BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Kharisma Abadi Jaya adalah sebuah perusahaan yang bergerak di bidang pembuatan mesin-mesin produksi pabrik kelapa sawit yang didirikan oleh Bapak Ir. H. Zainuddin. Pada awalnya perusahaan ini berbentuk perseroan komanditer yaitu CV. Kharisma Abadi. CV. Kharisma Abadi ini didirikan pada tanggal 3 April 2002 yang beralamat di Jl. Bubu no. 53 Kel. Sidorejo Kec. Medan Tembung. Pada saat itu CV. Kharisma Abadi hanya bergerak pada bidang perbengkelan yang meliputi kegiatan perawatan, pemeliharaan dan perbaikan (repair) untuk sterilizer pada pabrik kelapa sawit. Sejak tanggal 22 Oktober 2008, CV. Kharisma Abadi telah berubah dari perseroan komanditer menjadi perseroan terbatas PT Kharisma Abadi Jaya . PT. Kharisma Abadi Jaya berkantor pusat di Jl. Suluh No. 127A dan fabrikasi di Jl. Pasar II Tanjung Selamat, Saentis Percut Sei Tuan.
2.2. Ruang Lingkup Bidang Usaha
Secara garis besar ruang lingkup bidang usaha PT. Kharisma Abadi Jaya memproduksi fruit cages (lori), hydro cyclone, multi cyclone, inclided conveyor,
Direktur Utama
Manajer Procurement Manajer Human Resource Keuangan Manajer Engineering Marketing & Sales Manajer Manufaktur
Kepala Pabrikasi Kepala Site
Staf erection Securiti Operator WorkShop Operator Welding Hubungan lini Hubungan Fungsional
recycling conveyor, air lock, crene building, elevator dan chimney boiler.
Kegiatan produksi pada PT. Kharisma Abadi Jaya disesuaikan dengan pesanan pelanggan. Selain pengadaan produksi tersebut di atas, PT. Kharisma Abadi Jaya juga melakukan kegiatan perawatan, pemeliharaan dan perbaikan (repair) untuk
sterilizer pada pabrik kelapa sawit.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi PT. Kharisma Abadi Jaya
Organisasi adalah sekumpulan orang yang bekerja sama untuk mencapai tujuan tertentu, struktur organisasi adalah kerangka antar hubungan dari orang-orang atau unit organisasi yang masing-masing memiliki tugas, tanggung jawab dan wewenang tertentu.
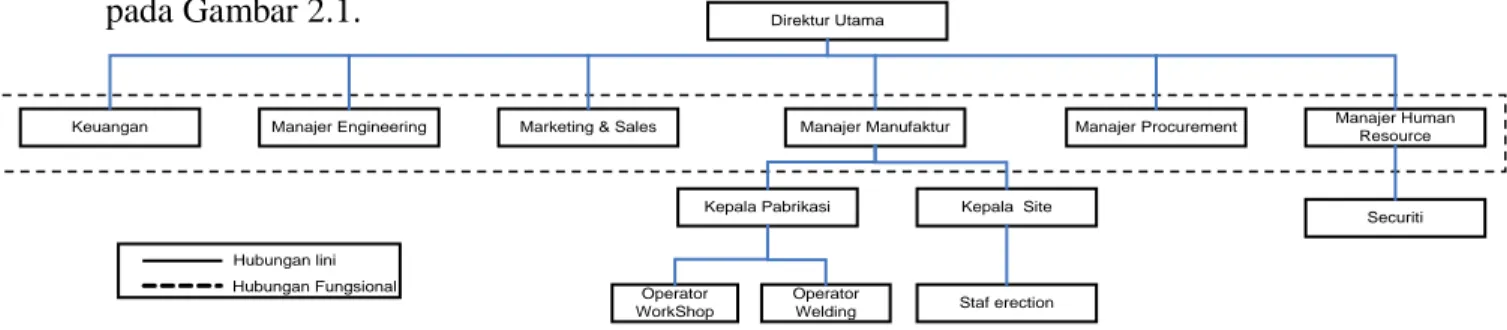
Struktur organisasi pada PT. Kharisma Abadi Jaya adalah struktur orginasasi lini-fungsional. Dimana wewenang dan kebijakan pimpinan atau atasan dilimpahkan pada satuan-satuan organisasi di bawahnya menurut garis vertikal (lini). Gambar struktur organisasi pada PT. Kharisma Abadi Jaya dapat dilihat pada Gambar 2.1.
Sumber : PT. Kharisma Abadi Jaya
2.3.2. Tenaga Kerja dan Jam Kerja
2.3.2.1. Tenaga Kerja
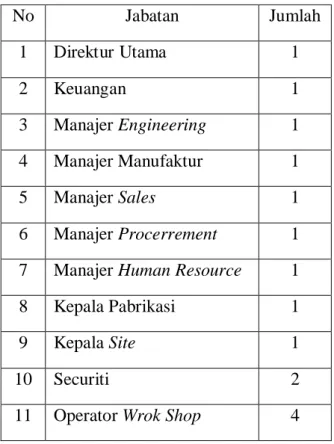
Tenaga kerja merupakan salah satu faktor produksi karena apabila terdapat kekurangan tenaga kerja maka kegiatan produksi tidak dapat bejalan dengan semestinya. Dalam memenuhi kebutuhan tenaga kerja, PT. Kharisma Abadi Jaya tidak hanya mempertimbangkan jumlah tetapi juga mempertimbangkan keahlian dari tenaga kerja baru. Pada umumnya setelah perusahaan merekrut tenaga kerja baru dilakukan proses orientasi, penempatan dan pelatihan (training) kepada calon tenaga kerja. Uraian jumlah dan posisi/jabatan tenaga kerja pada PT. Kharisma Abadi Jaya dapat dilihat pada Tabel 2.1.
Tabel 2.1. Uraian Jabatan dan Jumlah Tenaga Kerja pada PT. Kharisma Abadi Jaya
No Jabatan Jumlah 1 Direktur Utama 1 2 Keuangan 1 3 Manajer Engineering 1 4 Manajer Manufaktur 1 5 Manajer Sales 1 6 Manajer Procerrement 1 7 Manajer Human Resource 1
8 Kepala Pabrikasi 1
9 Kepala Site 1
10 Securiti 2
12 Operator Welding 7
13 Operator Site 10
Total 32
Sumber : PT. Kharisma Abadi Jaya
2.3.2.2. Uraian Tugas dan Tanggung Jawab
Dalam menjalankan tugas dan fungsinya maka dalam organisasi diperlukan personil-personil yang menduduki jabatan tertentu didalam organisasi tersebut dimana masing-masing personil diberi tugas dan tangung jawab sesuai dengan jabatannya. Adapun tugas dan tangung jawab pada perusahaan ini adalah sebagai berikut:
1. Direktur Utama Tugas :
a) Mengelola perusahaan secara keseluruhan.
b) Mengkoordinir serta mengontrol keahlian teknis, usulan proyek, penjualan dan pembelanjaan.
Wewenang :
Memberikan wewenang dan persetujuan atas :
a) Surat-surat ekstern dan intern.
b) Pesanan-pesanan pembelian dan pekerjaan. c) Faktur-faktur penjualan.
d) Ekspor dan impor.
e) Penerimaan dan pengeluaran keuangan. Tanggung jawab :
Bertanggung jawab kepada pemilik perusahaan.
2. Keuangan
Tugas :
Menyiapkan transaksi-transaksi pembayaran dan permintaan.
Wewenang :
Menandatangani surat-surat yang berkaitan dengan keuangan diantaranya :
a) Laporan keuangan perusahaan tiap bulan.
b) Faktur-faktur penjualan dan bukti-bukti pembayaran dan penerimaan kas. c) Surat berharga, seperti cek dan bilyet.
Tanggung jawab :
Bertanggung jawab kepada direktur perusahan atas penerimaan, pengeluaran dan pembukuan perusahaan.
3. Manajer Engineering
Tugas :
Membuat rencana, gambar-gambar dan rincian tentang kebutuhan material.
Memberikan persetujuan atas surat-surat sehubungan dengan pembelian material.
Tanggung jawab :
Bertanggung jawab kepada Direktur Perusahaan terhadap pelaksanaan tugasnya.
4. Manajer Manufaktur
Tugas :
a) Mengawasi semua pekerjaan produksi dan membuat laporan harian.
b) Menetapkan kebijakan-kebijakan untuk dapat meningkatkan efisiensi kerja. Wewenang :
Mempunyai wewenang untuk membuat keputusan harian sehubungan dengan pengawasan pekerjaan di bagian produksi.
Tanggung jawab :
Bertanggung jawab kepada Direktur Perusahaan terhadap pelaksanaan produksi baik dari segi kualitas maupun kuantitas.
5. Manajer Sales
Tugas :
Membuat peramalan permintaan terhadap produk dan menyusun rencana penjualan untuk setiap produk.
Mengadakan kontrak penjualan produk dengan pihak customer.
Tanggung jawab:
Bertanggung jawab kepada Direktur Perusahaan terhadap pelaksanaan tugasnya.
6. Manajer Procerrement
Tugas :
Membuat laporan tentang pembelian dan pemakaian bahan di workshop.
Wewenang :
Melaksanakan pembelian bahan-bahan yang akan digunakan, baik pembelian dari dalam maupun luar negeri.
Tanggung jawab :
Bertanggung jawab kepada Direktur Perusahaan terhadap mutu material yang dibeli.
7. Manajer Human Resource
Tugas :
a) Melaksanakan kegiatan administrasi umum perusahaan.
b) Mengatur penempatan tenaga kerja di semua bagian perusahaan.
c) Mengatur distribusi surat-menyurat, baik kedalam maupun keluar perusahaan.
Memutuskan penerimaan tenaga kerja di perusahaan.
Tanggung jawab :
a) Membuat laporan mengenai kondisi tenaga kerja di perusahaan.
b) Bertanggung jawab kepada Direktur Perusahaan terhadap pelaksanaan tugasnya.
8. Kepala Pabrikasi
Tugas :
Mengawasi langsung semua pekerjaan produksi dan mengkoordinasikan para pekerja.
Tanggung jawab :
Bertanggung jawab kepada Manajer Manufaktur terhadap koordinasi pelaksanaan produksi
9. Kepala Site
Tugas :
Mengawasi langsung semua pekerjaan assembling dan membuat laporan harian lapangan.
Wewenang :
Mempunyai wewenang untuk membuat keputusan harian sehubungan dengan proses assembling di lapangan.
Tanggung jawab :
Bertanggung jawab kepada Manager Manufacturing terhadap pelaksanaan
assembling dari segi kualitas.
10. Securiti
Tugas :
Melaksanakan pengamanan perusahaan baik dari dalam ataupun luar lingkungan perusahaan.
Wewenang :
Mengambil tindakan untuk keselamatan lingkungan perusahaan.
Tanggung jawab :
Bertanggung jawab kepada Human Resoucer Manager terhadap pelaksanaan tugasnya.
11. Operator Work Shop
Tugas :
a) Melaksanakan semua pekerjaan benda-benda kecil dan part pendukung proses produksi
Wewenang :
Mempunyai wewenang untuk membuat keputusan harian sehubungan dengan pelaksanaan pekerjaan di bagian produksi.
Tanggung jawab :
Bertanggung jawab kepada Kepala fabrikasi terhadap pelaksanaan produksi baik dari segi kualitas maupun kuantitas.
12. Operator perakitan
Tugas :
a) Melaksanakan semua pekerjaan proses produksi pembuatan lorri Wewenang :
Mempunyai wewenang untuk membuat keputusan harian sehubungan dengan pelaksanaan pekerjaan di bagian produksi.
Tanggung jawab :
Bertanggung jawab kepada Kepala fabrikasi terhadap pelaksanaan produksi baik dari segi kualitas maupun kuantitas.
13. Operator Site
Tugas :
Melaksanakan semua pekerjaan assembling dan membuat laporan harian lapangan.
Mempunyai wewenang untuk membuat keputusan harian sehubungan dengan proses assembling di lapangan.
Tanggung jawab :
Bertanggung jawab kepada kepala site terhadap pelaksanaan assembling dari segi kualitas.
2.3.2.3. Jam Kerja
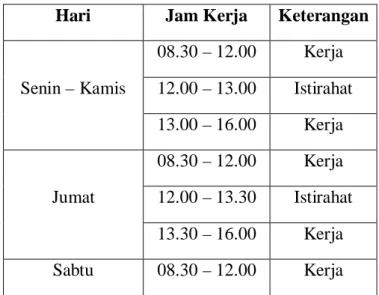
Pada pelaksanaan aktivitas kerja, PT. Kharisma Abadi Jaya memakai waktu kerja selama enam hari setiap minggunya yaitu mulai dari Senin sampai Sabtu. Dan pada setiap hari kerja terdiri dari satu shift yang uraiannya dapat dilihat pada Tabel 2.2. Satu hari pekerja bekerja selama 8 jam sesuai dengan peraturan Depnaker, jika lebih dari jam yang ditentukan maka dianggap lembur.
Tabel 2.2. Jam Kerja PT. Kharisma Abadi Jaya
Hari Jam Kerja Keterangan
Senin – Kamis 08.30 – 12.00 Kerja 12.00 – 13.00 Istirahat 13.00 – 16.00 Kerja Jumat 08.30 – 12.00 Kerja 12.00 – 13.30 Istirahat 13.30 – 16.00 Kerja Sabtu 08.30 – 12.00 Kerja
12.00 – 13.00 Istirahat 13.00 – 15.00 Kerja Sumber : PT. Kharisma Abadi Jaya
2.3.3. Sistem Pengupahan dan Fasilitas yang Digunakan
Pada PT. Kharisma Abdai Jaya sistem pengupahan dibagi dua, yaitu untuk karyawan tetap dan karyawan tidak tetap.
Untuk Karyawan Tetap, terdiri dari:
a. Gaji pokok : Rp 1.300.000,- b. Uang makan : Rp. 210.000,- c. Uang transportasi : Rp. 260.000,- d. Tunjangan jabatan : Rp. 150.000,- Sedangkan untuk karyawan tidak tetap terdiri dari
a. Gaji pokok : Rp 900.000,- b. Uang makan : Rp. 210.000,- c. Uang transportasi : Rp. 260.000,- d. Tunjangan jabatan : Rp. 150.000,-
Pemberian upah untuk pekerja yang bekerja di lantai produksi diberikan setiap hari sabtu sedangkan untuk karyawan staf manajemen diberikan setiap akhir bulan.
Selain upah yang tertera di atas, perusahaan juga memberikan tunjangan lain yaitu
a. Upah lembur, upah ini diberikan kepada pekerja yang bekerja melebihi jam kerja yang telah ditetapkan.
b. Tunjangan hari besar keagamaan (THR), besarnya tujangan yang diberikan ditentukan oleh peusahaan.
c. Tunjangan kesehatan, dimana apabila terjadi kecelakan kerja di lantai produksi, maka perusahaan akan memebiayai seluruh pengobatan hingga pekerja sembuh total dan dapat bekerja kembali.
Disamping pemberian gaji pokok dan tunjangan-tunjangan tersebut, usaha-usaha lain yang dilakukkan perusaha-usahaan untuk meningkatkan kesejahteraan pekerja adalah
a. Jaminan Sosial Tenaga Kerja (Jamsostek) Diberikan kepada seluruh pekerja tetap berupa :
- Jaminan Kecelakaan Kerja - Jaminan Kematian
- Jaminan Hari Tua
- Jaminan Pemeliharaan Kesehatan b. Dispensasi
Diberikan kepada semua pekerja untuk kepentingan tertentu, misalnya adanya tugas khusus, menikahkan anak, kemalangan, dan lain-lain.
2.4. Proses Produksi
2.4.1. Bahan
2.4.1.1. Bahan Baku
Bahan baku adalah bahan yang ikut langsung dalam proses produksi
hingga menjadi produk jadi dimana sifat dan bentuk bahan tersebut akan mengalami perubahan.
Berikut ini adalah bahan baku yang diperlukan untuk pembuatan lori 10 ton :
1. MS plate ukuran 8mm x 6’ x 20’
2. MS plate ukuran 9mm x 6’ x 20’
3. MS plate ukuran 15mm x 4’ x 8’
4. Besi UNP ukuran 150mm x 6000mm
5. Besi UNP ukuran 300mm x 90mm x 6000mm 6. Besi Siku ukuran 75mm x 75mm x 7mm x 6000mm 7. Besi strip ukuran 9mm x 50mm x 6000mm
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang membantu proses produksi tetapi tidak ikut dalan dalam produk akhir. Bahan penolong dalam pembutan lori dan chinmey
boiler adalah LPG dan oksigen. LPG dan Oksigen ini digunakan dalam proses
2.4.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada proses pengolahan untuk melengkapi dan memperbaiki mutu dari produk yang dihasilkan oleh suatu proses produksi dan merupakan bagian dari produk akhir produk dan ikut dalam proses produksinya tetapi pemakaiannya relatif sedikit. Adapun yang tergolong sebagai bahan tambahan pada pembuatan lori adalah cat tahan panas.
2.4.2. Uraian Proses Produksi
PT. Kharisma Abadi Jaya memproduksi berbagai mesin-mesin yang digunakan dalam pabrik kelapa sawit. Tetapi proses yang diuraikan disini hanya proses pembuatan lori.
Adapun uraian proses produksi pada pembuatan lori:
1. Pengukuran
Pada tahap ini plat besi yang akan dipotong diukur dan diberi tanda garis potong mengunakan pensil khusus dan mal sesuai dengan spesifikasi gambar yang sudah dirancang. Selain pemberian tanda garis potong, pada plat besi juga diberi nomor identifikasi, jarak lubang baut, diameter lubang baut dan jumlah lubang baut. Dalam pemberian tanda harus akurat dan jelas serta dipertimbangkan penyusutan, perubahan bentuk dan toleransi ukuran akhir yang diijinkan.
Pada tahap ini, plat besi yang sudah diukur dan diberi tanda dipotong. Pemotongan ini dilakukan dengan menggunakan mesin flame cutting. Prinsip kerja flame cutting ini adalah plat besi dipotong dengan api yang menggunakan
oxy-acetylene torch/oxy-acetylene flame/nyala api yang didapat dari zat asam dan
asetilin (gas karbit) tekanan tinggi dari silinder-silinder besi terpisah. Nyala api dapat digunakan secara eksterisif untuk memotong material sampai ukuran yang dibutuhkan. Selain itu juga dapat dipakai untuk memotongan bentuk lengkung dan bentuk-bentuk lain yang kompleks. Pada pemotongan dengan menggunakan api, secara prinsip pemotongan harus dilakukan dengan memakai peralatan automatic
gas cutting.
3. Pengeboran
Pengoboran ini dilakukan dengan menggunakan mesin bor, dimana plat besi yang sudah diberi tanda pada saat pengkuran diberi lubang sesuai dengan diameternya. Mesin bor yang digunakan untuk melubangi plat besi adalah mesin bor tangan (portable machine) yang dapat berupa mesin bor angin maupun mesin bor elektris.
4. Pengerolan
Plat besi yang sudah dipotong dan dibor sesuai dengan ukuran yag telah ditentukan dirol sampai plat besi melengkung. Proses pengerolan ini menggunkan mesin roll press.
Pada tahap ini komponen-komponen yang telah melalui semua tahapan proses diatas dirakit atau disatukan menjadi satu. Dalam perakitan komponen harus memperhatikan tanda-tanda yang sudah dicantumkan di plat besi pada saat pengukuran, agar perakitannya tidak melesat dan sesuai dengan spesifikasi gambar yang dirancang. Plat besi dirakit dengan mengunakan mesin las.
6. Pengecatan
Sebelum proses pengecatan, terlebih dahulu permukaan lori yang selesai dirakit dibersihkan dari karat yang menempel dipermukaan lori menggunakan mesin gerinda atau sikat kawat. Setelah semua permukaan lori selesai dibersihkan kemudian dilakukan pengecatan dengan warna hitam sebanyak dua kali. Pengecatan dilakukan sebanyak dua kali agar cat lebih tebal menempel pada permukaan lori. Pengecatan dilakuan menggunakan kuas dengan cat tahan panas.
2.4.3. Mesin dan Peralatan
2.4.3.1. Mesin
Adapun jenis dari mesin-mesin produksi yang digunakan oleh PT. Kharisma Abadi Jaya terlampir pada Lampiran 1.
2.4.3.2. Peralatan
Peralatan adalah benda yang digunakan untuk mempermudah pekerjaan. Peralatan yang digunakan dalam proses produksi pembuatan lori antara lain adalah: 1. Katrol 2. Dongkrak 3. Rantai Tarik 4. Tang Badan 5. Kawat Las 6. Kuas
Selain alat yang digunakan untuk mempermudah pekerjaan, terdapat alat yang digunakan untuk melindungi diri ketika melakukan pekerjaan yang disebut dengan Alat Pelindung Diri (APD). Adapun bentuk dari Alat Pelindung Diri (APD) yang digunakan di PT. Kharisma Abadi Jaya adalah:
1. Safety Helmet
2. Sepatu pelindung (safety shoes)
3. Sarung Tangan
4. Kaca Mata Pengaman (Safety Glasses)
5. Masker (Respirator)