1
TEKNOLOGI MANUFAKTUR SEBAGAI FAKTOR DASAR
PENGEMBANGAN KEUNGGULAN KOMPETITIF
BAGI INDUSTRI
Yatna Yuwana Martawirya
Laboratorium Teknik Produksi, Jurusan Teknik Mesin, FTI - ITB
Telp. (022) 250 0933, Fax. (022) 250 0933
E-mail: yatna@tekprod.ms.itb.ac.id
Ringkasan
Makalah ini m embahas tentang teknologi manufaktur sebagai faktor dasar pengembangan keunggulan kompetitif bagi industri. Pembahasan dilakukan dengan pertama-tama meninjau perkembangan teknologi manufaktur dilihat dari perkembangan peralatan produksi, serta tuntutan keahlian operator berdasarkan perkembangan tersebut. Selanjutnya dibuat gambaran arah perkembangan teknologi manufaktur terutama dalam hal otom asi sistem manufaktur. Kemudian dibahas tentang otomasi sistem manufaktur dengan tinjauan dibatasi pada kegiatan penelitian yang dilakukan di laboratorium Teknik Produksi ITB. Pada bagian terakhir makalah ini dinyatakan pentingnya berperan serta dalam pengembangan teknologi manufaktur, penguasaan berbagai bidang ilmu yang terkait dan kemampuan mengintegrasikannya, sifat modularitas sistem yang dikembangkan, dan standarisai informasi pada pemodelan produk.
Abstract
This paper deals to the manufacturing technology as a basic factor in the development of competitiveness leading of industries. The discussion carried out firstly by viewing the development in the manufacturing technology based on the view point of the development of production equipment and the required of operators skill. Then the illustration of the trend of development of manufacturing technology mainly in the manufacturing system automation is carried out. At the next step, manufacturing system automatons that have constrain on the research activities at the laboratory of Production Technology ITB are discussed. The last part of this paper contains the importance to enrol in the manufacturing technology development, understanding of supporting disciplines and ability to integrate of these, modularity of developing system, and standardization in information of the product modeling.
1 PENDAHULUAN
Dengan adanya perubahan iklim yang sangat dinam ik di dunia usaha/bisnis, m enyebabkan sem akin sulit bagi industri agar tetap dapat kom petitif. Perm intaan customer selalu berubah, teknologi terus berkem bang, dan faktor-faktor pendorong keunggulan kom petitif juga berubah. Secara um um yang dim ak sud dengan keunggulan kom petitif pada industri m anufaktur adalah keunggulan yang tidak tergantung pada faktor-faktor kom paratif seperti jum lah karyawan, jum lah m esin yang dim iliki, luas area pabrik dan sebagainya. Usaha peningkatan keunggulan kom petitif dapat dilakukan dengan peningkatan produktifitas, dan peningkatan penguasaan teknologi m anufaktur term asuk peningkatan penguasaan teknologi sistem inform asi produksi.
Produktivitas adalah suatu nilai perbandingan antara keluaran terhadap m asukan, atau perbandingan nilai yang dihasilkan terhadap nilai investasi. Menurut yang terakhir ini produktivitas dapat dinyatakan sebagai perbandingan antara perform ans dalam hal kualitas, biaya, deliveri, k eselam atan, dan m oral kerja terhadap nilai investasi m anusia, m esin, m aterial, m etoda, dan pengukuran[1]. Makalah ini tidak m em bahas lebih m endalam tentang peningkatan produktivitas karena hal ini akan lebih banyak m enekankan pada m asalah m anajem en produksi.
Gam bar 2.1 Perkem bangan konstruksi m esin bubut
Makalah ini lebih m em fokus pada peningkatan penguasaan teknologi m anufaktur terutam a m em bahas tentang penerapan strategi bottom up dalam otom asi sistem m anufaktur.
2 PENINGKATAN PENGUASAAN TEKNOLOGI M ANUFAKTUR
Untuk m em batasi m asalah, perkem bangan teknologi dalam bidang m anufaktur akan ditinjau sesuai dengan perkem bangan yang terjadi pada konstruksi m esin bubut, seperti diperlihatkan pada gam bar 2.1[2]. Pada awal perkem bangannnya m esin bubut tidak dilengkapi dengan m otor penggerak. Pada saat itu satu sistem penggerak digunakan untuk banyak m esin. Pengaturan kecepatan spindel dilakukan dengan m engubah-ubah pasangan puli yang ada di spindel dan puli di poros penggerak. Baru pada tahun 1925, m esin bubut dilengkapi dengan penggerak berupa m otor listrik. Perubahan kecepatan putaran spindel juga dapat dilakukan dengan lebih m udah dengan m engubah pasangan roda gigi yang ada di kotak roda gigi (gear box). Sam pai dengan saat itu, k etram pilan operator sangat diperlukan terutam a untuk m em buat produk-produk kom pleks yang m em erlukan gerak pem akanan dalam dua arah (longitudinal dan transversal) secara bersam aan.
Pada tahun 1960 m ulai diperkenalkan sistem copy hidrolik pada m esin bubut. Dengan adanya sistem ini pem egang pahat m am pu m elakukan gerak m akan secara m ekanik dalam arah longitudinal, sedangkan gerak m akan dalam arah transversal digerakkan oleh penggerak sistem copy hidrolik, m engikuti template yang ada. Perkem bangan selanjutnya m esin bubut dilengkapi dengan pengendali CNC sehingga m em ungkinkan untuk pengendalian secara otom atis keseluruhan gerak spindel m aupun pem egang pahat.
Terlihat bahwa dengan sem akin berkem bangnya konstruksi m esin bubut atau sem akin m eningkatnya otom asi pada m esin bubut, tuntutan pada ketram pilan operator pada proses bubut m enurun, tetapi
Gam bar 3.1 Perkem bangan sistem produksi[3]
tuntutan pada penguasaan tentang pem osisian/set up, sistem pem erkakasan, perawatan dan pengetahuan lain yang m endukung pada um um nya sem akin m eningkat.
3 ARAH PERKEM BANGAN TEKNOLOGI M ANUFAKTUR
Perkem bangan teknologi m anufaktur saat ini lebih tertuju pada pengem bangan tingkat otom asinya. Pengem bangan otom asi dalam teknologi m anufaktur tersebut apabila diam ati, pada um um nya m enuju ke salah satu dari dua arah berikut: m enuju ke arah peningkatan ketelitian proses (geom eti produk yang dihasilkan), atau m enuju ke arah peningkatan fleksibilitas proses untuk m enghadapi gangguan m aupun untuk pengintegrasian sistem .
Gam bar 3.1 m em perlihatkan secara ringkas proses perkem bangan sistem produksi. Sejarah pengintegrasian sistem produksi m odern dim ulai oleh Ford System yang ditujukan untuk m assa produksi produk m obil. Sedangkan otom asi produksi untuk jum lah produk sedang dan jum lah variasi sedang telah dim ulai dengan diperkenalkannya m esin perkakas NC. Perkem bangan pada teknologi m esin perkakas NC dan teknologi kom puter telah m em ungkinkan dibuatnya sistem produksi baru yang disebut sistem
direct NC (DNC). Pada sistem ini beberapa m esin perkakas NC dikendalikan oleh kom puter sentral.
Perkem bangan dari sistem DNC ke FMS adalah untuk m enghadapi tuntutan akan um ur product (product
life cycle) yang sem akin singkat, ukuran lot dalam produksi yang sem akin kecil, dan sem akin banyaknya
variasi produk yang harus dibuat. FMS telah m enjanjikan kom prom i antara fleksibilitas dengan produktivitas dan otom asi.
Pengintegrasian secara terpadu aliran inform asi dan aliran m aterial di dalam sistem produksi telah diterapkan dalam
Flexible Manufacturing System (FMS).
Bendakerja dan perkakas potong dipindahkan dari tem pat penyim pan ke m esin perkakas m enggunakan AG V dan penanganannya dibantu dengan robot. Pada FM S, m esin perkakas canggih seperti machining center dan turning
center m em egang peranan yang penting.
W alaupun tujuan utam a pengem bangan F M S a da lah untuk m endapatk an keluwesan (flexibility) dalam sistem produksi otom atis yang sesuai untuk jum lah produk sedang dan jum lah variasi sedang, ternyata diyakini bahwa FMS tidak m em punyai keluwesan seperti yang
diharapkan, dan sangat beresiko untuk m enginvestasikan m odal yang besar bagi FMS. Karena alasan tersebut, FMC m enjadi lebih populer dan telah banyak diinstal di seluruh dunia. FMC serupa dengan FMS, tetapi ukurannya lebih kecil dan dilengkapi dengan fungsi secukupnya bagi sistem produksi, term asuk kom puter pengendali, m esin perkakas CNC, sistem penanganan m aterial otom atis untuk penyim panan, transportasi, loading-unloading, dan kadang-kadang juga m esin pengecekan kualitas otom atis (automatic
inspection machine) untuk bendakerja. FMC lebih m urah dibandingkan dengan FMS, lebih m udah
dioperasikan dan lebih luwes dalam m enghadapi perubahan perm intaan pem esan. Contoh pengendalian FM C ini diperlihatkan secara skem atik pada gam bar 3.2.
Perkem bangan yang cepat dalam teknologi perangkat lunak dan teknologi pem rosesan inform asi, disertai dengan perkem bangan perangkat keras produksi seperti yang telah dijelaskan, m em ungkinkan pengintegrasian secara total aktivitas industri m ulai dari pem asaran dan aktivitas R & D sam pai ke bagian ujung proses pem buatan dan pengirim an produk. Pengintegrasian ini dikenal dengan istilah CIM (Computer Integrated Manufacturing). Pengendalian inform asi secara hirarki dalam FMS atau CIM m elalui
Gam bar 3.2 Pengendalian sistem produksi secara bertingkat
Gam bar 3.3 Arsitektur pengam bilan keputusan pada SPTM
jaringan inform asi cukup effektif apabila digunakan untuk m engendalikan aktivitas produksi yang tidak berubah dan berjalan sesuai dengan produksi yang telah dijadwalkan.
Pengendalian secara hirarki bagi sistem produksi terintegrasi akan m enjadi tidak luwes apabila harus m enghadapi kondisi d in a m ik s e p e rti a d a n ya p e r u b a h a n perm intaan pem esan yang cukup drastis, perubahan dalam produksi yang tidak t e r j a d w a l, p e rm in t a a n ya n g h a r u s didahulukan (high priority), kerusakan peralatan produksi dan sebagainya. Pengendalian secara terdistribusi sebagai pengganti bagi pengendalian secara hirarki, diharapkan dapat lebih luwes dalam m enghadapi keadaan perubahan dalam produksi tersebut.
Sebagai salah satu alternatif sistem m anufaktur di m asa m endatang diperkenalkan Sistem Produksi Terdistribusi Mandiri (SPTM) yang diharapkan dapat m eningkatkan fleksibilitas dalam produksi dan m em punyai kem am puan m enyesuaikan diri terhadap kondisi produksi yang tidak terram al sebelum nya. Konsep SPTM telah dikem bangkan di Laboratorium Teknik Produksi, Jurusan Teknik m esin, FTI-ITB. Arsitektur SPTM diperlihatkan pada gam bar 3.3[3].
Pada arsitektur SPTM tersebut, sem ua elem en produksi dapat berkom unikasi dengan elem en produksi lainnya, untuk bertukar inform asi yang diperlukan bagi pengam bilan keputusan. Agar dapat diperoleh hasil yang optim um dalam pengam bilan
keputusan, setiap elem en produksi harus m em punyai inform asi yang terbaru dan m em punyai algoritm a bagi penyelesaian persoalan yang terbaik m enurut kriteria tertentu. Keadaan dim ana setiap elem en produksi dapat saling berkom unikasi ini sebenarnya m irip dengan keadaan sosial di m asyarakat. Dalam hal ini setiap elem en produksi m em punyai tingkatan yang setaraf dengan m asing-m asing individu di m asyarakat.
Pada bagian berikut akan dibahas usaha-usaha yang m erupakan aktivitas penelitian yang telah m aupun sedang dilakukan d a l a m k e r a n g k a g l o b a l u n t u k m erealisasikan konsep SPTM, terutam a disesuaikan dengan kondisi industri di Indonesia.
4 OTO M ASI SISTEM M ANUFAKTUR
Pada bagian ini akan dijelaskan strategi penelitian di bidang otom asi sistem m anufaktur yang dilakukan di Laboratorium Teknik Produksi. Contoh-contoh yang diperlihatkan adalah hasil penelitian yang sudah m aupun sedang dilaksanakan.
Strategi penelitian otom asi sistem m anufaktur secara garis besar dapat dikatakan pelaksanaannya dilakukan secara bottom-up, seperti diperlihatkan pada gam bar 4.1[3].
Level Input based on Inform ation of Product
Rem arks and Required Decision M aking Functions 1. * Requirem ent Specifications
* Production Size * Functions
* Product Design * Production Planning
* Managem ent of Design & Production
* Production Scheduling
2. * Product Model or * Order
* Production Planning * Production Managem ent * Production Scheduling
2.5 * Product Model of level 2 +
* Inform ation of Feature and Production Method
* Production Planning * Production Managem ent (sim pler than level 2) * Production Scheduling
3. * Production Planning * Inform ation of Lot
* Production Scheduling
4. * Production Schedule * Equipm ent Control Data
* Only Equipm ent Controller and
Sensing apparatur are required
* Decision Making
Functions for Design and Managem ent are not required.
Gam bar 4.1 Tingkatan dalam pengam bilan keputusan
4.1 Otom asi Peralatan Produksi
Level paling bawah adalah otom asi peralatan produksi. Penelitian otom asi peralatan produksi, dilakukan pada peralatan produksi yang pengendaliannya dilakukan berbasis pada PLC (Programmable Logic
Controller), CNC (Computerized Num erical Controller), PC (Personal Computer), m aupun pengendali
lainnya. Jenis-jenis peralatan produksi yang m enjadi obyek penelitian m eliputi m esin perkakas, robot industri, penanganan m aterial, peralatan transportasi dan sebagainya. Salah satu contoh penelitian yang dilakukan pada peralatan transportasi adalah pem buatan proto tipe Sistem Transfer Fleksibel (STF) seperti diperlihatkan pada gam bar 4.2. Pengendalian STF dilakukan secara terdistribusi m enggunakan PLC. STF m erupakan alternatif solusi bagi perpindahan m aterial pada lingkungan sistem produksi m aju yang m engutam akan fleksibilitas bagi elem en-elem en penyusunnya. Fleksibilitas yang diharapkan dapat dipenuhi oleh STF adalah: fleksibilitas rute transportasi serta kem am puan pengem bangan sistem berkelanjutan. Untuk m em enuhi kebutuhan tersebut, dilakukan pengendalian SPTF secara secara terdistribusi, dengan m em berikan otonom i pada setiap elem en pengendali untuk m elakukan pengam bilan keputusan berdasarkan status yang dim ilikinya[4].
STF m erupakan sarana penanganan m aterial yang bertujuan m enggabungkan karakteristik positif yang dim iliki AGV (Automated Guided Vehicle) dan konveyor. STF didesain secara m odular dengan cara m enyusun segm en-segm en konveyor, yang diletakkan dalam orientasi tertentu dalam ruang. Operasi transportasi yang dibutuhkan oleh sistem produksi dapat dipenuhi dengan m engatur peletakan segm en-segm en tersebut.
Pem buatan m iniatur STF dilakukan dengan m em buat m iniatur suatu segm en yang m eliputi m odul sistem m ekanik, pengendali tingkat bawah, dan pengendali tingkat atas. Sebuah segm en terdiri dari beberapa m odul dasar yang secara garis besar diklasifikasikan m enjadi dua jenis, yaitu: m odul longitudinal dan m odul transversal, seperti diperlihatkan pada gam bar 4.3. Modul longitudinal m erupakan sebuah konveyor yang m em berikan arah gerakan sepanjang sum bu utam a konveyor. Modul transversal berfungsi untuk
Gam bar 4.2 Konfigurasi fisik STF
Gam bar 4.3 Skem a segm en dan aktivitas perpindahan palet yang m ungkin dilakukan
m e n g h a-s ilk an opera s i transportasi dalam arah t e g a k l u r u s a r a h longitudinal.
Miniatur yang dibuat pada penelitian ini dim aksudkan hanya sebagai sarana visualisasi m odus kerja yang harus dipenuhi oleh STF, serta sebagai alat u n t u k m e m p e r m u d a h pengujian logika yang digunakan oleh sistem pengendali STF. Meka-nism e m iniatur diperlihat-kan pada gam bar 4.4. Miniatur STF yang telah dibuat terdiri atas dua kom ponen utam a yaitu m odul longitudinal (3) dan m odul transversal (11). Kedua m odul tersebut digunakan untuk m en-tra n s fo rm a s ik a n p a le t dalam arah longitudinal
dan transversal.
Transportasi arah longitudinal dihasilkan oleh gera k tra n s la s i s a b uk ya n g dihubungkan dengan sebuah DC m otor (1), m elalui sistem transm isi (2). Motor DC dapat digerakkan dalam dua arah, sehingga sabuk dapat m em indahkan palet dalam dua arah berlawanan dalam arah longitudinal.
Untuk m enggerakkan pallet dalam arah tra n s v e rs a l, g e ra k a n p a l e t h a ru s dihentikan terlebih dahulu agar dapat diposisikan dengan baik diatas roller pada m odul transversal (11). Hal ini dilakukan dengan m enggunakan stopper. Pada m iniatur segm en yang dibuat terdapat dua buah stopper. Stopper (7) akan m enghentikan palet yang datang dari arah depan, sedangkan stopper (9) untuk m enghentikan palet dari arah belakang. Sesaat setelah palet dihentikan, aktuator pneum atik akan m enggerakkan m odul transversal (11) dalam arah vertikal, dan m engangkat palet yang sudah diposisikan oleh stopper. Setelah m odul transversal m encapai titik m ati atas, sistem m otor dan kotak roda gigi pada m odul tersebut akan m enggerakkan roller. Apabila palet sudah dipindahkan dari m odul transversal, m aka m odul transversal kem bali ke posisi sem ula dan siap untuk m elakukan operasi berikutnya.
STF dilengkapi dengan sistem pengendali terdistribusi yang bertugas m engkoordinasikan aktifitas transportasi secara m enyeluruh. Sistem pengendali tersebut m enyediakan inform asi tentang tata letak STF, status tiap m odul, serta jadwal aktivitas transportasi yang harus dilakukan. Inform asi tersebut kem udian digunakan sebagai dasar pendistribusian fungsi kontrol pada setiap m odul, sehingga sistem secara keseluruhan dapat beradaptasi dengan perubahan aktivitas yang terjadi.
Gam bar 4.4 Mekanism e m iniatur STF
Gam bar 4.5 Struktur pengendali STF
Konfigurasi STF sewaktu-waktu dapat diubah. Fungsi kontrol m odul-m odul yang m engalam i m odifikasi tersebut dapat beradaptasi dengan cepat sehingga operasi transportasi yang harus dijalankan oleh STF tidak terganggu. Elem en-elem en yang dibutuhkan untuk m elaksanakan aktivitas pengendalian transportasi m aterial (palet), digam barkan secara skem atis pada gam bar 4.5. Pada gam bar tersebut ditunjukkan bahwa aktivitas transportasi pada STF dilakukan m elalui dua lapis sistem pengendali. Tugas pengendali sel (cell controller) adalah m elak uk an pengam bilan keputusan yang berhubungan dengan koordinasi rute transportasi. Pengendali
peralatan (equipm ent controller level) bertugas m enentukan sekuen operasi peralatan transportasi, sesuai dengan hasil koordinasi rute transportasi sehingga transportasi m aterial(palet) dari satu tem pat ke tem pat yang lain dapat dilakukan dengan benar.
Lapisan pengendali sel disusun oleh perangkat lunak Pengen da li O perasi Produksi (Produc tion Controller) dan Adm inistrator Rute Transportasi (Route
Administrator). Inform asi yang dibutuhkan
oleh kedua perangkat lunak tersebut untuk m elakukan pengendalian rute transportasi m eliputi: inform asi urutan perpindahan produk antar sel produksi, inform asi layout fasilitas transportasi, serta status terakhir fasilitas transportasi. Inform asi tersebut disim pan dalam bentuk basis data yang dapat diakses oleh kedua perangkat lunak
Gam bar 4.6 Koordinasi operasi transportasi antar segm en dan antar area
yang digunakan, dan selalu m erupakan inform asi terbaru yang m erepresentasikan kondisi sebenarnya lapisan peralatan (equipment level).
S e b a g a i p e n g e n d a l i p e ra la ta n (E q u ip m e n t
Controller Level),
diguna-kan PLC (Programmable
Logic Controller), yang
sudah terbukti handal dan m em ang didesain secara m odular untuk m em enuhi k e b u tuhan k ontrol d i i n d u s t r i . P L C y a n g digunakan untuk m engen-dalikan STF, m elaksana-kan operasi transportasi berdasarkan perm intaan d a ri p e n g o n tro l la in . D a la m h a l in i P L C dibedakan m enjadi dua jenis, yaitu: PLC yang berperan sebagai koordinator (manager), dan PLC yang berperan sebagai pelaksana (executor). Posisi kedua PLC tersebut dalam sistem pengendalian diperlihatkan pada gam bar 4.6. PLC koordinator bertugas m engelola operasi transportasi dalam satu area. Untuk m elakukan tugas tersebut PLC koordinator diberi kem am puan untuk m enerim a dan m engolah inform asi operasi transportasi dari pengendali lain (perangkat lunak pengendali rute transportasi, PLC manager yang lain, PLC pelaksana). Berdasarkan inform asi yang diterim a, PLC jenis ini akan m elakukan koordinasi dengan PLC pelaksana yang berada pada area yang sam a, atau PLC koordinator yang bertugas m engelola area yang lain. Berbeda dengan PLC koordinator, PLC pelaksana hanya dapat berkom unikasi dan m elaksanakan tugas yang diberikan oleh PLC koordinator.
Dalam penerapan nantinya, STF yang diintegrasikan dengan sistem pengendali produksi yang setara dengan FMS, diharapkan m em ungkinkan bagi penyusunan berbagai sekuen operasi pengerjaan. Selain itu sistem juga diharapkan dapat bersifat fleksibel baik bagi sekuen pengerjaan yang baru, perubahan jalur transportasi, m aupun kondisi dinam ik lain yang tidak teram al.
4.2 Otom asi Sistem Penjadw alan
Otom asi sistem penjadwalan m erupakan level berikutnya dari strategi otom asi sistem m anufaktur secara
bottom-up. Tujuan pengem bangan otom asi sistem penjadwalan adalah m em perm udah pengelolaan
elem en-elem en produksi baik resources produksi seperti m esin, peralatan transportasi, perkakas potong dan sebagainya, m aupun produk baik berupa bahan baku, produk setengah jadi, m aupun produk akhir. Pengelolaan produksi yang paling sulit adalah pada produksi job shop dan pada m etoda produksi lain yang m engalam i perubahan kondisi dinam ik yang tidak sesuai dengan yang diram alkan (tidak teram al), m isalnya kerusakan m esin, keterlam batan proses, keterlam batan m aterial dan sebagainya.
Keluaran sistem penjadwalan berupa jadwal operasi yang berisi inform asi antara lain, kapan suatu produk harus dilakukan proses tertentu, m enggunakan m esin yang m ana, operatornya siapa, perkakas potong m aupun alat bantu yang digunakan apa, perintah pengendalian m esinnya (untuk m esin-m esin otom atis) yang m ana, dan sebagainya. Dari keluaran ini diharapkan perencanaan produksi dapat terlihat transparan dan dapat diakses secara on line oleh elem en-elem en produksi yang m em erlukan.
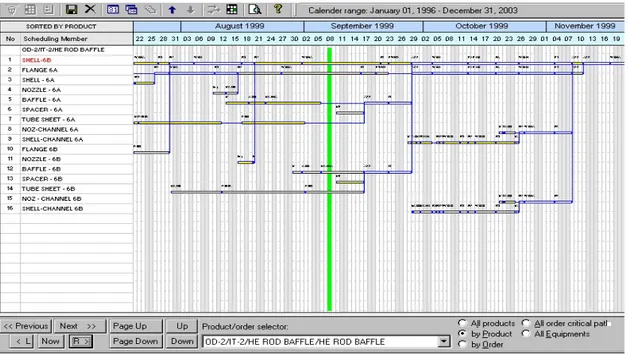
Pada penelitian yang dilakukan telah dikem bangkan perangkat lunak otom asi sistem penjadwalan yang diberi nam a ADiMS. Perangkat lunak ini dapat digunakan untuk penjadwalan m aupun penjadwalan kem bali operasi produksi di lingkungan produksi job shop. Dalam tahap pertam a, elem en produksi yang dilibatkan dalam sistem penjadwalan baru m encakup m esin dan produk. Contoh tam pilan sistem penjadwalan yang dibuat, yang m erupak an hasil pengam bilan keputusan secara m andiri oleh m esin-m esin dan produk-produk yang terlibat, diperlihatkan pada gaesin-m bar 4.7[5].
Gam bar 4.7 Obyek tam pilan Gantt-chart bersifat aktif, inform asi detail yang tersem bunyi dapat ditam pilkan. Sorting dapat dilakukan berdasarkan produk, peralatan, order, atau part.
Gambar 4.8 Kalender
Pada gam bar 4.7 diperlihatkan jadwal operasi produk dalam selang waktu (durasi) tiga bulan. Dengan m engklik radio button pada bagian kanan bawah, tam pilan dapat diatur untuk m em perlihatkan jadwal operasi produk, m esin, atau kedua-duanya. Pada Combo box di bagian bawah tengah dapat dipilih produk atau order yang ingin dilihat jadwal pengerjaannya. Satu order dapat berisi lebih dari satu produk dan dalam setiap produk dapat terdiri dari banyak kom ponen penyusunnya.
ADiMS m em punyai m odel sistem kalender yang m endekati keadaan sebenarnya, seperti diperlihatkan pada gam bar 4.8. Pada sistem kalender dapat diisikan jam kerja kerja per shift, shift kerja perhari, dan hari kerja perm inggu baik berupa default m aupun pengesetan shift kerja khusus pada tanggal tertentu. Sistem kalender m erupakan m odul yang m enyediakan inform asi waktu bagi ADiMS. Jum lah m esin yang dapat diangani penjadwalannya teoritis tidak
terbatas, kalaupun ada batasan dikarenakan keterbatasan kem am puan perangkat keras. Kekom pleksan produk yang dapat ditangani juga tidak terbatas, baik produk sederhana yang berupa part tunggal dengan satu proses, ataupun produk kom pleks dengan banyak kom ponen dan m asing-m asing kom ponen dengan banyak proses. Modul sistem yang untuk m enangani m anajem en produk diperlihatkan pada gam bar 4.9.
Data input yang diperlukan agar ADiMS dapat bekerja adalah: kalender perusahaan; istilah-i s t istilah-i l a h p r o s e s s t a n d a r y a n g d istilah-i k e n a l diperusahaan; inform asi (ID) m esin-m esin yang ada beserta kem am puan proses dari setiap m esin; inform asi produk terutam a m engenai perencanaan prosesnya.
Gam bar 4.9 Sistem m anajem en produk
Gam bar 4.10 Model produk 3D dengan tam pilan wire frame
4.3 Otomasi Sistem Perencanaan Proses dan Perancangan Produk
Level otom asi berikutnya setelah otom asi sistem penjadwalan adalah otom asi perencanaan proses dan perancangan produk. Tujuan otom asi pada level ini adalah m em buat m odel produk sehingga m am pu m em berikan inform asi tentang perencanaan proses (jenis-jenis proses dan alternatif urutan pengerjaannya), inform asi geom etri, serta m am pu m em berikan tam pilan 3D (tiga dim ensi) di layar kom puter.
Mengingat beragam nya jenis proses yang ada serta m enyadari kerum itan pada proses pem esinan, m aka dalam tahap awal, pem odelan produk yang dibuat hanya dibatasi untuk fungsi pem buatan perencanaan proses pada proses pem esinan dengan bentuk bendakerja awal silindris dan balok. Bendakerja silindris akan berhubungan dengan kelom pok proses bubut, sedangkan proses pem esinan pada bendakerja balok m asih dibatasi untuk jenis proses end milling. Perangkat lunak otom asi perencanaan proses dan perancangan produk telah dikem bang dan diberi nam a CaSTPro.
Contoh tam pilan perangkat lunak CaSTPro diperlihatkan pada gam bar 4.10. Perangkat lunak ini baru bisa untuk perancangan produk prism atik. Pem odelan produk dilakukan dengan pertam a kali m endefinisikan terlebih dahulu ukuran balok awal bendakerja. Tahap berikutnya, dengan m enggunakan perangkat lunak ini, m enginputkan feature-feature pem esinan kedalam bendakerja tersebut. Saat ini feature pem esinan m asih dibatasi berbentuk balok. Pada contoh tersebut dilakukan tiga kali pem asukan feature, atau dim asukkan tiga buah feature ke bendakerja. Oleh karena ada diantara feature-feature yang berinteraksi m aka secara otom atis m odel produk akan m engolah interaksi tersebut, sehingga dihasilkan enam buah
feature. Hal ini dapat dilihat dengan cara m eng-klik m enu Status dan m elihatnya pada Status W indow.
Agoritm a pengolah interaksi antar feature diberi nam a DISC, sesuai dengan jenis interaksi yang ada antara dua feature, suatu feature m ungkin di Dalam , Interseksi dengan, Sam a dengan, atau m enCakup
feature yang lain. Dengan m em ilih feature yang ada pada Feature List, pada sub window PreFeatures
akan ditam pilkan feature-feature yang berdasarkan pertim bangan proses pem buatan harus dibuat terlebih dahulu sebelum feature tersebut. Dengan dem ikian algoritma pengurutan proses pem esinan berdasarkan alternatif urutan pem buatan feature telah dapat dibuat.
Pada CaSTPro, tam pilan bendakerja berbentuk wire-frame dan dapat dirotasikan untuk m em berikan sudut pandang yang diinginkan. Jum lah feature yang dapat dim asukkan ke bendakerja teoritis tidak
terbatas. W alaupun dem ikian tam pilan wire-frame dirasa m asih banyak kekurangannya karena dapat m em bingunkan pengguna untuk m engenali topologi produk, terutam a apabila jum lah feature yang dim asukkan sudah sem akin banyak dan orientasi bendakerja sering diubah-ubah.
Inform asi m asukan pada otom asi perencanaan proses dan perancangan produk ini adalah dim ensi awal bendakerja dan geom etri feature. Apabila inform asi keluaran sistem ini, yaitu perencanaan proses, digunakan sebagai m asukan sistem penjadwalan, dengan m engintegrasi dua sistem pada dua level yang berbeda tersebut, diharapkan akan diperoleh sistem yang lebih besar, dengan inform asi m asukan yang lebih sederhana, dan inform asi luaran yang lebih banyak.
4.4 Otomasi Sistem Perancangan Produk
Dalam tahap berikutnya di’im pikan’ (karena belum dilaksanakan), otom asi sistem perancangan produk. Diharapkan dengan inform asi m asukan yang lebih sederhana dapat diperoleh inform asi tentang geom etri produk dan inform asi tentang pem buatannya, baik berupa feature pem esinan atau yang lainnya. Inform asi geom etri yang dihasilkan oleh sistem tentunya sudah m em perhitungkan kekuatan, dan/atau kekakuan, dan/atau sifat-sifat m ekanik lainnya yang m erupakan spesifikasi dalam perancangan produk. Oleh sebab itu dalam tahap ini diperkirakan inform asi m asukan ke sistem hanya berupa spesifikasi produk.
5. Penutup
Ada beberapa hal yang perlu diperhatikan setelah m em bahas tentang perkem bangan teknologi m anufaktur terutam a dalam hal otom asi sistem m anufaktur.
1. W alaupun perkem bangan teknologi m anufaktur m elibatkan bidang-bidang ilm u yang tidak m udah, tetapi agar tidak tertinggal sem akin jauh, perkem bangan ini harus diikuti dan apabila perlu m enggunakan atau berdasarkan konsep yang asli (original) agar dapat dipaham i betul apa yang dilakukan. Konsep asli ini secara periodik harus dites kebenarannya dengan jalan diterapkan untuk m enyelesaikan persoalan yang sebenarnya.
2. Otom asi sistem m anufaktur m erupakan hal yang kom pleks yang selain perlu penguasaan bidang ilm u tertentu secara m endalam , juga diperlukan penguasaan pengintegrasian bidang-bidang ilm u tersebut.
3. Sem ua elem en produksi dapat m em ulai otom asi pada bidangnya m asing-m asing karena bidang tersebut yang paling dikuasai, tetapi harus m em perhatikan sifat m odularitas bagi setiap sistem yang dikem bangkan karena sistem yang dikem bangkan tersebut akan m enjadi sub dari sistem lain yang lebih besar. Dengan m odularitas sub sistem yang baik, kem ungkinan pengem bangan m aupun pengintegrasian dengan sub sistem yang lain akan m ungkin dan m enjadi lebih m udah. 4. Industri (di Indonesia) harus m ulai m em ikirkan standarisasi tidak hanya fisik produk tetapi juga standarisasi inform asi tentang m odel produk. Dengan adanya standarisasi sistem inform asi tentang produk, akan dim ungkinkan kerjasam a antar bagian atau dengan industri lain, tanpa ada batasan jarak atau lokasi.
DAFTAR PUSTAKA
[1] Kiyoshi Suzaki, The New Shop Floor Management, The Free Press, New York, 1993. [2] Manfred W eck, Handbook of Machine Tools Volume 1, John W iley & Sons, 1984.
[3] Martawirya Yatna Yuwana, Modul: Sistem Produksi Terdistribusi Mandiri (SPTM), Diktat Kuliah Sistem Produksi, Lab. Teknik Produksi - Jurusan Teknik Mesin - FTI - ITB, 1998.
[4] Akhm ad Hery Kusum a, Sistem Transfer Fleksibel dengan Pengendalian Terdistribusi Menggunakan PLC, Tugas Sarjana, Jurusan Teknik Mesin ITB, 2000.
[5] Martawirya Yatna Yuwana dan Rochm ad Setyadi, Sistem Produksi Terdistribusi Mandiri: Perangkat Lunak Inti Pengem bangan Sistem Produksi, Jurnal Teknik Mesin, Vol. XV. No. 1, Maret 2000.
Curiculum Vitae
Dr.Ir. Yatna Yuwana Martawirya, lahir di Kediri pada tanggal 23 Maret 1956. Pada tahun 1975 m elanjutkan pendidikan S1 ke ITB, dan lulus pada tahun 1980 pada Jurusan Teknik M esin ITB dengan bidang keahlian Teknik Produksi. Tahun 1990 lulus m agister bidang Teknik Produksi di Kobe University. Pada tahun 1993 di universitas yang sam a m endapatkan gelar dokor dibidang Intelligence Science.
Mulai tahun 1980 sam pai sekarang ak tif sebagai dosen di Jurusan Teknik Mesin, Fakultas Teknologi Industri Institut Teknologi Bandung. Pada program S1 m engajar m atakuliah Proses Produksi I, Proses Produksi II, Mesin Perkakas, Sistem Produksi, dan Pem rogram an Berorientasi Obyek. Sedangkan pada program S2 m engajar m atakuliah Manajem en Produksi, Perencanaan Produksi, dan Pem rogram an Berorientasi Obyek. Penelitian utam a yang sekarang dilakukan adalah SPTM (Sistem Produksi Terdistribusi Mandiri) yang antara lain m encakup pengem bangan sistem pengendali cell, sistem penjadwalan, pem odelan produk, dan Virtual Factory.