BAB II
LANDASAN TEORI
2.1. Sistem Otomatisasi Konveyor
Otomatisasi merupakan salah satu bentuk aplikasi dari pengendalian, penerapan otomatisasi dapat dilakukan di bidang robotika. Hal ini dilakukan untuk mencapai tujuan memudahkan manusia dalam melakukan tugas yang kompleks dan mendetail.
Wujud lain dalam penerapan otomatisasi adalah serangkaian pengendali yang dilakukan di plant dalam industri manufaktur. Otomatisasi dibangun dengan mengintegrasikan beberapa bagian yang berbeda domain, yaitu bagian elektronika, mekanik dan software. Ketiga bagian tersebut dimanfaatkan untuk membangun suatu sistem yang otomatis seperti pada sebuah konveyor.
Sistem otomatisasi konveyor untuk mensortir kaleng merupakan salah satu bentuk otomatisasi dimana proses kontrol yang dilakukan adalah dengan sensor mendeteksi adanya obyek sebagai input ke PLC dan sebagai output motor akan berjalan, hal ini didasarkan pada sistem kerja kontrol.
2.2. Sejarah PLC
PLC pertama kali diperkenalkan pada tahun 1960-an. PLC dibuat untuk mengurangi beban ongkos perawatan dan penggantian sistem control mesin yang menggunakan relay. Bedford Associstes mengusulkan MODICON (Modilar Digital Controller) untuk perusahaan yang ada di Amerika.
MODICON 084 merupakan PLC pertama yang di gunakan pada produksi yang bersifat komersial.
Semakin banyaknya kebutuhan dalam proses produksi menyebabkan sistem harus diubah-ubah. Apabila sistem yang digunakan merupakan relay mekanik, tentu saja hal itu akan menjadi masalah yang besar. Selain masa pengunaannya terbatas, sistem juga membutuhkan perawatan yang cermat. Jika terjadi kerusakan maka akan sangat sulit untuk menemukannya. Oleh sebab itulah dibutuhkan pengontrolan yang memudahkan baik dalam perawatan maupun penggunaannya.
Pada tahun 70-an, teknologi PLC yang dominan adalah mesin sequencer dan cpu yang berbasis bit-slice. Prosesor AMD 2901 dan 2903 cukup popular digunakan dalam MODICON dan PLC A-B. kemampuan komunikasi pada PLC muncul pada awal tahun 1973. Sistem yang pertama adalah Modbus dari MEDICON.
Pada tahun 1980-an dilakukan usaha untuk menyetandarisasi komunikasi dengan protocol milik General Motor (MAP). Pada tahun 1990-an dilakukan reduksi protocol baru dan moderenisasi lapisan fisik dari protocol-
protokol yang popular pada tahun 1980-an. Standart terakhir yaitu IEC 1131-3, berusaha menggabungkan bahasa pemrograman PLC dibawah satu standard.
2.3. PLC Allen Bradley
PLC Allen Bradley mempunyai berbagai model PLC yang biasa disesuaikan dengan aplikasi pengontrolan. Dari aplikasi yang sederhana sampai applikasi yang sangat rumit. Model-model PLC Allen Bradley antara lain :
~ PICO Controller
~ MicroLogix
~ SLC 500
~ PLC 5
~ Compact Logix
~ Control Logix
~ Soft Logix
2.3.1. Pico Controller
PICO standard menawarkan solusi praktis dan murah. PLC ini bentuknya kecil, sederhana dan flexible. Dan PLC PICO dapat dipakai untuk berbagai aplikasi sederhana. PICOGFX menambahkan fungsi gratis dengan kemampuan komunikasi dengan PLC Allen Bradley model lain.
Gambar 2.1. Pico Controller
2.3.2. MicroLogix Family
Micrologix dipakai untuk aplikasi-aplikasi kecil. Ada beberapa type dari MicroLogix yang biasa disesuaikan dengan aplikasi. Type Micrologix tersebut antara lain: Micrologix 1000, Micrologix 1100, Micrologix 1200, Micrologix 1400 dam Micrologix 1500. Untuk type Micrologix 1100 dan Micrologix 1400 komunikasi sudah Ethernet dan biasa online.
Gambar 2.2. Micrologix Family
2.3.3. SLC500 Series
SLC500 dipakai untuk aplikasi-aplikasi menengah. Ada beberapa type dari SLC500 antara lain : SLC 5/01 dengan komunikasi DH485, SLC 5/02 dengan komunikasi DH485, SLC 5/03 dengan komunikasi DH485 dan RS-232- C, SLC 5/04 dengan komunikasi DH+ dan RS-232-C dan SLC 5/05 dengan komunikasi Ethernet dan RS-232-C.
Gambar 2.3. SLC 500 Series
2.3.4. PLC 5
Buletin 1785 PLC-5 ® controller programmable logic (PLC) menawarkan fleksibilitas dalam pemrograman, jaringan, dan I/O. Dirancang untuk aplikasi yang lebih besar control sekuensial dan peraturan dengan I/O yang mempunyai persyaratan khusus, PLC-5 sistem control menyatukan sistem
yang ada dan baru melalui jaringan seperti Ethernet / IP ™, ControlNet ™, dan DeviceNet™. Port jaringan melekat pada PLC-5 controller memungkinkan konektivitas ke berbagai perangkat termasuk MicroLogix ™, SLC™ 500, CompactLogix™, dan ControLogix® controller, membiarkan anda memperluas sistem kendali anda tanpa investasi pelatihan tambahan.
Gambar 2.4. PLC 5
2.3.5. CompactLogix
CompactLogix™ controler menggunakan mesin kontrol biasa dengan lingkungan pengembangan yang umum untuk memberikan kontrol yang mid- range aplikasi yang mudah digunakan untuk lingkungan. Integrasi ketat antara software pemrograman, controller dan I/O modul mengurangi waktu pengembangan dan biaya decommissioning dan selama operasi normal.
Kesamaan ini menyediakan integrasi biaya-efektif dari mesin atau aplikasi
keamanan ke dalam sistem kontrol pabrik-luas karena hal tersebut terintegrasi keselamatan, motion, kemampuan diskrit dan drive dalam kontoler tunggal.
Gambar 2.5. Compact Logix
2.3.6. ControlLogix
ControlLogix® controller menggunakan mesin kontrol biasa dengan lingkungan pengembangan umum untuk memberikan kinerja tinggi yang mudah digunakan untuk lingkungan. Integrasi ketat antara software pemrograman, controller dan I/O modul mengurangi waktu pengembangan dan biaya di commissioning dan selama operasi normal. Anda dapat melakukan pengendalian standard an keselamatan dalam chasis yang sama untuk sistem yang benar-benar terintegrasi.
Gambar 2.6. ControlLogix
2.3.7. SoftLogix
SoftLogix™ controller menggunakan mesin kontrol biasa dengan lingkungan pengembangan umum untuk memberikan kinerja tinggi yang muda digunakan untuk lingkungan. Sebuah sistem SoftLogix khas menggunakan aplikasi Chassis virtual yang rumah controller dan modul komunikasi, antaramuka dengan controller Logix lain dan I/O modul. I/O modul simulator di chassis virtual membuat aplikasi debugging dan sistem start-up lebih muda.
Gambar 2.7. SoftLogix
2.4. Fundamental ControlLogix
Sistem control logix berupa modul-modul yang mempunyai kinerja yang bagus sehingga sangat cocok untuk sequential, drive control dan motion control. Dengan sistem controlLogix kita bisa mencampurkan beberapa controller, jaringan dan I/O yang flexible.
Sistem controLogix menggunakan pemograman RSLogix5000 yang dapat dihubungkan ke arsitektur jaringan terbuka. Dan menawarkan berbagai input/output digital maupun analog. Sistem contrologix mudah untuk digabungkan dengan sistem PLC Allan Bradley yang lama. Dan bisa komunikasi dengan Data Highway Plus, Remote I/O, DeviceNet, ControNet dan Ethernet/IP.
Gambar 2.8. Jaringan ControlLogix
Sistem controllogix menawarkan :
1. Multitasking, Multi prossesor
2. Dapat menggunakan beberapa bahasa pemrograman
3. Dalam keadaan sistem jalan dan ada power I/O bias lepas dan dipasang
4. Upgrade sistem bisa ditempat dengan Flash Upgrade
5. Dengan sistem waktu yang terkordinasi (CST)
2.5. Pemrograman PLC dengan Ladder Logic Diagram
Seperti yang kita ketahui bahwa PLC merupakan suatu perangkat pengendali yang dapat diprogram. Metode pemrogramannya tak terlalu rumit dan biasanya vendor yang memproduksi PLC memberikan pilihan kepada pengguna untuk memilih metode pemrograman PLC yang bersangkutan.
Metode yang umum diberikan sebagai pilihan antara lain berupa metode pemrograman dengan diagram logika tangga (ladder logic diagram), mneumonic (statement list), dan atau diagram fungsi blok (function block diagram). Adanya pilihan metode tersebut dimaksudkan agar pengguna dapat dengan mudah membuat program sesuai dengan keahlian maupun metode pemrograman yang disukai.
2.5.1. Ladder Logic Diagram
Salah satu metode pemrograman PLC yang sangat umum dipergunakan yaitu pemrograman menggunakan ladder diagram (diagram tangga). Metode yang praktis dan cukup mudah dimengerti. Programer bertugas untuk
menuliskan sebuah program selayaknya menggambarkan sebuah rangkaian saklar elektronik. Dapat dirancang dengan melakukan konversi dari rangkaian elektronik yang telah ada, lalu menggantikan fungsi saklar sesuai dengan fungsi yang tersedia pada software programer. Diagram ini sendiri terdiri dari
dua buah garis vertikal yang melambangkan daya. Komponen-komponen rangkaian disambungkan sebagai garis-garis horisontal yang merupakan anak tangga. Komponen-komponen yang dimaksud ditempatkan di antara kedua buah garis vertikal.
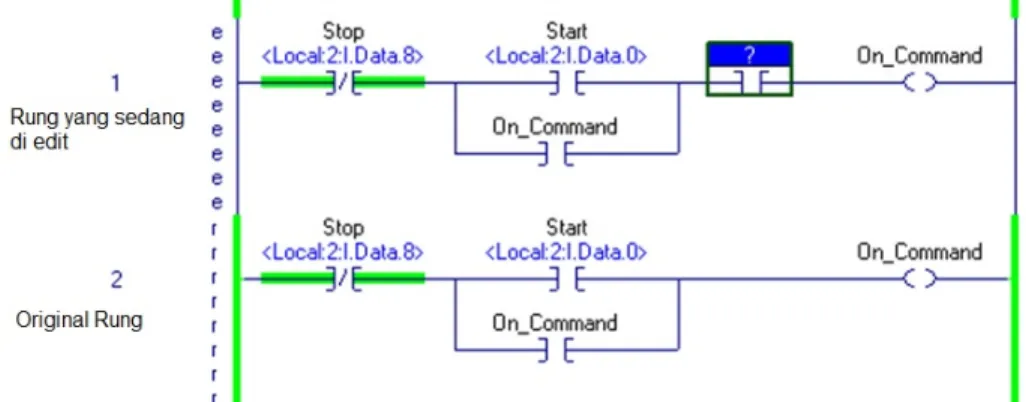
Gambar 2.9. Contoh Tampilan Ladder Logic Diagram
Aturan pemrograman dengan mempergunakan ladder logic diagram dapat dijabarkan sebagai berikut:
1. Dua garis vertikal pada sheet (= media untuk meletakkan komponen rangkaian) melambangkan daya. Di antara kedua garis tersebut
komponen-komponen rangkaian dihubungkan sesuai dengan rancangan.
2. Masing-masing baris ladder (baca: rung) mendefinisikan suatu operasi dalam proses kendali.
3. Masing-masing baris ladder wajib untuk dimulai dengan menempatkan sebuah input atau sejumlah input dan harus diakhiri dengan
menempatkan sebuah output.
4. Perancangan ladder dengan menyesuaikan pada keadaan normal (default) perangkat listrik.
5. Suatu perangkat tertentu dapat digambarkan dengan menggunakan lebih dari satu buah baris/ rung.
6. Komponen-komponen input maupun output didefinisikan dengan menggunakan pengalamatan. Alamat tersebut merupakan indikasi dari lokasi komponen input maupun output dalam memori PLC. Notasi masing-masing produk PLC berbeda-beda bergantung pada vendor yang memproduksinya.
7. Suatu keadaan komponen output dapat dipanggil sebagai keadaan komponen input dengan memanggil alamat komponen output yang diinginkan pada komponen input.
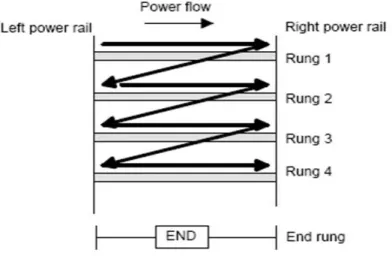
8. Pembacaan diagram dimulai dari kiri ke kana dan dari atas ke bawah seperti ditunjukkan pada gambar berikut:
Gambar 2.10. Arah Baca Ladder Logic Diagram PLC
2.6. Komponen Penyusun PLC
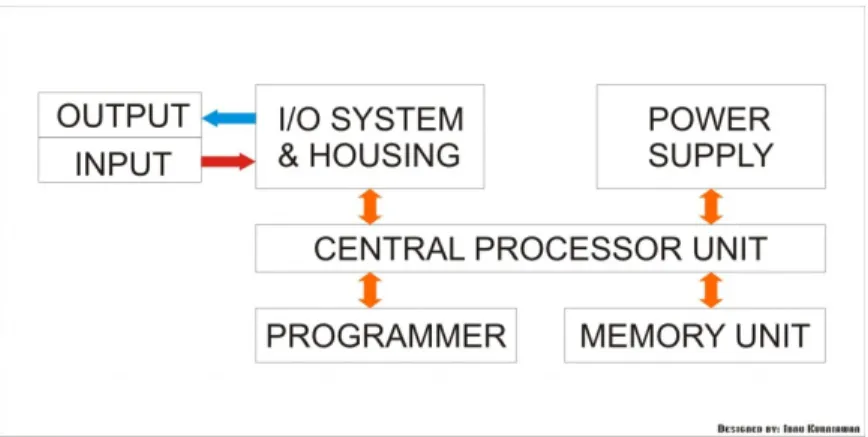
Gambar 2.11. Konfigurasi Komponen-Komponen PLC
Pada umumnya, teradapat 5 (lima) komponen utama yang menyusun suatu PLC. Semua komponen tersebut harus ada untuk dapat menjalankan suatu PLC secara normal. Komponen-komponen utama dari suatu PLC, sebagai berikut:
2.6.1. Unit CPU (Central Processing Unit)
Merupakan bagian yang berfungsi sebagai otak bagi sistem. CPU berisi mikroprosesor yang menginterpretasikan sinyal-sinyal input dan melaksanakan tindakan-tindakan pengontrolan sesuai dengan program yang telah tersimpan , lalu mengkomunikasikan keputusan-keputusan yang diambilnya sebagai sinyal kontrol ke output interface. Scan dari program umumnya memakan waktu 70 ms , tetapi hal itu tergantung dari panjang pendeknya program serta tingkat kerumitannya.
2.6.2. Unit Memori
Memori didalam PLC digunakan untuk menyimpan data dan program.
Secara fisik, memori ini berupa chip dan untuk pengaman dipasang baterai back-up pada PLC. Unit memori ini sendiri dapat dibedakan atas 2 jenis, yaitu:
Volatile Memory, adalah suatu memori yang apabila sumber
tegangannya dilepas maka data yang tersimpan akan hilang . Karena itu memori jenis ini bukanlah media penyimpanan permanen. Untuk penyimpanan data dan program dalam jangka waktu yang lebih lama maka memori ini harus mendapat daya terus-menerus.hal ini biasanya dilakukan dengan menggunakan baterai. Ada beberapa jenis memori volatil yaitu RAM (Random Access Memory), SRAM (Static RAM)dan DRAM (Dynamics RAM).
Non-Volatile Memory, merupakan kebalikan Volatile Memory yaitu suatu memori yang meski sumber tegangan dilepas data yang tersimpan tidak akan hilang.Salah satu jenis memori ini adalah ROM (Read Only Memory). Memori jenis ini hanya dapat dibaca saja dan tidak dapat di tambah ataupun dirubah. Isi dari ROM berasal dari pabrik pembuatnya yang berupa sistem operasi dan terdiri dari program-program pokok yang diperlukan oleh sistem PLC. Untuk mengubah isi dari Rom maka diperlukan memori jenis : EPROM (Erasable Programmable ROM) yang dapat dihapus dengan mengekspos chip pada cahaya ultra violet pekat.
2.6.3. Unit Power Supply
Unit power supply atau unit catu daya diperlukan untuk mengkonversi tegangan masukan AC (220Volt ~ 50Hz) atau DC (24Volt) sumber menjadi tegangan rendah DC 5 Volt yang dibutuhkan oleh prosesor dan rangkaian- rangkaian dalam input/output interface. Kegagalan dalam pemenuhan tegangan oleh power suply dapat menyebabkan kegagalan operasi PLC. Untuk itu diperlukan adanya baterai cadangan dengan tujuan agar pada saat voltage=dropping, data yang ada pada memori tidak hilang.
2.6.4. Unit Programmer
Komponen programmer merupakan alat yang digunakan untuk berkomunikasi dengan PLC. Programmer mempunyai beberapa fungsi yaitu :
RUN, untuk mengendalikan suatu proses saat program dalam keadaan
aktif.
OFF, untuk mematikan PLC sehingga program dibuat tidak dapat dijalankan.
MONITOR, untuk mengetahui keadaan suatu proses yang terjadi dalam PLC.
PROGRAM, menyatakan suatu keadaan dimana programmer/ monitor digunakan untuk membuat suatu program.
2.6.5. Unit Input/Output
Unit Input/output menyediakan antarmuka yang menghubungkan sistem dengan dunia luar, memungkinkan dibuatnya sambungan-
sambungan/koneksi antara perangkat-perangkat input, semisal sensor, dengan perangkat output, semisal motor dan selenoida, melalui kanal-kanal
input/output. Demikian pula, melalui unit input/output, program-program dimasukkan dari panel program. Setiap titik input/output memiliki sebuah alamat unik yang dapat digunakan oleh CPU.
2.7. Perangkat Input / Output PLC
Unit input/output atau sering disingkat dengan Unit I/O pada PLC, menyediakan antarmuka yang menghubungkan sistem dengan dunia luar.
Keadaan tersebut memungkinkan untuk dibuat sambungan-sambungan antara perangkat-perangkat input, seperti sensor, dengan perangkat output, seperti motor dan selenoida, melalui panel-panel yang tersedia. Demikian pula, melalui unit input/output, program-program dimasukkan dari panel program.
Masing-masing point input/output memiliki sebuah alamat spesifik yang dapat digunakan oleh CPU untuk mengaksesnya.
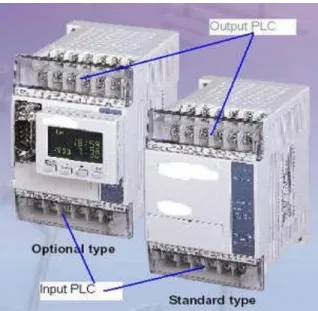
Gambar 2.12. Input / Output pada PLC Type Single Box
2.7.1. Perangkat input
Pada PLC, perangkat input biasanya digunakan untuk perangkat- perangkat digital dan analog, seperti saklar mekanis, potensiometer, termistor, strain gauge, dan thermocoupler. Beberapa perangkat tambahan tadi bertindak sebagai sensor, yang nantinya akan menghasilkan output digital(discrete), yaitu kondisi ‘ON(1)’/’OFF(2)’, dan dapat dihubungkan dengan mudah ke port-port input PLC. Sensor-sensor yang menghasilkan sinyal-sinyal analog harus terlebih dahulu diubah(diconvert) menjadi sinyal-sinyal digital sebelum
dihubungkan ke port-port PLC. Contoh beberapa sensor yang umum digunakan yaitu:
Saklar-saklar mekanik
Saklar-saklar jarak(proximity switch)
Sensor-sensor suhu
Straingauge
Gambar 2.13. Konfigurasi I/O pada PLC secara umum
2.7.2. Perangkat Output
Port-port pada output sebuah PLC dapat berupa tipe relay atau tipe isolator-optik dengan transistor atau tipe triac, bergantung pada perangkat yang dihubungkan kepadanya, yang akan dikendalikan. Umumnya, sinyal digital dari salah satu kanal output sebuah PLC digunakan untuk mengendalikan sebuah aktuator yang pada saatnya mengendalikan suatu proses. Istilah
aktuator sendiri digunakan untuk perangkat yang dapat mengubah sinyal listrik menjadi gerakan-gerakan mekanis untuk mengendalikan proses. Berikut ini beberapa contohnya:
Kontaktor
Motor
Motor Stepper
Katup-katup kontrol direksional
2.8. Kelebihan dan Kekurangan PLC dalam penggunaannya
Sebuah PLC (kepanjangan dari Programmable Logic Controller) adalah sebuah alat yang digunakan untuk menggantikan rangkaian sederetan relai yang dijumpai pada sistem kontrol proses konvensional. PLC bekerja dengan cara mengamati masukan (melalui sensor-sensor terkait), kemudian melakukan proses dan melakukan tindakan sesuai yang dibutuhkan, yang berupa menghidupkan atau mematikan keluarannya (logik, 0 atau 1, hidup atau mati). Pengguna membuat program (yang umumnya dinamakan diagram tangga atau ladder diagram) yang kemudian harus dijalankan oleh PLC yang bersangkutan. Dengan kata lain, PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran berkaitan dengan status suatu ukuran atau besaran yang diamati.
PLC banyak digunakan pada aplikasi-aplikasi industri, misalnya pada proses pengepakan, penanganan bahan, perakitan otomatis dan lain sebagainya.
Dengan kata lain, hampir semua aplikasi yang memerlukan kontrol listrik atau elektronik membutuhkan PLC.
Guna memperjelas contoh penggunaan PLC ini, misalnya diinginkan saat suatu saklar ON, akan digunakan untuk menghidupkan sebuah solenoida selama 5 detik, tidak peduli berapa lama saklar tersebut ON. Kita bisa melakukan hal ini menggunakan pewaktu atau timer. Tetapi bagaimana jika yang dibutuhkan 10 saklar dan 10 solenoida, maka kita membutuhkan 10 pewaktu. Kemudian bagaimana jika kemudian dibutuhkan informasi berapa
kali masing-masing saklar dalam kondisi ON, tentu saja akan membutuhkan pencacah eksternal. Demikian seterusnya, makin lama makin kompleks.
Dengan demikian, semakin kompleks proses yang harus ditangani, semakin penting penggunaan PLC untuk mempermudah proses-proses tersebut (dan sekaligus menggantikan beberapa alat yang diperlukan). Selain itu sistem kontrol proses konvensional memiliki beberapa kelemahan, antara lain:
Perlu kerja keras saat dilakukan pengkabelan;
Kesulitan saat dilakukan penggantian dan/atau perubahan;
Kesulitan saat dilakukan pelacakan kesalahan;
Saat terjadi masalah, waktu tunggu tidak menentu dan biasanya lama.
Sedangkan penggunaan kontroler PLC memiliki beberapa kelebihan dibandingkan dengan sistem kontrol proses konvensional, antara lain:
Dibandingkan dengan sistem kontrol proses konvensional, jumlah kabel yang dibutuhkan bisa berkurang hingga 80%;
PLC mengkonsumsi daya lebih rendah dibandingkan dengan sistem kontrol proses konvesional (berbasis relai);
Fungsi diagnostik pada sebuah kontroler PLC membolehkan pendeteksian kesalahan yang mudah dan cepat;
Perubahan pada urutan operasional atau proses atau aplikasi dapat dilakukan dengan mudah, hanya dengan melakukan perubahan atau
penggantian program, baik melalui terminal konsol maupun komputer PC;
Tidak membutuhkan spare part yang banyak;
Lebih murah dibandingkan dengan sistem konvensional, khususnya dalam kasus penggunaan instrumen I/O yang cukup banyak dan fungsi operasional prosesnya cukup kompleks;
Ketahanan PLC jauh lebih baik dibandingkan dengan relai auto- mekanik.