BAB I
PENDAHULUAN
1.1. Latar Belakang
Keberhasilan perusahaan dalam mencapai tujuannya ditentukan oleh berbagai
faktor, salah satu diantaranya yang terpenting adalah kemampuan memenuhi
kebutuhan pelanggan. Kepuasaan pelanggan dapat tercapai apabila perusahaan
dapat melakukan pengiriman produk tepat waktu (timeliness of deliveries), mutu
yang sesuai dengan harapan (expected quality) dan harga yang wajar (reasonable
price). Perusahaan yang menyadari posisinya dalam persaingan memperebutkan
pangsa pasar pasti berupaya untuk mendapatkan nilai terbaik di mata pelanggan.
Nilai terbaik dapat diperoleh apabila perusahaan memiliki rencana produksi yang
baik dan akurat serta melaksanakannya di lantai pabrik secara efektif.
Penjadwalan merupakan salah satu kegiatan untuk mengeksekusi rencana
operasional yang telah disusun di lantai pabrik untuk meningkatkan penggunaan
sumber daya sehingga total waktu proses dapat berkurang. Penjadwalan
merupakan teknik pengambilan keputusan terkait dengan pengalokasian kapasitas
yang tersedia dan menentukan apa yang harus dikerjakan (what), kapan (when),
oleh siapa (by whom), dan peralatan yang digunakan (with what equipment).
Penjadwalan yang efektif dalam sistem manufaktur bertujuan untuk mengurangi
biaya manufaktur dan meningkatkan efisiensi manajemen operasional. Persoalan
penjadwalan produksi pada dasarnya adalah pengalokasian sumber daya untuk
tersebut dapat berupa minimisasi waktu penyelesaian (makespan), pemenuhan due
date, dan maksimisasi utilitas rata-rata mesin. Semua kriteria tersebut memiliki
tujuan yang sama, yaitu minimisasi ongkos produksi.
PT. Agri First Indonesia adalah sebuah perusahaan yang bergerak di bidang
produksi tepung terigu dan berlokasi di Jl. Pulau Pinang V No. 9 Kawasan
Industri Medan (KIM) II, Saentis Percut Sei Tuan, Deli Serdang Sumatera Utara.
PT. Agri First Indonesia menghasilkan berbagai macam tepung terigu dengan
sistem make to stock diantaranya AFI Emas, AFI Hitam, AFI Orange, AFI Biru,
AFI Merah, AFI Kuning, AFI Cokelat, Armada Biru, Armada Orange, Armada
Merah, dan produk sampingan berupa makanan ternak. Perkembangan industri
hilir berbahan dasar tepung terigu seperti toko roti, aneka makanan, dan mie
membuat industri hulu yaitu pabrik tepung terigu juga berkembang pesat. PT.
Agri First Indonesia sebagai industri hulu harus mampu memenuhi kebutuhan
pelanggan yang bervariasi.
Proses produksi di PT. Agri First Indonesia merupakan tipe produksi pure flow
shop yang menghasilkan 10 variasi tepung terigu. Secara umum proses produksi
tepung terigu terdiri atas tahapan cleaning, milling, mixing, dan packing. Untuk
menghasilkan tepung terigu jenis tertentu, misalnya AFI Hitam memerlukan 3
jenis gandum yaitu gandum APW, CWRS, dan NS2 dengan syarat antara gandum
yang satu tidak boleh dicampur dengan gandum lain. Gandum disimpan di raw
wheat bin dan dikeluarkan untuk dibersihkan dari material tertentu dan masuk
dalam proses cleaning. Setelah gandum melalui semua mesin cleaning, gandum
Conditioning merupakan proses pengkondisian gandum pada suatu tempering bin
sehingga tercapai suatu kondisi dengan kadar air yang diinginkan. Conditioning
time membutuhkan waktu yang cukup lama dan tergantung dari jenis gandum
yaitu sekitar 16-26 jam. Proses first conditioning dilakukan pada 4 buah
tempering bin dengan total waktu 70% dari conditioning time. Setelah proses first
conditioning gandum akan dikeluarkan dan masuk ke tempering bin untuk proses
second dampening. Proses second dampening dilakukan pada 2 buah tempering
bin dengan total waktu 30% dari conditioning time. Setelah proses cleaning
selesai, gandum disimpan sementara di bin B1 sebelum ditransfer ke mesin
milling. Gandum yang telah mencapai karakteristik tertentu digiling di mesin
milling dan dilakukan ekstraksi tepung sebanyak-banyaknya. Ekstraksi rata-rata
gandum menjadi tepung di PT. Agri First Indonesia adalah 76% dan sisanya
menjadi produk sampingan. Gandum yang telah digiling akan disimpan di flour
bin sambil menunggu gandum jenis lain selesai digiling. Jika tepung telah tersedia
di flour bin untuk menghasilkan produk tertentu, maka dilakukan proses mixing
yaitu proses pencampuran beberapa jenis gandum sesuai dengan komposisi yang
telah ditetapkan untuk menghasilkan produk tertentu seperti AFI Hitam, AFI
Merah, AFI Biru, dan lain-lain. Tepung yang telah dicampur dan melalui uji
laboratorium akan dikemas pada proses packing. Produk tepung terigu dikemas
pada woven bag dengan ukuran 25 kilogram/ bag.
Rencana produksi yang telah disusun berdasarkan permintaan produk akan
dieksekusi di lantai pabrik dalam bentuk jadwal produksi. Jadwal produksi di PT.
Production Planning (WPP) disusun melalui rapat tim Production Planning and
Inventory Control (PPIC) yang dilakukan setiap hari Jumat yang terdiri atas
general manager dan perwakilan bagian produksi, marketing, dan warehouse.
Tim marketing menunjukkan hasil forecasting mengenai jenis dan jumlah produk
yang diminta, tim warehouse akan memberikan laporan mengenai status
persediaan produk jadi yang tersedia di gudang, dan tim produksi memberikan
laporan status persediaan gandum di silo. Setelah itu, secara bersama-sama tim ini
akan menentukan produk apa yang akan diproduksi dan jumlahnya. Berdasarkan
hasil rapat ini, manajer produksi akan membuat jadwal produksi yang terdiri atas
urutan jenis gandum yang akan dikerjakan dalam satu minggu meliputi proses
cleaning, milling, mixing, dan packing. Dalam menyusun Weekly Production
Planning (WPP), proses penjadwalan produksi ditentukan oleh persediaan tepung
di flour bin (silo tepung). Jika tepung yang akan diproduksi tersedia di flour bin,
maka akan dilakukan packing sedangkan jika persediaan tepung di flour bin
kosong atau tidak sesuai dengan spesifikasi tepung yang diinginkan, maka proses
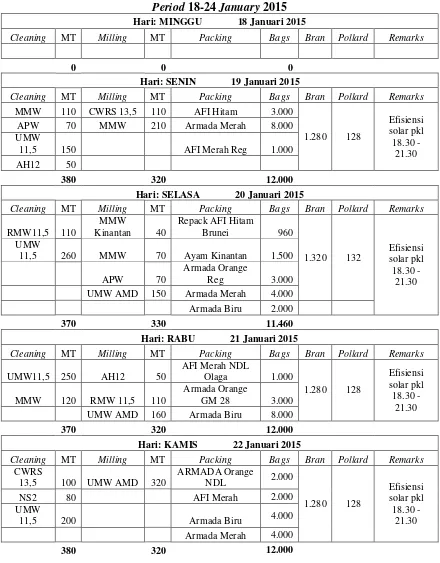
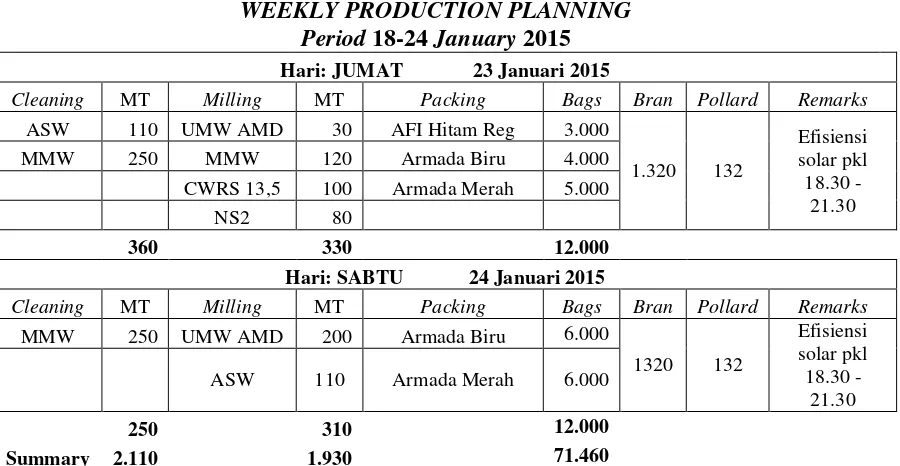
cleaning akan dijalankan. Jadwal produksi perusahaan berupa Weekly Production
Planning (WPP) PT. Agri First Indonesia periode 18-24 Januari 2015 ditunjukkan
pada Tabel 1.1.
Period 18-24 January 2015
WEEKLY PRODUCTION PLANNING Period 18-24 January 2015 Hari: JUMAT 23 Januari 2015
Sumber : Production Manager PT. Agri First Indonesia
Dalam penerapannya di lantai produksi, jadwal produksi yang telah
disusun dapat berubah suatu waktu disebabkan oleh berbagai faktor dan
menyebabkan target produksi tidak tercapai tepat waktu. Berdasarkan
pengamatan yang dilakukan terhadap perbandingan jumlah produksi di lapangan
pada mesin packing tidak sesuai dengan weekly production planning (WPP). Data
perbandingan jumlah produk yang diproduksi dan rencana berdasarkan WPP pada
periode 2-7 Februari 2015 ditunjukkan pada Tabel 1.2.
Daily Mixing and Packing Report
Senin, 2 Februari 2015
AFI Hitam Reg 1.794 3.000 -1.206 Armada Merah FB 1.990 5.000 -3.010 AFI Kuning Reg 99 1.000 -901
AFI Biru NDL 863 630 233
Jumlah 4.746 9.630 -5.117 233
Selasa, 3 Februari 2015
Armada Merah FB 827 1.000 -3.183
Rabu, 4 Februari 2015
AFI Kuning MS 2.079 1.800 13 Kamis, 5 Februari 2015
Tabel 1.2. Perbandingan Jumlah Produk dan Rencana WPP Periode 2-7 Februari 2015 (Lanjutan)
Daily Mixing and Packing Report
Jenis Produk Sabtu, 7 Februari 2015
AFI Kuning MS 936 1.800 -487
Sumber : Daily Packing and Report Departemen Produksi
Berdasarkan pengamatan yang dilakukan, faktor yang menyebabkan produk tidak
dapat diselesaikan tepat waktu adalah delay pada mesin packing (single spot dan
carousell). Delay disebabkan beberapa faktor yaitu gangguan listrik, menunggu
proses sebelumnya, persiapan (set up), kerusakan mesin, dan kebutuhan pribadi.
Faktor menunggu proses sebelumnya adalah faktor yang terkait dengan
ketidaksesuaian pengalokasian kapasitas yang dibutuhkan dengan kapasitas yang
tersedia dan berkaitan dengan jadwal yang belum optimal. Kegiatan-kegiatan
seperti menunggu proses blending, menunggu transfer produk ke mesin, waiting
process, empty flour, menunggu forklift, menunggu karung, pengemasan ulang
(repack) produk yang sudah ada adalah kegiatan yang mengindikasikan adanya
gangguan pada penjadwalan.
Salah satu metode yang dapat dipakai untuk menghindari keterlambatan
penyelesaian produk dan membuat rancangan jadwal yang optimal adalah metode
metaheuristik yaitu pendekatan untuk menjelajah ruang pencarian secara efisien
untuk menemukan solusi optimal. Algoritma genetika didasarkan pada
mekanisme seleksi alam dan genetika alami untuk mencari solusi optimum yang
dilakukan dengan mempertimbangkan banyak titik yang muncul secara simultan
untuk memperoleh suatu fungsi tujuan atau nilai fitness yang digunakan.
Algoritma genetika dipilih sebagai metode untuk menghasilkan rancangan jadwal
yang efisien dikarenakan karakteristik proses produksi tepung terigu yang
memiliki banyak sekali variasi produk dan banyaknya urutan job yang mungkin
dari 9 jenis produk sehingga membutuhkan proses penjadwalan yang kompleks.
Dengan algoritma genetika, dapat dipilih solusi urutan job terbaik (fitness
tertinggi) dari sejumlah solusi yang diberikan. Pada beberapa penelitian terakhir
penjadwalan, metode metaheuristik termasuk algoritma genetika telah menjadi
metode yang paling populer.
Telah banyak penelitian yang dilakukan untuk mendapatkan hasil optimal
terhadap permasalahan minimisasi makespan pada kasus penjadwalan flow shop
seperti yang telah dilakukan oleh Dian Setiya Widodo1
1
Dian Setiya Widodo, Pendekatan Algoritma Cross Entropy-Genetic Algorithm Untuk Menurunkan Makespan Pada Penjadwalan Flow Shop, 2014
yang menggunakan
metode Cross Entropy-Genetic Algorithm (CEGA) untuk mendapatkan nilai
makespan yang optimal di perusahaan pembuatan komponen mesin. Hasil
penelitian menunjukkan penggunaan algoritma CEGA memberikan makespan
Penjadwalan job shop dilakukan juga oleh Rui Zhang2 menggunakan metode
Algoritma Genetika untuk meminimisasi total tardiness pada mesin yang
mengalami bottleneck. Penelitian lain dilakukan oleh James C. Chen3
1.2. Perumusan Masalah
dengan
mengembangkan algoritma penjadwalan pada kondisi flow shop yang memiliki
mesin paralel di industri senjata. Performansi penjadwalan diukur berdasarkan
tingginya pinalti dari late delivery pada pemesanan militer dan biaya produksi
yang tinggi, total tardiness, total idle time mesin dan makespan.
Pada penelitian ini akan digunakan metode Algoritma Genetika pada penjadwalan
flowshop di PT. Agri First Indonesia. Tujuan penelitian ini adalah untuk
mendapatkan rancangan jadwal yang optimal. Rancangan jadwal yang dihasilkan
berupa urutan-urutan pengerjaan job yang dapat dilakukan di perusahaan dengan
nilai makespan yang optimal. Dengan mengoptimalkan nilai makespan diharapkan
dapat meminimasi waktu proses sehingga meminimasi delay antar stasiun kerja
dan meningkatkan efisiensi utilitas produksi.
Berdasarkan latar belakang yang telah diuraikan maka pokok permasalahan yang
akan dicari pemecahannya melalui penelitian di PT. Agri First Indonesia ini
2
Rui Zhang, Bottleneck Machine Identification Method Based on Constraint Transformation for Job Shop Scheduling with Genetic Algorithm, 2012
3
adalah kegagalan lantai produksi untuk menghasilkan produk jadi tepat waktu
sesuai dengan jadwal yang telah disusun.
Sehubungan dengan permasalahan di atas, beberapa pertanyaan
mendasar yang perlu dicari jawabannya adalah:
1. Faktor-faktor apa yang menyebabkan produk tidak dapat diselesaikan tepat
waktu?
2. Apa saja metode yang dapat dilakukan untuk menghasilkan produk tepat
waktu dan menghasilkan susunan jadwal produksi yang optimal?
1.3. Tujuan dan Manfaat Penelitian
Berdasarkan rumusan masalah penelitian di atas maka tujuan umum dari
penelitian ini adalah mendapatkan suatu rancangan sistem penjadwalan yang
optimal untuk meningkatkan penyelesaian produk tepat waktu dan efektif untuk
diimplementasikan oleh perusahaan.
Berdasarkan tujuan umum penelitian di atas yaitu rancangan sistem penjadwalan
yang optimal, maka tujuan khusus dari proses penyusunan tugas akhir ini adalah:
1. Mendapatkan peramalan jumlah produk yang akan diproduksi dengan
memilih metode peramalan yang memiliki error terkecil.
2. Mendapatkan waktu standar operator packing dengan menggunakan metode
stopwatch time study dengan memperhatikan rating factor dan allowance.
3. Mendapatkan nilai makespan berdasarkan metode aktual perusahaan dan
4. Mendapatkan rancangan pengurutan job yang efisien dari segi waktu yaitu
urutan yang memiliki makespan terendah.
5. Mendapatkan perbandingan performansi antara metode penjadwalan
Algoritma Genetika dengan metode aktual yang diterapkan perusahaan
Manfaat dalam melakukan penelitian ini adalah sebagai berikut:
1. Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang
diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan
memecahkan masalah sebelum memasuki dunia kerja, khususnya dalam
mengevaluasi suatu sistem penjadwalan yang ada dan memberikan suatu
rancangan penjadwalan dengan menggunakan prinsip-prinsip keilmuan
Teknik Industri. Penelitian ini juga merupakan sebuah karya ilmiah yang
telah memberikan pengalaman dan keterampilan berharga dalam pemecahan
masalah penjadwalan produksi secara ilmiah.
2. Hasil penelitian ini dapat dijadikan sebagai masukan bagi perusahaan dalam
membuat suatu rancangan sistem penjadwalan baru yang dapat mengurangi
keterlambatan penyelesaian produk.
3. Mempererat hubungan kerja sama antara perusahaan dengan Departemen
Teknik Industri FT- USU.
4. Hasil penelitian ini dapat dijadikan sebagai tambahan literatur ilmiah yang
mendukung pada pengembangan imu pengetahuan dan teknologi yang bermanfaat
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Penelitian dilakukan pada proses produksi tepung terigu dan produk yang
diamati adalah AFI Hitam, AFI Cokelat, AFI Orange, AFI Merah, AFI Biru, AFI
Kuning, Armada Biru, Armada Orange, dan Armada Merah.
2. Data penjualan yang digunakan untuk meramalkan permintaan adalah data
periode 30 Mei 2014 – 1 Januari 2015 dalam satuan waktu mingguan.
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Kondisi mesin/ peralatan produksi selama pengamatan diasumsikan dalam
kondisi stabil, tidak rusak, dan tidak terjadi gangguan listrik.
2. Material ditransfer secara langsung dari satu mesin ke mesin lain sehingga
waktu pindah tidak diperhitungkan
3. Silo tepung (wheat silo) diasumsikan kosong atau tidak tersedia tepung pada
penyimpanan sementara sehingga produk yang akan dijadwalkan mengalami
proses produksi mulai dari awal.
1.5.Sistematika Penulisan Laporan
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
Bab I Pendahuluan dimulai dengan penjelasan latar belakang permasalahan
penelitian (background of research) dari penjadwalan produksi. Berdasarkan
uraian latar belakang masalah ini maka dinyatakan sebuah perumusan masalah
manfaat penelitian, batasan dan asumsi penelitian, dan sistematika penulisan
laporan
Bab II Gambaran Umum Perusahaan menguraikan sejarah berdirinya PT. Agri
First Indonesia Medan, ruang lingkup bidang usaha, lokasi perusahaan, struktur
organisasi, tugas dan tanggung jawab, jumlah tenaga kerja dan jam kerja
karyawan, sistem pengupahan, proses produksi, mesin dan peralatan, dan utilitas
yang terdapat di perusahaan.
Bab III Landasan Teori digunakan sebagai pisau analisis masalah penelitian ini
yang dibangun dengan menggunakan berbagai sumber yaitu teori yang ada dan
hasil penelitian yang relevan. Teori yang terkait dengan penelitian ini adalah teori
mengenai Penjadwalan berupa Terminologi Penjadwalan, Model Penjadwalan,
dan Kriteria Penjadwalan untuk menjelaskan objek penelitian, Pengukuran Waktu
(Time Study) terdiri atas pengukuran waktu jam henti, tingkat ketelitian dan
keyakinan, pengujian keseragaman data, pengujian kecukupan data, rating factor
dan allowance, dan perhitungan waktu standar, Algoritma Genetika, dan
parameter performansi penjadwalan.
Bab IV Metodologi Penelitian menguraikan seluruh tahap-tahap yang dilakukan
dalam penelitian dan diberikan secara sistematik dan rinci. Bagian ini meliputi
persiapan yang terdiri atas penentuan lokasi penelitian, jenis penelitian, dan objek
penelitian. Kemudian dilakukan identifikasi variabel-variabel penelitian dan sifat
hubungan antar variabel tersebut serta definisi operasional variabel. Berdasarkan
skematik untuk menjelaskan hubungan antar variabel dan disusun rancangan
penelitian yang berisi langkah-langkah penelitian.
Bab V Pengumpulan dan Pengolahan Data berisi data dan pengolahan yang
dilakukan untuk mendapatkan hasil sesuai dengan metode yang dipilih. Data yang
diambil merupakan data yang diperlukan untuk meneliti penjadwalan dengan
metode Algoritma Genetika seperti data permintaan produk, data komposisi
produk, data conditioning time gandum, data kapasitas stasiun kerja tersedia, dan
data waktu siklus operator packing (pengisian dan penjahitan). Data-data ini
kemudian diolah dengan menggunakan metode yang tepat, seperti rancangan
ramalan produk dihasilkan melalui peramalan dengan metode double eksponensial
dua parameter dari Holt dan metode smoothing eksponensial linier satu parameter
dari Brown. Waktu standar operator packing (pengisian dan penjahitan)
ditentukan dengan menggunakan stopwatch time study. Flowtime pengerjaan
setiap produk dihitung sesuai dengan waktu yang dibutuhkan dan Gantt Chart
digunakan untuk menentukan waktu penyelesaian setiap produk. Berdasarkan
flowtime setiap produk, dilakukan penjadwalan produksi sesuai dengan metode
aktual di perusahaan dan metode Algoritma Genetika sebagai metode usulan
penelitian ini.
Bab VI Analisis Pemecahan Masalah menguraikan pertanyaan mendasar yang
harus dijawab sesuai dengan perumusan masalah. Analisis masalah terkait dengan
analisis faktor-faktor yang menimbulkan kegagalan penyelesaian produk tepat
waktu. Setelah faktor-faktor ini teridentifikasi, dilakukan analisis pemecahan
efektif metode ini digunakan untuk penyelesaian masalah. Analisis ini berisi
tentang perbandingan antara metode aktual yang digunakan oleh perusahaan
dengan metode Algoritma Genetika. Alat ukur perbandingan kedua metode yang
digunakan adalah parameter performansi efficiency index (EI) dan relative
percentage deviation (RPD).
Bab VII Kesimpulan dan Saran berisi butir-butir kesimpulan yang
dinyatakan secara jelas yang sesuai dengan permasalahan penelitian, tujuan
penelitian, dan hasil analisis yang dilakukan. Bagian ini juga memuat butir-butir
saran atau rekomendasi yang berkenaan dengan hal-hal penting apabila hasil dan
temuan penelitian ini diimplementasikan oleh perusahaan dan topik penelitian