iv Universitas Kristen Maranatha
ABSTRAK
Pada penelitian ini, yang menjadi objek penelitian adalah PT. Cottonindo Ariesta, Subang. Produk yang diproduksi oleh PT. Cottonindo Ariesta adalah Facial Cotton, Cotton Bud, Baby Cotton Bud, Cotton Roll, Cotton Ball, dan Mini Cotton Ball. Saat ini tata letak mesin di PT. Cottonindo Ariesta berdasarkan ukuran mesin yang kemudian disesuaikan dengan luas dari ruangan yang ada, dengan tata letak yang dilakukan saat ini terdapat beberapa proses yang susunan tata letak mesinnya tidak sesuai dengan proses operasi atau jarak yang terlalu jauh. Masalah yang ingin diteliti pada perusahaan ini adalah ingin memberikan usulan metode tata letak mesin yang sebaiknya digunakan, ongkos material handling yang semakin kecil, dan proses produksi yang semakin optimal.
Usulan yang diberikan untuk PT. Cottonindo Ariesta adalah perubahan pada tata letak mesin agar dapat memfasilitasi proses manufaktur berbagai macam jenis produk tersebut. Penelitian ini diharapkan dapat membantu PT. Cottonindo Ariesta agar tata letak pabriknya menjadi lebih baik, ongkos material handling semakin kecil, dan proses produksi yang semakin optimal. Metode yang digunakan adalah metode By Process dan metode By Group Technology (GT), metode dengan ongkos material handling terkecil yang terpilih.
Pengolahan data yang dilakukan adalah pembuatan Peta Proses Operasi, pembuatan Peta Perakitan, perhitungan Routing Sheet dan Peta Proses Produk Darab, perhitungan jumlah mesin, perhitungan Matriks Clustering, perhitungan jumlah mesin berdasarkan pengelompokan Clustering, perhitungan ongkos material handling, perhitungan FTC, Outflow & Inflow, dan skala prioritas, pembentukan ARD, dan pembentukan AAD produksi, yaitu pembentukan tata letak usulan.
vii Universitas Kristen Maranatha
DAFTAR ISI
ABSTRAK ... iv
KATA PENGANTAR DAN UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL... x
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ... 1-1 1.2 Identifikasi Masalah ... 1-2 1.3 Pembatasan Masalah ... 1-2 1.4 Asumsi... 1-2 1.5 Perumusan Masalah ... 1-3 1.6 Tujuan Penelitian ... 1-3 1.7 Sistematika Penulisan... 1-3
BAB 2 TINJAUAN PUSTAKA
viii Universitas Kristen Maranatha
2.14 Metode-metode Perhitungan Jarak ... 2-25
BAB 3 METODOLOGI PENELITIAN
3.1 Penelitian Pendahuluan ... 3-4 3.2 Identifikasi Masalah ... 3-4 3.3 Pembatasan Masalah ... 3-4 3.4 Asumsi... 3-4 3.5 Perumusan Masalah ... 3-5 3.6 Penentuan Tujuan Penelitian ... 3-5 3.7 Studi Pustaka ... 3-5 3.8 Penentuan Metode Pemecahan Masalah ... 3-5 3.9 Pengumpulan Data ... 3-5 3.10 Pengolahan Data... 3-6 3.11 Analisis ... 3-8 3.12 Kesimpulan dan Saran... 3-9
BAB 4 PENGUMPULAN DATA
4.1 Sejarah Singkat Perusahaan ... 4-1 4.2 Struktur Organisasi... 4-2 4.3 Produk yang Diproduksi ... 4-3 4.4 Jam Kerja Perusahaan ... 4-4 4.5 Kapasitas Produksi ... 4-5 4.6 Data Jenis Mesin ... 4-6 4.7 Peta Proses Operasi (PPO) ... 4-7 4.8 Tata Letak Awal ... 4-9 4.9 Data Bahan Baku... 4-10 4.10 Data Alat Material Handling ... 4-10
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Pengolahan Data... 5-1 5.1.1 Assembly Chart (Peta Perakitan) ... 5-1 5.1.2 Perhitungan Routing Sheet dan Multi Product Process
ix Universitas Kristen Maranatha
5.1.4 Perhitungan Jumlah Mesin ... 5-14 5.1.5 Perhitungan Ongkos Material Handling (OMH) Awal ... 5-18 5.1.6 Perhitungan From to Chart (FTC), Outflow-Inflow Relationship Chart, Skala Prioritas (SP) Awal ... 5-45
5.1.7 Pembentukan Activity Relationship Diagram (ARD) Awal ... 5-72 5.1.8 Perhitungan Ongkos Material Handling (OMH) Perbaikan ... 5-82 5.1.9 Perhitungan From To Chart (FTC), Outflow-Inflow Relationship Chart, dan Skala Prioritas (SP) Perbaikan ... 5-96 5.1.10 Pembentukan Activity Relationship Diagram (ARD)
Perbaikan ... 5-103 5.1.9 Area Allocation Diagram (AAD) Produksi ... 5-103 5.2 Analisis ... 5-105 5.2.1 Analisis Kekurangan Tata Letak Awal ... 5-105 5.2.2 Analisis Tata Letak Usulan ... 5-106 5.2.3 Analisis Kelebihan Tata Letak Usulan Dibandingkan
dengan Tata Letak Awal ... 5-107
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6-1 6.2 Saran ... 6-2
DAFTAR PUSTAKA ... xvii
KOMENTAR DOSEN PENGUJI ... xviii
DATA PENULIS ... xix
x Universitas Kristen Maranatha
DAFTAR TABEL
Tabel Judul Halaman
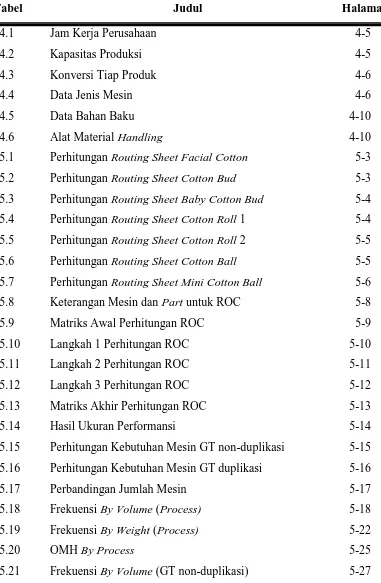
4.1 Jam Kerja Perusahaan 4-5
4.2 Kapasitas Produksi 4-5
4.3 Konversi Tiap Produk 4-6
4.4 Data Jenis Mesin 4-6
4.5 Data Bahan Baku 4-10
4.6 Alat Material Handling 4-10
5.1 Perhitungan Routing Sheet Facial Cotton 5-3
5.2 Perhitungan Routing Sheet Cotton Bud 5-3
5.3 Perhitungan Routing Sheet Baby Cotton Bud 5-4
5.4 Perhitungan Routing Sheet Cotton Roll 1 5-4
5.5 Perhitungan Routing Sheet Cotton Roll 2 5-5
5.6 Perhitungan Routing Sheet Cotton Ball 5-5
5.7 Perhitungan Routing Sheet Mini Cotton Ball 5-6
5.8 Keterangan Mesin dan Part untuk ROC 5-8
5.9 Matriks Awal Perhitungan ROC 5-9
5.10 Langkah 1 Perhitungan ROC 5-10
5.11 Langkah 2 Perhitungan ROC 5-11
5.12 Langkah 3 Perhitungan ROC 5-12
5.13 Matriks Akhir Perhitungan ROC 5-13
5.14 Hasil Ukuran Performansi 5-14
5.15 Perhitungan Kebutuhan Mesin GT non-duplikasi 5-15 5.16 Perhitungan Kebutuhan Mesin GT duplikasi 5-16
5.17 Perbandingan Jumlah Mesin 5-17
5.18 Frekuensi By Volume (Process) 5-18
5.19 Frekuensi By Weight (Process) 5-22
5.20 OMH By Process 5-25
xi Universitas Kristen Maranatha
Tabel Judul Halaman
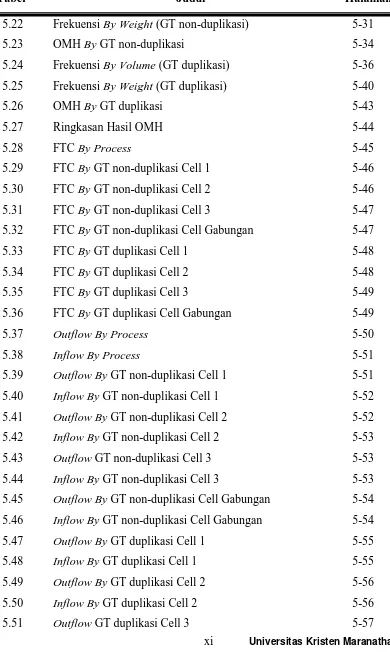
5.22 Frekuensi By Weight (GT non-duplikasi) 5-31
5.23 OMH By GT non-duplikasi 5-34
5.24 Frekuensi By Volume (GT duplikasi) 5-36
5.25 Frekuensi By Weight (GT duplikasi) 5-40
5.26 OMH By GT duplikasi 5-43
5.27 Ringkasan Hasil OMH 5-44
5.28 FTC By Process 5-45
5.29 FTC By GT non-duplikasi Cell 1 5-46
5.30 FTC By GT non-duplikasi Cell 2 5-46
5.31 FTC By GT non-duplikasi Cell 3 5-47
5.32 FTC By GT non-duplikasi Cell Gabungan 5-47
5.33 FTC By GT duplikasi Cell 1 5-48
5.34 FTC By GT duplikasi Cell 2 5-48
5.35 FTC By GT duplikasi Cell 3 5-49
5.36 FTC By GT duplikasi Cell Gabungan 5-49
5.37 Outflow By Process 5-50
5.38 Inflow By Process 5-51
5.39 Outflow By GT non-duplikasi Cell 1 5-51
5.40 Inflow By GT non-duplikasi Cell 1 5-52
5.41 Outflow By GT non-duplikasi Cell 2 5-52
5.42 Inflow By GT non-duplikasi Cell 2 5-53
5.43 Outflow GT non-duplikasi Cell 3 5-53
5.44 Inflow By GT non-duplikasi Cell 3 5-53
5.45 Outflow By GT non-duplikasi Cell Gabungan 5-54 5.46 Inflow By GT non-duplikasi Cell Gabungan 5-54
5.47 Outflow By GT duplikasi Cell 1 5-55
5.48 Inflow By GT duplikasi Cell 1 5-55
5.49 Outflow By GT duplikasi Cell 2 5-56
5.50 Inflow By GT duplikasi Cell 2 5-56
xii Universitas Kristen Maranatha
Tabel Judul Halaman
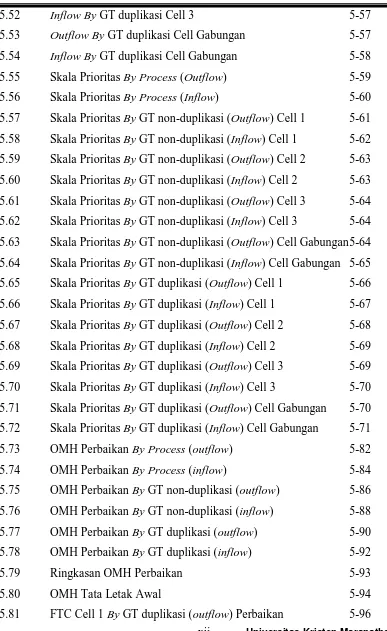
5.52 Inflow By GT duplikasi Cell 3 5-57
5.53 Outflow By GT duplikasi Cell Gabungan 5-57
5.54 Inflow By GT duplikasi Cell Gabungan 5-58
5.55 Skala Prioritas By Process (Outflow) 5-59
5.56 Skala Prioritas By Process (Inflow) 5-60
5.57 Skala Prioritas By GT non-duplikasi (Outflow) Cell 1 5-61 5.58 Skala Prioritas By GT non-duplikasi (Inflow) Cell 1 5-62 5.59 Skala Prioritas By GT non-duplikasi (Outflow) Cell 2 5-63 5.60 Skala Prioritas By GT non-duplikasi (Inflow) Cell 2 5-63 5.61 Skala Prioritas By GT non-duplikasi (Outflow) Cell 3 5-64 5.62 Skala Prioritas By GT non-duplikasi (Inflow) Cell 3 5-64 5.63 Skala Prioritas By GT non-duplikasi (Outflow) Cell Gabungan 5-64 5.64 Skala Prioritas By GT non-duplikasi (Inflow) Cell Gabungan 5-65 5.65 Skala Prioritas By GT duplikasi (Outflow) Cell 1 5-66 5.66 Skala Prioritas By GT duplikasi (Inflow) Cell 1 5-67 5.67 Skala Prioritas By GT duplikasi (Outflow) Cell 2 5-68 5.68 Skala Prioritas By GT duplikasi (Inflow) Cell 2 5-69 5.69 Skala Prioritas By GT duplikasi (Outflow) Cell 3 5-69 5.70 Skala Prioritas By GT duplikasi (Inflow) Cell 3 5-70 5.71 Skala Prioritas By GT duplikasi (Outflow) Cell Gabungan 5-70 5.72 Skala Prioritas By GT duplikasi (Inflow) Cell Gabungan 5-71
5.73 OMH Perbaikan By Process (outflow) 5-82
5.74 OMH Perbaikan By Process (inflow) 5-84
5.75 OMH Perbaikan By GT non-duplikasi (outflow) 5-86 5.76 OMH Perbaikan By GT non-duplikasi (inflow) 5-88 5.77 OMH Perbaikan By GT duplikasi (outflow) 5-90
5.78 OMH Perbaikan By GT duplikasi (inflow) 5-92
5.79 Ringkasan OMH Perbaikan 5-93
5.80 OMH Tata Letak Awal 5-94
xiii Universitas Kristen Maranatha
Tabel Judul Halaman
5.82 Outflow Cell 1 By GT duplikasi (outflow) Perbaikan 5-96 5.83 Inflow Cell 1 By GT duplikasi (outflow) Perbaikan 5-97 5.84 FTC Cell 2 By GT duplikasi (outflow) Perbaikan 5-97 5.85 Outflow Cell 2 By GT duplikasi (outflow) Perbaikan 5-98 5.86 Inflow Cell 2 By GT duplikasi (outflow) Perbaikan 5-98 5.87 FTC Cell 3 By GT duplikasi (outflow) Perbaikan 5-99 5.88 Outflow Cell 3 By GT duplikasi (outflow) Perbaikan 5-99 5.89 Inflow Cell 3 By GT duplikasi (outflow) Perbaikan 5-99 5.90 FTC Cell Gabungan By GT duplikasi (outflow) Perbaikan 5-100 5.91 FTC Cell Gabungan By GT duplikasi (outflow) Perbaikan 5-100 5.92 FTC Cell Gabungan By GT duplikasi (outflow) Perbaikan 5-101 5.93 Skala Prioritas Outflow Cell Gabungan By GT duplikasi
(outflow) Perbaikan 5-102
5.94 Skala Prioritas Inflow Cell Gabungan By GT duplikasi
(outflow) Perbaikan 5-102
5.95 Jarak pada Tata Letak Awal 5-105
5.96 Perbandingan Jumlah Mesin pada Tata Letak Awal dan
Usulan 5-106
xiv Universitas Kristen Maranatha
DAFTAR GAMBAR
Gambar Judul Halaman
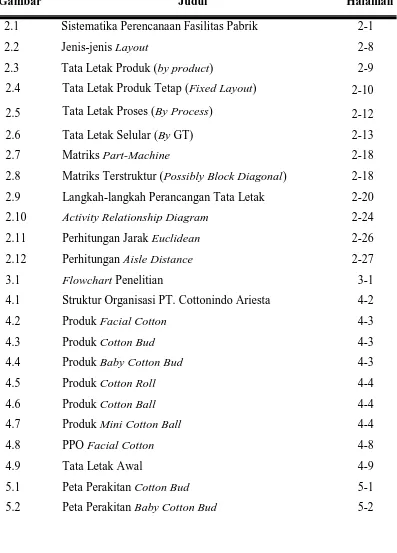
2.1 Sistematika Perencanaan Fasilitas Pabrik 2-1
2.2 Jenis-jenis Layout 2-8
2.3 Tata Letak Produk (by product) 2-9
2.4 Tata Letak Produk Tetap (Fixed Layout) 2-10
2.5 Tata Letak Proses (By Process) 2-12
2.6 Tata Letak Selular (By GT) 2-13
2.7 Matriks Part-Machine 2-18
2.8 Matriks Terstruktur (Possibly Block Diagonal) 2-18
2.9 Langkah-langkah Perancangan Tata Letak 2-20
2.10 Activity Relationship Diagram 2-24
2.11 Perhitungan Jarak Euclidean 2-26
2.12 Perhitungan Aisle Distance 2-27
3.1 Flowchart Penelitian 3-1
4.1 Struktur Organisasi PT. Cottonindo Ariesta 4-2
4.2 Produk Facial Cotton 4-3
4.3 Produk Cotton Bud 4-3
4.4 Produk Baby Cotton Bud 4-3
4.5 Produk Cotton Roll 4-4
4.6 Produk Cotton Ball 4-4
4.7 Produk Mini Cotton Ball 4-4
4.8 PPO Facial Cotton 4-8
4.9 Tata Letak Awal 4-9
5.1 Peta Perakitan Cotton Bud 5-1
xv Universitas Kristen Maranatha
Gambar Judul Halaman
5.3 ARD Awal (Outflow By Process) 5-72
5.4 ARD Awal (Inflow By Process) 5-73
5.5 ARD Awal (Outflow By GT non-duplikasi) Cell 1 5-74 5.6 ARD Awal (Outflow By GT non-duplikasi) Cell 2 5-75 5.7 ARD Awal (Outflow By GT non-duplikasi) Cell 3 5-75 5.8 ARD Awal (Outflow By GT non-duplikasi) Cell Gabungan 5-76 5.9 ARD Awal (Inflow By GT non-duplikasi) Cell 1 5-76 5.10 ARD Awal (Inflow By GT non-duplikasi) Cell 2 5-77 5.11 ARD Awal (Inflow By GT non-duplikasi) Cell 3 5-77 5.12 ARD Awal (Inflow By GT duplikasi) Cell Gabungan 5-78 5.13 ARD Awal (Outflow By GT duplikasi) Cell 1 5-78 5.14 ARD Awal (Outflow By GT duplikasi) Cell 2 5-79 5.15 ARD Awal (Outflow By GT duplikasi) Cell 3 5-79 5.16 ARD Awal (Outflow By GT duplikasi) Cell Gabungan 5-79 5.17 ARD Awal (Inflow By GT duplikasi) Cell 1 5-80 5.18 ARD Awal (Inflow By GT duplikasi) Cell 2 5-80 5.19 ARD Awal (Inflow By GT duplikasi) Cell 3 5-80 5.20 ARD Awal (Inflow By GT duplikasi) Cell Gabungan 5-81
5.21 ARD Perbaikan Terpilih 5-103
xvi Universitas Kristen Maranatha
DAFTAR LAMPIRAN
Lampiran Judul Halaman
A Peta Proses Operasi (PPO) LA-1
Lampiran A
LA-1
LAMPIRAN A
Lampiran A
LA-2
No produk : 1 Dipetakan Oleh : Yovina K
PETA PROSES OPERASI
RINGKASAN
Opening & Mixing (Manual)
Streamlining (Blowing Carding)
Penggulungan (Loose Cotton Dryer Silas)
OPERASI
PEMERIKSAAN
Nama Produk : Facial Cotton Tanggal dipetakan : 3 Oktober 2010
O-3
O-4
Pembasahan dan pelipatan kapas (Mesin Lipat) (mesin press untuk plastik) O-11
O-7 Pengeringan dan Pelurusan
(Cylinder Dryer) 660"
O-12 Packing dirapikan (mesin potong untuk plastik) 900"
Lampiran A
LA-3
No produk : 2 Dipetakan Oleh : Yovina K
PETA PROSES OPERASI
RINGKASAN
WAKTU (DETIK) Inspection
(meja inspeksi)
O-7 Cetak + Cutting (Cotton Filter) (Mesin Ayak Stick Cotton Bud)
O-3 (Centrifius Drying)Drying
plastik / tabung
Packing
O-5 Drying 2 (Loose Cotton Dryer) 1020"
Lampiran A
LA-4
No produk : 3 Dipetakan Oleh : Yovina K
PETA PROSES OPERASI
Nama Produk : Baby Cotton Bud Tanggal dipetakan : 3 Oktober 2010
RINGKASAN
WAKTU (DETIK) Inspection
(meja inspeksi) (Baby Cotton Bud) Pemutihan
O-7 Cetak + Cutting (Cotton Filter) (Mesin Ayak Stick Cotton Bud)
O-3 (Centrifius Drying)Drying
plastik / tabung
Packing (Shrink)
O-11
plastik kemasankode produk
900"
O-5 Drying 2 (Loose Cotton Dryer) 1020"
Lampiran A
LA-5
No produk : 4 Dipetakan Oleh : Yovina K
PETA PROSES OPERASI
RINGKASAN
O-3 (Centrifius Drying)Drying
Packing (mesin press untuk plastik)
O-10
Lampiran A
LA-6
No produk : 5 Dipetakan Oleh : Yovina K
PETA PROSES OPERASI
RINGKASAN (mesin Press untuk barang) Pemutihan
(Dyeing)
plastik zat kimia
O-3 (Centrifius Drying)Drying
600"
Lampiran A
LA-7
No produk : 6 Dipetakan Oleh : Yovina K
PETA PROSES OPERASI
RINGKASAN
Nama Produk : Cotton Ball Tanggal dipetakan : 3 Oktober 2010
Silver
O-3 (Centrifius Drying)Drying
Packing (mesin press untuk plastik)
O-10
Lampiran A
LA-8
No produk : 7 Dipetakan Oleh : Yovina K
PETA PROSES OPERASI
RINGKASAN
Nama Produk : Mini Cotton Ball Tanggal dipetakan : 3 Oktober 2010
8.440"
O-3 (Centrifius Drying)Drying
Packing (mesin press untuk plastik)
O-10
O-5 Drying 2 (Loose Cotton Dryer) 1020"
O-9 Ditimbang
(Timbangan) 900"
Lampiran B
LB-1
LAMPIRAN B
PETA PROSES PRODUK DARAB
Lampiran B
Lampiran C
LC-1
LAMPIRAN C
Lampiran C
LC-2
Metode Rank Order Clustering (ROC) o Matriks awal
1 2 3 4 5 6 7 8
o Langkah-langkah ROC o Langkah Pertama
Lampiran C
LC-3 o Langkah Kedua
8 6 7 5 4 3 2 1
20 524288 1
6 1048576 1 1
8 2097152 1
17 4194304 1
6291456 1079327 1079327 555015 292895 194567 129031 2047 langkah 2
part (p)
machine (m)
o Langkah Ketiga
Lampiran C
LC-4 o Matriks akhir
6 7 5 4 3 2 1 8
11 131072 1
15 262144 1
18 524288 1
19 1048576 1
8 2097152 1
17 4194304 1
machine (m)
part (p)
Grouping Efficiency
Lampiran C
LC-5
Grouping Efficacy
o = 64
o = jumlah angka 1 dalam matriks
e = jumlah exceptional elements dalam solusi v = jumlah voids dalam solusi
M = jumlah mesin P = jumlah part
= grouping efficiency
Metode Cluster Identification Algorithm (CIA) o Matriks awal
Lampiran C
LC-6 o Langkah-langkah CIA o Langkah Pertama
Lampiran C
LC-7 o Langkah Ketiga
o Langkah Keempat
o Matriks Akhir
PF - 2
1 2 3 4 5 6 7 8
5 1 1 1 1 1 1 1
13 1 1 1 1 1 1 1
16 1 1 1 1 1 1 1
2 1 1 1 1 1 1
4 1 1 1 1 1 1
12 1 1 1 1 1 1
14 1 1 1 1 1 1
3 1
10 1 11 1 15 1 18 1 19 1
21 1 1 1 1
23 1 1 1 1
21 1 1
7 1
1 1
22 1 1
9 1
20 1
8 1
17 1
MC - 1
MC - 2
Lampiran C
LC-8
Grouping Efficiency
o = 69
Grouping Efficacy
o = 69
o = jumlah angka 1 dalam matriks
e = jumlah exceptional elements dalam solusi v = jumlah voids dalam solusi
M = jumlah mesin P = jumlah part
Lampiran C
LC-9
Metode Direct Clustering Algorithm (DCA) o Matriks awal
1 2 3 4 5 6 7 8
o Langkah-langkah DCA o Langkah Pertama
Lampiran C
LC-10 o Langkah Kedua
Lampiran C
LC-11 o Langkah Ketiga
Columns
o Matriks Akhir
Lampiran C
LC-12
Grouping Efficiency
o = 64
Grouping Efficacy
o = 64
o = jumlah angka 1 dalam matriks
e = jumlah exceptional elements dalam solusi v = jumlah voids dalam solusi
M = jumlah mesin P = jumlah part
1 – 1 Universitas Kristen Maranatha
BAB 1
PENDAHULUAN
1.1Latar Belakang Masalah
Salah satu hal yang perlu diperhatikan dalam perancangan tata letak pabrik adalah bagaimana cara menentukan letak mesin-mesin yang ada dan digunakan dalam proses produksi suatu produk. Letak mesin-mesin perlu diatur sedemikian rupa sehingga mampu meminimasi ongkos penanganan material. Oleh sebab itu, dalam proses peletakan mesin-mesin perlu diketahui seberapa erat hubungan antar mesin. Ongkos material handling merupakan salah satu komponen dari biaya produksi. Penempatan mesin yang kurang tepat dapat mengakibatkan jarak perpindahan material yang tinggi sehingga ongkos material handling menjadi tinggi. Oleh sebab itu diperlukan untuk menghitung ongkos material handling untuk mengetahui biaya yang dibutuhkan dalam melakukan perpindahan material antar mesin, sehingga secara langsung dapat menekan biaya perpindahan material, yang dapat meminimasi biaya produksi secara keseluruhan.
Bab 1 Pendahuluan 1 - 2
Laporan Tugas Akhir Universitas Kristen Maranatha
Salah satu penelitian yang dilakukan adalah perubahan pada tata letak mesin agar dapat memfasilitasi proses manufaktur berbagai macam jenis produk tersebut. Penelitian ini diharapkan dapat membantu PT. Cottonindo Ariesta agar tata letak pabriknya menjadi lebih baik, ongkos material handling semakin kecil, proses produksi yang semakin optimal, dan mengusulkan metode yang baik untuk kasus tata letak mesin di PT. Cottonindo Ariesta.
1.2Identifikasi Masalah
Tata letak mesin saat ini, terdapat beberapa proses yang susunan tata letak mesinnya tidak sesuai dengan proses operasi atau jarak yang terlalu jauh, contohnya jarak antara mesin Belt Press dengan mesin Dyeing dan dari mesin Carding ke mesin Press untuk barang. Tata letak mesin yang belum tepat dapat mempengaruhi hal-hal yang berkaitan dengan proses produksi, seperti contohnya ongkos material handling yang besar, jarak antar stasiun kerja yang jauh, dan lain-lain.
1.3Pembatasan Masalah
Pembatasan masalah dilakukan agar lingkup pembahasan masalah menjadi lebih spesifik dan tidak terlalu luas. Pembatasannya adalah sebagai berikut: 1. Layout yang diamati adalah layout fabrikasi.
2. Layout yang diteliti berdasarkan Distance Based Objective yaitu minimasi ongkos material handling.
1.4Asumsi
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
Bab 1 Pendahuluan 1 - 3
Laporan Tugas Akhir Universitas Kristen Maranatha 1.5Perumusan Masalah
Masalah-masalah yang akan dibahas dirumuskan dalam poin-poin berikut ini:
1. Bagaimana tata letak mesin pada pabrik saat ini?
2. Bagaimana usulan tata letak yang baru bagi perusahaan?
3. Apa kelebihan tata letak usulan dibandingkan dengan tata letak saat ini?
1.6Tujuan Penelitian
Tujuan dari penelitian ini adalah sebagai berikut: 1. Mengetahui tata letak mesin pada pabrik saat ini.
2. Memberikan usulan tata letak yang baru bagi perusahaan.
3. Menjelaskan kelebihan tata letak usulan dibandingkan tata letak saat ini.
1.7Sistematika Penulisan
BAB 1 PENDAHULUAN
Berisi latar belakang masalah, identifikasi masalah, pembatasan masalah, perumusan masalah, tujuan penelitian, dan sistematika penulisan.
BAB 2 TINJAUAN PUSTAKA
Berisi teori – teori dan konsep yang digunakan untuk memecahkan masalah yang telah dirumuskan.
BAB 3 METODOLOGI PENELITIAN
Berisi flowchart dari sistematika penelitian yang dilakukan mulai dari awal hingga penelitian selesai.
BAB 4 PENGUMPULAN DATA
Bab 1 Pendahuluan 1 - 4
Laporan Tugas Akhir Universitas Kristen Maranatha
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Berisi pengolahan data dengan menggunakan perbandingan antara tata letak by GT (Group Technology) dan by Process dan analisis dari hasil pengolahan yang telah didapat.
BAB 6 KESIMPULAN DAN SARAN
6 - 1 Universitas Kristen Maranatha
BAB 6
KESIMPULAN DAN SARAN
6.1Kesimpulan
Berdasarkan pengolahan data dan analisis yang telah dilakukan dalam Bab 5, maka penulis menarik beberapa kesimpulan yaitu:
1. Tata letak produksi yang dimiliki perusahaan saat ini penempatan mesin dilakukan berdasarkan ukuran mesin. Dari segi jarak perpindahan material, didapatkan jarak perpindahan yang jauh sehingga mengakibatkan ongkos material handling menjadi lebih mahal dan waktu perpindahan dari satu mesin ke mesin lainnya menjadi lama.
2. Hasil dari perhitungan jumlah mesin menunjukkan bahwa jumlah mesin pada tata letak usulan sama dengan jumlah mesin pada tata letak awal. Hal ini menunjukkan bahwa jumlah mesin yang ada sekarang sudah cocok dengan kebutuhan produksi, namun dalam penataannya masih perlu diatur agar diperoleh ongkos material handling yang lebih rendah. Berdasarkan perhitungan yang telah dilakukan, metode yang terpilih berdasarkan tata letak by GT duplikasi karena menghasilkan nilai ongkos material handling terkecil dibandingkan dengan metode tata letak by process ataupun tata letak by GT non-duplikasi.
3. Kelebihan tata letak usulan yang diusulkan oleh penulis dijabarkan dalam poin-poin berikut:
Berdasarkan penghitungan penghematan jarak perpindahan maka didapatkan penghematan jarak perpindahan material handling sebesar 15,006 m/minggu atau sebesar 15,006% per minggu.
Bab 6 Kesimpulan dan Saran 6 - 2
Laporan Tugas Akhir Universitas Kristen Maranatha
Hasil yang didapatkan untuk penghematan ongkos material handling tidak terlalu besar karena salah satu alasan dalam penelitian ini adalah perusahaan ingin mengetahui metode yang baik untuk dilakukan di PT. Cottonindo Ariesta, karena pada saat ini tata letak mesin hanya berdasarkan ukuran mesin yang kemudian disesuaikan dengan luas dari ruangan yang ada.
6.2Saran
Berdasarkan hasil pengolahan data dan analisis serta kesimpulan yang telah dibuat oleh penulis untuk membuat tata letak usulan dengan menggunakan Metode By GT duplikasi, maka penulis memberikan saran baik untuk pihak perusahaan maupun untuk penelitian selanjutnya, yaitu sebagai berikut:
1. Dalam mengubah tata letak awal menjadi tata letak usulan, perusahaan sebaiknya mengambil waktu pada hari libur panjang, sehingga tidak mengganggu proses produksi harian perusahaan.
Universitas Kristen Maranatha
DAFTAR PUSTAKA
1. Apple, James M. 1990. Tata Letak Pabrik dan Pemindahan Bahan. Bandung: ITB.
2. Francis, McGinnis, White. 1992. Facility Layout and Location An Analytical Approach. New Jersey: Prentice Hall, Inc.
3. Heragu, Sunderesh. 1997. Facilities Design. Boston: PWS Publishing Company.
4. Kusiak, A., 1991, Computational Intelegent In Design and Manufacturin. New Jersey: Prentice Hall International.
5. Meyers, F.E. 1993. Plant Layout and Material Handling. New Jersey: Prentice Hall International.
6. Purnomo, Hari. 2008. Perencanaan & Perancangan Fasilitas. Yogyakarta: Graha Ilmu.