ANALISIS PRODUK PAKAN TERNAK YANG CACAT DENGAN MENGGUNAKAN PETA KONTROL P
DI PT CHAROEN POKPHAND INDONESIA PLANT SEPANJANG
Risma Dwi Nur Anggraeni 411410014 Universitas Machung
Abstrak
PT Charoen Pokphand Indonesia Plant Sepanjang adalah perusahaan yang bergerak dalam produksi pakan ternak yang terletak di Jalan Raya Surabaya Mojokerto KM 19, Beringin Bendo, Taman, Sidoarjo, Jawa Timur. Perusahaan ini dapat memproduksi 1300 ton pakan ternak perhari. Produk yang telah sesuai dengan standar perusahaan dapat didistribusikan kepada konsumen, namun produk yang tidak sesuai dengan standar perusahaan akan diproduksi ulang dan dianggap produk yang cacat. Hal tersebut dilakukan agar produk yang dihasilkan dapat memuaskan konsumen. Tujuan dari permasalahan ini adalah untuk mengendalikan kualitas produk pakan ternak dengan menggunakan alat bantu statistik, yaitu seven tool (flow chart, check sheet, histogram, pareto diagram, peta kontrol, cause and effect diagram,dan scatter diagram). Pengendalian kualitas dilakukan untuk mengetahui faktor penyebab produk pakan ternak yang harus diproduksi ulang dan pencegahan yang dapat dilakukan. Analisis yang dilakukan menunjukkan bahwa 80% permasalahan yang terjadi di perusahaan ini adalah nutrisi. Permasalahan tersebut dapat terjadi karena beberapa faktor, seperti manusia, raw material, dan metode yang dilakukan. Tindakan yang dapat dilakukan untuk faktor manusia adalah mengawasi kinerja manusia dengan memperhatikan motivasi kerja karyawan, gaji, koordinasi, dan psikologi. Faktor material adalah pengecekan dan pencegahan raw material dari row material lain maupun dari kutu. Faktor metode yang dapat dilakukan adalah dengan memberikan wewenang kepada salah satu karyawan untuk memberikan sebuah keputusan. Hal tersebut diperkirakan dapat meminamalkan produk yang cacat akibat nutrisi.
1. Pendahuluan
PT Charoen Pokphand Indonesia Plant Sepanjang merupakan perusahaan yang memproduksi pakan ternak. Sebelum didistribusikan, pakan ternak akan diuji untuk menjamin nutrisi dan ketahanan pakan ternak. Apabila hasil pengujian sesuai dengan standar yang ditetapkan oleh perusahaan, maka pakan ternak dapat didistribusikan. Namun, apabila hasil pengujian tidak sesuai dengan standar yang ditetapkan oleh perusahaan, maka pakan ternak akan diproduksi ulang. Sebelum dituang kembali, pakan ternak yang harus diproduksi ulang menyebabkan kapasitas penyimpanan Gudang Finished Goods berkurang. Selain dapat meningkatkan biaya produksi, pakan ternak yang harus diproduksi ulang juga dapat menyebabkan bagian produksi tidak dapat memenuhi permintaan. Hal ini menyebabkan karyawan mendapatkan surat tugas lembur untuk memenuhi produksi. Jika perusahaan memiliki jam lembur yang terlalu berlebihan, maka dapat mengurangi pendapatan yang dimiliki oleh perusahaan. Oleh karena itu, untuk meningkat kualitas yang baik, perlu dilakukan pengendalian kualitas dari awal produksi hingga akhir produksi. Pengendalian kualitas dilakukan dengan menggungakan peta kontrol P.
2. Tinjauan Pustaka 2.1 Kualitas
Menurut Montgomery (2009), pengertian kualitas dapat dibagi menjadi dua, yaitu traditional dan modern. Pengertian kualitas secara tradisional adalah produk dan layanan yang digunakan harus sesuai dengan konsumen yang akan menggunakan baik dari segi desain, level, dan lain-lain. Pada pengertian kualitas secara modern menganggap bahwa kualitas merupakan sesuatu yang berbanding terbalik dengan variasi. Semakin kecil variasi, maka kualitas produk yang dihasilkan semakin baik. Dimensi Kualitas menurut Montgomery (2009) adalah:
a. Performance : Berdasarkan kinerja dari produk apakah produk telah sesuai dengan fungsi dan performa yang diharapkan.
b. Reliability : kehandalan suatu produk saat mengalami kerusakan dan harus diperbaiki.
c. Durability : Mengukur seberapa lama ketahanan suatu produk.
d. Serviceability :pelayanan, kemudahan, dan kecepatan dalam perbaikan suatu produk.
f. Features : fitur yang ditawarkan selain fungsi dasar dari produk tersebut.
g. Perceived Quality : Reputasi mengenai kualitas produk. Reputasi tersebut dipengaruhi oleh tingkat kegagalan produk, jumlah komplain, jumlah retur, dan bagaimana cara perusahaan menangani komplain.
h. Conformance to Standards : Tingkat kesesuaian produk terhadap spesifikasi yang telah ditetapkan sebelumnya berdasarkan keinginan konsumen.
2.2 Pengendalian Kualitas Statistik
Pengendalian kualitas statistik adalah teknik yang dapat digunakan untuk memonitor, mengendalikan, menganalisis, mengelola, dan memperbaiki suatu produk. (Purnomo, 2004 : 242)
Durianto, dkk. (2004) menyatakan bahwa tujuan yang ingin dicapai dengan menerapkan metode pengedaliam kualitas pada suatu perusahaan adalah sebagai berikut: a. Produk yang dihasilkan memenuhi standarisasi yang telah ditetapkan oleh perusahaan. b. Mengefisiensi biaya untuk menghindari produk cacat yang dihasilkan oleh produksi. c. Memantau kegiatan produksi agar dapat berjalan sesuai dengan rencana yang telah
ditetapkan
d. Meningkatkan keuntungan semaksimal mungkin bagi perusahaan. 2.3 Alat-Alat Pengendali dalam pengendalian Kualitas Statistik
Russel dan Taylor (2011) menyatakan bahwa Kaoru Ishikawa, seorang ahli pengendalian kualitas statitik dari Jepang percaya bahwa statistik mampu menyelesaikan 95% permasalahan kualitas. Alat dasar untuk memecahkan permasalahan yang dihadapi oleh produksi, terutama pada permasalahan yang berkaitan dengan kualitas diperkenalkan pada tahun 1968. Alat dasar (seven tool) diperkenalkan pada tahun 1968. Berikut merupakan Seven Tools :
1. Flowchart
Diagram yang menunjukkan suatu tahap pada proses atau sistem dengan menggunakan kotak dan garis yang saling berhubungan. Flow chart dapat menggambarkan proses produksi yang sedang berlangsung dan mempermudah untuk menganalisa permasalahan dalam pengendalian kualitas yang mungkin dapat terjadi. 2. Checksheet
3. Histogram
Diagram yang menunjukkan distribusi frekwensi data. Jika histogram berbentuk lonceng, maka data terdistribusi normal , data yang diperoleh mendekati nilai rata-rata. Akan tetapi, jika histogram yang tidak simetris, maka data yang diperoleh tidak berada pada nilai rata-rata.
4. Pareto diagram
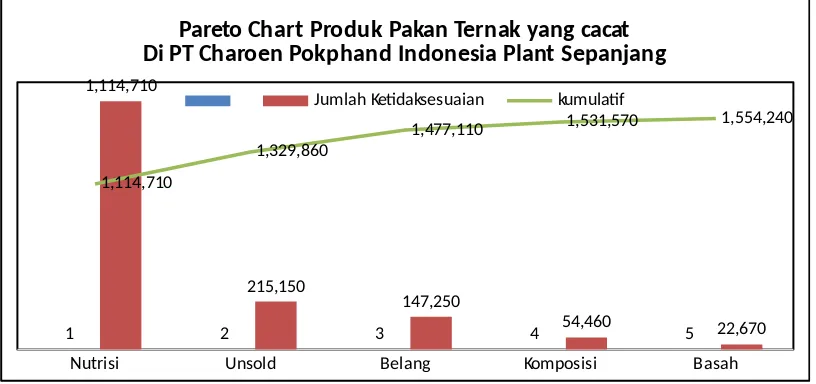
Diagram yang berisi diagram batang dan diagram garis. Diagram batang menunjukkan klasifikasi dan nilai data, sedangkan diagram garis menunjukkan total data kumulatif. Hukum pareto menyatakan bahwa pareto mampu mengidentifikasi 20% penyebab masalah vital untuk mewujudkan 80% improvement secara keseluruhan. 5. Scatter diagram
Grafik yang menampilkan sepasang data numberic (X dan Y) pada system koordinat Cartesian, dengan 1 variabel di masing-masing axis. Scatter diagram digunakan untuk mengetahui hubungan-hubungan dari kedua variable tersebut.
6. Peta kontrol
Peta yang digunakan untuk mempelajari bagaimana proses perubahan dari waktu ke waktu. Peta kontrol digunakan untuk untuk mengawasi, mengendalikan, mengelola, serta memperbaiki produk dengan menggunakan metode-metode statistik.Peta kontrol terdiri dari tiga garis horisontal, yaitu:
a. Garis pusat (center line), garis yang menunjukkan nilai rata-rata b. Upper control limit (UCL), menunjukkan batas kendali atas. c. Lower control limit (LCL), menunjukkan batas kendali bawah.
Berdasarkan jenis data yang digunakan, peta kontrol dibedakan menjadi dua yaitu peta kontrol untuk Data Variabel dan Atribut. Peta kontrol untuk data variabel digunakan untuk mengendalikan kualitas produk yang bersifat variabel. Menurut Montgomery (2009), data variabel merupakan data kuantitatif yang dapat diukur untuk keperluan analisis. Contoh data yang dapat diukur adalah berat, panjang, luas, panjang, tinggi, volume, dan diameter produk.
6.1 Peta kontrol p
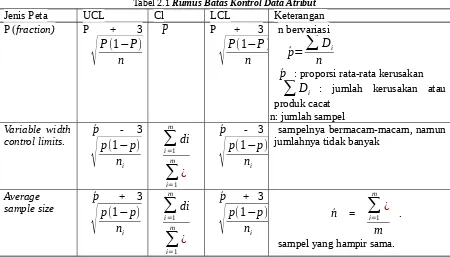
Peta kontrol P merupakan peta yang menggunakan data diskrit dan terdistribusi binomial. Peta P digunakan apabila sampel yang diambil bervariasi untuk setiap kali observasi. Peta P berfungsi untuk mengendalikan proporsi kerusakan atau kecacatan pada suatu produk dari jumlah sampel produk tertentu dengan menggunakan proporsi cacat, sehingga produk yang dihasilkan dapat memenuhi spesifikasi perusahaan (Poerwanto, 2012). Menurut Montgomery, 2005: 280, terdapat tiga metode yang sering digunakan antara lain:
a. Variable width control limits.
Metode ini digunakan untuk data yang ukuran sampelnya bermacam-macam, namun jumlahnya tidak banyak (Montgomery, 2005: 280)
b. Average sample size
Metode ini digunakan pada data yang memiliki sampel yang hampir sama. Metode ini juga mengasumsikan bahwa jumlah produksi di masa depan tidak jauh berbeda dengan data yang diambil di bulan sebelumnya serta metode ini menggunakan batas kontrol yang konstan. (Montgomery, 2005: 282)
c. Standardized control chart
Metode ini digunakan untuk data yang memiliki perbedaan berjarak besar. Batas kontrol telah ditetapkan dengan ketentuan UCL adalah 3, CL adalah 0, dan LCL adalah -3. Metode ini memasukkan nilai Z dalam peta kontrol. (Montgomery, 2005: 283)
Tabel 2.1 Rumus Batas Kontrol Data Atribut
Jenis Peta UCL Cl LCL Keterangan
P (fraction) P + 3
Standardized
7. Cause and Effect Diagram
Diagram yan digunakan untuk mengidentifikasi dan menunjukkan hubungan antara sebab dan akibat dari sebuah permasalahan. Cause and Effect Diagram bertujuan untuk menemukan akar penyebab dari suatu permasalahan.
3. Metode Penelitian
Pengumpulan data dilakukan untuk mendukung tujuan yang telah dirumuskan. Data yang dikumpulkan untuk pelaksanaan penelitian terdiri menjadi dua, yaitu:
1. Data Primer
Data primer diambil secara langsung dengan melakukan pengamatan dan wawancara kepada karyawan pada bagian Quality Control, Warehouse, dan Feedmill (Produksi pakan ternak).
2. Data Sekunder
Data sekunder didapatkan dari literature review, sumber lain yang digunakan sebagai data penunjang dalam penelitian. Selain itu, data sekunder juga didapatkan dari data yang didokumentasikan oleh perusahaan pada tahun 2014 sampai 2016.
4. Hasil dan Pembahasan
Produksi yang dihasilkan oleh PT Charoen Pokphand Indonesia Plant Sepanjang adalah pakan ternak. Terdapat beberapa hasil produksi pakan ternak yang harus diproduksi ulang. Oleh karena itu, digunakan alat bantu seven tool untuk mengatasi permasalaan tersebut. 4.1 Flow Chart
yang kedelai akan dikirim ke extruder untuk dimatangkan. Raw material akan dicampurkan di mixing dan ditambahkan dengan formula yang ditetapkan oleh perusahaan. Jika bentuk pakan adalah konsentrat, maka akan dikemas. Akan tetapi, apabila bentuk pakan pellet atau crumble, maka akan dikirimkan ke mesin pellet untuk pembentukan pakan. Pakan ternak yang sudah jadi akan dicek. Apabila sesuai dengan standar perusahaan, maka akan didistribusikan. Akan tetapi, jika tidak sesuai dengan standar perusahaan, maka akan diproduksi ulang. Berikut merupakan flowchart produksi pakan ternak:
Gambar 4.1 Flow Chart Produksi Pakan Ternak 4.2 Check Sheet
Berdasarkan dari data produk pakan ternak yang cacat yang diperoleh di PT CPI Plant Sepanjang, maka dilakukan pembuatan check sheet. Berikut merupakan checksheet produk pakan ternak yang cacat di PT CPI Plant Sepanjang:
Tabel 4. 1Check Sheet Produk Pakan Ternak yang Cacat di PT CPI Plant Sepanjang
No Faktor Tahun Jumlah Cacat
Total tiap faktor 1
Nutrisi
2014 483.540
1.114.710
2 2015 85.300
3 2016 545.870
4
Basah
2014 7.590
22.670
5 2015 5.520
6 2016 9.560
8 2015 63.250
9 2016 95.350
10
Belang
2014 24.540
147.250
11 2015 12.250
12 2016 110.460
13
Komposisi 2015 37.650 54.460
14 2016 16.810
15 Total 1.554.240 1.554.240
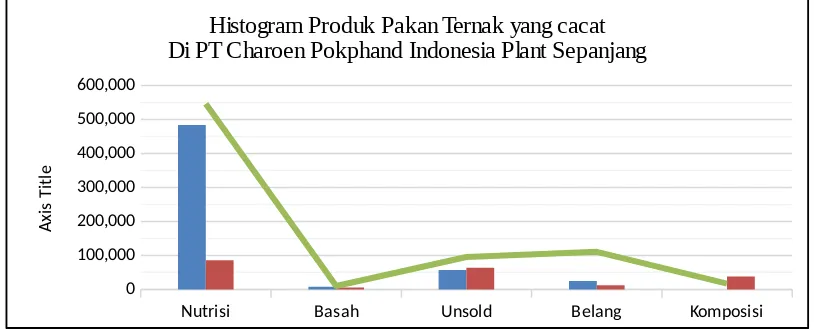
4.3 Histogram
Berdasarkan checksheet di atas, maka jumlah produk pakan ternak yang cacat di PT CPI Plant Sepanjang dapat digambarkan pada histogram. Histogram akan membantu menentukan variasi dan frekuensi data pada proses produksi. Berikut merupakan histogram produk pakan ternak yang cacat di PT CPI Plant Sepanjang pada tahun 2014 sampai pada tahun 2016:
Nutrisi Basah Unsold Belang Komposisi 0
100,000 200,000 300,000 400,000 500,000 600,000
Histogram Produk Pakan Ternak yang cacat Di PT Charoen Pokphand Indonesia Plant Sepanjang
Ax
is
T
itl
e
Gambar 4. 2Histogram Produk Pakan Ternak yang Cacat Di PT CPI Plant Sepanjang Pada Tahun 2014 Sampai Tahun 2016
4.4Diagram pareto
Nutrisi Unsold Belang Komposisi Basah
1 2 3 4 5
1,114,710
215,150
147,250
54,460 22,670 1,114,710
1,329,860 1,477,110
1,531,570 1,554,240
Pareto Chart Produk Pakan Ternak yang cacat Di PT Charoen Pokphand Indonesia Plant Sepanjang
Jumlah Ketidaksesuaian kumulatif
Gambar 4. 3Diagram Pareto Produk Pakan Ternak yang Cacat Di PT CPI Plant Sepanjang Pada Tahun 2014 Sampai Tahun 2016
4.5 Peta Kontrol
Peta kontrol yang digunakan untuk menganalisis permasalahan produk pakan ternak yang cacat di PT CPI Plant Sepanjang adalah P-Chart Standardize. Penggunaan peta kontrol ini dikarenakan data produksi yang diperoleh dari PT CPI Plant Sepanjang memiliki jumlah produksi yang tidak sama setiap harinya. Selain itu, data tersebut memiliki jarak variasi yang jauh. Perhitungan proporsi produk pakan ternak yang cacat dilakukan dengan membandingkan jumlah cacat dengan jumlah produksi. Perhitungan ´p dilakukan dengan membandingkan total cacat dengan total produksi. Kemudian menghitung nilai Z dan membandingkan nilai tersebut dengan batas kontrol yang telah ditetapkan. Berikut merupakan perhitungan dari UCL dan LCL dari produk pakan ternak yang cacat:
Berikut merupakan peta kontrol P produk pakan ternak yang cacat: ´
p=di ni
= 1553640
10985950=0,141420633
Zi= ^Pi−p
√
p(1−p) ni= 0,05465587−0,141420633
√
0,141420633(1−0,141420633) 118560-300 -200 -100 0 100 200 300 400 500 600 700
Peta Control P Produk pakan Ternak yang Cacat Di PT CPI Plant Sepanjang
Zi UCL CL LCL
Axis Title Axis Title
Gambar 4. 4 P-Chart Pada Produk Pakan Ternak yang Cacat Di PT CPI Plant Sepanjang
4.6 Cause and Effect Diagram
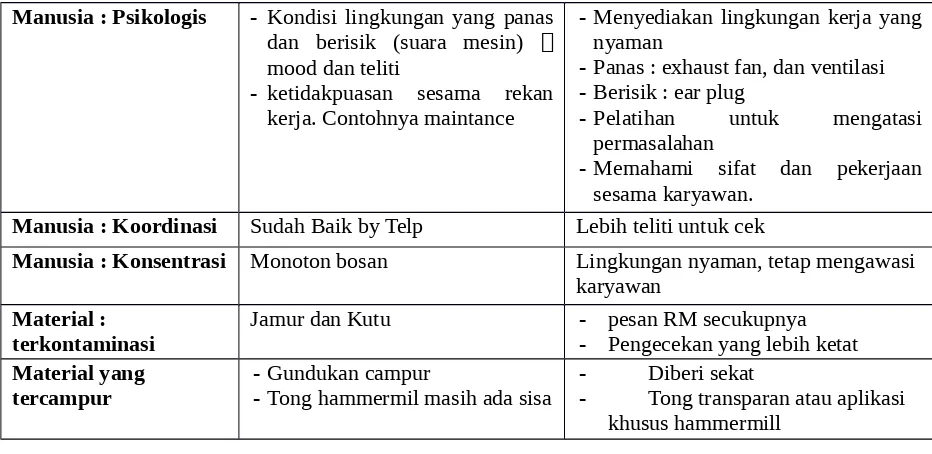
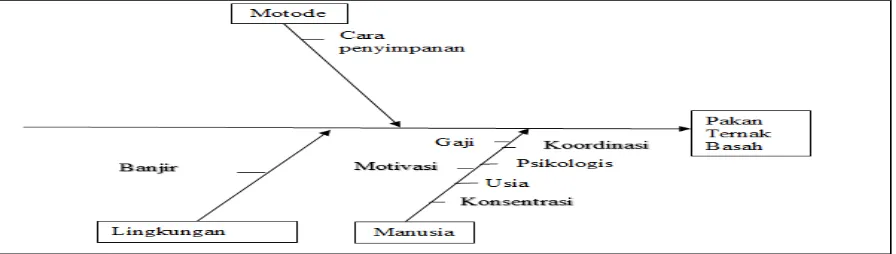
Berikut merupakan cause and effect diagram pakan ternak yang harus diproduksi ulang karena faktor nutrisi:
Gambar 4.5 Cause and Effect Diagram Pakan Ternak yang Diproduksi Ulang Karena Nutrisi Tabel 4.2 Permasalahan yang Disebabkan oleh Nutrisi Pada Produk Pakan Ternak
Faktor Permasalahan Usulan
Metode Formula dari Pusat Wewenang cabang
Manusia : Gaji Iri dengan karyawan Menyadari adanya jenjang
Manusia : Motivasi Produksi berapapun gaji tetap Tambahan bonus gaji
Manusia : Psikologis - Kondisi lingkungan yang panas dan berisik (suara mesin)
mood dan teliti
- ketidakpuasan sesama rekan kerja. Contohnya maintance
- Menyediakan lingkungan kerja yang nyaman
- Panas : exhaust fan, dan ventilasi - Berisik : ear plug
- Pelatihan untuk mengatasi permasalahan
- Memahami sifat dan pekerjaan sesama karyawan.
Manusia : Koordinasi Sudah Baik by Telp Lebih teliti untuk cek
Manusia : Konsentrasi Monoton bosan Lingkungan nyaman, tetap mengawasi karyawan
Material : terkontaminasi
Jamur dan Kutu - pesan RM secukupnya
- Pengecekan yang lebih ketat
Material yang tercampur
- Gundukan campur
- Tong hammermil masih ada sisa
- Diberi sekat
- Tong transparan atau aplikasi khusus hammermill
Cause and effect diagram pakan ternak yang harus diproduksi ulang karena faktor belang adalah:
Gambar 4.5 Cause and Effect Diagram Pakan Ternak yang Diproduksi Ulang Karena Belang Tabel 4.3 Permasalahan yang Disebabkan oleh Belang Pada Produk Pakan Ternak
Faktor Permasalahan Usulan
Manusia Warna yang belang dapat berdampak pada nutrisi, rasa, dan tampilan dari pakan ternak.
Meningkatkan koordinasi Memberikan motivasi
Mesin : performa mesin
Mesin sudah tua sering trouble - Mengawasi ketat perbaikan preventive dan reactive
- Beli atau pinjam PT CPI lain
Mesin : spare part LN
Lead time lama Estimasi berdasarkan forecast
Mesin kebersihan Kotor, RM campur - jadwal khusus kebersihan - Estetika dan kesehatan
RM Sisa terlalu matang Lebih teliti
Gambar 4.6 Cause and Effect Diagram Pakan Ternak yang Diproduksi Ulang Karena unsold
Tabel 4.4 Permasalahan yang Disebabkan oleh unsold Pada Produk Pakan Ternak
Faktor Permasalahan Usulan
Manusia Produk disimpan lebih dari 22 hari - Estimasi
- Pengawasan Pengambilan fifo
Berikut merupakan cause and effect diagram pakan ternak yang harus diproduksi ulang karena faktor basah:
Gambar 4.7 Cause and Effect Diagram Pakan Ternak yang Diproduksi Ulang Karena basah
Tabel 4.5 Permasalahan yang Disebabkan oleh Basah Pada Produk Pakan Ternak
Faktor Permasalahan Usulan
Manusia Produksi berlebihan Memperkirakan lebih baik
Lingkungan Banjir Antisipasi
Cara penyimpanan Banjir Menambahkan pallet
Gambar 4.8 Cause and Effect Diagram Pakan Ternak yang Diproduksi Ulang Karena unsold
Tabel 4.6 Permasalahan yang Disebabkan oleh unsold Pada Produk Pakan Ternak
Faktor Permasalahan Usulan
Manusia Jenis usaha adalah Semi otomatis Koordinasi lebih baik lagi
Mesin Komposisi pakan ternak tidak sesuai Pengaturan mesin disesuaikan kebutuhan
4.7 Scatter Diagram
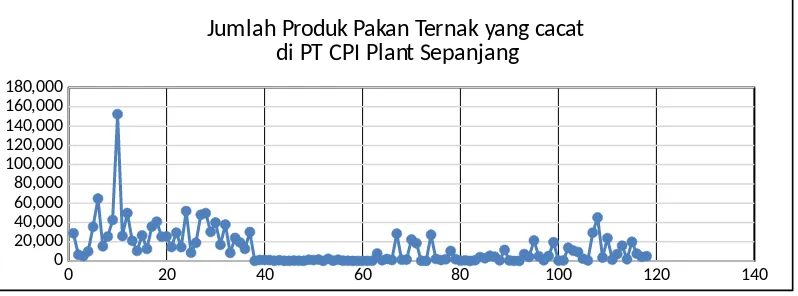
Variable akan diuji adalah jumlah produk pakan ternak yang cacat dengan variable jumlah produksi pakan ternak. Pengambilan kedua variable ini bertujuan untuk mengetahui hubungan diantara kedua variable tersebut. Berikut merupakan scatter diagram produk pakan ternak yang cacat di PT CPI Plant Sepanjang pada tahun 2014 sampai pada tahun 2016:
0 20 40 60 80 100 120 140 0
20,000 40,000 60,000 80,000 100,000 120,000 140,000 160,000 180,000
Jumlah Produk Pakan Ternak yang cacat di PT CPI Plant Sepanjang
Tabel 4. 9Scatter Diagram Produk Pakan Ternak yang Cacat Di PT CPI Plant Sepanjang Pada Tahun 2014 Sampai Tahun 2016
5. Kesimpulan
Pembuatan check sheet menunjukkan banyaknya pakan ternak yang harus diproduksi ulang akibat nutrisi sebanyak 1.114.710, 22.670 produk pakan ternak yang harus diproduksi ulang akibat pakan ternak basah, Banyaknya cacat pakan ternak akibat unsold sebanyak 215.150, cacat pakan ternak akibat belang sebanyak 147.250, dan sebanyak 54.460 yang disebabkan oleh komposisi.
Hal tersebut menunjukkan bahwa 80 persen permasalahanproduk pakan ternak yang cacat di PT CPI Plant Sepanjang disebabkan oleh kandungan nutrisi.
Histogram dariproduk pakan ternak yang cacat tidak berbentuk lonceng. Hal ini dikarenakan oleh jumlah cacat produk akibat nutrisi naik sampai 545.870, sehingga data tersebut tidak mendekati nilai rata-rata.
Berdasarkan P-Chart produk pakan ternak yang cacat, dapat diketahui bahwa terdapat 48 data yang keluar dari batas kontrol dari 118 data yang diambil dari tahun 2014 sampai tahun 2016.
Variable jumlahproduk pakan ternak yang cacat dengan variable jumlah produksi pakan ternak memilik hubungan negatif. Jumlah produksi akan menurun apabila jumlah cacat meningkat. Akan tetapi, apabila jumlah cacat dapat dikendalikan, maka jumlah produksi juga dapat dikendalikan.
Daftar Pustaka
Durianto, D., Sugiarto, dan Sitinjak, T. (2004) Strategi Menaklukan Pasar Melalui Riset Ekuitas dan Perilaku Merek, Jakarta: PT Gramedia Pustaka Utama.
Montgomery, D.C. (2009) Introduction to Statistical Quality Control (6th edition), New Jersey: John Wiley & Sons, Inc.