jawab kepada supervisi produksi dan memimpin serta mengamati hasil kerja operator secara langsung.
25. Mekanik maintenance
commit to user
41 26. Mekanik utility
Bertugas lapangan dan bertanggung jawab atas pekerjaan demi kelancaran proses produksi.
27. Kepala Jaga
Bertugas mengawasi anggota jaga dan bertanggung jawab kepada kasie personalia dalam hal keamanan.
28. Anggota jaga
Bertugas di lapangan dan bertanggung jawab atas keamanan lingkungan perusahaan.
29. Operator
Bertugas di lapangan dan bertanggung jawab atas pekerjaan dan hasil produksi.
E. Pengembangan Karyawan dan Aspek Penggajian
1. Tenaga Kerja
Saat ini PT.Delta Dunia Textile mempunyai tiga macam status karyawan, yaitu:
a. Sistem harian tetap
commit to user
42
dapat upah berapa persen dari gaji karyawan yang bersangkutan.
b. Sistem kontrak
PT. Delta Dunia Textile menerapkan tiga macam jangka waktu kontrak, mulai dari 3 bulanan, 6 bulanan dan 1 tahunan. Kontrak bisa diperpanjang apabila kinerja karyawan sesuai dengan yang diharapkan perusahaan. Apabila pekerjaan telah sebelum masa kontrak habis, maka sisa hari kerja harus dibayar sesuai persetujuan.
c. Sistem borongan
Perusahaan melakukan kerjasama dengan pihak ke 3 untuk mengerjakan suatu pekerjaan dan apabial pekerjaan tersebut sudah selesai, selesai juga kontrak tersebut.
2. Jam Kerja Karyawan
a. Shift 1 : 06.00 – 14.00 b. Shift 2 : 14.00 – 22.00 c. Shift 3 : 22.00 – 06.00
d. Dayshift dan Staft kantor : 08.00 – 16.00
Hari sabtu hanya setengah hari yaitu pukul 08.00 – 13.00 Hari minggu dan tanggal merah libur.
3. Sistem Penggajian
commit to user
43 a. Tunjangan pendidikan
b. Tunjangan keahlian c. Tunjangan jabatan d. Lembur
e. Golongan jabatan
f. Kemampuan dan usaha karyawan
Pembagian gaji di PT. Delta Dunia Textile digolongkan menjadi 3 macam, yaitu :
a. Bagi karyawan bulanan,gaji dibayarkan setiap awal bulan setiap bulan.
b. Bagi karyawan harian,gaji yang dibayarkan kepada karyawan dengan hitungan harian dan dibayarkan setiap akhir minggu atau hari sabtu. Setiap harinya mereka mendapatkan upah sejumlah yang ditetapkan oleh pemerintah.
c. Bagi karyawan borongan,gaji yang diterima dengan kapasitas pekerjaan yang telah dikerjakan. Pembayaran gaji dilakukan mingguan pada hari sabtu.
commit to user
44
Kesejahteraan karyawan dapat berupa gaji bulanan, bonus, dan fasilitas – fasilitas pendukung lainnya.
Usaha-usaha yang dilakukan PT.Dunia Textile untuk meningkatkan kesejahteraan karyawan dan personalianya antara lain :
a. Penggajian bulanan dan bonus b. Upah lembur
c. Asuransi tenaga kerja d. Cuti
e. Koperasi f. Tempat ibadah g. Kantin
Kenaikan gaji pada PT. Delta Dunia Textile dilakukan secara berkala berdasarkan :
a. Prestasi kerja didasarkan pada absensi dan kontribusi yang diberikan kepada perusahaan.
b. Lamanya kerja atau loyalitas kepada perusahaan. c. Jenjang pendidikan (SD, SMP, SMU/SMK, D3, S1, S2)
commit to user
45
Kebijaksanaan yang diberikan PT. Delta Dunia Textile apabila karyawan tidak masuk kerja dengan cara sebagai berikut :
a. Apabila karyawan tidak masuk kerja sampai 6 hari berturut-turut tanpa adanya keterangan yang jelas akan mendapatkan surat peringatan pertama (SP 1)
b. Apabila pemberian SP 1 tidak dihiraukan sama sekali oleh yang bersangkutan maka perusahaan akan memberikan surat peringatan kedua (SP 2)
c. Surat peringatan ketiga (SP 3) diberikan oleh perusahaan apabila tidak ada perubahan dari karyawan yang bersangkutan, dengan itu karyawan tersebut dianggap mengundurkan diri dari PT. Delta Dunia Textile.
F. Laporan Magang Kerja
1. Pengertian Magang Kerja
Magang kerja adalah syarat bagi pelaksanaan pembuatan tugas akhir pada Fakultas Ekonomi D3 manajemen Industri yang wajib dilakukan mahasiswa dengan tujuan terjun secara langsung ke dunia kerja.
2. Tujuan Magang Kerja
commit to user
46
b. Mahasiswa mendapatkan pengalaman dan pengetahuan langsung mengenai berbagai aktivitas kerja dalam sebuah perusahaan.
c. Setelah lulus diharapkan mahasiswa mampu menjadi lulusan yang berkompeten dan dapat diterima didunia kerja.
3. Keuntungan Magang Kerja
Keuntungan melakukan magang kerja dalam rangka penyelesaian studi program Diploma 3 adalah :
a. Kemudahan dalam identifikasi dan penyelesaian Tugas Akhir. b. Kemudahan dalam mendapatkan akses data pada obyek yang
diteliti untuk keperluan penulisan Tugas Akhir. 4. Pelaksanaan Magang Kerja
commit to user
47
Berikut jadwal magang penulis selama satu bulan di PT. Delta Dunia Textile ;
Minggu I : Penulis diperkenalkan dengan proses produksi oleh pembimbing mulai dari mesin yang digunakan, bahan baku dan alur produksi dari bagian bahan baku sampai produk jadi.
Minggu II : Penulis melakukan pengamatan di bagian blowing dan carding serta wawancara dengan karyawan bagian blowing dan kepala bagian quality qontrol
mengenai standar kualitas bahan baku dan proses
blowing dan carding .
Minggu III : Penulis melakukan pengamatan di bagian
drawing,roving dan unilap sampai proses spinning.
Dan wawancara dengan karyawan operator mesin-mesin. Penulis juga turut serta dalam training bagi
karyawan baru yang dilakukan oleh kepala bagian produksi.
Minggu IV : Pada minggu terakhir penulis fokus dalam pengumpulan data jumlah produksi benang dan jumlah produk cacatnya (majun) dan mengamati bagian gudang dan pengepakan.
commit to user
48
dan kesibukan masing-masing karyawan. Penulis tidak diberikan tugas atau pekerjaan untuk turut serta dalam proses produksi. Penulis hanya membantu sebagian kecil dari proses produksi yang menurut penulis bisa dilakukan dan tidak terlalu berisiko terhadap kerusakan produk.
commit to user
49
G. Alur Proses Produksi
Proses cotton Proses Polyester,Rayon
Gambar 3.2
Proses produksi PT. Delta Dunia Textile Bahan Baku
Combing
Winding RSF Roving
Gudang
Packing Mixing
Blowing
Silver Lap
Ribbon Lap
Pre Dawing
Drawing (breaker)
commit to user
50
Didalam memproduksi benang,PT.Delta Dunia Textile memerlukan tahapan-tahapan dalam menjalankan proses produksi. Adapun tahapan-tahapan tersebut sebagai berikut :
1. Bahan Baku
PT. Delta Dunia Textile adalah salah satu perusahaan yang bergerak dalam bidang pemintalan benang sehingga bahan baku utamanya adalah kapas (cotton) , semi shyntetic (rayon) dan bahan baku full shyntetic (polyester). Bahan baku tersebut dibeli dari pemasok dalam negeri maupun pemasok luar negeri. Pemasok-pemasok tersebut adalah perusahaan yang terjalin kerjasama secara tetap dan baik dengan PT. Delta Dunia Textile. Bahan baku kapas dimpor dari perusahaan yang ada di Negara Benin,India,China,dan Amerika selatan. Namun untuk bahan baku untuk serat buatan (shyntetic) semuanya dicukupi oleh produsen dalam negeri.
Perusahaan dalam pengadaan bahan baku melakukan control kualitas sangat ketat, hal itu dilakukan untuk menjaga mutu dari produk yang dihasilkan. Pemeriksaan dilakukan oleh bagian
Quality Qontrol.
Faktor–faktor yang mempengaruhi kualitas bahan baku antara lain : a. Strength atau kekuatan tarik serat
commit to user
51 b. Kehalusan atau micronaire
Kehalusan bahan baku sangat mempengaruhi jenis nomor benang maupun sistem penyerapan saat proses pewarnaan. c. Kontaminasi
Apabila ada bahan baku yang terkontaminasi benda lain,yang pada akhirnya akan menimbulkan masalah pada mutu produk yang dihasilkan.
d. Bahan baku busuk
Berpengaruh pada kualitas hasil produk maupun sliver (rapuh, belang).
e. Bahan baku basah
Apabila bahan baku basah dapat mempengaruhi mutu produk produk yang dihasilkan (rapuh,belang dan mudah putus).
f. Banyak kotoran (trash)
Apabila terdapat kotoran dalam bahan baku yang dipakai dapat berpengaruh pada mutu produk, kotor, rapuh dan belang pada saat pewarnaan.
g. Banyak Neps
Berpengaruh pada hasil akhir produk, akan terjadi bintik-bintik pada benang.
2. Mixing (persiapan bahan baku)
commit to user
52
sebelumnya dan sesuai juga dengan standar kualitas yang diharapkan.
Faktor –faktor yang menentukan kualitas dalam proses mixing
adalah :
a. Kerataan mixing
Berpengaruh pada warna saat pencabikan awal, akibatnya belang pada hasil produksi.
b. Warna
Apabila antar mixer terjadi perbedaan dalam penentuan komposisi bahan baku akan mengakibatkan belang pada hasil produksi maupun pada saat pewarnaan benang.
c. Persentase reused
Hal ini mengakibatkan benang hasil produksi mudah putus serta banyak benang yang tebal tipis.
3. Blowing
Berfungsi untuk mencabik bahan baku agar lebih terurai dan memisahkan kotoran dari kapas.
Faktor-faktor yang menentukan kualitas adalah : a. Multi mixer tidak penuh
Apabila multi mixer tidak penuh mengakibatkan suplay ke mesin
Carding tidak sesuai kebutuhan akibatnya sliver tebal tipis. b. Sering Jamming
commit to user
53
c. Persentase waste tinggi atau rendah
Apabila presentase waste rendah atau sedikit akan berpengaruh pada bahan baku yang banyak terbuang, sedangkan apabila terlalu banyak akan berpengaruh pada : 1) Kekuatan tarik benang akan berkurang
2) Timbul bulu pada benang
3) Timbul bintik-bintik maupun tebal tipis 4. Carding
Carding berfungsi untuk menyejajarkan serat dan pembentukan
sliver. Faktor-faktor yang mempengaruhi kualitas adalah :
Chute tidak rata
a. Hal ini akan mengakibatkan sliver menjadi tidak rata,akibatnya hasil produk pun menjadi tebal tipis.
b. Kebersihan mesin
Apabila mesin dalam kondisi kotor akan membuat sliver
menjadi kotor juga.
c. Wire tidak rata atau tumpul
Hal ini akan berakibat timbulnya bintik-bintik maupun variasi kerataan sliver tinggi.
d. Can rusak
commit to user
54 e. Cara membawa can yang salah
Apabila hal tersebut terjadi dapat mengakibatkan kerusakan alur sliver dan mengakibatkan hasil produk tebal tipis.
5. Drawing
Fungsinya sebagai perangkapan sliver untuk mendapatkan kerataan sliver, serta variasi gram atau grain per meter sesuai dengan yang diharapkan. Faktor - faktor yang mempengaruhi kualitas antara lain :
a. Sliver bersinggungan
Bila saat jalan antar sliver bersinggungan atau bergesekan akan terjadi kerusakan susunan fibre yang akan berakibat terkikisnya sebagian kandungan fibre, hal ini dapat menjadikan benang tebal tipis.
b. Sliver kurang rangkapannya.
Hal ini akan mengakibatkan kurangnya kandungan fibre,
sehingga akan mengakibatkan benang menjadi tipis atau halus
(thin).
c. Sliver terlalu banyak rangkapannya.
Hal ini akan mengakibatkan kelebihan kandungan fibre, sehingga benang menjadi tebal (thick).
d. Sambungan tebal tipis
commit to user
55 e. Sliver pecah
Apabila sliver pecah –pecah saat proses drawing menyebabkan kandungan fibre pada sliver berkurang akibat nya benang menjadi tipis ( thin).
f. Kebersihan mesin kurang terjaga
Apabila mesin kotor maka akan dapat mengotori sliver. Sehingga benang yang dihasilkan pun terdapat bercak kotor. 6. Ribbon Lap
Fungsi mesin ini adalah memproses sliver carding menjadi bentuk gulungan Lap ( gulungan bentuk silinder ).
Tujuannya untuk mendapatkan kerataan, serta berfungsi untuk menentukan berat per meter lap.
Faktor –faktor yang mempengaruhi kualitas : a. Rangkapan kurang
Akan mengakibatkan berat atau jumlah rangkapan kurang yang mengakibatkan lap tipis.
b. Kebersihan
Kebersihan harus selalu dijaga apabila mesin kotor dapat mengakibatkan lap kotor dan timbul slub-slub.
7. Combing
Fungsinya untuk memproses lap menjadi sliver,serta pengambilan
waste ( NOIL).
commit to user
56 a. Lebar lap kurang
Mengakibatkan benang menjadi tipis atau kecil. b. Kondisi lapping jalan
Akan mengakibatkan sliver menjadi tebal tipis dan menjadikan
sliver kotor.
c. Persentase noil terlalu rendah
Akan mengakibatkan drafting tidak sempurna,akibatnya sliver
menjadi tebal (thick).
d. Persentase noil terlalu tinggi
Akan menimbulkan sliver banyak nep.
e. Kebersihan kurang
Akan mengakibatkan sliver kotor,timbul slub-slub. 8. Roving
Berfungsi untuk melakukan proses pengubahan sliver menjadi benang besar atau kasar.
Faktor- faktor yang mempengaruhi kualitas : a. Sliver bersinggungan
Pada saat jalan terjadi gesekan antar sliver akan mengakibatkan berkurangnya kandungan fibre, mengakibatkan
roving menjadi tebal tibis ( benang tipis atau thin ) b. Sliver pecah
Kandungan fibre berkurang, akibatnya benang akan tipis atau
commit to user
57 c. Sambungan tebal tipis
Akan mengakibat benang menjadi tebal tipis. d. Roving gulungan gembus
Bisa diakibatkan roving tipis, telat sambung maupun lilitan tidak sama.
e. Mesin kotor atau kebersihan kurang terjaga Akan mengakibatkan benang kotor dan slub. 9. RSF ( Ring Spinning Frame )
Fungsinya untuk mengubah benang dari proses roving menjadi benang dalam bentuk cop atau tube.
Faktor –faktor yang mempengaruhi kualitas : a. Roving silang
Akan mengekibatkan gesekan antar roving yang mengakibatkan benang menjadi tipis (thin).
b. Bobbin hanger atau holder seret.
Hal ini akan mengakibatkan tarikan tidak stabil akibatnya benang menjadi tebal tipis.
c. Roving double
Mengakibatkan benang menjadi besar (thick akibat roving double)
d. Roving pecah
commit to user
58 e. Tanpa distance clip
Mengakibatkan benang menjadi besar atau kasar. f. Snail wire cacat
Mengakibatkan benang berbulu dan bintik –bintik
g. Snail wire tidak center dengan spindle
Mengakibatkan benang tidak seimbang ( sama) dan membuat beneng berbulu dan mudah putus.
h. Cop atau tube cacat
Mengakibatkan saat dilakukan proses winder benang tidak habis.
i. Spindle kendor
Mengakibatkan tarikan kurang dan benang menjadi rapuh. j. Traveller salah nomer atau terbakar
Apabila terjadi salah nomer traveler,benang dalam gulungan
cop gembos dan berbulu. Sedangkan apabila traveller terbakar
mengakibatkan benang banyak yang putus dan berbulu. 10. Winding atau Winder
Prinsipnya proses penggulungan benang dari bentuk cop menjadi bentuk cones.
Faktor- faktor yang mempengaruhi kualitas : a. Salah cone
commit to user
59 b. Yam Clearer tidak sensitive
Benang abnormal ( thin,thick, tebal tipis ) tidak terpotong dan lolos.
c. Tekanan kompresor kurang
Mengakibatkan saat splicer bekerja kurang maximal,
menjadikan sambungan benang kurang kuat atau lemah. d. Angin Blower kurang kuat
Bisa mengakibatkan entanglement pada benang, karena waste
tidak tertarik masuk blower.
e. Posisi cone tidak sejajar drum
Hal ini mengakibatkan jalannya penggulungan benang dari cop
tidak sempurna. 11. Packing
Prinsipnya melakukan pembungkusan sampai pengepakan benang
Cone.
Faktor-faktor yang harus diperhatikan : a. Pembungkusan kantong plastik
Hal ini dilakukan bertujuan untuk menghindari terjadinya benang kotor maupun basah.
b. Penimbangan benang
Hal ini berfungsi untuk berat sesuai yang ditentukan (batas minimal-batas maksimal) per karung atau per ball benang ( isi
commit to user
60 c. Penataan karung atau box over
Kesalahan dalam penataan karung atau box over dapat mengakibatkan kerusakan paper cone maupun benang.
12. Gudang
Bagian gudang prinsipnya hanya berfungsi sebagai tempat untuk meletakkan benang-benang yang sudah melaui proses pengepakan sebelum benang-benang tersebut diangkut dan dikirim kepada buyer.
H. Pembahasan
1. Data yang digunakan untuk penulisan Tugas Akhir
Data yang diambil dari obyek penelitian digunakan sebagai bahan penulisan tugas akhir yaitu berupa data produksi pada tahun 2010 dan data produk cacat pada bagian winding dari bulan januarii
sampai desember 2010.
2. Analisis dengan menggunakan metode P –Chart
commit to user
61
Adapun data-data yang diperoleh dari PT. Delta Dunia Textile selama proses penelitian adalah sebagai berikut :
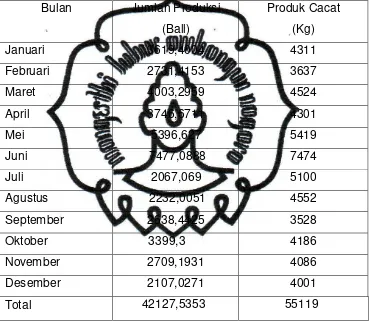
Tabel 3.1 Data Jumlah Produksi dan Produk Cacat
Benang Polyester 100% periode Januari sampai Desember 2010 PT. Delta Dunia Textile
Bulan Jumlah Produksi (Ball)
Produk Cacat (Kg)
Januari 3619,4004 4311
Februari 2731,4153 3637
Maret 4003,2959 4524
September 2638,4425 3528
Oktober 3399,3 4186
November 2709,1931 4086
Desember 2107,0271 4001
Total 42127,5353 55119
Sumber : Data Produksi PT. Delta Dunia Textile
commit to user
62
Untuk mengetahui Jumlah sampel yang akan dipakai (n) digunakan rumus :
n = 2N dimana :
n = besar ukuran sampel yang digunakan N = Total Jumlah produksi
sehingga :
n = 2N
= 2 x 7643620 = 3910 (dibulatkan)
Untuk mengetahui jumlah produk rusak dalam sampel digunakan rumus :
x =
x
Jumlah sampel.sehingga :
Januari
=
x 3910= 25,668
Februari = x3910
commit to user
63
Maret = x 3910
= 24,353
April = x 3910
= 35,0
Mei
=
x 3910= 21,64
Juni = x 3910
= 21,541
Juli
=
x 3910= 53,169
Agustus = x 3910
= 43,949
September = x 3910
= 28,81
Oktober
=
x 3910= 26,537
commit to user
64 = 32,501
Desember
=
x 3910= 40,902
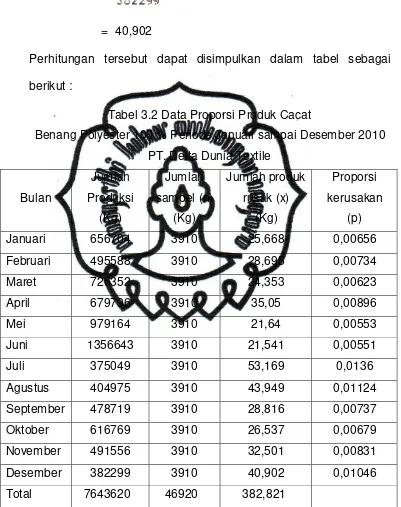
Perhitungan tersebut dapat disimpulkan dalam tabel sebagai berikut :
Tabel 3.2 Data Proporsi Produk Cacat
Benang Polyester 100 % Periode Januari sampai Desember 2010 PT. Delta Dunia Textile
Bulan
September 478719 3910 28,816 0,00737
Oktober 616769 3910 26,537 0,00679
November 491556 3910 32,501 0,00831
Desember 382299 3910 40,902 0,01046
Total 7643620 46920 382,821
commit to user
65
Berdasarkan tabel 3.2 dapat dilakukan perhitungan dengan menggunakan metode P- Chart. Adapun langkah-langkah dalam penyelesaiannya adalah sebagai berikut :
a. Menentukan jumlah sampel yang diambil n = 2 x N
= 2 x 7643620 = 3910 ( dibulatkan) Dimana :
n = jumlah sampel yang diambil N = jumlah total produksi
b. Menghitung garis tengah grafik pengendali P produk cacat (proporsi kerusakan rata-rata)
P
=
=
=
0,008159Dimana :
P = proporsi rata- rata kerusakan ΣX = jumlah total produk rusak
commit to user
66
c. Menentukan standar deviasi / penyimpangan
ƏP =
ƏP = = 0,001449
Dimana :
ƏP = standar deviasi
P = proporsi rata-rata kerusakan n = jumlah sampel yang diambil
d. Menentukan batas kendali 1). Batas pengendali atas (UCL)
UCL = 0,008159 + 3
= 0,008159 + 0,004347 = 0,0125
2). Batas pengendali bawah (LCL)
LCL = 0, 008159 – 3 = 0, 008159 – 0,004347 = 0, 0038