UNIVERSITAS INDONESIA
PENILAIAN RISIKO KESELAMAT AN KERJA PADA PENGELASAN LOGAM DI BENGKEL LAS LOGAM SIKEMBAR SUKMAJAYA DEPOK DESEMBER 2012
SKRIPSI
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Sarjana Kesehatan Masyarakat
WIBOWO MUKTI 0906617901
Pembimbing HENDRA, S.KM., M.KKK.
DEPARTEMEN KESEHAT AN DAN KESELAMAT AN KERJA FAKULTAS KESEHATAN MASYARAKAT UNIVERSITAS INDONESIA DEPOK JANUARI 2013
iii ABSTRAK
Penelitian ini membahas tentang penilai risiko yang didapat pada kegiatan pengelasan logam di bengkel las Sikembar Sukmajaya Depok pada November-Desember 2012.
Penilaian risiko dilakukan dengan menganalisis nilai kemungkinan dan konsekuensi dari setiap tahapan pekerjaan yang kemudian dibandingkan dengan standar level risiko kualitatif risk matrix IEC 31010:2009 untuk mengetahui level risiko yang ada pada tahapan kegiatan pengelasan. Penelitian ini adalah penelitian observasional dengan menggunakan metode kualitatif yang sesuai dengan AS/NZS ISO 31000:2009. Hasil penelitian menyatakan bahwa level risiko yang dimiliki pada uraian kerja di setiap langkah pengelasan logam di bengkel las Sikembar meliputi level : very high, high, dan medium.
Dengan adanya nilai tingkat risiko, penulis bisa mengevaluasi upaya pengendalian risiko yang bengkel las Sikembar lakukan. Apakah pengendalian tersebut telah sesuai atau tidak sesuai standar, sehingga penulis bisa merekomendasikan prioritas pengendalian risiko menggunakan APD, administrative control dan rekayasa engineering yang sesuai standar pada risiko yang mempunyai nilai risiko very high, high, dan medium.
Kata Kunci:
Pengelasan, Keselamatan, AS/NZS ISO 31000:2009, Manajemen Risiko, Penilaian Risiko, Kemungkinan, Konsekuensi, Tingkat Risiko
BAB 1 PENDAHULUAN
1.1 Latar Belakang
Di Indonesia kasus kecelakaan pada seluruh pekerja dinilai masih tinggi dan memprihatinkan. Sepanjang tahun 2010, terjadi 65.000 kasus kecelakaan kerja yang mengakibatkan kematian sekitar 1.965 orang, juga tercatat 3.662 pekerja yang mengalami cacat fungsi, 2.713 cacat sebagian, 31 cacat total dan sisanya berhasil sembuh. Jika dibandingkan tahun 2009, jumlahnya sudah turun, yakni terjadi 96.314 kasus kecelakaan kerja, 4.380 cacat fungsi, 2.713 cacat sebagian, 42 cacat total dan 2.144 meninggal dunia.
Sisanya berhasil disembuhkan. Namun meski demikian jumlah itu masih tetap tinggi (www.jamsostek.co.id).
Penggunaan las dalam pengerjaan disegala sektor semakin luas sehingga kecelakaan yang diakibatkan oleh proses pengerjaan tersebut juga sering banyak terjadi.
Contohnya seperti yang terjadi pada bengkel las di Kota Depok yaitu kasus tabung gas asetilen meledak (2008), bengkel las di Samarinda juga mengalami hal yang serupa yaitu tabung gas asetilen meledak (2009) dan kasus-kasus yang terjadi pada pengelasan di bidang property gedung dalam beberapa tahun terakhir (2007-2012). Pekerjaan pengelasan merupakan salah satu proses pemesinan yang penuh resiko karena selalu berhubungan dengan api dan bahan – bahan yang mudah terbakar dan meledak terutama sekali pada las gas yaitu gas oksigen dan asetilen. OSHA 2008 (Occupational Safety and Health Administration) telah melakukan penelitian dimana bahwa telah terjadi 1.116 kasus dan 221 kasus berakhir kematian di USA dalam kurun satu tahun yang berhubungan dengan kegiatan pengelasan yang umumnya disebabkan karena kurang kehati-hatian, cara menangani alat yang salah, cara memakai alat yang salah, memakai alat pelindung diri yang tidak benar dan baik dan kesalahan – kesalahan lainnya. (DK3N, 2010)
1.2 Perumusan Masalah
Pengamatan penulis ada beberapa masalah dalam implementasi keselamatan kerja dan belum ada prosedur keselamatan kerja dalam melakukan pengelasan di bengkel las Sikembar. Oleh karena itu diperlukan penilaian risiko (risk assessment) yang terdiri dari identifikasi risiko (risk identification) di setiap aktivitas pengelasan yang dilakukan pekerja bengkel las Sikembar untuk mengetahui apa saja risiko yang berkaitan dengan keselamatan kerja dari aktivitas pengelasan yang dilakukan pekerja dibengkel las Sikembar, lalu analisis risiko (risk analysis) untuk menentukan level of risk dari setiap
Universitas Indonesia
tahapan pengelasan yang dilakukan pekerja dibengkel las Sikembar, setelah itu melakukan evaluasi risiko (risk evaluation).
Hasil dari evaluasi risiko tersebut akan menentukan tindakan yang sesuai terhadap risiko yang ada dalam pengelasan dibengkel las Sikembar. Hal ini bertujuan untuk menentukan pengendalian risiko yang sesuai untuk jenis-jenis risiko yang ada. Hal ini dapat menjadi masukan dan saran untuk bengkel las Sikembar kedepannya agar lebih mengutamakan keselamatan kerja ditiap aspek pengelasan. Penelitian dilakukan pada bulan November-Desember 2012 di Bengkel Las Sikembar. Jenis data yang dikumpulkan adalah :
1. Menurut jenisnya : Data yang penulis kumpulkan adalah data primer yang penulis kumpulkan dan diolah sendiri melalui kegiatan observasi dan wawancara langsung dari bengkel las Sikembar.
2. Menurut sumbernya : Data yang penulis kumpulkan adalah data internal yang penulis kumpulkan dengan menggambarkan keadaan kondisi tempat kerja dan kegiatan pengelasan di bengkel las Sikembar.
3. Menurut sifatnya : Data yang penulis kumpulkan merupakan data kualitatif sehingga data tidak berbentuk angka karena isinya menceritakan tentang proses kerja dan kondisi tempat kerja serta dokumentasi-dokumentasi berbentuk gambar.
4. Menurut waktu pengumpulannya : Data yang penulis kumpulkan adalah data cross section karena mengambil data dalam waktu-waktu tertentu saja (tidak terjadwal).
BAB 2
TINJAUAN PUSTAKA
2.1 Manajemen Risiko
Menurut ISO 31000:2009, manajemen risiko adalah kegiatan terkoordinasi untuk mengarahkan dan mengendalikan organisasi yang berkaitan dengan risiko dan mempunyai suatu proses yang terdiri dari langkah-langkah yang telah dirumuskan dengan baik, mempunyai urutan (langkah-langkah) dan membantu dalam pengambilan keputusan yang lebih baik dengan melihat risiko dan dampak yang dapat ditimbulkan.
2.2 Menentukan Konteks
Dalam konteks manajemen risiko organisasi perlu menetapkan tujuan, strategi, ruang lingkup dan parameter dari aktivitas atau bagian dari organisasi dimana proses manajemen risiko harus dilaksanakan dan ditetapkan. Proses tersebut dilakukan dengan pemikiran dan pertimbangan yang matang untuk memenuhi keseimbangan biaya, keuntungan dan kesempatan.
1. Menetapkan konteks eksternal
Penetapan konteks eksternal yaitu menggambarkan lingkungan eksternal di mana organisasi beroperasi dan menggambarkan hubungan antara organisasi dengan lingkungan sekitarnya.
2. Menetapkan konteks internal
Sebelum melakukan aktivitas manajemen ririko maka perlu terlebih dahulu memahami kondisi internal yang terdapat di organisasi. Kondisi tersebut meliputi kultur, internal stakeholder, struktur, kemampuan sumber daya serta tujuan, sasaran dan strategi dapat dijangkau. Penetapan konteks internal menjadi sangat penting.
2.3 Identifikasi Risiko
Identifikasi risiko merupakan suatu langkah untuk mengenali atau untuk menjawab pertanyaan apa risiko yang dapat terjadi, bagaimana dan mengapa hal tersebut dapat terjadi. Tujuan dari identifikasi risiko adalah untuk mengumpulkan sebanyak-banyaknya sumber bahaya dan aktivitas berisiko yang dapat mengganggu tujuan, sasaran dan pencapaian organisasi. Identifikasi dapat dilakukan dengan tahapan sebagai berikut : 1. Apa yang dapat terjadi ?
Tujuannya adalah untuk menyusun daftar risiko secara komprehensif dari kejadian-kejadian yang dapat berdampak pada setiap elemen kegiatan.
2. Bagaimana dan mengapa itu terjadi ?
Pada tahap ini dilakukan penyusunan skenario proses kejadian yang akan menimbulkan risiko berdasarkan informasi gambaran hasil eksplorasi masalah diatas.
2.4 Peralatan dan Tehnik
Identifkasi risiko ada beberapa metode, berikut ini adalah beberapa metode Identifikasi merupakan suatu metode yang digunakan untuk mengenal dan mengevaluasi berbagai bahaya yang terdapat di tempat kerja.
1. Data kecelakaan
Data kecelakaan adalah salah satu sumber informasi mengenai adanya bahaya di tempat kerja dan merupakan sumber informasi yang paling mendasar. Setiap kecelakaan yang terjadi selalu mempunyai sebab yang didasari adanya kondisi tidak aman baik menyangkut manusia, peralatan atau lingkungan kerja. Karena itu dalam setiap kecelakaan, bagaimanapun kecilnya akan ditemukan adanya sumber bahaya atau risiko.
2. Daftar Periksa
Metode ini sangat mudah dan sederhana untuk dilakukan yaitu dengan membuat daftar pemeriksaan bahaya di tempat kerja. Dalam penerapan metode ini ada beberapa hal yang perlu diperhatikan yaitu :
a. Metode ini bersifat spesifik untuk peralatan atau tempat kerja tertentu.
b. Daftar periksa harus dikembangkan oleh orang yang memahami atau mengenal tempat kerja atau peralatan.
c. Daftar periksa harus dievaluasi secara berkala, terutama jika ditemukan ada bahaya baru, atau penambahan dan perubahan sarana produksi, sistem atau proses.
d. Pemeriksaan bahaya dilakukan oleh mereka yang mengenal dengan baik kondisi lingkungan kerjanya.
3. Job Safety Analysis (JSA) Atau Job Hazard Analysis (JHA)
Pengertian JSA menurut OSHA 3071 yaitu metode yang mempelajari suatu pekerjaan untuk menemukan bahaya-bahaya yang terkandung didalamnya. Dengan dikenalnya bahaya-bahaya kerja maka dibuat prosedure / langkah kerja yang tepat untuk mengurangi atau menghilangkan bahaya-bahaya ..tersebut dan mencegah kecelakaan.
JSA harus dilakukan pada setiap pekerjaan yang kritikal. JSA terus berkembang menyertai setiap proses kegiatan sehingga selalu perlu disempurnakan.
2.5 Analisis Risiko
Menurut AS/NZS ISO 31000:2009 analisa risiko adalah suatu sistem yang digunakan untuk informasi yang tersedia untuk menentukan seberapa sering kejadian-
kejadian yang terjadi dan magnitude (besarnya) konsekuensi.Analisis risiko akan tergantung informasi risiko dan data yang tersedia. Dilakukan dengan menentukan tingkatan kemungkinan dan konsekuensi yang akan terjadi. Kemudian ditentukan tingkatan risiko yang ada dengan mengalihkan kedua variabel tersebut (kemungkinan x konsekuensi). Analisis risiko dilakukan untuk menentukan besarnya suatu risiko dengan mempertimbangkan antara estimasi konsekuensi dengan perhitungan terhadap program pengendalian yang telah dilakukan.
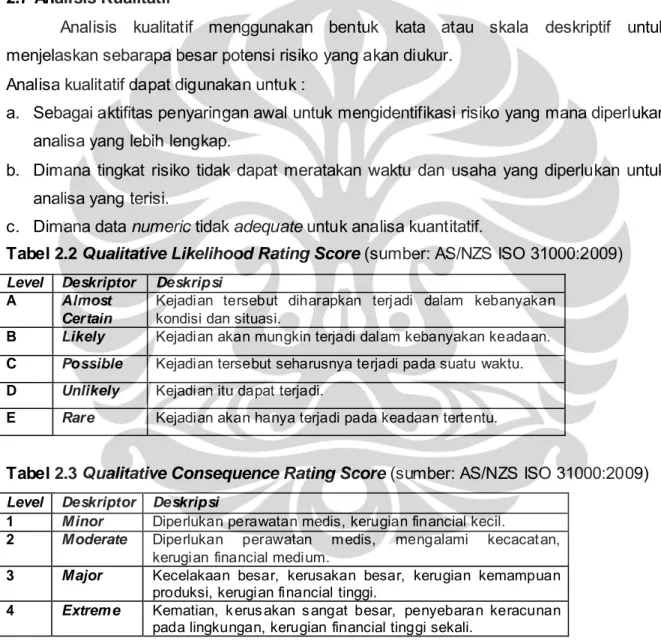
2.7 Analisis Kualitatif
Analisis kualitatif menggunakan bentuk kata atau skala deskriptif untuk menjelaskan sebarapa besar potensi risiko yang akan diukur.
Analisa kualitatif dapat digunakan untuk :
a. Sebagai aktifitas penyaringan awal untuk mengidentifikasi risiko yang mana diperlukan analisa yang lebih lengkap.
b. Dimana tingkat risiko tidak dapat meratakan waktu dan usaha yang diperlukan untuk analisa yang terisi.
c. Dimana data numeric tidak adequate untuk analisa kuantitatif.
Tabel 2.2 Qualitative Likelihood Rating Score (sumber: AS/NZS ISO 31000:2009) Level Deskriptor Deskripsi
A Almost Certain
Kejadian tersebut diharapkan terjadi dalam kebanyakan kondisi dan situasi.
B Likely Kejadian akan mungkin terjadi dalam kebanyakan keadaan.
C Possible Kejadian tersebut seharusnya terjadi pada suatu waktu.
D Unlikely Kejadian itu dapat terjadi.
E Rare Kejadian akan hanya terjadi pada keadaan tertentu.
Tabel 2.3 Qualitative Consequence Rating Score (sumber: AS/NZS ISO 31000:2009) Level Deskriptor Deskripsi
1 Minor Diperlukan perawatan medis, kerugian financial kecil.
2 Moderate Diperlukan perawatan medis, mengalami kecacatan, kerugian financial medium.
3 Major Kecelakaan besar, kerusakan besar, kerugian kemampuan produksi, kerugian financial tinggi.
4 Extrem e Kematian, kerusakan sangat besar, penyebaran keracunan pada lingkungan, kerugian financial tinggi sekali.
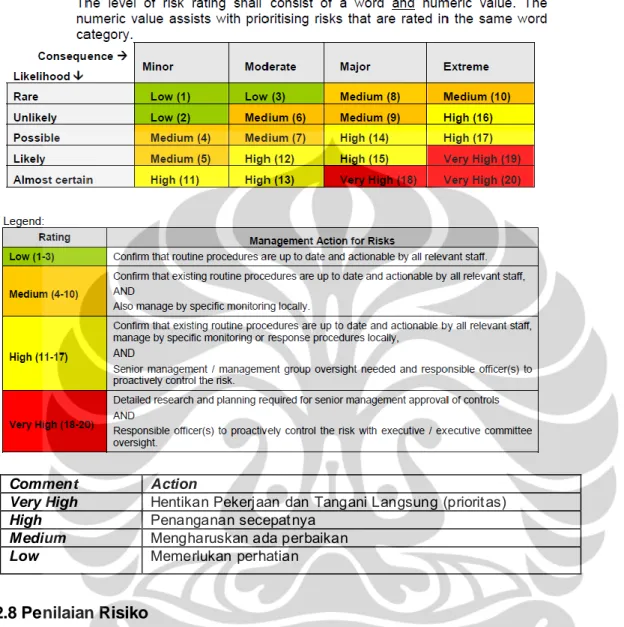
Hasil dari tingkat risiko atau Level of risk adalah dengan menggunakan risk matrik dengan rumus :
Risk = Consequences X Likelyhood ( R = C x L )
Tabel 2.4 Qualitative Level of Risk Matrix Rating Score (sumber: AS/NZS ISO 31000:2009)
Comment Action
Very High Hentikan Pekerjaan dan Tangani Langsung (prioritas) High Penanganan secepatnya
Medium Mengharuskan ada perbaikan
Low Memerlukan perhatian
2.8 Penilaian Risiko
Penilaian risiko adalah semua proses dari analisis dan evaluasi risiko (dalam konteks ini, evaluasi risiko dirata-ratakan dari estimasi analisa risiko yang berlawanan dengan target. Tujuan penilaian risiko menurut Rao V. Kolluru, 1996 :
1. Memperoleh gambaran mengenai sumber dan sifat dari risiko, memperoleh wawasan mengenai sumber, tempat dan waktu dari risiko.
2. Mengidentifikasi risiko terburuk sebagai risiko sensitivitas investasi dan waktu.
3. Melihat langkah kerja yang sistematik untuk mengoptimalkan alokasi sumber daya sebagai pencegahan dan perlindungan dari risiko.
2.9 Evaluasi Risiko
Evaluasi risiko mempunyai tujuan untuk melihat apakah risiko yang telah dianalisa dapat diterima atau tidak dengan membandingkan tingkat risiko yang telah dihitung pada
tahapan analisis risiko dengan kriteria standar yang digunakan. Hasil evaluasi risiko antara lain yaitu:
a. Gambaran tentang seberapa penting risiko yang ada.
b. Gambaran tentang prioritas risiko yang perlu ditanggulangi.
c. Masukan informasi untuk pertimbangan tahapan pengendalian.
Tujuan evalusasi risiko menurut ISO 31000 adalah untuk membantu dalam membuat keputusan, berdasarkan hasil analisis risiko, tentang resiko mana yang memerlukan penanggulangan dan prioritas untuk pelaksanaan penanggulangan.
2.10 Pengendalian Risiko
A. Menetapkan pengendalian yang sudah ada
Identifikasi manajemen, sistem teknis dan prosedur-prosedur yang sudah ada untuk pengendalian risiko, kemudian dinilai kelebihan dan kekurangannya. Alat-alat yang digunakan dinilai kesesuaiannya. Pendekatan-pendekatan yang dilakukan misalnya, seperti inspeksi dan teknik pengendalian dengan penilaian sendiri atau professional judgement (control self-Assessment Techniques/CST).
B. Pendekatan untuk pengendalian risiko
Menurut AS/NZS ISO 31000:2009, pengendalian risiko secara general dilakukan dengan pendekatan sebagai berikut :
1. Hindarkan risiko dengan mengambil keputusan untuk menghentikan kegiatan atau penggunaan proses, bahan, alat yang berbahaya
2. Mengurangi kemungkinan terjadi 3. Mengurangi konsekuensi terjadi 4. Pengalihan risiko ke pihak lain 5. Menangung risiko yang tersisa.
2.11 Hirarki Pengendalian Pengendalian Bahaya
Menurut Permenaker No. 05/MEN/1996 pengendalian kecelakaan kerja bisa dilakukan melalui 3 metode pengendalian kecelakaan kerja yaitu:
A. Pengendalian teknis (engineering control)
Pengendalian teknis adalah melakukan rekayasa pada sumber bahaya tersebut, seperti:
1. Eliminasi : Menghilangkan atau memusnahkan sama sekali material, proses, maupun teknologi yang digunakan yang dapat membahayakan pekerja dan lingkungan sekitar.
2. Subtitusi : Mengganti material maupun teknologi yang digunakan dengan material lain yang lebih aman bagi pekerja dan lingkungan. Subtitusi dilakukan bila cara eliminasi tidak bisa dilakukan.
3. Minimalisasi : Mengurangi jumlah paparan bahaya yang ada di tempat kerja 4. Isolasi : Memisahkan antara sumber bahaya dengan pekerja.
B. Pengendalian administrasi (administrative control)
Pengendalian administratif adalah dengan mengurangi bahaya melalui kegiatan atau aktifitas yang bersifat administratif, efektifitas program ini membutuhkan peran aktif manajemen dan karyawan. Semua elemen harus mempunyai komitmen yang tinggi dalam menjalankan program-program yang ada.
C. Penggunaan alat pelindung diri (personal equipment protective)
Untuk mengurangi dampak bahaya dengan cara pemberian alat pelindung diri yang digunaka pekerja agar dapat memproteksi dirinya sendiri. Pengendalian ini adalah alternatif terakhir yang dapat dilakukan apabila kedua pengendalian sebelumnya belum dapat mengurangi bahaya dampak yang mungkin timbul.
2.12 Penanganan Pajanan
Kecelakaan yang sering terjadi pada pekerja diantaranya mengalami luka bakar, terkena percikan api, tersengat listrik, bahaya kimia dan pajanan UV dar sinar api pengelasan, hal ini harus ditangani dengan cepat dan benar.
2.13 Teori Pengelasan
Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan (Sriwidharto, 1987). Pengelasan adalah suatu proses penyambungan logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan oleh gaya tarik menarik antara atom (Guideline of Welding-Handbook For Welder 2004).
Pada proses pengelasan ada 3 hal yang mendasari pengelasan yaitu pemotongan, solder dan patri. Pemotongan metal adalah proses memotong logam dengan alat las, sedangkan solder dan patri merupakan proses penyambungan logam dimana digunakan logam penyambung lainnya dalam keadaan titik cair menggunakan alat las yang kemudian membeku atau dibekukan lagi.
BAB 4
METODOLOGI PENELITIAN
4.1 Desain Penelitian
Desain penelitian ini dilakukan dengan observasional, dengan pendekatan kualitatif untuk mengetahui tingkat bahaya dan risiko pada pengelasan di bengkel las Sikembar. Metode analisis risiko yang digunakan kualitatif berdasarkan standar AS/NZS ISO 31000:2009 yang terdiri dari identifikasi risiko dengan menggunakan form yang telah disesuaikan, kemudian melakukan analisis risiko dengan menentukan nilai consequence (konsekuensi) dan likelihood (kemungkinan) dari setiap risiko. Nilai nilai consequence (konsekuensi) dan likelihood (kemungkinan) lalu dihitung dan dibandingkan dengan standar level risiko risk matrix ISO 31000 untuk mendapatkan tingkatan risiko yang ada pada setiap langkah kerja dalam pengelasan logam di bengkel las Sikembar.
4.2 Lokasi Dan Waktu Penelitian
Penelitian ini dilakukan pada bengkel las di wilayah Kota Depok yaitu bengkel las Sikembar yang bertempat di Jalan Proklamasi Raya No 46 Sukmajaya Kota Depok.
Penelitian ini dilaksanakan pada minggu akhir bulan November hingga pertengahan bulan Desember 2012.
4.3. Objek Penelitian
Objek yang diteliti adalah bahaya dan risiko pada aspek keselamatan kerja yang terdapat dalam proses pengelasan yang dilakukan pekerja di bengkel las Sikembar yang berlokasi di Jalan Proklamasi Raya no 46 Sukmajaya Depok .
4.4. Pengumpulan Data 4.4.1 Data Primer
Pengumpulan data primer berupa proses kerja, gambaran bahaya dan risiko serta pengendalian yang telah dilakukan oleh bengkel las Sikembar diperoleh dengan cara melakukan observasi dan wawancara terhadap pekerja dan pemilik terkait proses pengelasan dan kasus kecelakaan kerja. Observasi dilakukan dengan melihat kondisi tempat kerja dan peralatan kerja yang digunakan serta mencatat tahapan proses yang dilakukan di bengkel las tersebut. Selain itu peneliti juga melakukan wawancara tidak terstruktur terhadap pemilik bengkel las, pekerja las, dan beberapa pekerja yang ada di bengkel las Sikembar.
4.5 Pengolahan dan Analisis Data
Pengolahan dan analisis data ini mengacu pada AS/NZS ISO ISO 31000:2009 sebagai metode dalam analisis risiko yang bersifat kuantitatif. Untuk identifikasi risiko di setiap tahapan proses pengelasan di bengkel las Sikembar akan menggunakan form JHA yang telah disesuaikan.
BAB 5
HASIL PENELITIAN
5.1 Identifikasi Risiko Keselamatan Kerja
Kegiatan identifikasi risiko dilakukan menggunakan form yang telah disesuaikan untuk mengetahui risiko yang ditimbulkan dari tiap proses pengelasan di bengkel las Sikembar.
Tabel 5.1 Identifikasi Bahaya dan Risiko Persiapan Kerja Pengelasan Logam
Uraian Kerja Bahaya Ri siko Pengendalian Yang Ada
Mengangkat dan Membawa Peralatan Las.
Bahaya Fisik Terpeleset karena benda yang tercecer dilantai
atau cairan dilantai. Tidak ada
Tersandung benda yang tercecer dilantai. Tidak ada Kaki tertimpa benda berat yang dibawa pekerja. Tidak ada Bahaya Listrik Tersengat arus listrik listrik kabel yang terkelupas
di lantai. Sarung tangan kain dan menambal kabel
dengan lakban hitam Melakukan Pengisian Tabung
Gas Asetilen dan Gas Oksigen.
Bahaya fisik Terkena ledakan tabung yang sedang diisi Menyediakan regulator gas yang cukup baik Melakukan Persiapan
Operasional Las Li stri k.
Bahaya fisik Terjatuh akibat tersandung kabel las listik yang
dibawa pekerja Tidak ada
Bahaya listrik Tersengat arus listrik saat menyeting ampere trafo
untuk menghidupkan las listrik Sarung tangan kain Melakukan Pemasangan Pisau
di Mesin Pemotong Besi dan Baja Listrik.
Bahaya Fisik Jari terpotong oleh mesin potong besi dan baja
yang masih menyala saat mengganti pisau Sarung tangan kain, mematikan mesin, menambal kabel dengan lakban hitam Bahaya Listrik Tersengat arus listrik mesin potong besi dan baja
saat mengganti pisau Sarung tangan kain, mematikan mesin, menambal kabel dengan lakban hitam
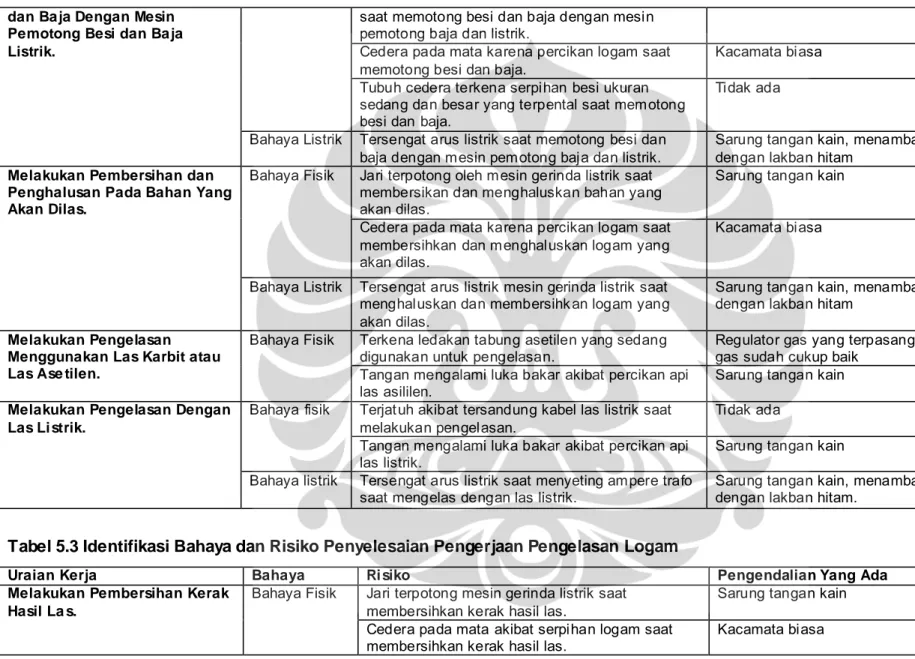
Tabel 5.2 Identifikasi Bahaya dan Risiko Pengerjaan Pengelasan Logam
Uraian Kerja Bahaya Ri siko Pengendalian Yang Ada
Melakukan Pemotongan Besi Bahaya Fisik Jari terpotong oleh mesin potong besi dan baja Sarung tangan kain
dan Baja Dengan Mesin Pemotong Besi dan Baja Listrik.
saat memotong besi dan baja dengan mesin pemotong baja dan listrik.
Cedera pada mata karena percikan logam saat
memotong besi dan baja. Kacamata biasa
Tubuh cedera terkena serpihan besi ukuran sedang dan besar yang terpental saat memotong besi dan baja.
Tidak ada
Bahaya Listrik Tersengat arus listrik saat memotong besi dan
baja dengan mesin pemotong baja dan listrik. Sarung tangan kain, menambal kabel dengan lakban hitam
Melakukan Pembersihan dan Penghalusan Pada Bahan Yang Akan Dilas.
Bahaya Fisik Jari terpotong oleh mesin gerinda listrik saat membersikan dan menghaluskan bahan yang akan dilas.
Sarung tangan kain
Cedera pada mata karena percikan logam saat membersihkan dan menghaluskan logam yang akan dilas.
Kacamata biasa
Bahaya Listrik Tersengat arus listrik mesin gerinda listrik saat menghaluskan dan membersihkan logam yang akan dilas.
Sarung tangan kain, menambal kabel dengan lakban hitam
Melakukan Pengelasan Menggunakan Las Karbit atau Las Ase tilen.
Bahaya Fisik Terkena ledakan tabung asetilen yang sedang
digunakan untuk pengelasan. Regulator gas yang terpasang pada tabung gas sudah cukup baik
Tangan mengalami luka bakar akibat percikan api
las asililen. Sarung tangan kain
Melakukan Pengelasan Dengan Las Li strik.
Bahaya fisik Terjatuh akibat tersandung kabel las listrik saat
melakukan pengelasan. Tidak ada
Tangan mengalami luka bakar akibat percikan api
las listrik. Sarung tangan kain
Bahaya listrik Tersengat arus listrik saat menyeting ampere trafo
saat mengelas dengan las listrik. Sarung tangan kain, menambal kabel dengan lakban hitam.
Tabel 5.3 Identifikasi Bahaya dan Risiko Penyelesaian Pengerjaan Pengelasan Logam
Uraian Kerja Bahaya Ri siko Pengendalian Yang Ada
Melakukan Pembersihan Kerak Hasil La s.
Bahaya Fisik Jari terpotong mesin gerinda listrik saat
membersihkan kerak hasil las. Sarung tangan kain Cedera pada mata akibat serpihan logam saat
membersihkan kerak hasil las. Kacamata biasa
Bahaya Listrik Tersengat arus listrik mesin gerinda listrik saat
membersihkan kerak hasil las. Sarung tangan kain, menambal kabel dengan lakban hitam
Melakukan Water Cooling Setelah Pengelasan.
Bahaya Listrik Tersengat arus listrik akibat ceceran air mengenai
alat las listrik. Sarung tangan kain dan sepatu biasa
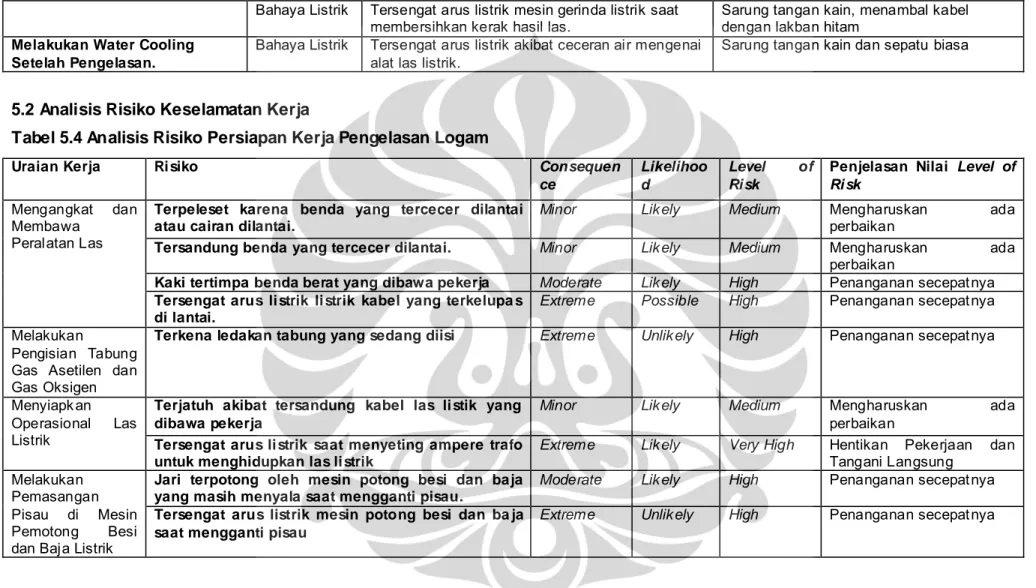
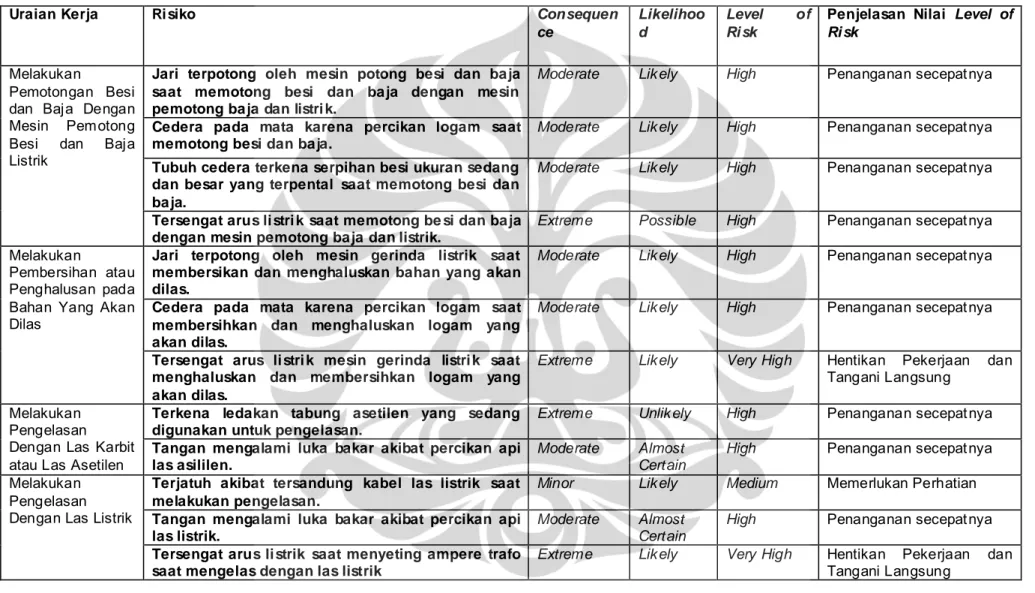
5.2 Analisis Risiko Keselamatan Kerja
Tabel 5.4 Analisis Risiko Persiapan Kerja Pengelasan Logam
Uraian Kerja Ri siko Consequen
ce
Likelihoo d
Level of Ri sk
Penjelasan Nilai Level of Ri sk
Mengangkat dan Membawa
Peralatan Las
Terpeleset karena benda yang tercecer dilantai atau cairan dilantai.
Minor Lik ely Medium Mengharuskan ada
perbaikan
Tersandung benda yang tercecer dilantai. Minor Lik ely Medium Mengharuskan ada perbaikan
Kaki tertimpa benda berat yang dibawa pekerja Moderate Lik ely High Penanganan secepatnya Tersengat arus li strik li strik kabel yang terkelupa s
di lantai.
Extreme Possible High Penanganan secepatnya Melakukan
Pengisian Tabung Gas Asetilen dan Gas Oksigen
Terkena ledakan tabung yang sedang diisi Extreme Unlik ely High Penanganan secepatnya
Menyiapkan Operasional Las Listrik
Terjatuh akibat tersandung kabel las li stik yang dibawa pekerja
Minor Lik ely Medium Mengharuskan ada
perbaikan Tersengat arus li strik saat menyeting ampere trafo
untuk menghidupkan las li strik
Extreme Lik ely Very High Hentikan Pekerjaan dan Tangani Langsung
Melakukan Pemasangan Pisau di Mesin Pemotong Besi dan Baja Listrik
Jari terpotong oleh mesin potong besi dan baja yang masih menyala saat mengganti pisau.
Moderate Lik ely High Penanganan secepatnya Tersengat arus listrik mesin potong besi dan ba ja
saat mengganti pisau
Extreme Unlik ely High Penanganan secepatnya
Tabel 5.5 Analisis Risiko Pengerjaan Pengelasan Logam
Uraian Kerja Ri siko Consequen
ce
Likelihoo d
Level of Ri sk
Penjelasan Nilai Level of Ri sk
Melakukan
Pemotongan Besi dan Baja Dengan Mesin Pemotong Besi dan Baja Listrik
Jari terpotong oleh mesin potong besi dan baja saat memotong besi dan baja dengan mesin pemotong baja dan listri k.
Moderate Lik ely High Penanganan secepatnya
Cedera pada mata karena percikan logam saat memotong besi dan baja.
Moderate Lik ely High Penanganan secepatnya Tubuh cedera terkena serpihan besi ukuran sedang
dan besar yang terpental saat memotong besi dan baja.
Moderate Lik ely High Penanganan secepatnya
Tersengat arus li stri k saat memotong be si dan baja dengan mesin pemotong baja dan listrik.
Extreme Possible High Penanganan secepatnya Melakukan
Pembersihan atau Penghalusan pada Bahan Yang Akan Dilas
Jari terpotong oleh mesin gerinda listrik saat membersikan dan menghaluskan bahan yang akan dilas.
Moderate Lik ely High Penanganan secepatnya
Cedera pada mata karena percikan logam saat membersihkan dan menghaluskan logam yang akan dilas.
Moderate Lik ely High Penanganan secepatnya
Tersengat arus li stri k mesin gerinda listri k saat menghaluskan dan membersihkan logam yang akan dilas.
Extreme Lik ely Very High Hentikan Pekerjaan dan Tangani Langsung
Melakukan Pengelasan Dengan Las Karbit atau Las Asetilen
Terkena ledakan tabung asetilen yang sedang digunakan untuk pengelasan.
Extreme Unlik ely High Penanganan secepatnya Tangan mengalami luka bakar akibat percikan api
las asililen.
Moderate Almost Cert ain
High Penanganan secepatnya Melakukan
Pengelasan Dengan Las Listrik
Terjatuh akibat tersandung kabel las listrik saat melakukan pengelasan.
Minor Lik ely Medium Memerlukan Perhatian Tangan mengalami luka bakar akibat percikan api
las listrik.
Moderate Almost Cert ain
High Penanganan secepatnya Tersengat arus li strik saat menyeting ampere trafo
saat mengelas dengan las listrik
Extreme Lik ely Very High Hentikan Pekerjaan dan Tangani Langsung
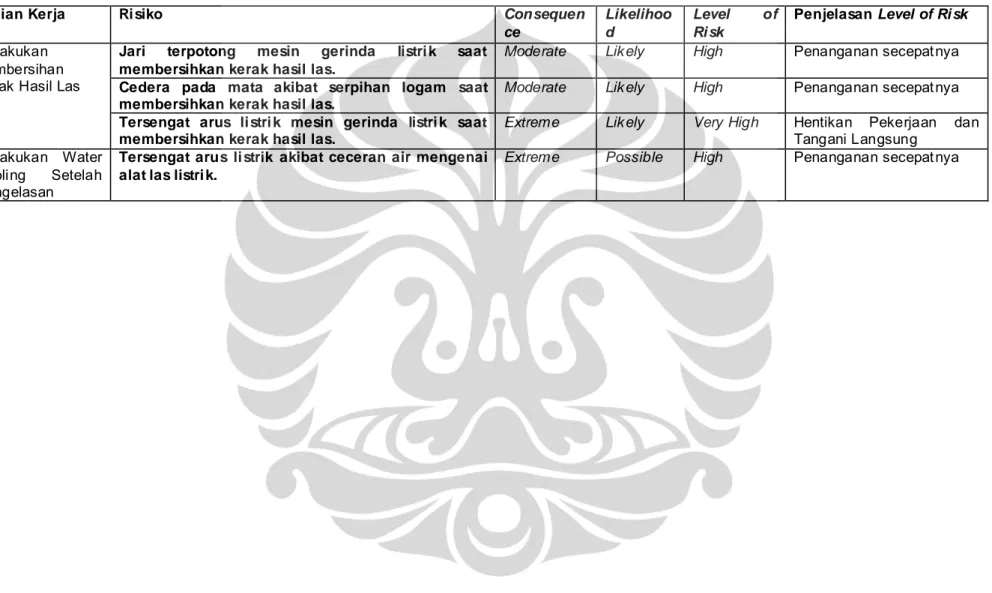
Tabel 5.6 Analisis Risiko Penyelesaian Pengerjaan Pengelasan Logam
Uraian Kerja Ri siko Consequen
ce
Likelihoo d
Level of Ri sk
Penjelasan Level of Ri sk Melakukan
Pembersihan Kerak Hasil Las
Jari terpotong mesin gerinda listri k saat membersihkan kerak hasil las.
Moderate Lik ely High Penanganan secepatnya Cedera pada mata akibat serpihan logam saat
membersihkan kerak hasil las.
Moderate Lik ely High Penanganan secepatnya Tersengat arus li stri k mesin gerinda listri k saat
membersihkan kerak hasil las.
Extreme Lik ely Very High Hentikan Pekerjaan dan Tangani Langsung
Melakukan Water Cooling Setelah Pengelasan
Tersengat arus li strik akibat ceceran air mengenai alat las listri k.
Extreme Possible High Penanganan secepatnya
BAB 6 PEMBAHASAN
6.1 Pembahasan Analisis Risiko
1. Jumlah risiko dengan nilai level of risk very high sebanyak 4 2. Jumlah risiko dengan nilai level of risk high sebanyak 19 3. Jumlah risiko dengan nilai level of risk medium sebanyak 4
6.2 Pembahasan Hasil Penilaian Risiko.
6.2.1 Pembahasan Penilaian Risiko Persiapan Pengelasan Logam A. Mengangkat Peralatan Las
1. Terpeleset karena benda yang tercecer dilantai atau cairan dilantai.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : tidak melakukan housekeeping yang baik dan benar.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Selalu membersihkan dan merapihkan lingkungan kerja sesuai standard OSHA 1926.25 housekeeping
II. Secondary : Penanggung jawab bengkel mengawasi jalannya proses housekeeping
2. Tersandung benda yang tercecer dilantai
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : tidak melakukan housekeeping yang baik dan benar.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Selalu membersihkan dan merapihkan lingkungan kerja sesuai standard OSHA 1926.25 housekeeping
II. Secondary : Memakai sepatu safety standard OSHA 1910.132 construction PPE agar kaki tidak terluka
3. Kaki tertimpa benda berat yang dibawa pekerja
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : tidak memakai APD yang sesuai untuk melindungi kaki pekerja dari tertimpa benda berat dan tidak melakukan housekeeping dengan baik dan benar.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Memakai sepatu safety standard OSHA 1910.132 construction PPE agar kaki tidak cedera
II. Secondary : Jika mengangkat benda berat maka sebaiknya meminta bantuan pekerja lain
4. Tersengat arus listrik listrik kabel yang terkelupas di lantai
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak kedap cairan sehingga bisa menghantarkan listrik ketangan pekerja lalu pekerja terkadang tidak menggunakan alas kaki ketika bekerja.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan sepatu safety standard OSHA 1910.137 electrical PPE
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan sesuai dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
B. Melakukan Pengisian Tabung Gas Asetilen dan Gas Oksigen 1. Terkena ledakan tabung yang sedang diisi.
a. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Memasang regulator yang berfungsi dengan baik dikepala tabung gas, selalu memastikan regulator gas terpasang dan berfungsi dengan baik dan pastikan tekanan dan temperatur tabung tidak melebihi batas normal sesuai dengan standard OSHA 1910.253 gas gauge for gas welding
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja dan sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
C. Menyiapkan Operasional Las Listrik
1. Terjatuh akibat tersandung kabel las listik yang dibawa pekerja.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : tidak melakukan housekeeping dengan baik dan benar.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Selalu membersihkan dan merapihkan lingkungan kerja sesuai standard OSHA 1926.25 housekeeping
II. Secondary : Selalu menggulung kabel las listrik dengan baik dan benar agar memudahkan dalam membawa alat las listrik tersebut
III. Tertiary : Memakai sepatu safety standard OSHA 1910.132 construction PPE agar tidak terluka
2. Tersengat arus listrik saat menyeting ampere trafo untuk menghidupkan las listrik.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak kedap cairan sehingga bisa menghantarkan listrik ketangan pekerja lalu pekerja terkadang tidak menggunakan alas kaki ketika bekerja.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan sarung tangan dan sepatu safety standard OSHA 1910.137 electrical PPE
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
D. Melakukan Pemasangan Pisau di Mesin Pemotong Besi dan Baja Listrik
1. Jari terpotong oleh mesin potong besi dan baja yang masih menyala saat mengganti pisau.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak akan mampu menahan tenaga mesin putar dan jari tetap tidak akan terlindungi risiko terpotong
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Melakukan pemasangan pisau dengan menggunakan pengaman alat yang sesuai standard OSHA 1910.212 Safeguarding of metal cutting II. Secondary : Matikan mesin saat melakukan pemasangan pisau di mesin
potong besi dan baja dan cabut sambungan listrik ke mesin potong besi dan baja sesuai standard OSHA 1926.303 electric razor repair
2. Tersengat arus listrik mesin potong besi dan baja saat mengganti pisau a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung
tangan kain tidak kedap cairan sehingga bisa menghantarkan listrik ke tangan pekerja lalu pekerja terkadang tidak menggunakan alas kaki ketika bekerja b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan sarung tangan dan sepatu safety standard OSHA 1910.137 electrical PPE
II. Secondary : Matikan mesin potong besi dan baja saat melakukan pemasangan pisau di mesin potong besi dan baja dan cabut sambungan listrik ke mesin potong besi dan baja sesuai standard OSHA 1926.303 electric razor repair
III. Tertiary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
6.2.2 Pembahasan Penilaian Risiko Pengerjaan Pengelasan Logam
A. Melakukan Pemotongan Besi dan Baja Dengan Mesin Pemotong Besi dan Baja Listrik.
1. Jari terpotong oleh mesin potong besi dan baja saat memotong besi dan baja dengan mesin pemotong baja dan listrik.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak akan mampu menahan tenaga mesin putar dan jari tetap tidak akan terlindungi risiko terpotong
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Melakukan pemotongan dengan menggunakan pengaman alat yang sesuai standard OSHA 1910.212 Safeguarding of metal cutting
II. Secondary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman sesuai dengan standard OSHA 1926.302 use electric metal cutting machine tools
2. Cedera pada mata karena percikan logam saat memotong besi dan baja.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : kacamata bening yang dipakai belum sesuai karena masih menyisakan sela- sela antara mata dan kacamata sehingga memungkinkan benda masuk ke sela-sela tersebut
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan kacamata safety sesuai standard OSHA 1910.212 Safeguarding of metal cutting
II. Secondary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman standard OSHA 1926.302 use electric metal cutting machine tools
3. Tubuh cedera terkena serpihan besi ukuran sedang dan besar yang terpental saat me motong besi dan baja.
a. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Memakai sarung tangan safety, apron kulit, baju lengan panjang, celana panjang dan sepatu safety standard OSHA 1910.212 Safeguarding of metal cutting
II. Secondary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman sesuai standard OSHA 1926.302 use electric metal cutting machine tools
4. Tersengat arus listrik saat memotong besi dan baja dengan mesin pemotong baja dan listrik.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak kedap cairan sehingga bisa menghantarkan listrik ketangan pekerja lalu pekerja terkadang tidak menggunakan alas kaki ketika bekerja b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan sarung tangan dan sepatu safety standard OSHA 1910.137 electrical PPE
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
B. Melakukan Pembersihan atau Penghalusan pada Bahan Yang Akan Dilas
1. Jari terpotong oleh mesin gerinda listrik saat membersikan dan menghaluskan bahan yang akan dilas.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak akan mampu menahan tenaga mesin putar dan jari tetap tidak akan terlindungi risiko terpotong
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Melakukan pekerjaan dengan menggunakan APD yang sesuai standard OSHA 1910.132 Construction PPE
II. Secondary : Memakai pengaman alat sesuai standard OSHA 1910.212 Safeguarding of metal cutting
III. Tertiary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman sesuai dengan standard OSHA 1910.243 use polishing machines (machine tools)
2. Cedera pada mata karena percikan logam saat membersihkan dan menghaluskan logam yang akan dilas.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : kacamata bening yang dipakai belum sesuai karena masih menyisakan sela- sela antara mata dan kacamata sehingga memungkinkan benda masuk ke sela-sela tersebut
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan kacamata safety sesuai standard OSHA 1910.212 Safeguarding of metal cutting
II. Secondary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman sesuai dengan standard OSHA 1910.243 use polishing machines (machine tools)
3. Tersengat arus listrik mesin gerinda listrik saat menghaluskan dan membersihkan logam yang akan dilas.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak kedap cairan sehingga bisa menghantarkan listrik ketangan pekerja lalu pekerja terkadang tidak menggunakan alas kaki ketika bekerja b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan sarung tangan dan sepatu safety standard OSHA 1910.137 electrical PPE
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
C. Melakukan Pengelasan Dengan Las Karbit atau Las Asetilen
1. Terkena ledakan tabung asetilen yang sedang digunakan untuk pengelasan.
a. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Memasang regulator yang berfungsi dengan baik dikepala tabung gas, selalu memastikan regulator gas terpasang dan berfungsi dengan baik dan pastikan tekanan dan temperatur tabung tidak melebihi batas normal sesuai dengan standard OSHA 1910.253 gas gauge for gas welding
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja dan sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
2. Tangan mengalami luka bakar akibat percikan api las asililen.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain hanya melindungi punggung tangan, telapak tangan dan jari namun hasta sampai lengan bagian atas tidak terlindungi dari percikan api.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Memakai sarung tangan safety sesuai standard OSHA 1910.253 PPE for oxygen-fuel gas welding and cutting
II. Secondary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman sesuai dengan standard OSHA 1910.253 work with oxygen-fuel gas welding and cutting
D. Melakukan Pengelasan Dengan Las Listrik
1. Terjatuh akibat tersandung kabel las listrik saat melakukan pengelasan.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : tidak melakukan housekeeping dengan baik dan benar
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Selalu membersihkan dan merapihkan lingkungan kerja sesuai standard OSHA 1926.25 housekeeping
II. Secondary : Selalu menggulung kabel las listrik dengan baik dan benar saat melakukan pengelasan dengan las listrik agar tidak membahayakan orang lain.
2. Tangan mengalami luka bakar akibat percikan api las listrik.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain hanya melindungi punggung tangan, telapak tangan dan jari namun hasta sampai lengan bagian atas tidak terlindungi dari percikan api b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Memakai sarung tangan safety sesuai standard OSHA 1910.254 PPE for electric arc welding and cutting
II. Secondary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman sesuai dengan standard OSHA 1910.254 work with electric arc welding and cutting
3. Tersengat arus listrik saat menyeting ampere trafo saat mengelas dengan las listrik
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak kedap cairan sehingga bisa menghantarkan listrik ketangan pekerja lalu pekerja terkadang tidak menggunakan alas kaki ketika bekerja b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan sarung tangan dan sepatu safety sesuai standard OSHA 1910.254 PPE for electric arc welding and cutting
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan dan selalu lakukan perawatan berkala
terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
6.2.3 Pembahasan Penilaian Risiko Penyelesaian Pengelasan Logam A. Melakukan Pembersihan Kerak Hasil Las
1. Jari terpotong mesin gerinda listrik saat membersihkan kerak hasil las.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak akan mampu menahan tenaga mesin putar dan jari tetap tidak akan terlindungi risiko terpotong.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Melakukan pekerjaan dengan menggunakan APD yang sesuai standard OSHA 1910.132 Construction PPE
II. Secondary : Memakai pengaman alat sesuai standard OSHA 1910.212 Safeguarding of metal cutting
III. Tertiary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman sesuai dengan standard OSHA 1910.243 use polishing machines (machine tools)
2. Cedera pada mata akibat serpihan logam saat membersihkan kerak hasil las.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : kacamata bening yang dipakai belum sesuai karena masih menyisakan sela- sela antara mata dan kacamata sehingga memungkinkan benda masuk ke sela-sela tersebut.
b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan kacamata atau face protection safety sesuai standard OSHA 1910.212 Safeguarding of metal cutting
II. Secondary : Ikuti langkah-langkah kerja pada manual handbook untuk cara pengerjaan yang aman sesuai dengan standard OSHA 1910.243 use polishing machines (machine tools)
3. Tersengat arus listrik mesin gerinda listrik saat membersihkan kerak hasil las.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak kedap cairan sehingga bisa menghantarkan listrik ke tangan pekerja lalu pekerja terkadang tidak menggunakan alas kaki ketika bekerja b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan sarung tangan dan sepatu safety standard OSHA 1910.137 electrical PPE
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
B. Melakukan Water Cooling Setelah Pengelasan
1. Tersengat arus listrik akibat ceceran air mengenai alat las listrik.
a. Pengendalian risiko yang telah ada tidak sesuai standar karena : sarung tangan kain tidak kedap cairan sehingga bisa menghantarkan listrik ke tangan pekerja lalu pekerja terkadang tidak menggunakan alas kaki ketika bekerja b. Rekomendasi Pengendalian : Mengurangi likelihood dengan cara :
I. Primary : Menggunakan sarung tangan dan sepatu safety standard OSHA 1910.137 electrical PPE
II. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance
III. Tertiary Matikan alat las listrik saat melakukan water cooling, cabut sambungan listrik ke alat las listrik saat melakukan water cooling
:
BAB 7
KESIMPULAN DAN SARAN
7.1 Kesimpulan
Berdasarkan hasil penelitian yang telah dilakukan dari tahapan pengelasan logam di bengkel las Sikembar dapat diambil kesimpulan sebagai berikut :
A. Kegiatan pengelasan di bengkel las Sikembar adalah sebagai berikut : 1. Persiapan Kerja Pengelasan Logam
2. Pengerjaan Pengelasan Logam
3. Penyelesaian Pengerjaan Pengelasan Logam
Dari ketiga proses kerja diatas, proses kerja pengerjaan pengelasan logam yang paling banyak menimbulkan bahaya dan risiko
B. Risiko – risiko yang ditemukan pada tahapan pengerjaan pengelasan logam di Bengkel las Sikembar adalah sebagai berikut :
1. Risiko pada proses persiapan kerja pengelasan logam adalah :
Risiko tertinggi di proses persiapan pengelasan adalah Tersengat arus listrik saat menyeting ampere trafo untuk menghidupkan las listrik dengan tingkat risiko adalah very high.
2. Risiko pada proses pengerjaan pengelasan logam adalah :
Risiko tertinggi di proses pengerjaan pengelasan adalah tersengat arus listrik mesin gerinda listrik saat menghaluskan dan membersihkan logam yang akan dilas dan tersengat arus listrik saat menyeting ampere trafo saat mengelas dengan las listrik dengan tingkat risiko adalah very high.
3. Risiko pada penyelesaian pengerjaan pengelasan logam adalah :
Risiko tertinggi di proses penyelesaian pengelasan adalah tersengat arus listrik mesin gerinda listrik saat membersihkan kerak hasil las dengan tingkat risiko adalah very high.
Keempat risiko yang mempunyai tingkat risiko tertinggi merupakan risiko tersengat arus listrik, maka rekomendasi yang sesuai untuk pengendalian risiko bahaya listrik adalah mengurangi likelihood (kemungkinan terjadinya risiko) dengan cara :
1. Primary : Memprioritaskan untuk pengadaan dan penggunaan sarung tangan dan sepatu safety yang terbuat dari bahan yang tidak konduktif dan kedap air sesuai dengan standard OSHA 1910.137 electrical PPE. (PPE / APD)
2. Secondary : Selalu mengecek kondisi peralatan dan perlengkapan kerja sebelum memulai pekerjaan dan selalu lakukan perawatan berkala terhadap perlengkapan dan peralatan kerja sesuai standard OSHA 1926.431 maintenance. (Administratif Control) 3. Tertiary : Memasang pelindung alat atau safety guard tools yang sesuai dengan
standard OSHA 1910.305 safeguard for electrical machine and tools. (Rekayasa Engineering)
7.2 Saran
Saran dari penulis untuk bengkel las sikembar adalah sebagai berikut :
1. Mengadakan sosialisasi mengenai keselamatan dan kesehatan kerja terutama tentang keselamatan kerja pengelasan mengenai potensi bahaya dan risiko yang ada pada tahapan pengerjaan pengelasan logam di Bengkel las Sikembar (Promosi K3) dengan cara memberitahukan pentingnya keselamatan kerja di bidang pengelasan melalui video, gambar poster, materi tentang dampak bahaya dan risiko di pengelasan serta memberitahukan informasi-informasi update tentang cara menanggulangi risiko keselamatan kerja pengelasan.
2. Penggunaan dan pengadaan APD di bengkel las logam Sikembar harus lebih di prioritaskan terutama untuk menanggulangi risiko tersengat arus listrik dan risiko luka bakar pada lengan.
3. Memberikan perhatian penuh terhadap keadaan kondisi tabung-tabung gas asetilen apakah sudah dalam kondisi aman untuk digunakan dan disimpan.
4. Mengadakan sosialisasi penggunaan alat proteksi diri yang baik dan benar sesuai dengan standar yang ada.
5. Penyediaan alat pemadam api ringan di bengkel Sikembar untuk menanggulangi bahaya kebakaran.
6. Penyediaan standar operasional prosedur tertulis yang sesuai dengan standar yang ada di Indonesia
DAFT AR PUSTAKA
American Welding Society Inc. 1993. Safety in Welding & Cutting. ANSI Z49.1-1993, New York
ANZSC. 2009. Australian/New Zealand Standards Committee ISO 31000, Risk Management Standard, Sydney
ANZSC. 2009. Australian/New Zealand Standards Committee AIEC/FDIS 31010 Risk management - Risk Assessment Techniques, Sydney
Kolluru, Rao V. 1995. Risk Assessment and Management Handbook: For Environmental, Health, and Safety Professionals, Mcgraw-Hill Inc, USA
OSHA 1910.132. 2011. Construction PPE (OSHA 1910.132 Revised). US. Departement of Labour
OSHA 1910.137. 1994. Electrical PPE (OSHA 1910.137 Revised). US. Departement of Labour
OSHA 1910.212. 1996. Safe Guarding of Metal Cutting (OSHA 1910.212 Revised). US.
Departement of Labour
OSHA 1910.243. 2007 Use Polishing Machines (Machine Tools) (OSHA 1910.243 Revised).
US. Departement of Labour
OSHA 1910.253(b). 2007. Work With Oxygen-Fuel Gas Welding and Cutting (OSHA 1910.253(b) Revised). US. Departement of Labour
OSHA 1910.253(e). 2007. Gas Gauge For Oxy- Fuel Gas Welding (OSHA 1910.253 Revised). US. Departement of Labour
OSHA 1910.254(d). 2005. Work With Electric Arc Welding and Cutting (OSHA 1910.254(d) Revised). US. Departement of Labour
OSHA 1926.25. 1999. Housekeeping (OSHA 1926.25 Revised). US. Departement of Labour
OSHA 1926.302. 1993. Use Electric Metal Cutting Machine Tools (OSHA 1910.302 Revised).
US. Departement of Labour
OSHA 1926.303. 1993. Electric Razor Repair (OSHA 1926.303 Revised). US. Departement of Labour
OSHA 1926.431. 1999. Maintenance Equipment (OSHA 1926.431 Revised). US.
Departement of Labour
OSHA 3071. 2002. Job Hazard Analysis (OSHA 3071 Revised). US. Departement of Labour
Peraturan Pemerintah Republik Indonesia no.50. Tahun 2012, Tentang Penerapan Sistem Manajemen Keselamatan Dan Kesehatan Kerja, Jakarta
SNI 19-4122-1996, Keselamatan Kerja Pada Pengelasan Listrik Secara Manual
Welding Guideline. 2000, Manitoba Labour Workplace Safety and Health, Canada.