commit to user
i
DENGAN METODE C-CHART
PADA PT. ISKANDAR INDAH PRINTING TEXTILE SURAKARTA
TUGAS AKHIR
Diajukan Untuk Memenuhi Syarat-Syarat Mencapai Sebutan Ahli Madya Manajemen Industri
Disusun oleh : Anang Wijayanto
F3508056
PROGRAM DIPLOMA III MANAJEMEN INDUSTRI FAKULTAS EKONOMI UNIVERSITAS SEBELAS MARET
commit to user
commit to user
commit to user
iv
*
Jauhilah dengki, karena dengki memakan amal kebaikan sebagaimana api memakan kayu bakar.(Nabi Muhammad SAW)
*
Kita tidak dapat membantu semua orang, tetapi semua orang dapat membantu kita.(Ronald Reagen)
*
Tak akan ada waktu dan tempat untuk merubah masa lalu anda tapi akan selalu ada waktu dan tempat dimana anda dapat mengubahmasa depan anda.
(Al Muhtaram)
*
Keberhasilan adalah kemampuan untuk melewati dan mengatasi dari satu kegagalan ke kegagalan berikutnya tanpa kehilangan semangat.(Winston Chuchill)
*
Berusahalah untuk tidak menjadi manusia yang berhasil tapi berusahalah menjadi manusia yang berguna.(Einstein)
Karya ini penulis persembahkan kepada:
1. Bapak dan Ibu tercinta
2. Nenekku tersayang
3. Sahabat-sahabatku yang selalu
mendukungku
4. Teman-teman Manajemen Industri
commit to user
v
Puji syukur penulis panjatkan kehadirat Allah SWT yang telah
mellimpahkan Rahmat dan Karunia-Nya sehingga laporan Tugas Akhir
dengan judul “ANALISIS PENGENDALIAN KUALITAS PRODUK AKHIR KAIN GREY DENGAN METODE C-CHART PADA PT. ISKANDAR INDAH PRINTING TEXTILE SURAKARTA” ini dapat diselesaikan dengan baik.
Laporan Tugas Akhir ini disusun untuk memenuhi syarat
memperoleh gelar Ahli Madya Program D3 Manajemen Industri Fakultas
Ekonomi Universitas Sebelas Maret. Dalam kesempatan ini penulis
sampaikan ucapan terimakasih kepada:
1. Dr. Wisnu Untoro, M. S selaku dekan Fakultas Ekonomi Universitas
Sebelas Maret Surakarta.
2. Drs. Santosa Tri Hananto, M.Si, Ak selaku ketua program Diploma 3
Fakultas Ekonomi Universitas Sebelas Maret Surakarta.
3. Sinto Sunaryo, SE., MSi selaku ketua program manajemen industri
fakultas ekonomi Universitas Sebelas Maret Surakarta.
4. Yeni Fajariyanti, SE., M.Si selaku dosen pembimbing Tugas Akhir yang
telah banyak membantu memberikan pengarahan dan bimbingan
kepada penulis dalam menyelesaikan Tugas Akhir ini.
5. Bapak Bambang Setiawan selaku pimpinan PT. Iskandar Indah
Printing Textile.
6. Bapak Agus Mulyo selaku karyawan pendamping selama penelitian di
PT. Iskandar Indah Printing Textile.
7. Kedua orang tuaku yang selalu mendukung dalam pembuatan Tugas
Akhir ini.
8. Someone dan teman-temanku, Hendy, ciwod, mas Taufik, mas Ugi,
mas Mantri, agung, Krisna yang selalu memberi semangat.
9. Teman-teman seperjuangan D3 Manajemen Industri. Terimakasih atas
commit to user
vi
langsung maupun tidak langsung yang telah banyak membantu penulis
dalam menyelesaikan Tugas Akhir ini.
Penulis menyadari penyusunan Tugas Akhir ini masih banyak
terdapat kekurangan dan jauh dari sempurna, oleh karena itu penulis
mengharapkan kritik dan saran yang bersifat membangun. Namun
demikian, laporan Tugas Akhir ini diharapkan dapat bermanfaat bagi
pihak-pihak yang membutuhkan.
Surakarta, 20 Juni 2011
commit to user
vii
Halaman
HALAMAN JUDUL ……… i
ABSTRAK ……….. ii
HALAMAN PERSETUJUAN ……….. iii
HALAMAN PENGESAHAN ……… iv
MOTTO DAN PERSEMBAHAN ………. v
KATA PENGANTAR ………. vi
DAFTAR ISI ……… viii
DAFTAR TABEL………. x
DAFTAR GAMBAR………. xi
DAFTAR LAMPIRAN ………. Xii BAB I PENDAHULUAN A. Latar belakang ……….. 1
B. Rumusan Masalah……… 4
C. Tujuan Penelitian……….. 4
D. Manfaat Penelitian ……… 5
E. Kerangka Pemikiran ………. 6
F. Metode Penelitian ………. 7
BAB II TINJAUAN PUSTAKA A. Pengertian Kualitas ……….. 12
B. Pengertian Pengendalian Kualitas ………... 12
C. Pengaruh Kualitas ……… 13
D. Biaya Kualitas ……… 14
E. Diagram C-chart ……… 15
commit to user
viii
H. Diagram Sebab Akibat ……… 19
I. Inspeksi ………. 20
BAB III PEMBAHASAN
A. Gambaran Umum Perusahaan ……… 22
B. Laporan Magang Kerja ……… 53
C. Pembahasan Masalah ……… 56
BAB IV PENUTUP
A. Kesimpulan ………... 66
B. Saran ………. 68
DAFTAR PUSTAKA ………. 70
commit to user
ix
Halaman
Tabel 3.1. Jumlah Karyawan dan Pembagian Kerja ... 36
Tabel 3.2. Jadwal Magang Kerja ... 56
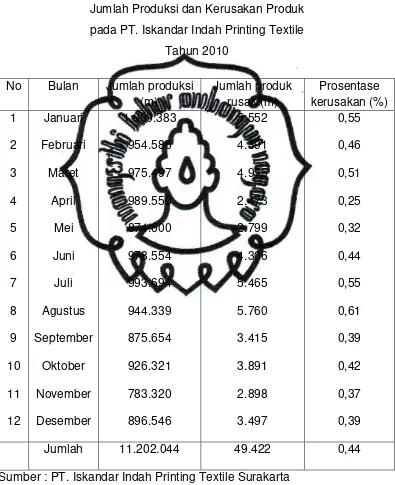
Tabel 3.3. Jumlah Produksi dan Kerusakan Produk pada PT. Iskandar
Indah Printing Textile Tahun 2010 ... 57
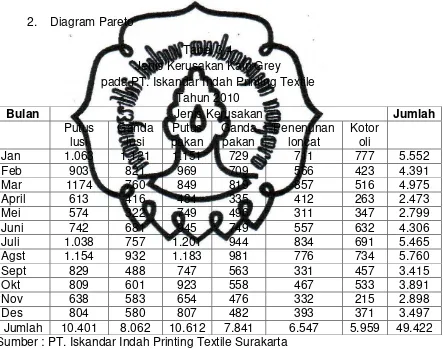
Tabel 3.4. Jenis kerusakan Kain Grey pada PT. Iskandar Indah Printing
commit to user
x
Halaman
Gambar 1.1. Kerangka Pemikiran ... 6
Gambar 3.1. Struktur Organisasi ... 27
Gambar 3.2. Proses Produksi Weaving ... 46
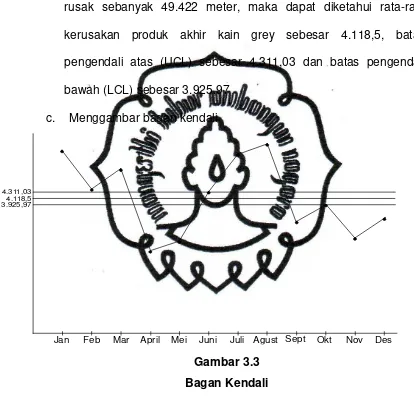
Gambar 3.3. Bagan Kendali ... 59
Gambar 3.4. Diagram Pareto ... 61
commit to user
xi Lampiran 1. Surat pernyataan
Lampiran 2. Surat Keterangan
Lampiran 3. Nilai Magang
Lampiran 4. POM for Windows
commit to user
[Type text]
ABSTRAK
ANALISIS PENGENDALIAN KUALITAS PRODUK AKHIR KAIN GREY
DENGAN METODE C-CHART
PADA PT. ISKANDAR INDAH PRINTING TEXTILE SURAKARTA
Anang Wijayanto F3508056
Kualitas merupakan faktor penting dalam dunia usaha, terutama dalam menghadapi persaingan yang semakin ketat. Untuk itu setiap perusahaan dituntut untuk dapat memperbaiki, meningkatkan dan mempertahankan kualitas produksinya. Salah satu caranya adalah dengan pengendalian kualitas. Pengendalian kualitas adalah suatu cara untuk menjaga dan mengarahkan agar kualitas produk dan jasa perusahaan dapat dipertahankan sebagaimana yang telah direncanakan. Pengendalian kualitas memegang peranan yang sangat penting dan merupakan kegiatan yang sangat perlu dilakukan oleh setiap perusahaan dalam proses produksi.
Dalam hal ini penulis melakukan penelitian mengenai pengendalian kualitas kain grey tahun 2010 pada PT. Iskandar Indah Printing Textile. Penelitian ini bertujuan untuk mengetahui rata-rata kerusakan, kerusakan produk akhir kain grey yang out of control
serta untuk mengetahui jenis kerusakan yang sering terjadi dan penyebab kerusakannya.
Metode yang digunakan dalam penelitian ini adalah metode analisis c-chart. Metode c-chart digunakan dengan dasar bahwa produk yang dikategorikan rusak apabila produk tersebut tidak memenuhi satu atau lebih spesifikasi. Berdasarkan perhitungan dengan metode c-chart dapat diperoleh rata-rata kerusakan 4.118,5 meter dengan batas pengendali atas sebesar 4.311,03 meter dan batas pengendali bawah sebesar 3.925,97 meter. Dari hasil perhitungan dengan menggunakan data jumlah produksi dan jumlah kerusakan pada tahun 2010 terdapat 5 bulan (Januari, Februari, Maret, Juli dan Agustus) yang masih diluar batas pengendalian. Tingkat kerusakan terbesar yaitu putus pakan dan putus lusi yang disebabkan karena perusahaan menggunakan mesin-mesin tua dalam proses produksinya.
Berdasarkan pembahasan yang telah dikemukakan, penulis ingin memberikan saran sebagai berikut: (1). Perusahaan menerapkan pengendalian kualitas dengan menggunakan metode analisis c-chart. (2). Dilakukan pembersihan dan perawatan pada mesin-mesin produksi. (3). Optimalisasi pengawasan dari kepala bagian produksi pada karyawan.
commit to user
[Type text]
ABSTRACK
ANALISIS PENGENDALIAN KUALITAS PRODUK AKHIR KAIN GREY
DENGAN METODE C-CHART
PADA PT. ISKANDAR INDAH PRINTING TEXTILE SURAKARTA Quality control is a way to maintain order and direct the company's quality products and services can be maintained as planned. Quality control plays a very important and is an activity that is needed by every company in the production process.
In this case the author conducted research on gray cloth quality control in 2010 at PT. Iskandar Indah Printing Textile. This study aims to determine the average damage, damage to the final product that gray cloth out of control and to know what kind of damage that often occurs and causes damage.
The method used in this study is the c-chart analysis method. C-chart method is used on the basis that the products are categorized as defective if the product does not meet one or more specifications. Based on calculations by the c-chart method can be obtained an average of 4118.5 feet to uuper control limit of 4311.03 feet and lower control limit of 3925.97 meters. From the results of calculations using data on the number of production and the amount of damage in 2010 there were 5 months (January, February, March, July and August) are still beyond control. Greatest level of damage that are broken the pakan thread and the lusi threas which caused the company to use old machines in their production process.
Based on the discussion that has been presented, the authors would like to give suggestions as follows: (1). The company implemented a quality control by using the c-chart analysis method. (2). Cleaning and maintenance on production machines. (3). Optimizing the supervision of the head of production at the employee.
.
commit to user
1 BAB I
PENDAHULUAN
A. Latar Belakang
Perkembangan dunia industri di Indonesia semakin
menampakkan kemajuan, terjadi perubahan-perubahan yang cepat di
era globalisasi khususnya dalam persaingan bisnis. Hal ini terbukti
dengan munculnya berbagai produk atau jasa yang semakin beragam
di pasar industri. Agar dapat bertahan dalam persaingan, perusahaan
harus mampu mengelola semua sumber daya yang dimilikinya, mulai
dari persediaan bahan baku, proses produksi, sumber daya manusia,
penerapan manajemen, pemasaran, pelayanan terhadap konsumen
dan yang terpenting ialah kualitas produk atau jasa yang dihasilkan.
Semakin baik produk atau jasa yang dihasilkan semakin banyak pula
konsumen yang meminatinya.
Peningkatan kualitas membantu perusahaan meningkatkan
penjualan dan mengurangi biaya, yang keduanya akan meningkatkan
keuntungan. Selain itu, kualitas produk yang baik akan memperbaiki
reputasi perusahaan akan produk yang dihasilkannya. Sama halnya,
kualitas yang diperbaiki menyebabkan biaya turun karena perusahaan
meningkatkan produktivitas, mengurangi bahan yang terbuang dan
biaya garansi. Kualitas produk atau jasa yang dihasilkan perusahaan
commit to user
2 dan mempertahankan posisinya di pasar. Pelanggan mungkin memiliki
pandangan tersendiri mengenai kualitas, tetapi untuk menciptakan
sebuah produk atau jasa manajer operasi harus menetapkan apa yang
diharapkan oleh pelanggan.
Kualitas merupakan kemampuan suatu produk atau jasa dalam
memenuhi kebutuhan pelanggan. Di dalam perencanaan kualitas
produk akhir, manajemen perusahaan harus sudah mulai
merencanakannya sejak saat pengadaan bahan baku yang
dipergunakan, saat proses produksi dan terakhir pada saat produk
tersebut akan keluar dari perusahaan. Untuk menghasilkan produk
dengan kualitas yang baik diperlukan adanya pengendalian kualitas.
Pengendalian kualitas adalah suatu aktivitas (manajemen
perusahaan) untuk menjaga dan mengarahkan agar kualitas produk
perusahaan dapat dipertahankan sebagaimana yang telah
direncanakan (Ahyari, 2002:239). Pelaksanaan pengendalian kualitas
sangat erat dengan standar kualitas yang telah ditentukan perusahaan.
Pelaksanaan pengendalian kualitas secara efektif mengharuskan
partisipasi dan kerjasama semua pihak dalam perusahaan, melibatkan
manajemen puncak, manajer, penyelia, dan pekerja di berbagai
tingkatan kegiatan perusahaan. Pengendalian kualitas bertujuan untuk
menekan jumlah produk yang dihasilkan yang berada di bawah standar
commit to user
3 sesuai dengan standar kualitas perusahaan dan menghindari lolosnya
produk rusak ke tangan konsumen.
PT. Iskandar Indah Printing Textile adalah perusahaan
manufaktur yang berlokasi di Jalan Pakel No. 11 RT 03 RW VIII,
kelurahan Kerten, kecamatan Laweyan, Surakarta. Perusahaan ini
bergerak pada bidang tekstil, dimana proses produksinya berdasarkan
pesanan konsumen. Tentunya perusahaan harus mampu
menyelesaikan produksinya sesuai waktu yang telah ditentukan karena
dengan ketepatan waktu akan menunjang produktivitas perusahaan,
sehingga dapat memaksimalkan laba dan memuaskan konsumen.
Disamping itu, perusahaan juga harus memperhatikan kualitas produk
yang dihasilkannya, jika tidak ingin kalah kualitas dengan produk dari
perusahaan lain. Sehubungan dengan hal tersebut, untuk memperoleh
produk akhir yang sesuai dengan standar kualitas PT. Iskandar Indah
Printing Textile telah mengkoordinasi terhadap sumber daya yang
dimiliki.
Untuk meminimalisir kerusakan kain yang dihasilkan, pada setiap
mesin tenun di PT. Iskandar Indah Printing Textile secara otomatis
akan berhenti apabila ada benang yang putus. Apabila benang lusi
yang terputus maka lampu hijau pada mesin akan menyala dan mesin
akan berhenti secara otomatis, sedangkan apabila benang pakan yang
commit to user
4 akan mempermudah bagi operator mesin untuk mengetahui kerusakan
yang terjadi pada kain.
Berdasarkan uraian di atas maka dalam tugas akhir ini penulis
akan fokus dengan topik pengendalian kualitas produk dengan judul :
ANALISIS PENGENDALIAN KUALITAS PRODUK AKHIR KAIN GREY DENGAN METODE C-CHART PADA PT. ISKANDAR INDAH PRINTING TEXTILE SURAKARTA.
B. Rumusan Masalah
Berdasarkan latar belakang di atas, maka dirumuskan
permasalahannya yaitu :
1. Berapakah batas pengendali atas (UCL) dan batas pengendali
bawah (LCL) pada diagram C-Chart?
2. Apakah kerusakan pada produk kain grey yang terjadi di PT.
Iskandar Indah Printing Textile masih dalam batas pengendalian
kualitas?
3. Apakah jenis kerusakan dan penyebab kerusakan pada produk kain
grey di PT. Iskandar Indah Printing Textile?
C. Tujuan Penelitian
Berdasarkan rumusan masalah di atas, maka tujuan penelitian yang
ingin dicapai yaitu:
1. Untuk mengetahui batas pengendali atas (UCL) dan batas
commit to user
5 2. Untuk mengetahui kerusakan pada produk kain grey yang terjadi di
PT. Iskandar Indah Printing Textile masih dalam batas
pengendalian kualitas atau tidak.
3. Untuk mengidentifikasi jenis kerusakan dan penyebab kerusakan
pada produk kain grey di PT. Iskandar Indah Printing Textile.
D. Manfaat Penelitian
Manfaat yang diharapkan pada penelitian ini adalah :
1. Bagi perusahaan
a. Memberikan bahan pertimbangan dan sumbangan pemikiran
mengenai pengendalian kualitas produk akhir yang dihasilkan.
b. Sebagai masukan perusahaan dalam menghasilkan produk
yang berkualitas.
2. Bagi peneliti
c. Menambah wawasan dan menerapkan ilmu yang diperoleh
selama perkuliahan serta dapat memberikan pengetahuan dan
pemahaman mengenai pengendalian kualitas.
d. Memperoleh gambaran secara langsung mengenai dunia kerja
nyata dari perusahaan yang diteliti.
3. Bagi pihak lain
Hasil penelitian ini diharapkan dapat menambah pengetahuan dan
pemahaman mengenai penelitian-penelitian yang berkaitan dengan
commit to user
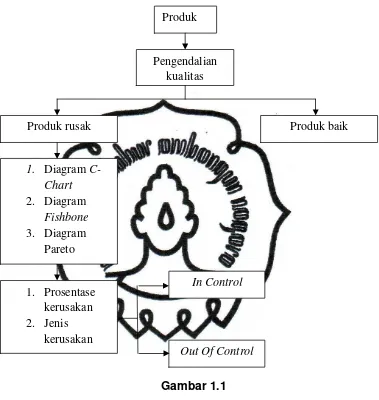
Pengendalian kualitas terhadap produk dilakukan untuk menjaga
dan mengarahkan agar kualitas produk dapat dipertahankan sesuai
dengan standar yang ditetapkan. Dalam menjamin kualitas suatu
produk perlu prosedur pengawasan sebelum, selama dan sesudah
proses produksi. Berdasarkan pengendalian kualitas yang
commit to user
7 dilakukan, produk diklasifikasikan menjadi dua, yaitu produk baik
dan produk rusak. Untuk produk rusak dianalisis dengan
menggunakan analisis C-Chart, diagram fishbone dan diagram
pareto. Hasil analisis tersebut dapat dijadikan masukan bagi pihak
perusahaan.
F. Metode Penelitian 1. Desain penelitian
Desain penelitian yang digunakan dalam penelitian ini adalah
desain penelitian Deskriptif mengenai pengendalian kualitas
dengan menggunakan metode C-Chart dengan studi kasus pada
PT. Iskandar Indah Printing Textile, Surakarta.
2. Objek penelitian
Penelitian ini dilakukan di PT. Iskandar Indah Printing Textile, yang
beralamat di Jalan Pakel No. 11 RT 03 RW VIII, kelurahan Kerten,
kecamatan Laweyan, Surakarta.
3. Sumber data
Data yang dilakukan pada penelitian ini meliputi data primer dan
data sekunder.
a. Data primer
Data Primer yaitu data yang diperoleh dengan survei lapangan
yang menggunakan semua metode pengumpulan data original
(Kuncoro, 2003: 127). Data primer pada penelitian ini berupa
commit to user
8 b. Data sekunder
Data Sekunder yaitu data yang telah dikumpulkan oleh lembaga
pengumpul data dan dipublikasikan kepada masyarakat
pengguna data (Kuncoro, 2003: 127). Data yang digunakan
dalam penelitian ini adalah:
1) Data jumlah produksi pada tahun 2010.
2) Data kain cacat pada tahun 2010.
3) Data tentang sejarah perusahaan.
4. Teknik pengumpulan data
a. Observasi
Adalah teknik atau pendekatan untuk mendapatkan data primer
dengan cara mengamati langsung obyek datanya.
b. Wawancara
Adalah komunikasi dua arah untuk mendapatkan data dari
responden.
c. Studi pustaka
Yaitu membaca dan mempelajari literature yang berkaitan
dengan penelitian untuk melengkapi data yang dibutuhkan.
5. Teknik analisis data
Teknik analisis yang dipergunakan dalam penelitian tugas akhir ini
commit to user
9 a. Metode C-Chart
Metode ini digunakan untuk mengetahui banyaknya kerusakan
yang terjadi pada produk akhir. Yang dirumuskan sebagai
berikut :
1) Menentukan rata-rata kerusakan
=
Keterangan :
= Rata-rata cacah kerusakan
= Jumlah produk rusak
n = Banyaknya obsevasi yang dilakukan
2) Menentukan batasan pengendalian
Batas pengendali atas (UCL)
UCL = + 3
Batas pengendali bawah (LCL)
LCL = - 3
Batas pengendali atas (UCL) dan batas pengendali bawah
(LCL) merupakan batas-batas pengendalian dari penyimpangan
yang terjadi. Jika kerusakan berada di antara batas pengendali
atas (UCL) dan garis pusat ataupun berada di antara batas
pengendali bawah (LCL) dan garis pusat, terlebih apabila
kerusakan produk berada di bawah batas pengendali bawah
commit to user
10 menjaga kualitasnya, karena diharapkan sedapat mungkin
kerusakan sampai mendekati nol. Apabila kerusakan produk
berada di luar atau di atas batas pengendali atas (UCL) berarti
terjadi penyimpangan kualitas produk yang dihasilkan dan hal
tersebut harus segera diadakan tindakan perbaikan atau koreksi
terhadap pelaksanaan pengendalian kualitas tersebut.
3) Membuat bagan kendali dari masing-masing control.
b. Diagram Pareto
Diagram pareto adalah sebuah metode untuk mengelola
kesalahan, masalah, atau cacat untuk membantu memusatkan
perhatian pada usaha penyelesaian masalah (Render dan
Heizer, 2005:266).Langkah-langkah pembuatannya adalah
sebagai berikut :
1) Menentukan prosentase untuk setiap jenis kerusakan.
Data yang diolah untuk mengetahui prosentase kerusakan
dihitung dengan menggunakan rumus jumlah kerusakan
pada jenis.
% kerusakan = x 100%
2) Membuat diagram pareto dengan mengurutkan jenis
kerusakan yang jumlahnya paling besar ke jumlah yang
commit to user
11 c. Diagram fishbone
Menurut Render dan Heizer (2005:265), diagram fishbone
adalah teknik skematis yang digunakan untuk menemukan
lokasi yang mungkin pada permasalahan kualitas. Diagram
fishbone memiliki empat kategori yang merupakan penyebab
kerusakan, yaitu: material, mesin/peralatan, manusia dan
commit to user
12 BAB II
TINJAUAN PUSTAKA
A. Pengertian Kualitas
Kualitas merujuk pada kemampuan sebuah produk atau jasa
yang secara konsisten dapat memenuhi dan melebihi harapan-harapan
konsumen. Menurut Gaspersz (2002:181) kualitas adalah totalitas dari
karakteristik suatu produk (barang atau jasa) yang menunjang
kemampuannya untuk memenuhi kebutuhan yang dispesifikasikan.
Sedangkan menurut Render dan Heizer (2005:253), kualitas adalah
kemampuan suatu produk atau jasa dalam memenuhi kebutuhan
pelanggan. Secara umum dapat dikatakan bahwa kualitas produk atau
jasa itu akan dapat diwujudkan bila orientasi pada kepuasan
pelanggan (customer satisfaction)
B. Pengertian Pengendalian Kualitas
Pengendalian kualitas merupakan suatu proses yang
mengukur keluaran (output) relatif terhadap suatu standar, dan akan
melakukan sesuatu ketika output tidak sesuai standar. Kelayakan
produk harus diperiksa dan diuji sebelum dan sesudah diproduksi agar
terjamin kualitasnya.
Menurut Ahyari (2002:239), yang dimaksud dengan
pengendalian kualitas adalah merupakan suatu aktivitas (manajemen
commit to user
13 atau jasa perusahaan dapat dipertahankan sebagaimana yang telah
direncanakan.
Kegiatan pengendalian kualitas merupakan usaha preventif
dan dilaksanakan sebelum kesalahan produk tersebut terjadi, dan
sebagai usaha untuk memenuhi standar kualitas. Dalam kegiatan
pengendalian kualitas tersebut tidak hanya meliputi penetapan standar
produk atau proses dari pihak produsen melainkan standar yang
ditetapkan oleh produsen tersebut juga harus sesuai dengan
spesifikasi atau toleransi yang ditetapkan oleh pihak konsumen.
C. Pengaruh Kualitas
Menurut Render dan Heizer (2005:254), ada tiga alasan
pentingnya kualitas :
a. Reputasi perusahaan
Suatu perusahaan menyadari bahwa reputasi akan mengikuti
kualitas apakah itu baik atau buruk. Kualitas akan muncul sebagai
persepsi tentang produk baru perusahaan, kebiasaan karyawan
dan hubungan pemasok. Promosi tidak akan menggantikan produk
yang berkualitas.
b. Keandalan produk
Semua perusahaan tentunya tidak ingin memiliki desain,
memproduksi dan mengedarkan produk atau jasa yang
penggunaannya mengakibatkan kerusakan atau kecelakaan bagi
commit to user
14 sesuai dengan keinginan pelanggan dan tentunya tidak
mengakibatkan kerusakan atau kecelakaan bagi penggunanya.
c. Keterlibatan global
Dimasa teknologi seperti sekarang, kualitas menjadi suatu
perhatian internasional. Bagi perusahaan dan negara yang ingin
bersaing secara efektif pada ekonomi global, maka produk mereka
harus memenuhi harapan kualitas, desain dan harga global. Produk
yang rendah mutunya mengurangi keuntungan perusahaan dan
neraca pembayaran negara.
D. Biaya Kualitas
Menurut Render dan Heizer (2005:255) biaya kualitas adalah
biaya karena mengerjakan sesuatu dengan salah, yaitu harga yang
timbul karena ketidakmampuan memenuhi standar.
Empat kategori utama biaya dikaitkan dengan kualitas, yang
disebut sebagai biaya kualitas, yaitu :
a. Biaya pencegahan
Biaya yang terkait dengan pengurangan komponen atau jasa yang
rusak (contoh: pelatihan, program peningkatan kualitas).
b. Biaya penaksiran
Biaya yang dikaitkan dengan proses evaluasi produk, proses,
commit to user
15 c. Kegagalan internal
Biaya yang diakibatkan oleh proses produksi komponen atau jasa
yang rusak sebelum diantarkan ke pelanggan (contoh: rework,
scrab dan waktu menunggu disebabkan mesin rusak).
d. Biaya eksternal
Biaya yang terjadi setelah pengiriman barang atau jasa yang cacat
(contoh: barang dikembalikan, kewajiban, biaya pada masyarakat).
E. Diagram c-chart
Diagram ini digunakan untuk mengendalikan jumlah yang
rusak per-unit hasil suatu proses. Peta kendali ini berguna untuk
memonitor proses dimana bisa terjadi sejumlah besar kemungkinan
kesalahan tetapi jumlah yang benar-benar terjadi relatif lebih kecil.
Langkah-langkah dalam analisis ini adalah sebagai berikut :
a. Menentukan rata-rata kerusakan
=
Keterangan :
= Rata-rata cacah kerusakan
= Jumlah produk rusak
n = Banyaknya obsevasi yang dilakukan
b. Menentukan batasan pengendalian
Batas pengendali atas (UCL)
commit to user
16 Batas pengendali bawah (LCL)
LCL = - 3
Batas pengendali atas (UCL) dan batas pengendali bawah
(LCL) merupakan batas-batas pengendalian dari penyimpangan
yang terjadi. Jika kerusakan berada di antara batas pengendali atas
(UCL) dan garis pusat ataupun berada di antara batas pengendali
bawah (LCL) dan garis pusat, terlebih apabila kerusakan produk
berada di bawah batas pengendali bawah (LCL) merupakan
prestasi yang bagus bagi perusahaan dalam menjaga kualitasnya,
karena diharapkan sedapat mungkin kerusakan sampai mendekati
nol. Apabila kerusakan produk berada di luar atau di atas batas
pengendali atas (UCL) berarti terjadi penyimpangan kualitas produk
yang dihasilkan dan hal tersebut harus segera diadakan tindakan
perbaikan atau koreksi terhadap pelaksanaan pengendalian
kualitas tersebut.
c. Membuat bagan kendali dari masing-masing control.
F. Alat-alat pendukung pengendalian kualitas
Menurut Render dan Heizer (2005:263-268), ada 7 alat dalam
pengendalian kualitas, yaitu :
a. Lembar pengecekan (check sheet)
Adalah suatu formulir yang didesain untuk mencatat data. Dalam
banyak kasus, pencatatan dilakukan sehingga pada saat data
commit to user
17 membantu analisis menentukan fakta atau pola yang mungkin
dapat membantu analisis selanjutnya.
b. Diagram sebar (scatter diagram)
Diagram sebar menunjukan hubungan antar-dua perhitungan.
Sebagai contoh adalah hubungan yang berbanding lurus di antara
lamanya waktu pelayanan jasa yang dipanggil ke rumah dengan
jumlah perjalanan yang dilakukan teknisi kembali ke truknya untuk
mengambil komponen. Jika dua hal berhubungan dekat, titik-titik
data akan membentuk sebuah pita yang ketat. Jika hasilnya adalah
sebuah pola acak, maka hal tersebut tidak berhubungan.
c. Diagram sebab-akibat (cause and effect diagram)
Diagram sebab akibat dikenal juga dengan diagram ishikawa atau
diagram tulang ikan (fish-bone chart). Alat ini digunakan untuk
mengenali elemen proses (penyebab) yang mungkin memberikan
pengaruh pada hasil.
d. Diagram pareto
Adalah sebuah metode untuk mengelola kesalahan, masalah, atau
cacat untuk membantu memusatkan perhatian pada usaha
penyelesaian masalah. Analisis pareto mengisyaratkan
masalah-masalah yang ditangani dapat memberikan manfaat. Setelah
diagram pareto dibuat maka langkah selanjutnya adalah mencari
penyebab kerusakan serta mencari cara-cara untuk mengurangi
commit to user
18 e. Diagram alir (flow charts)
Adalah diagram yang secara garis besar menyajikan sebuah
proses dengan menggunakan kotak dan garis yang berhubungan.
Diagram ini adalah alat yang sangat baik untuk memahami sebuah
proses atau menjelaskan sebuah proses.
f. Histogram
Menunjukan cakupan nilai sebuah perhitungan dan frekuensi dari
setiap nilai yang terjadi. Histogram menunjukkan data yang paling
sering terjadi dan juga variasi dalam perhitungan.penjelasan
statistik, seperti rata-rata dan standar deviasi dapat dihitung untuk
menjelaskan distribusi. Walaupun demikian, data harus selalu
dipetakan sehingga bentuk distribusi dapat terlihat.
G. Diagram pareto
Menurut Render dan Heizer (2005:266), diagram pareto
adalah sebuah metode untuk mengelola kesalahan, masalah atau
cacat untuk membantu memusatkan perhatian pada usaha
penyelesaian masalah. digunakan untuk mengidentifikasi dan
mengevaluasi tipe-tipe yang tidak sesuai Langkah-langkah
pembuatannya adalah sebagai berikut :
a. Menentukan prosentase untuk setiap jenis kerusakan.
Data yang diolah untuk mengetahui prosentase kerusakan
dihitung dengan menggunakan rumus jumlah kerusakan pada
commit to user
19
% kerusakan = x 100%
b. Membuat diagram pareto dengan mengurutkan jenis kerusakan
yang jumlahnya paling besar ke jumlah yang paling kecil dari kiri
ke kanan.
H. Diagram sebab akibat
Diagram sebab akibat dikenal juga dengan diagram ishikawa
atau diagram tulang ikan (fish-bone chart). Alat ini digunakan untuk
mengenali elemen proses (penyebab) yang mungkin memberikan
pengaruh pada hasil. Langkah-langkah dalam pembuatan diagram
sebab akibat yaitu (Grant dan Leavenworth, 1989:287):
a. Definisikan permasalahannya. Langkah ini dapat menggunakan
hasil-hasil histogram data, bagan kendali, diagram pareto, dan
sebagainya.
b. Seleksi metode analisis. Seringkali metode analisis itu meliputi
berupa sumbangsaran bersama suatu tim yang mewakili bagian
produksi, rekayasa, pemeriksaan dan yang lainnya yang terlibat
secara potensial mengenai masalah yang sedang dihadapi.
c. Gambarkan kotak masalah dan panah utama (pusat).
d. Spesifikasikan kategori utama sumber-sumber yang mungkin
menyumbang terhadap masalah.
e. Identifikasikan kemungkinan sebab-sebab masalah ini.
commit to user
20 I. Inspeksi
Menurut Gaspersz (2002:178), inspeksi adalah
aktivitas-aktivitas seperti pengukuran, pengujian, penaksiran terhadap satu atau
lebih karakteristik dari barang atau jasa kemudian membandingkan
dengan persyaratan yang ditetapkan guna menentukan kesesuaian.
Sedangkan menurut Handoko (1984:429), inspeksi adalah seluruh
kegiatan, diantaranya pengujian, untuk memeriksa apakah produk
memenuhi standar atau tidak. Tujuan utama inspeksi adalah
menghentikan pembuatan komponen-komponen yang rusak.
Pemeriksaan produk selama diproses juga menghindarkan
perusahaan dari pengerjaan satuan-satuan yang sebenarnya telah
rusak. Dalam hal ini perusahaan memerlukan para pemeriksa yang
dapat menginformasikan tidak hanya bahwa suatu produk tidak
memenuhi standar atau ditolak, tetapi juga mengapa, agar para
manajer dapat memusatkan perhatiannya pada perbaikan situasi.
Ada beberapa pedoman umum untuk menentukan kapan
sebaiknya inspeksi dilakukan :
a. Inspeksi setelah operasi-operasi yang cenderung memproduksi
barang-barang salah agar tidak ada kerja lebih dilakukan pada
barang-barang jelek.
b. Inspeksi sebelum operasi-operasi yang memakan biaya agar
berbagai operasi ini tidak akan dilaksanakan pada barang-barang
commit to user
21 c. Inspeksi sebelum operasi-operasi dimana produk-produk yang
salah mungkin menghentikan atau memacetkan mesin-mesin.
d. Inspeksi sebelum operasi-operasi menutupi kerusakan-kerusakan
(seperti pengecatan atau perakitan).
e. Inspeksi sebelum operasi-operasi perakitan yang tidak dapat tidak
dilakukan (seperti pengelasan komponen-komponen atau
pencampuran cat).
f. Pada mesin-mesin otomatik dan semi otomatik, inspeksi dilakukan
pada unit pertama dan terakhir, tetapi hanya kadang-kadang bagi
unit diantaranya.
g. Inspeksi komponen-komponen akhir.
h. Inspeksi sebelum penggudangan (termasuk barang-barang yang
dibeli).
i. Inspeksi pengujian produk-produk jadi. Perusahaan harus
memeriksa bahwa tidak ada barang-barang yang dikirim tanpa
inspeksi, paling tidak pada sampel. Karena dalam hal ini para
pelanggan akan menjadi inspectors. Bila produk jelek mereka
pindah ke perusahaan lain, atau lebih parah lagi bila mereka
memberi tahukan kepada setiap orang bahwa produk perusahaan
commit to user
22 BAB III
ANALISIS DAN PEMBAHASAN
A. GAMBARAN UMUM PERUSAHAAN 1. Sejarah Singkat Perusahaan
PT. Iskandar Indah Printing Textile berdiri pada tanggal
23 Mei 1975 berbentuk badan usaha CV (Commanditer
vennonschap) dengan nama CV Iskandartex, berdasar akta
perusahaan No 98 tanggal 23 Mei 1975. Perusahaan ini merupakan
satu dari sekian banyak perusahaan textile yang mengolah bahan
baku benang menjadi kain mentah (grey) yang kemudian
meningkatkan jenis produksi berupa kain bercorak atau lebih
dikenal dengan sebutan batik printing
CV Iskandartex memulai produksinya satu tahun setelah
berdiri yaitu pada tahun 1976. Pada awal berdirinya perusahaan
bermodalkan 25 unit mesin tenun, dan kemudian mengalami
perkembangan hingga pada tahun 1977 perusahaan memiliki 77
unit mesin tenun. Produksi perusahaan terus meningkat, hal ini
dibuktikan pada tahun 1980 perusahaan mendatangkan mesin kanji
dari Taiwan yang fungsinya mengeringkan kain secara otomatis.
Pada tahun yang sama perusahaaan juga memperluas bangunan
commit to user
23 yang terus meningkat, maka perusahaan merasa perlu menambah
mesin tenun, hingga pada akhir tahun 1993 jumlah mesin tenun
yang dimiliki menjadi 614 unit. Mesin-mesin yang dimiliki
perusahaan selain mesin tenun adalah mesin palet sebanyak 50
unit, mesin warping sebanyak 3 unit, mesin kanji sebanyak 2 unit,
mesin boiler sebanyak 1 unit, mesin folding sebanyak 5 unit, dan
mesin kilos sebanyak 1 unit.
Konsumen tekstil dan batik berasal dari berbagai daerah
dalam kota maupun luar kota, diantaranya seperti Pekalongan,
Jakarta dan Bandung. Bahkan perusahaan mampu melayani
pesanan dari luar negeri, seperti Amerika Serikat, Korea,
Singapura, Swiss, Dubai dan Arab Saudi.
Melihat usaha yang terus berkembang, maka pimpinan
perusahaan mengambil kebijaksanaan untuk mengubah bentuk
perusahaan dari bentuk CV menjadi bentuk PT (Perseroan
Terbatas). Berdasar SK Menkeu RI No.7/12/12 tertanggal 1
November 1989, akhirnya pada tanggal 2 Januari 1991 perusahaan
resmi menjadi PT. Iskandartex dengan nomor izin usaha yaitu
199/11.16/PB/VIII/1991/PT. Pergantian nama berikutnya terjadi
pada bulan Februari 1996 menjadi PT. Iskandar Indah Printing
Textile.
Faktor-faktor yang mendorong pendirian PT. Iskandar Indah
commit to user
24 a. Adanya keinginan untuk mengembangkan jenis usaha keluarga
menjadi jenis usaha yang lebih maju.
b. Adanya keyakinan bahwa permintaan akan tekstil di pasar
masih sangat terbatas.
c. Adanya keinginan yang kuat untuk mencapai tingkat kehidupan
yang lebih baik atau orientasi pendirian perusahaan adalah
untuk mencari laba (profit oriented).
d. Adanya dorongan dari pihak pemerintah agar pihak swasta turut
serta untuk menciptakan kesempatan kerja.
2. Lokasi Perusahaan
PT. Iskandar Indah Printing Textile berdiri di atas lahan
seluas 3,5 hektare. Berdasarkan letak lokasinya PT. Iskandar Indah
Printing Textile memiliki beberapa keuntungan, yaitu :
a. Ditinjau dari segi ekonomis
1) Mudah dalam pendistribusian bahan baku produksi dan
barang jadi untuk dipasarkan sehingga dapat menghemat
biaya transportasi dan pengangkutan.
2) Cukup banyak tenaga kerja yang tersedia.
b. Ditinjau dari segi sosial
1) Menciptakan lapangan pekerjaan bagi penduduk sekitar
perusahaan.
2) Membantu pemerintah dalam mensukseskan kampanye
commit to user
25 c. Ditinjau dari segi teknis
1) Daerah sekitar masih cukup luas untuk mengembangkan
perusahaan tersebut.
2) Mudah untuk mendatangkan alat-alat, mesin tenun dan
memperoleh ahli mesin atau montir.
Perusahaan ini terdiri dari bangunan-bangunan sebagai berikut :
a. Bangunan kantor
Terdiri dari ruang direktur, komisaris umum, tamu, kepala
bagian dan karyawan pembukuan.
b. Bangunan pabrik dan gudang
c. Bangunan ruang jaga atau pos satpam
d. Bangunan ruang ketel uap (boiler)
e. Tempat parkir
f. Poliklinik
g. Mushola
h. Ruang bengkel
i. Bangunan ruang diesel
3. Tujuan Perusahaan
Tujuan dari pendirian perusahaan tekstil ini yaitu :
a. Memperoleh keuntungan demi kelangsungsan hidup
perusahaan, kesejahteraan karyawan maupun memenuhi
commit to user
26 b. Membuka lapangan pekerjaan bagi masyarakat, khususnya
masyarakat sekitar lokasi perusahaan.
c. Meningkatkan hasil produksi dalam negeri dengan memproduksi
kain grey untuk memenuhi bahan baku bagi perusahaan tekstil
yang memiliki unit proses finishing.
4. Struktur Organisasi Perusahaan
Struktur organisasi secara keseluruhan mencerminkan
pola hubungan yang tetap, mempunyai rasa interaksi tertentu dan
mencerminkan cara koordinasinya. Struktur organisasi merupakan
hal terpenting dalam suatu perusahaan, karena struktur organisasi
merupakan cara pembagian kerja untuk semua pelaku yang terlibat
dalam suatu organisasi.
Pembuatan struktur organisasi dimaksudkan untuk :
a. Mengkoordinasikan suatu kelompok yang terdiri dari berbagai
tugas.
b. Membantu agar setiap lini jelas akan fungsi dan tanggungjawab
terhadap tugas.
c. Mendayagunakan kemampuan-kemapuan yang ada pada
organisasi tersebut.
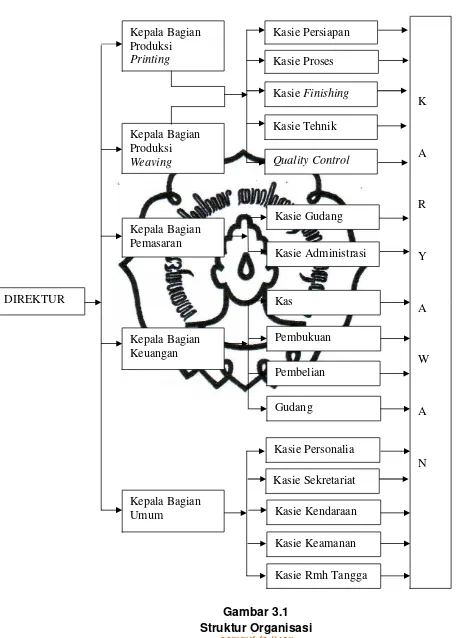
Struktur organisasi yang digunakan oleh PT. Iskandar Indah
Printing Textile adalah struktur organisasi lini atau garis, artinya
semua kegiatan di dalam perusahaan dikoordinir langsung oleh
commit to user
27 Gambar 3.1
Struktur Organisasi
Sumber : PT. Iskandar Indah Printing Textile Surakarta
commit to user
28 5. Tugas dan Wewenang
PT. Iskandar Indah Printing Textile dipimpin oleh seorang
direktur utama yang membawahi 5 kepala bagian, adapun tugas
dan wewenangnya adalah sebagai berikut:
a. Direktur utama
Merupakan unsur eksekutif tertinggi dalam organisasi
perusahaan sebagai pimpinan perusahaan. Tugas dan
wewenangnya adalah sebagai berikut :
1) Mendelegasikan wewenang pada manajer bawah dan
mengawasi pelaksanaannya.
2) Bekerja sama dengan manajer yang berada di bawahnya
dalam mengelola perusahaan.
3) Mewakili perusahaan baik di dalam maupun di luar
perusahaan.
4) Mengadakan atau menjalin kerja sama dengan pihak luar
perusahaan.
5) Meminta laporan pertanggungjawaban pada manajer.
6) Memberi saran, nasehat, petunjuk dan bimbingan pada
manajer bawah.
7) Bertanggungjawab atas wewenang yang diberikan
kepadanya dan juga atas informasi yang diturunkan pada
commit to user
29 b. Kepala bagian produksi printing
1) Bertanggungjawab atas pemberian motif kain.
2) Mengatur cara kerja karyawan agar efisien dalam
penggunaan waktu, tempat dan tenaga.
3) Mendelegasikan tugas yang dikerjakan bagian bawahannya.
c. Kepala bagian produksi weaving
1) Bertanggungjawab atas penenunan dari benang menjadi
kain.
2) Mengatur cara kerja karyawan agar efisien dalam
penggunaan waktu, tempat dan tenaga.
3) Mendelegasikan tugas yang dikerjakan bagian bawahannya.
d. Kepala bagian pemasaran
1) Mengarahkan, mengkoordinir dan mendelegasikan tugas
atau kegiatan penjualan.
2) Mengawasi pelaksanaan tugas yang dikerjakan bagian yang
ada di bawahnya.
3) Mengatur dan menetapkan cara penjualan produk.
4) Membuat permintaan produksi.
5) Mengatur cara-cara promosi.
6) Bertanggungjawab atas pencapaian target penjualan dan
commit to user
30 e. Kepala bagian keuangan
1) Mengawasi semua penerimaan dan pengeluaran kas sesuai
dengan kepentingan perusahaan.
2) Mengatur dan mengurusi masalah administrasi dan
keuangan.
3) Mengawasi dan mengarahkan tugas kepada bagian yang
berada di bawahnya.
4) Mengawasi sekaligus memberikan nasehat, petunjuk dan
bimbingan kepada bawahan dan meminta laporan atas kerja
bawahannya.
f. Kepala bagian umum
1) Mengatur pekerjaan yang berhubungan dengan personil,
kebersihan dan kendaraan.
2) Melakukan koordinasi dengan semua kepala bagian tentang
kebutuhan-kebutuhan pelayanan umum.
Dari 6 kepala bagian tersebut masing-masing
membawahi beberapa kasie yang memiliki tugas dan wewenang
sebagai berikut:
Bagian kepala produksi printing dan weaving dibantu oleh 5 kasie
yang memiliki tugas dan wewenang sebagai berikut:
a. Kasie persiapan
1) Menyusun jadwal kerja kelompok warping, kanji, cucuk, palet
commit to user
31 2) Membantu menyiapkan peralatan, bahan baku dan bahan
penolong.
3) Mengatur dan mengawasi pelaksanaan kerja bagian
pengawasan.
b. Kasie proses
1) Menyusun jadwal kerja bagian prosess sesuai yang dengan
yang direncanakan.
2) Membantu menyiapkan peralatan kerja.
3) Mengatur dan mengawasi pelaksanaan kerja bagian proses.
c. Kasie finishing
1) Menyusun jadwal kerja bagian proses sesuai dengan yang
direncanakan.
2) Bertugas dalam proses penyelesaian kain.
3) Menyiapkan laporan hasil produksi per hari tiap unit.
d. Kasie tehnik
1) Mengatur kerja perbaikan dan pemeliharaan
peralatan-peralatan,
2) Mengatur dan mengawasi pelaksanaan kerja bagian tehnik.
3) Bertanggungjawab atas kelancaran mesin produksi sehingga
dapat digunakan dengan baik.
e. Quality control
1) Bertugas dan bertanggungjawab atas pengawasan
commit to user
32 2) Bertanggungjawab atas hasil kerja pengawasan mutu,
pelayanan umum dan gudang.
3) Bertanggungjawab atas aktiva perusahaan yang berada di
dalam wewenangnya.
Kepala bagian pemasaran membawahi 2 kasie, yaitu kasie gudang
dan kasie administrasi. Tugas dan wewenangnya adalah sebagai
berikut:
a. Kasie gudang
1) Mengatur dan mengawasi pekerjaan-pekerjaan yang
berhubungan dengan penerimaan, pengeluaran dan
penyimpanan barang spare part dan benang.
2) Melaksanakan perencanaan pengadaan barang spare part
dan benang.
3) Memeriksa laporan persediaan barang spare part dan
persediaan benang setiap saat.
b. Kasie administrasi
1) Mengatur dan menetapkan cara penjualan produk
2) Mengatur strategi pemasaran atau promosi
Kepala bagian keuangan dibantu oleh 4 kasie, yaitu:
a. Kas
1) Melakukan pekerjaan administrasi keuangan.
2) Mengatur pemasukan dan pengeluaran keuangan
commit to user
33 3) Melaksanakan pembayaran gaji dan upah para karyawan.
b. Pembukuan
1) Menjamin kegiatan yang berada di bawahnya dalam
melaksanakan tugas sesuai dengan yang telah ditetapkan.
2) Mendelegasikan tugas pada bagian yang berada di
bawahnya dan bertanggungjawab atas penyelenggaraan
pembukuan per kuartal maupun tahunan serta laporan biaya
per bulan.
3) Bertanggungjawab atas penyusunan finansial dan anggaran
perusahaan sesuai dengan rencana produksi.
4) Menilai dan mengawasi kegiatan yang dilakukan bagian
yang berada di bawahnya.
5) Memberi saran, ide, petunjuk dan bimbingan pada para
bawahannya.
6) Bertanggungjawab atas administrasi pembukuan.
c. Pembelian
1) Mengkoordinir pembelian bahan baku yang diperlukan
perusahaan serta pembelian peralatan dan perlengkapan
yang dibutuhkan.
2) Mengawasi barang-barang yang dibeli, jika tidak sesuai
dengan pesanan baik kualitas maupun kuantitas serta harga
commit to user
34 3) Mengatur dan menetapkan cara pembelian dan pengadaan
bahan-bahan yang diperlukan dalam proses produksi.
4) Menentukan atau memilih pemasok.
5) Bertanggungjawab atas tugas-tugas yang didelegasikan
pada bawahannya dan kelancaran penyediaan kebutuhan
bahan proses produksi.
d. Gudang
1) Memeriksa laporan persediaan barang spare part dan
persediaan benang setiap saat.
2) Melaksanakan perencanaan pengadaan barang spare part
dan benang.
Kepala bagian umum dibantu oleh:
a. Kasie personalia
1) Membuat daftar hadir dan administrasi kepegawaian.
2) Menentukan kriteria atau syarat-syarat masuk menjadi
karyawan.
3) Mengurusi kesejahteraan karyawan.
4) Bekerja sama dengan bagian produksi dalam pengadaan
tenaga kerja karena dalam perusahaan tekstil bagian
produksilah yang paling banyak dalam membutuhkan
karyawan atau tenaga kerja..
5) Menyelesaikan persoalan yang berhubungan dengan
commit to user
35 b. Kasie sekretariat
1) Menjalankan tugas-tugas yang diberikan oleh atasan.
2) Membantu penyelesaian pekerjaan-pekerjaan dari
perusahaan.
3) Mengkoordinir personil-personil serta pekerjaan yang
berhubungan dengan atasan.
c. Kasie kendaraan
1) Bertanggungjawab atas perawatan dan perbaikan kendaraan
perusahaan.
2) Bertugas menyiapkan kendaraan yang digunakan dalam
kegiatan perusahaan.
d. Kasie keamanan
1) Bertugas dan bertanggungjawab dalam menjaga keamanan
dan ketertiban perusahaan.
2) Melayani tamu sebagai pos terdepan.
e. Kasie rumah tangga
Bertugas daan bertanggungjawab terhadap hal-hal yang bersifat
kerumahtanggaan dalam perusahaan seperti perawatan taman,
selokan dan lain sebagainya.
6. Personalia a. Tenaga Kerja
Secara garis besar karyawan-karyawan di PT.
commit to user
36 1) Bagian produksi, yaitu bagian yang bekerja di departemen
unit weaving dan departemen unit printing serta finishing.
2) Bagian non produksi, yaitu bagian karyawan kantor.
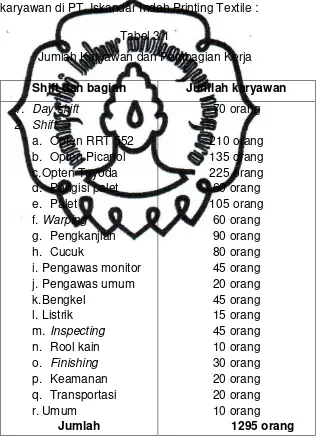
Pada saat ini jumlah karyawan di PT. Iskandar Indah
Printing Textile adalah 1.295 orang. Berikut pembagian kerja
karyawan di PT. Iskandar Indah Printing Textile :
Tabel 3.1
Jumlah Karyawan dan Pembagian Kerja
Shift dan bagian Jumlah karyawan
commit to user
37 Sebelum menerima karyawan baru, perusahaan
melakukan seleksi yang ketat. Diawali dari tes latihan kerja, tes
wawancara dan tes kesehatan. Syarat yang dijadikan
pertimbangan dalam penerimaan karyawan baru adalah :
1) Tingkat pendidikan
2) Jenis kelamin
3) Usia
4) Pengalaman kerja
5) Jumlah tenaga kerja yang dibutuhkan perusahaan.
Pemberhentian karyawan dapat dilakukan dengan alasan
sebagai berikut :
1) Tidak mengikuti training.
2) Melanggar peraturan yang telah ditetapkan perusahaan.
3) Mengundurkan diri atas permintaan karyawan yang
bersangkutan.
4) Meninggal dunia.
Dalam upaya meningkatkan kesejahteraan karyawan,
perusahaan memberikan beberapa fasilitas dan hak yang perlu
diterima karyawan, yaitu :
1) Tunjangan Hari Raya (THR)
2) Mengikutsertakan dalam Asuransi Sosial Tenaga Kerja
(ASTEK)
commit to user
38 4) Cuti hamil
5) Fasilitas kendaraan antar jemput.
6) Setiap setahun sekali diadakan acara santai bersama atau
rekreasi.
7) Memberikan pakaian seragam.
b. Sistem Kerja
Mesin-mesin tenun dijalankan selama jam kerja dan
berhenti total pada saat jam istirahat selama satu jam. Sistem
kerja dibagi menjadi dua bagian yaitu :
1) Day shift : masuk pagi terus, biasanya
untuk karyawan kantor (07.00-15.00).
2) Shift : dibagi menjadi tiga kelompok shift
(karyawan bagian produksi).
a) Group A : jam 07.00 s/d 15.00 istirahat jam 11.30 s/d
12.30
b) Group B : jam 15.00 s/d 23.00 istirahat jam 18.45 s/d
19.45
c) Group C : jam 23.00 s/d 07.00 istirahat jam 02.00 s/d
03.00
Pembagian waktu kerja di atas berlaku untuk
karyawan bagian produksi dan tehnik, sedangkan untuk
karyawan bagian non produksi bekerja dari jam 08.00 s/d 16.00
commit to user
39 kerja bagi karyawan bagian produksi setiap seminggu sekali dan
dimulai setiap hari Senin.
c. Sistem Pengupahan Karyawan
Sistem pengupahan yang diterapkan oleh PT.
Iskandar Indah Printing Textile adalah :
1) Upah bulanan
Upah yang diberikan setiap akhir bulan. Sistem ini biasanya
untuk karyawan staf, kepala bagian dan mandor.
2) Upah mingguan
Upah yang diberikan pada akhir minggu, biasanya untuk
karyawan bagian operator mesin.
3) Upah borongan
Upah yang diberikan sesuai dengan jumlah pekerjaan yang
diselesaikan, biasanya untuk bagian pengepakan dan
pembungkusan.
4) Upah lembur
Upah yang diberikan untuk pekerjaan di luar jam kerja.
Perhitungannya adalah sebagai berikut :
Upah mingguan = 150% gaji x hari lembur
commit to user
40 7. Bidang Produksi
a. Bahan dan Mesin
Proses produksi pada PT. Iskandar Indah Printing
Textile merupakan proses produksi yang terus-menerus, yaitu
mengolah dari bahan baku benang menjadi kain grey kemudian
dicetak sehingga menghasilkan kain printing. Bahan-bahan
yang diperlukan dalam proses produksi adalah sebagai berikut :
1) Bahan baku
Bahan baku yang digunakan berupa benang rayon dan
benang katun. Benang rayon yaitu benang yang berasal dari
bahan serat buatan, sedangkan benang katun adalah
benang yang berasal dari serat kapas. Ukuran benang
diidentifikasikan dengan penomoran 30s, 40s dan
seterusnya. Semakin besar nomor semakin kecil ukuran
benangnya. Jenis benang 30s digunakan untuk benang
pakan dan yang jenis 40s digunakan untuk benang lusi.
2) Bahan penolong
Bahan-bahan penolong yang digunakan pada PT. Iskandar
Indah Printing Textile antara lain :
a) PVA digunakan untuk melapisi bulu-bulu benang.
b) Tepung jagung (cornstat), untuk melenturkan benang.
c) Acrylic, untuk melenturkan benang tetapi
commit to user
41 d) Wax, sejenis malam pet.
e) Napol, Doskol, Reaktif, Pigmen dan Direk (untuk
pewarna).
f) Bisulfat digunakan untuk menghilangkan bau
pewarna.
g) SN untuk mengawetkan bahan agar tidak luntur.
Mesin-mesin yang digunakan dalam proses produksi :
1) Mesin warping
Digunakan untuk menggulung kembali benang dalam kons
(untuk menggulung benang dalam bentuk kerucut) yang
dimasukkan dalam gulungan besar yang disebut boom.
2) Mesin kelos
Digunakan untuk memproses kembali benang yang putus
dari mesin warping sehingga benang dapat dipakai kembali.
3) Mesin palet
Digunakan untuk menggulung benang pakan ke dalam palet,
selanjutnya benang ini dimasukkan ke dalam teropong yang
melintang pada kain grey.
4) Mesin tenun
Digunakan untuk menenun benang pakan dan benang lusi
commit to user
42 5) Mesin kanji
Digunakan untuk melapisi benang lusi dengan kanji
sehingga benang menjadi kuat dan menghaluskan bulu-bulu
pada benang, dengan demikian benang tidak akan mudah
putus pada saat ditenun.
6) Mesin diesel
Digunakan untuk menggantikan tenaga listrik pada saat
listrik padam sehingga mesin bisa tetap beroperasi.
7) Mesin folding
Digunakan untuk melipat sekaligus menghitung panjang
kain.
8) Mesin inspecting
Digunakan untuk mengontrol kain dari hasil proses produksi.
9) Mesin printing
Digunakan untuk memberikan corak pada kain.
b. Proses Produksi
PT. Iskandar Indah Printing Textile mempunyai dua
departemen, yaitu departemen tenun (weaving) dan departemen
printing. Namun karena kebijakan perusahaan yang tidak
memperbolehkan peneliti melakukan penelitian pada
departemen printing maka penelitian ini hanya menguraikan
commit to user
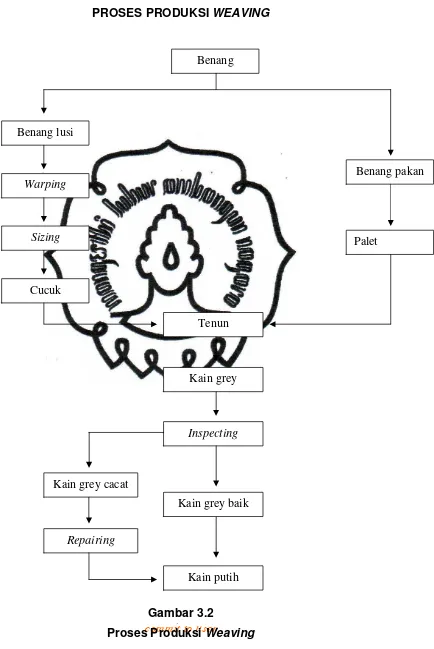
43 Proses produksi kain grey pada departemen weaving di PT.
Iskandar Indah Printing Textile adalah sebagai berikut :
1) Pembuatan benang lusi
Benang lusi adalah benang yang membujur dalam proses
penenunan. Benang digulung ke dalam alat yang disebut
boom yang kemudian akan melalui mesin warping, mesin
kanji dan mesin cucuk. Pada mesin warping dan mesin kanji
diadakan penarikan benang sekaligus melapisi benang
dengan campuran obat yang yang dapat menguatkan
benang.
2) Pembuatan benang pakan
Benang pakan adalah benang yang melintang dalam proses
penenunan. Benang akan diproses melalui mesin kelos dan
mesin palet. Benang dimasukkan ke dalam mesin kelos
kemudian benang tersebut diteruskan ke mesin palet untuk
menggulung benang ke dalam kayu klinting yang selanjutnya
akan dimasukkan ke dalam teropong.
3) Tahap penghanian (warping)
Prosess menggulung benang sekaligus menentukan jumlah
dan panjang benang yang diperlukan. Semakin halus dan
lebar jenis kain yang akan dibuat, semakin banyak benang
yang dibutuhkan. Karena semakin lebar kain yang akan
commit to user
44 membuat kain yang halus akan memerlukan anyaman yang
lebih rapat.
4) Tahap pengkanjian (sizing)
Tahap ini berfungsi untuk meratakan bulu-bulu,
menghilangkan kotoran sehingga pada saat proses
penenunan benang tidak mudah putus. Yaitu dengan
memasukkan benang yang sudah disiapkan pada tahap
warping ke dalam mesin stalk dan dicampur dengan obat
yang dapat menguatkan benang.
5) Tahap cucuk (racing)
Proses pemasukkan benang lewat mata jarum ke sisir atau
gun, jumlah mata sisir tergantung dari jumlah benang yang
tersedia dari proses kanji, selanjutnya benang yang sudah
dicucuk kemudian dipasang ke mesin tenun.
6) Tahap palet
Proses menggulung benang ke dalam kayu klinting atau
penggulung batang palet, kemudian dimasukkan ke dalam
teropong. Kayu klinting atau penggulung batang palet yang
telah berisi benang dipindahkan ke bagian penenunan
bersama-sama benang lusi.
7) Tahap penenunan
Penenunan merupakan penyilangan dari benang lusi dan
commit to user
45 memenuhi rancangan yang telah ditentukan. Pada tahap ini
dilakukan dengan menggunakan 3 jenis mesin, yaitu mesin
Toyoda, mesin Picanol dan mesin RRT. Operator pada
bagian tenun bertugas untuk mengawasi jalannya mesin dan
menyambung benang jika ada yang putus. Bila ada benang
yang putus, secara otomatis mesin akan berhenti serta
memasukkan teropong benang pakan yang baru.
8) Tahap penyelesaian
Proses penyempurnaan dari tahap-tahap sebelumnya. Kain
tersebut masih berupa kain grey atau kain mentah. Untuk
meningkatkan nilai ekonominya maka diperlukan proses
penyempurnaan yang meliputi :
a) Inspeksi (inspection)
Memeriksa kain dari mesin tenun bila ada yang cacat dan
perlu perbaikan.
b) Repairing
Memperbaiki anyaman yang rusak atau dobel.
c) Smashing
Membersihkan sisa-sisa benang pada kain.
d) Folding
commit to user
46 PROSES PRODUKSI WEAVING
Gambar 3.2
Proses Produksi Weaving
Benang
Benang lusi
Warping
Cucuk
Sizing
Benang pakan
Palet
Tenun
Kain grey
Inspecting
Kain grey cacat
Kain grey baik
Repairing
commit to user
47 c. Penetapan Standar Kualitas
Setiap kain yang telah dihasilkan harus selalu
diperiksa kembali kualitasnya agar sesuai dengan standar
kualitas yang telah ditentukan oleh perusahaan sehingga dapat
memenuhi kepuasan konsumen dan menjaga kepercayaan
konsumen yang sangat mempengaruhi citra perusahaan. PT.
Iskandar Indah Printing Textile mempunyai standar kualitas
sendiri untuk kain grey yang diproduksinya. Tingkat kerusakan
yang ditetapkan pada setiap kain grey yang dihasilkan maksimal
sebesar 0,5 persen.
Kerusakan yang terjadi pada kain grey :
1) Putus lusi
Yaitu terputusnya benang yang membujur pada kain
tenun.
2) Putus pakan
Yaitu terputusnya benang yang arahnya melintang pada
kain tenun.
3) Ganda lusi
Yaitu ada dua atau lebih benang lusi yang terdapat pada
kain tenun.
4) Ganda pakan
Yaitu ada dua atau lebih benang pakan yang terdapat
commit to user
48 5) Penenunan loncat
Yaitu penenunan yang tidak berurutan.
6) Kotor oli
Yaitu kain tenun terkena oli yang terdapat pada mesin
produksi.
8. Aspek Pemasaran
Selain standar kualitas, aspek pemasaran merupakan
salah satu aspek yang terpenting dalam perusahaan, sebab
berhasil tidaknya suatu produk di pasaran tergantung dari baik atau
buruknya sistem pemasaran yang terdapat dalam perusahaan
tersebut. Apabila sistem pemasaran tidak berjalan dengan baik
akan menimbulkan penumpukkan hasil produksi serta
terhambatnya perputaran uang dalam perusahaan.
Pada awal terbentuk atau pada waktu perusahaan masih
berbentuk CV pemasaran hasil produksinya masih disekitar
Surakarta, namun dengan semakin besarnya usaha, pemasaran
hasil produksinya hampir di seluruh kota besar di Indonesia.
sedangkan untuk ekspor, daerah pemasarannya antara lain :
Singapura, Timur Tengah, Brunei Darussalam dan Negara Amerika
latin.
PT. Iskandar Indah Printing Textile juga menerapkan
commit to user
49 yang mengkombinasikan 4 variabel atau kegiatan yang merupakan
inti dari pemasaran perusahaan. Variabel-variabel tersebut adalah :
a. Produk
Produk yang dihasilkan perusahaan ini adalah berupa kain grey
dan kain printing. Perusahaan benar-benar mengutamakan
kualitas dari kain grey yang setiap proses produksinya
diusahakan untuk meminimumkan jumlah kain yang cacat atau
rusak. Sedangkan untuk kain printing, selain kualitas yang
diutamakan juga mempunyai ciri khas tersendiri dari corak
kainnya.
b. Harga
Penetapan harga jual yang dilakukan perusahaan bertujuan
untuk mendapatkan laba, memperoleh pengembalian investasi
sesuai yang ditargetkan, selain itu juga untuk mempertahankan
dan meningkatkan market share. Penetapan harga jual
berdasarkan metode cost plus pricing, yaitu metode yang
menetapkan harga jual dengan biaya per unit ditambah dengan
presentase laba yang diinginkan.
c. Promosi
Usaha yang dilakukan untuk meningkatkan volume penjualan
adalah dengan melakukan promosi. Promosi ini dilakukan
dengan memberikan potongan harga atau diskon untuk
commit to user
50 juga memberikan sampel produk pada konsumen yang meminta
terutama konsumen yang berada di luar kota.
d. Distribusi
Dalam pendistribusian produksinya PT. Iskandar Indah Printing
Textile mempunyai dua saluran distribusi, yaitu :
1) Dari produsen disalurkan langsung ke konsumen.
2) Dari produsen disalurkan ke agen kemudian ke
konsumen.
3) Dari produsen disalurkan ke pedagang besar kemudian
ke pedagang eceran kemudian baru ke konsumen.
9. Aspek Dana Perusahaan a. Sumber Dana
Modal yang diperoleh PT. Iskandar Indah Printing
Textile dibagi menjadi dua, yaitu :
1) Sumber dana internal
Sumber dana ini berasal dari laba ynag ditahan, akumulasi
penyusutan aktiva tetap yang sementara belum digunakan
untuk mengganti aktiva lama dan cadangan yang dibentuk
dari keuntungan yang diperoleh.
2) Sumber dana eksternal
Sumber dana ini berasal dari supplier, sektor perbankan dan
pemilik perusahaan atau pemegang saham. Supplier
commit to user
51 penjualan kredit untuk pembelian bahan baku. Perbankan
memberikan dana dengan cara memberi pinjaman baik
pinjaman jangka pendek maupun jangka panjang.
Sedangkan untuk pemilik perusahaan masih terbatas pada
keluarga pendiri perusahaan.
b. Penggunaan Dana
Dalam penggunaan dana PT. Iskandar Indah Printing
Textile dibedakan menjadi dua, yaitu :
1) Modal kerja (working capital assets)
Modal kerja digunakan oleh perusahaan untuk memenuhi
kebutuhan-kebutuhan yang berhubungan dengan aktiva
lancar yang biasanya dibiayai dengan kredit jangka pendek,
yaitu: kas, piutang, persediaan dan bank.
2) Modal tetap (fixed capital assets)
Modal tetap digunakan oleh perusahaan untuk memenuhi
kebutuhan-kebutuhan yang berhubungan dengan aktiva
tetap, yaitu tanah, mesin, kendaraan, gedung dan inventaris
kantor. Modal tetap biasanya dibiayai dengan kredit jangka
panjang, kecuali tanah yang menggunakan modal sendiri.
c. Penggolongan dana
PT. Iskandar Indah Printing Textile dalam
commit to user
52 1) Biaya produksi
Yaitu biaya yang digunakan untuk menjalankan proses
produksi perusahaan. Terdiri dari :
a) Biaya bahan baku
Yaitu biaya yang dikeluarkan untuk pembelian bahan
baku. Pada pembuatan kain katun printing bahan baku
yang digunakan adalah benang katun, sedangkan bahan
baku yang digunakan dalam membuat kain rayon adalah
benang rayon.
b) Biaya tenaga kerja langsung
Yaitu biaya yang dikeluarkan perusahaan untuk
membayar upah karyawan pabrik yang terlibat langsung
dalam proses produksi.
c) Biaya overhead pabrik
Yaitu semua biaya selain biaya bahan baku dan biaya
tenaga kerja langsung. Biaya overhead yang ada pada
PT. Iskandar Indah Printing Textile yaitu biaya listrik dan
air, biaya reparasi dan pemeliharaan mesin, biaya bahan
penolong, biaya kendaraan, biaya tenaga kerja tidak
langsung, biaya depresiasi, pajak bumi dan bangunan,
commit to user
53 2) Biaya non produksi
Yaitu biaya yang dikeluarkan untuk menjalankan fungsi non
produksi. Biaya non produksi yang ada pada PT. Iskandar
Indah Printing Textile antara lain :
a) Biaya upah atau gaji bagi pegawai administrasi dan
penjualan.
b) Biaya listrik dan penerangan kantor.
c) Biaya telepon kantor.
d) Biaya peralatan kantor.
e) Biaya pemeliharaan kantor.
f) Biaya kendaraan kantor.
g) Biaya administrasi dan bunga bank.
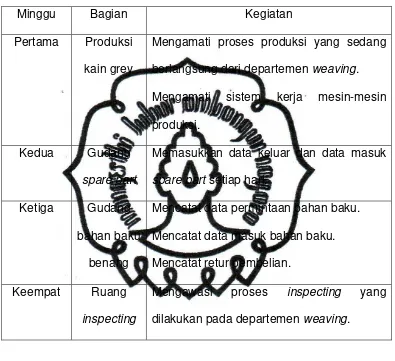
B. LAPORAN MAGANG KERJA 1. Deskripsi Magang kerja
Dengan berkembangnya teknologi yang semakin canggih
membawa konsekuensi pada sumber daya manusia untuk
meningkatkan kualitasnya, baik dalam segi teori maupun praktik.
Bagi seorang mahasiswa ilmu teori dapat diperoleh pada saat
perkuliahan, sedangkan ilmu praktik diperoleh dari praktik kerja
nyata atau magang kerja.
Magang kerja merupakan bentuk kegiatan penunjang
diluar kampus dimana mahasiswa dapat mengaplikasikan ilmu