1 SKRIPSI
Oleh
TRI MAIYUNI HELIA NPM : 1410024425050
TEKNIK INDUSTRI
YAYASAN MUHAMMAD YAMIN
SEKOLAH TINGGI TEKNOLOGI INDUSTRI (STTIND) PADANG
2018
ANALISIS KEHILANGAN MINYAK (OIL LOSSES) PADA PROSES PENGOLAHAN CPO (CRUDE PALM OIL) DENGAN METODE
SPC (STATISTICAL PROCES CONTROL)
(Studi Kasus di PT. Pabrik Nusantara (PTPN) 6 Solok Selatan)
Nama : Tri Maiyuni Helia NPM : 1410024425050 Pembimbing I : Tri Ernita, ST, MP Pembimbing II : Ir. Gamindra Jauhari, MP
ABSTRAK
Pada setiap perusahaan manufaktur maupun jasa memiliki ketentuan masing-masing dalam menjalankan perusahaannya. Begitu juga dengan PTPN VI Solok Selatan, perusahaan ini di kelola oleh negara (BUMN) yang menghasilkan dua jenis produk yaitu Crude Palm Oil (CPO) dan Karnel (inti). Dalam proses produksinya, pabrik kelapa sawit PTPN 6 Solok Selatan berupaya mengoptimalkan hasil rendemen serta memperbaiki mutu produk. Dengan demikian pabrik kelapa sawit Solok Selatan pastinya mengupayakan agar kehilangan minyak (oil losses) terjadi seminimal mungkin. Pengendalian kualitas secara statistik dilakukan menggunakan alat bantu statistik yang terdapat pada statistical proces control (SPC). Statistical Process Control (SPC) merupakan metode pengambilan keputusan secara analisis yang memperlihatkan suatu proses berjalan dengan baik atau tidak (Zagloel & Nurcahyo, 2013). Statistical Process Control (SPC) digunakan untuk memantau konsistensi proses yang digunakan untuk pembuatan produk yang dirancang dengan tujuan mendapatkan proses yang terkendali. Perbandingan oil losses terhadap kondisi normal yang melebihi standar pada periode Juli sampai desember 2017 yaitu tankos sebesar 0,77%, press sebesar 0,12%, nut sebesar 0,02% dan fat fit sebesar 0,08%. Dari keempat pengukuran terdapat satu pengukuran yang berada di luar batas kendali yaitu pada nut, yang mengakibatkan oil losses ada empat faktor yang mempengaruhi yaitu faktor SDM, Mesin, Material dan Metode.
Kata kunci : SPC (Statistical Proces Control), oil losses,
OIL LOSSES ANALYSIS ON PROCESSING CRUDE PALM OIL WITH SPC (STATISTICAL PROCES CONTROL) METHOD
(Case Study atPT. Pabrik Nusantara (PTPN) 6 Solok Selatan)
Name : Tri Maiyuni Helia NPM : 1410024425050 Supervisor : Tri Ernita, ST, MP Co-Supervisor : Ir. Gamindra Jauhari, MP
ABSTRACT
In every manufacturing and service companies have their own provisions in running the company. Likewise with PTPN VI Solok Selatan, this company is managed by the state (SOE/ STATE-OWNED ENTERPRISES) which produces two types of products namely Crude Palm Oil (CPO) and Karnel (core). In its production process, the PTPN 6 Solok Selatan palm oil mill attempts to optimize the yield and improve product quality. Thus the South Solok oil palm plant is certainly trying to lose oil (oil losses) occur to a minimum. Quality control is statistically performed using statistical tools contained in statistical proces control (SPC). Statistical Process Control (SPC) is an analytical decision-making method that shows a process running well or not (Zagloel & Nurcahyo, 2013).
Statistical Process Control (SPC) is used to monitor the consistency of processes used for the manufacture of designed products with the aim of obtaining controlled processes. Comparison of oil losses against normal conditions that exceeded the standard in the period July to December 2017, tankos of 0.77%, press 0.12%, nut by 0.02% and fat fit of 0.08%. Of the four measurements there is one measurement that is beyond the control limits that is on the nut, which resulted in oil losses there are four factors that influence the factors of HR, Machinery, Materials and Methods.
Key Word : SPC (Statistical Proces Control), oil losses.
DAFTAR ISI
LEMBAR PENGESAHAN ABSTRAK
KATA PENGANTAR... i
DAFTAR ISI ... iii
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Identifikasi Masalah ... 4
1.3 Batasan Masalah ... 4
1.4 Rumusan Masalah ... 5
1.5 Tujuan Penelitian ... 5
1.6 Manfaat Penelitian ... 6
BAB II TINJAUAN PUSTAKA 2.1 Landasan Teori ... 7
2.1.1 Kelapa Sawit ... 7
2.1.2 Ciri-ciri Fisiologi Kelapa Sawit ... 10
2.1.3 Buah Kelapa Sawit... 12
2.1.4 Manfaat dan Keunggulan ... 14
2.1.5 Crude Palm Oil (CPO) ... 16
2.1.6 Defenisi Kualitas ... 18
2.1.7 Statistical Proses Control ... 18
2.1.8 Seven tools ... 20
2.2 Kerangka Konseptual ... 32
BAB III METODOLOGI PENELITIAN
3.1 Jenis Penelitian ... 34
3.2 Tempat dan Waktu Penelitian ... 34
3.3 Variabel Penelitian ... 35
3.4 Jenis Data dan Sumber Data ... 35
3.4.1 Jenis Data ... 35
3.4.2 Sumber Data ... 35
3.5 Teknik Pengolahan dan Analisa Data ... 36
3.5.1 Perbandingan rata-rata oil losses ... 36
3.5.2 Mengetahui oil losses dengan peta kendali ... 37
3.5.3 Faktor-faktor penyebab oil losses ... 38
3.6 Kerangka Metodologi Penelitian ... 39
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data ... 41
4.1.1 Data losses ... 41
4.2 Pengolahan Data ... 48
4.2.1 Data perbandingan rata-rata Oil losses ... 48
4.2.2 Data oil losses pada periode Juli-Desember 2017 . 57 4.2.3 faktor-faktor penyebab oil losses ... 67
BAB V ANALISIS HASIL PENGOLAHAN DATA 5.1 Analisis perbandingan rata-rata oil losses ... 71
5.2 Analisis oil losses menggunakan peta kendali ... 71
5.3 Analisis faktor-faktor penyebab oil losses ... 72
BAB VI PENUTUP
6.1 Kesimpulan ... 75 6.2 Saran ... 66 DAFTAR KEPUSTAKAAN
LEMBAR KONSULTASI
DAFTAR GAMBAR
Gambar 2.1 Pohon Industri ... 15
Gambar 2.2 Produksi Sawit Dunia ... 17
Gambar 2.3 Check Sheet ... 20
Gambar 2.4 Scatter Diagram ... 22
Gambar 2.5 Fishbone Diagram... 25
Gambar 2.6 Pareto Chart ... 25
Gambar 2.7 Flow Chart ... 27
Gambar 2.8 Histogram ... 29
Gambar 2.9 Control Chart ... 31
Gambar 2.10 Kerangka Konseptual ... 32
Gambar 3.1 Kerangka Metodologi ... 40
Gambar 4.1 Diagram perbandingan rata-rata oil losses ... 51
Gambar 4.2 Grafik dari pengolahan data tandan kosong ... 55
Gambar 4.3 Grafik dari pengolahan data oil losses press ... 59
Gambar 4.4 Grafik dari data nut ... 63
Gambar 4.5 Grafik dari data fat fit ... 67
Gambar 4.6 Diagram sebab akibat ... 68
DAFTAR TABEL
Tabel 1.1 Rendemen MS periode 2016 ... 2
Tabel 2.1 Urutan dari Turunan Kelapa Sawit ... 10
Tabel 4.1 Losses MS periode Juli 2017 ... 41
Tabel 4.2 Losses MS periode Agustus 2017 ... 42
Tabel 4.3 Losses MS periode September 2017 ... 43
Tabel 4.4 Losses MS periode Oktober 2017 ... 44
Tabel 4.5 Losses MS periode November 2017 ... 45
Tabel 4.6 Losses MS periode Desember 2017 ... 47
Tabel 4.7 Batas normal kehilangan minyak ... 48
Tabel 4.8 Data keseluruhan oil losses ... 48
Tabel 4.9 Proses pengolahan data tandan kosong ... 52
Tabel 4.10 Proses pengolahan data pres ... 56
Tabel 4.11 Proses pengolahan data nut ... 60
Tabel 4.12 Proses pengolahan data Fat Fit... 64
BAB I PENDAHULUAN 1.1 Latar Belakang
Pada setiap perusahaan manufaktur maupun jasa memiliki ketentuan masing-masing dalam menjalankan perusahaannya. Begitu juga dengan PTPN VI Solok Selatan, perusahaan ini di kelola oleh negara (BUMN) yang menghasilkan dua jenis produk yaitu Crude Palm Oil (CPO) dan Karnel (inti), perusahaan ini juga memiliki ketentuan-ketentuan dalam proses operasi, dan merupakan pabrik yang mengelola kelapa sawit dengan metode dan aturan tertentu, sehingga dapat menghasilkan CPO. Dalam setiap proses pengolahan, perusahaan selalu mengutamakan kualitas dan selalu mengoptimalkan jumlah rendemen CPO dan PKO. Salah satu sistem manajemen yang diterapkan untuk medapatkan jumlah rendemen optimal adalah menekan terjadinya kehilangan minyak (oil losses) pada saat terjadinya proses produksi. Pabrik kelapa sawit (PKS) harus selalu memastikan bahwa selama proses berlangsung berada dalam standar atau ketentuan yang berlaku.
Pengendalian kualitas secara statistik dilakukan menggunakan alat bantu statistik yang terdapat pada statistical proces control (SPC). Statistical Process Control (SPC) merupakan metode pengambilan keputusan secara analisis yang memperlihatkan suatu proses berjalan dengan baik atau tidak (Zagloel &
Nurcahyo, 2013). Statistical Process Control (SPC) digunakan untuk memantau konsistensi proses yang digunakan untuk pembuatan produk yang dirancang dengan tujuan mendapatkan proses yang terkendali.
Dalam proses produksinya, pabrik kelapa sawit PTPN 6 Solok Selatan berupaya mengoptimalkan hasil rendemen serta memperbaiki mutu produk.
Dengan demikian pabrik kelapa sawit Solok Selatan pastinya mengupayakan agar kehilangan minyak (oil losses) terjadi seminimal mungkin. Kehilangan minyak biasanya terdapat di beberapa titik stasiun-stasiun kerja yang ada di lantai produksi. PKS PTPN 6 Solok Selatan memiliki norma losses minyak sawit sebesar 1,77 %, dengan rincian Tandan kosong 0,20%, Press 0,64%, Nut 0,08%, Fat fit 0,42%, dan Losses inti sawit 0,57% dengan rincian Fibercyclone 0,20%.
Light Tenera Dust Separating 0.07%, Hidrocyclone 0.30%.
Berdasarkan ketentuan perusahaan di atas, maka oil losses harus berada di dalam kendali, sehingga rendemen meningkat. Pada saat ini rendemen yang didapat belum mencapai target produksi yaitu minyak sawit (MS) sebesar 21.81.
Berdasarkan data di atas apabila rendemen tidak mencapai target maka oil losses nya meningkat. Dilihat dari tabel jumlah rendemen minyak sawit di bawah ini, dapat dikatakan rendemen belum mencapai target yang sudah ditentukan.
Tabel 1.1
Rendemen MS periode 2016
BULAN REND MS ( % )
INTI P3 JML
Januari 20,71 18,39 20,24 Februari 21,50 19,04 21,02
Maret 21,51 18,86 20,86
April 21,11 18,42 20,73
Mei 21,48 18,64 20,86
Juni 21,15 18,19 20,37
Juli 20,50 18,01 19,79
Sumber : PTPN 6 2016
LanjutanTabel 1.1 Rendemen MS periode 2016
BULAN REND MS ( % )
INTI P3 JML
Agustus 19,79 17,67 19,55 September 20,76 18,04 20,52 Oktober 22,15 18,27 21,16 November 21,86 18,15 20,87
Desember 20,13 - 20,13
Total 252,67 201,69 454,35
Sumber : PTPN 6 2016
Dari total di atas didapatkan rata-rata dari rendemen MS sebesar 21,06 dan pihak ketiga (P3) sebesar 18,34, di bandingkan dengan normal perusahaan belum mencapai target perusahaan yaitu sebesar 21,81.
Dari data di atas maka PTPN 6 Solok Selatan masih terdapat oil losses yang berada di luar batas kendali sesuai dengan wawancara dengan bagian produksi, oil losses yang terdapat pada pabrik kelapa sawit (PKS) Solok Selatan ini berada pada beberapa titik dalam proses pengolahan, dan juga faktor-faktor dari penyebab oil losses ini pada saat pengolahan belum diketahui secara menyeluruh sehingga masih terdapat oil losses pada saat dilakukan pengolahan.
Dengan adanya faktor-faktor tersebut maka penulis akan mengkaji tentang losses minyak sawit dan dari itu penulis tertarik dengan mengambil judul “Analisis Kehilangan Minyak (Oil Losses) pada Proses Pengolahan CPO dengan Metode Statistical Proces control (SPC)”.
1.2 Identifikasi Masalah
Berdasarkan latar belakang diatas maka dapat diidentifikasi masalah sebagai berikut :
1. Kehilangan minyak (oil losses) yang tinggi di buktikan dengan rendemen PTPN yang belum mencapai target.
2. Adanya oil losses yang di atas normal perusahaan sehingga dapat menurunkan rendemen.
3. Oil losses yang tinggi dapat mengganggu mutu crude palm oil (CPO) 4. Dengan adanya nilai rendemen yang tidak mencapai target normal
perusahaan akan dapat mempengaruhi pendapatan perusahaan.
5. Faktor-faktor penyebab terjadinya oil losses belum diketahui secara menyeluruh.
1.3 Batasan Masalah
Pada dasarnya pembatasan masalah diperlukan untuk dapat melihat permasalahan dengan lebih fokus tanpa keluar ataupun menyimpang dari kerangka berfikir dalam masalah tersebut. Maka berdasarkan identifikasi masalah tersebut penulis membatasi masalahnya :
1. Kehilangan minyak (oil losses) pada periode Juli sampai dengan Desember 2017.
2. Faktor-faktor penyebab oil losses yang melebihi norma perusahaan.
1.4 Rumusan Masalah
Berdasarkan latar belakang dan batasan masalah maka dapat dirumuskan permasalahan yang akan dibahas adalah :
1. Berapakah Perbandingan rata-rata oil losses terhadap kondisi normal perusahaan dan berapakah oil losses yang melebihi standar perusahaan pada periode Juli sampai Desember 2017
2. Apakah oil losses pada periode Juli sampai Desember 2017 berada di dalam batas kendali perusahaan ?
3. Apakah faktor-faktor penyebab oil losses pada saat pengolahan CPO ? 1.5 Tujuan Penelitian
Adapun tujuan penelitian yang penulis lakukan adalah untuk :
1. Mengetahui Perbandingan rata-rata oil losses terhadap kondisi normal perusahaan dan berapakah oil losses yang melebihi standar perusahaan pada periode Juli sampai Desember 2017
2. Untuk mengetahui batas kendali oil losses pada periode Juli sampai Desember 2017.
3. Untuk mengetahui faktor-faktor penyebab terjadinya oil losses sehingga rendemen dapat ditingkatkan.
1.6 Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah : 1. Bagi penulis
Bisa menggunakan ilmu yang didapat di bangku perkuliahan serta menerapkannya di lapangan dengan hasil pengamatan dan analisa yang akurat.
2. Bagi perusahaan
Sebagai bahan pertimbangan, usulan dan informasi yang dapat mempermudah perusahaan dalam pengendalian oil losses.
3. Bagi lembaga
Semoga penelitian ini dapat menjadi pedoman para junior STTIND Padang dan menambah karya tulis yang dihasilkan oleh mahasiswa yang nanti akan menambah judul skripsi yang ada di perpustakaan STTIND Padang.
BAB II
LANDASAN TEORI 2.1 Landasan Teori
Pada bab ini dijelaskan mengenai teori yang berhubungan dengan penelitian yang akan dilakukan, diantaranya kelapa sawit, losses, CPO, metode SPC dan lain-lain.
2.1.1 Kelapa sawit
Tanaman kelapa sawit (Elaeis guineensis) berasal dari Afrika Barat, merupakan tanaman penghasil utama minyak nabati yang mempunyai produktivitas lebih tinggi dibandingkan tanaman penghasil minyak nabati lainnya. Kelapa sawit pertama kali diperkenalkan di Indonesia oleh pemerintah Belanda pada tahun 1848. Saat itu ada 4 batang bibit kelapa sawit yang ditanam di Kebun Raya Bogor (Botanical Garden) Bogor, dua berasal dari Bourbon (Mauritius) dan dua lainnya dari Hortus Botanicus, Amsterdam (Belanda).
Awalnya tanaman kelapa sawit dibudidayakan sebagai tanaman hias, sedangkan pembudidayaan tanaman untuk tujuan komersial baru dimulai pada tahun 1911.
Perintis usaha perkebunan kelapa sawit di Indonesia adalah Adrien Hallet (Orang Belgia), kemudian budidaya yang dilakukannya diikuti oleh K.Schadt yang menandai lahirnya perkebunan kelapa sawit di Indonesia mulai berkembang. Perkebunan kelapa sawit pertama berlokasi di Pantai Timur Sumatera (Deli) dan Aceh. Luas areal perkebunan mencapai 5.123 Ha. Pada masa pendudukan Belanda, perkebunan kelapa sawit maju pesat sampai bisa menggeser dominasi ekspor Negara Afrika waktu itu. Memasuki masa
pendudukan Jepang, perkembangan kelapa sawit mengalami kemunduran. Lahan perkebunan mengalami penyusutan sebesar 16% dari total luas lahan yang ada sehingga produksi minyak sawitpun di Indonesia hanya mencapai 56.000 ton pada tahun 1948 / 1949, pada hal pada tahun 1940 Indonesia mengekspor 250.000 ton minyak sawit.
Pada tahun 1957, setelah Belanda dan Jepang meninggalkan Indonesia, pemerintah mengambil alih perkebunan (dengan alasan politik dan keamanan).
Untuk mengamankan jalannya produksi, pemerintah meletakkan perwira militer di setiap jenjang manejemen perkebunan. Pemerintah juga membentuk BUMIL (Buruh Militer) yang merupakan kerja sama antara buruh perkebunan dan militer.
Perubahan manejemen dalam perkebunan dan kondisi social politik serta keamanan dalam negeri yang tidak kondusif, menyebabkan produksi kelapa sawit menurun dan posisi Indonesia sebagai pemasok minyak sawit dunia terbesar tergeser oleh Malaysia.
Pada masa pemerintahan Orde Baru, pembangunan perkebunan diarahkan dalam rangka menciptakan kesempatan keja, meningkatkan kesejahteraan masyarakat dan sektor penghasil devisa Negara. Pemerintah terus mendorong pembukaan lahan baru untuk perkebunan. Sampai pada tahun 1980, luas lahan mencapai 294.560 Ha dengan produksi CPO (Crude Palm Oil) sebesar 721.172 ton. Sejak itu lahan perkebunan kelapa sawit Indonesia berkembang pesat terutama perkebunan rakyat. Hal ini didukung oleh kebijakan Pemerintah yang melaksanakan program Perusahaan Inti Rakyat Perkebunan (PIR–BUN). Luas areal tanaman kelapa sawit terus berkembang dengan pesat di Indonesia. Hal ini
menunjukkan meningkatnya permintaan akan produk olahannya. Ekspor minyak sawit (CPO) Indonesia antara lain ke Belanda, India, Cina, Malaysia dan Jerman, sedangkan untuk produk minyak inti sawit (PKO) lebih banyak diekspor ke Belanda, Amerika Serikat dan Brasil.
Tanaman kelapa sawit merupakan jenis tanaman yang membutuhkan penyinaran yang normal dimana lama penyinaran matahari yang baik untuk kelapa sawit antara 5-7 jam/hari. Oleh karena kebutuhan cahaya ini maka jarak tanam kelapa sawit harus dibuat dengan ukuran 9m x 9m x 9m sehingga semua tanaman akan mendapatkan cahaya yang cukup untuk menghindari etiolasi.
Kelapa sawit memerlukan curah hujan yang sangat tinggi yaitu 1.500 – 4.000 mm pertahun, sehingga kelapa sawit akan berbuah lebih banyak di daerah dengan curah hujan yang tinggi. Dari hasil beberapa penelitian hal ini terbukti dimana jumlah pelepah yang dihasilkan tanaman kelapa sawit yang ditanam di Papua lebih banyak dibandingkan dengan yang di tanam di daerah Sumatera. Di Papua kelapa sawit dapat menghasilkan 28–30 pelepah pertahun sedangkan di Sumatera hanya menghasilkan 26-28 pelepah setiap tahunnya.
Temperatur optimal untuk pertumbuhan kelapa sawit 24-28°C. Jadi ketinggian tempat yang ideal untuk kelapa sawit antara 1-500 mdpl (di atas permukaan laut). Kelembaban optimum yang ideal untuk tanaman kelapa sawit sekitar 80-90% dan kecepatan angin 5-6 km/jam untuk membantu proses penyerbukan. Kelapa sawit dapat tumbuh pada jenis tanah Podzolik, Latosol, Hidromorfik Kelabu, Alluvial atau Regosol, tanah gambut saprik, dataran pantai dan muara sungai. Produksi kelapa sawit lebih tinggi jika ditanam di daerah
bertanah Podzolik jika dibandingkan dengan tanah berpasir dan gambut. Di Jawa kelapa sawit tumbuh kurang optimal dikarenakan jenis tanah yang kurang sesuai dengan jenis tanah untuk pertumbuhan kelapa sawit.
Kelapa sawit yang banyak dibudidayakan di Indonesia ada dua macam, yaitu E.guineensis dan E.oleifera. Jenis E.guineensis adalah jenis kelapa sawit yang banyak dibudidayakan di Indonesia. Pada dasarnya, kedua jenis tanaman ini memiliki keunggulan masing-masing. Jenis E.guineensis memiliki keunggulan produksi yang tinggi, sedangkan jenis E.oleifera, memiliki keunggulan pada ukuran atau tinggi pokok tanaman yang lebih rendah. Menurut Anonymous dari artikel (Millenia Clau, 2017).
Tabel 2.1
Urutan dari turunan Kelapa Sawit Turunan Jenis
Kingdom: Tumbuhan Divisi: Magnoliophyta Kelas: Liliopsida Ordo: Arecales Famili: Arecaceae Jenis: Elaeis
Spesies: E. guineensis
2.1.2 Ciri-ciri Fisiologi Kelapa Sawit a. Daun
daunnya merupakan daun majemuk. Daun berwarna hijau tua dan pelapah berwarna sedikit lebih muda. Penampilannya sangat mirip dengan tanaman salak, hanya saja dengan duri yang tidak terlalu keras dan tajam.
b. Batang
Batang tanaman diselimuti bekas pelapah hingga umur 12 tahun. Setelah umur 12 tahun pelapah yang mengering akan terlepas sehingga menjadi mirip dengan tanaman kelapa.
c. Akar
Akar serabut tanaman kelapa sawit mengarah ke bawah dan samping.
Selain itu juga terdapat beberapa akar napas yang tumbuh mengarah kesam ping atas untuk mendapatkan tambahan aerasi.
d. Bunga
Bunga jantan dan betina terpisah dan memiliki waktu pematangan berbeda sehingga sangat jarang terjadi penyerbukan sendiri. Bunga jantan memiliki bentuk lancip dan panjang sementara bunga betina terlihat lebih besar dan mekar.
e. Buah
Buah sawit mempunyai warna bervariasi dari hitam, ungu, hingga merah tergantung bibit yang digunakan. Buah bergerombol dalam tandan yang muncul dari tiap pelapah.
Buah terdiri dari tiga lapisan:
a) Eksoskarp, bagian kulit buah berwarna kemerahan dan licin.
b) Mesoskarp, serabut buah.
c) Endoskarp, cangkang pelindung inti.
Inti sawit merupakan endosperm dan embrio dengan kandungan minyak inti berkualitas tinggi. Apabila dilihat dari ketebalan cangkang buahnya, terdapat tiga tipe yaitu dura, tenera, dan pisifera.
a. Dura
Dura adalah jenis buah sawit yang memiliki cangkang tebal, dapat dilihat dari penampakkan buahnya yang besar.Kandungan minyak pada tipe ini kurang lebih 18% pertandan.
b. Pisifera
Buah kelapa sawit jenis ini tidak memiliki cangkang, sehingga tidak menghasilkan minyak ekonomis. Jenis buah ini memiliki bunga betina yang sering steril (mandul), sehingga tanaman jenis ini cenderung jarang berbuah.
c. Tenera
Tenera adalah hasil persilangan antara induk betina dura dan induk jantan pisifera. Jenis buah pisifera inilah yang banyak dibudidayakan pada perkebunan kelapa sawit untuk produksi karena memiliki keunggulan yang melengkapi kekurangan pada jenis dura dan pisifera. Cangkang buah tipis, namun bunga tetap fertile.Kandungan minyak pertandan kurang lebih 28%.
Menurut Anonymous dalam sebuah artikel kelapa sawit (Millenia Clau, 2017).
2.1.3 Buah Kelapa Sawit
Buah kelapa sawit terbentuk dari bunga betina yang diserbuki bunga jantan. Oleh karena itu, masing-masing buah akan tetap menempel pada spiklet-
spiklet (manggar) bunga betina. Tandan bunga betina yang telah menjadi buah disebut tandan buah kelapa sawit atau Tandan Buah Segar (TBS). Setiap TBS pada tanaman dewasa umumnya terdiri dari 1.000-2.000 buah. Menurut Risza dalam artikel (Universitas Brawijaya, 2015).
Setiap buah berdiameter 1,5-3cm. Berat setiap butir buah adalah 10-30 gram, sehingga satu TBS pada tanaman dewasa beratnya mencapai 10-40kg. Pada umur 3 tahun atau saat tanaman berbuah untuk pertama kali, berat TBS adalah 3- 6kg, dan meningkat sejalan dengan pertambahan umur tanaman. Buah kelapa sawit yang telah terlepas atau terlepas dari tandannya dalam istilah umum perkebunan kelapa sawit disebut brondol atau brondolan. Menurut Risza dalam artikel (Universitas Brawijaya, 2015).
Terdapat 2 macam jenis buah kelapa sawit, yaitu buah sawit segar dan masih menempel pada tandan serta buah sawit brondolan lewat masak. Buah sawit segar dan masih menempel pada tandan adalah buah sawit segar dan baru dipanen dari kebun dengan ditandai warnanya yang berwarna merah mengkilat dan atau oranye, serta ditandai dengan buah memberondol sekitar 12,5 – 50% dari janjang.
Buah sawit brondolan lewat masak adalah buah yang sudah membusuk ditandai dengan warnanya yang mulai merah menghitam, memberondol dari janjang lebih dari 50% dan mengalami penundaan lebih dari 48 jam setelah pemanenan.
Kelapa sawit merupakan salah satu jenis buah klimaterik. Klimakterik merupakan suatu fase yang banyak terjadi perubahan setelah proses pemanenan Klimakterik juga diartikan sebagai suatu keadaan auto stimulation dalam buah sehingga buah menjadi matang yang disertai dengan adanya peningkatan proses
respirasi. Klimakterik merupakan fase peralihan dari proses pertumbuhan menjadi layu, meningkatnya respirasi tergantung pada jumlah etilen yang dihasilkan serta meningkatnya sintesis protein dan RNA. Menurut Heddy (Universitas Brawijaya, 2015).
2.1.4 Manfaat dan Keunggulan Tanaman Kelapa Sawit
Bagian yang paling utama untuk diolah dari kelapa sawit adalah buahnya.
Bagian daging buah menghasilkan minyak kelapa sawit mentah yang diolah menjadi bahan baku minyak goreng. Kelebihan minyak nabati dari sawit adalah harga yang murah, rendah kolesterol, dan memiliki kandungan karoten tinggi.
Minyak sawit juga dapat diolah menjadi bahan baku minyak alkohol, sabun, lilin, dan industri kosmetika. Sisa pengolahan buah sawit sangat potensial menjadi bahan campuran makanan ternak dan difermentasikan menjadi kompos. Tandan kosong dapat dimanfaatkan untuk mulsa tanaman kelapa sawit, sebagai bahan baku pembuatan pulp dan pelarut organik, dan tempurung kelapa sawit dapat dimanfaatkan sebagai bahan bakar dan pembuatan arang aktif.
Kelapa sawit mempunyai produktivitas lebih tinggi dibandingkan tanaman penghasil minyak nabati lainnya (seperti kacang kedele, kacang tanah dan lain- lain), sehingga harga produksi menjadi lebih ringan. Masa produksi kelapa sawit yang cukup panjang (22 tahun) juga akan turut mempengaruhi ringannya biaya produksi yang dikeluarkan oleh pengusaha kelapa sawit. Kelapa sawit juga merupakan tanaman yang paling tahan hama dan penyakit dibandingkan tanaman penghasil minyak nabati lainnya. Jika dilihat dari konsumsi per kapita minyak nabati dunia mencapai angka rata-rata 25 kg / th setiap orangnya, kebutuhan ini
akan terus meningkat sejalan dengan pertumbuhan penduduk dan meningkatnya konsimsi per kapita. Kelapa sawit merupakan bahan baku utama pembuat minyak goreng, margarin, sabun, kosmetik bahkan kabel hingga industri farmasi, ini di sebabkan oleh keunggulan sifatnya yang tahan terhadap oksidasi dengan tekanan tinggi dan mampu melarutkan bahan kimia yang tidak larut oleh bahan pelarut lainnya. Bukan hanya itu saja, yang paling menarik adalah tidak ada sampah di dalam proses produksi minyak sawit. Sisa produksinya di antaranya serat, cangkang, batang, tandan dan pelepah dapat diolah menjadi kompos dan yang sudah di gunakan sebagai sumber energi terbarukan, yaitu Biodiesel (Ryo Kusumo, 2014).
Gambar 2 1. Pohon Industri CPO
Dari beragam keunggulan itulah mengapa sawit menjadi komoditas perkebunan yang paling menjanjikan di seluruh dunia. Terutama negara dengan
konsumsi minyak nabati terbesar, yaitu Cina dan India (dua negara dengan jumlah penduduk terbesar di dunia).
2.1.5 Crude Palm Oil (CPO)
CPO adalah singkatan dari Crude Palm Oil atau Minyak sawit mentah. Minyak sawit atau minyak kelapa sawit adalah minyak nabati yang dapat dikonsumsi, yang didapatkan dari mesocarp buah pohon kelapa sawit, umumnya dari spesies Elaeis guineensis, dan sedikit dari spesies Elaeis oleifera dan Attalea maripa. Minyak sawit secara alami berwarna mereh karena kandungan beta-karoten yang tinggi. Minyak sawit berbeda dengan minyak inti kelapa sawit (palm kernel oil) yang dihasilkan dari inti buah yang sama. Minyak kelapa sawit juga berbeda dengan minyak kelapa yang dihasilkan dari inti buah kelapa (Cocos nucifera). Perbedaan ada pada warna (minyak inti sawit tidak memiliki karotenoid sehingga tidak berwarna merah), dan kadar lemak jenuhnya.
Minyak sawit mengandung 41% lemak jenuh, minyak inti sawit 81%, dan minyak kelapa 86%.
Minyak sawit termasuk minyak yang memiliki kadar lemak jenuh yang tinggi. Minyak sawit berwujud setengah padat pada temperatur ruangan dan memiliki beberapa jenis lemak jenuh asam laurat (0.1%), asam miristat (1%), asam stearat (5%), dan asam palmitat (44%). Minyak sawit juga memiliki lemak tak jenuh dalam bentuk asam oleat (39%), asam linoleat (10%), dan asam alfa linoleat (0.3%). Seperti semua minyak nabati, minyak sawit tidak mengandung kolesterol meski konsumsi lemak jenuh diketahui menyebabkan peningkatan kolesterol lipoprotein densita.
Crude Palm Oil (CPO) atau dalam bahasa Indonesia berarti Minyak Kelapa Sawit adalah suatu komoditas yang unik di Indonesia, unik karena kelapa sawit saat ini merupakan komoditas andalan dimana Indonesia menjadi produsen terbesar kelapa sawit. Tetapi ironisnya justru Indonesia bukan dalam posisi mengendalikan harga sawit dunia melainkan harga sawit naik turun mengikuti harga dunia yang memakai harga Ringgit Malaysia atau bahkan harga di Rotterdam, Belanda.
Saat ini Indonesia merupakan produsen terbesar kelapa sawit di dunia dengan menguasai lebih dari 50% pasar. Menurut Indexmundi (Ryo Kusumo, 2014 ).
Gambar 2.2. % Produksi Sawit Dunia
2.1.6 Defenisi Kualitas
Dalam dunia industri baik industri jasa maupun manufaktur mutu adalah faktor kunci yang membawa keberhasilan bisnis, pertumbuhan dan peningkatan posisi bersaing. Kualitas merupakan sesuatu yang diputuskan oleh pelanggan, bukan oleh pemasaran atau manajemen. Kualitas didasarkan pada pengalaman aktual pelanggan terhadap produk atau jasa, dimana diukur berdasarkan persyaratan pelanggan tersebut dinyatakan atau tidak dinyatakan, secara teknis atau bersifat subjektif dan selalu mewakili sasaran yang bergerak dalam pasar yang penuh persaingan. Kualitas didefenisikan sebagai konsistensi peningkatan atau perbaikan dan penurunan variasi karakteristik kualitas dari suatu produk yang dihasilkan, agar memenuhi kebutuhan yang telah dispesifikasikan guna meningkatkan kepuasan pelanggan (Vera Devanil,dkk, 2014).
2.1.7 Statistical Process Control (SPC)
Statistik adalah seni pengambilan keputusan tentang suatu proses atau populasi berdasarkan suatu analisis informasi yang terkandung didalam suatu sampel dari populasi itu. Metode statistik memainkan peranan penting dalam jaminan kualitas. Metode statistik itu memberikan cara-cara pokok dalam pengambilan sampel produk, pengujian serta evaluasinya dan informasi didalam data itu digunakan untuk mengendalikan dan meningkatkan proses pembuatan.
Lagipula statistik adalah bahasa yang digunakan oleh insinyur pengembangan, pembuatan, pengusahaan, manajemen, dan komponen-komponen fungsional bisnis yang lain untuk berkomunikasi tentang kualitas. Menurut Montgomery dalam sebuah artikel (Alfin, Daniel, dkk 2008).
Menurut Assausri dalam jurnal (Mufrida meri, dkk, 2017), manfaat melakukan pengendalian kualitas secara statistik adalah :
1. Pengendalian (control), di mana penyelidikan yang diperlukan untuk dapat menetapkan statistical control mengharuskan bahwa syarat-syarat kualitas pada situasi itu dan kemampuan prosesnya telah dipelajari hingga mendetail.
Hal ini akan menghilangkan beberapa titik kesulitan tertentu, baik dalam spesifikasi maupun dalam proses.
2. Pengerjaan kembali barang-barang yang telah scrap-rework. Dengan dijalankan pengontrolan, maka dapat dicegah terjadinya penyimpangan- penyimpangan dalam proses. Sebelum terjadi halhal yang serius dan akan diperoleh kesesuaian yang lebih baik antara kemampuan proses (process capability) dengan spesifikasi, sehingga banyaknya barang-barang yang diapkir (scrap) dapat dikurangi sekali. Dalam perusahaan pabrik sekarang ini, biaya-biaya bahan sering kali mencapai 3 sampai 4 kali biaya buruh, sehingga dengan perbaikan yang telah dilakukan dalam hal pemanfaatan bahan dapat memberikan penghematan yang menguntungkan.
3. Biaya-biaya pemeriksaan, karena Statistical Process Control dilakukan dengan jalan mengambil sampel-sampel dan mempergunakan sampling techniques, maka hanya sebagian saja dari hasil produksi yang perlu untuk diperiksa. Akibatnya maka hal ini akan dapat menurunkan biaya-biaya pemeriksaaan.
Untuk menjamin proses produksi dalam kondisi baik dan stabil atau produk yang dihasilkan selalu dalam daerah standar, perlu dilakukan pemeriksaan
terhadap titik origin dan hal–hal yang berhubungan, dalam rangka menjaga dan memperbaiki kualitas produk sesuai dengan harapan hal ini disebut Statistical Process Control (SPC).
2.1.8 Seven Tools
Dalam pengendalian proses statistik dikenal adanya “seven tools”. Seven tools dari pengendalian proses statistik ini adalah metode grafik paling sederhana untuk menyelesaikan masalah. Seven tools tersebut adalah:
a. Lembar Pengamatan (check sheet)
Check sheet (lembar pemeriksaan) adalah lembar yang dirancang sederhana berisi daftar hal-hal yang perlukan untuk tujuan perekaman data sehingga pengguna dapat mengumpulkan data dengan mudah, sistematis, dan teratur pada saat data itu muncul di lokasi kejadian. Data dalam check sheet baik berbentuk data kuantitatif maupun kualitatif dapat dianalisis secara cepat (langsung) atau menjadi masukan data untuk peralatan kualitas lain, misal untuk masukan data Pareto chart.
Gambar di bawah ini menunjukkan contoh check sheet yang digunakan untuk mengumpulkan data cacat per jam.
Defeck Hour
1 2 3 4 5 6 7 8 Total
A II IIII III IIII IIII II II 23
B III IIII II IIII I I III I 19
C II I III IIII II II IIII II III 24
D II 2
E I II II IIII 9
Total 8 15 10 15 5 9 7 8 77
Gambar 2.3 Check Sheet
Menurut Tague dalam jurnal (Rika Gracia, dkk, 2015) Check sheet digunakan pada saat sebagai berikut :
a) Ketika data dapat diamati dan dikumpulkan berulang kali oleh orang yang sama atau di lokasi yang sama.
b) Ketika mengumpulkan data mengenai frekuensi atau pola kejadian, masalah, cacat, lokasi cacat, penyebab cacat, dan sebagainya.
c) Ketika mengumpulkan data proses produksi.
Prosedur Check sheet yang diurutkan oleh Tague (2005) adalah sebagai berikut :
a) Menentukan kejadian atau permasalahan apa yang akan diamati, kemudian kembangkan definisi operasional.
b) Menentukan kapan data akan dikumpulkan dan berapa lama.
c) Merancang form isi sedemikian rupa sehingga data dapat direkam dengan hanya memberikan tanda cek (V) atau tanda silang (X) atau simbol serupa sehingga data tidak perlu diperbanyak ulang untuk analisis.
d) Memberikan etiket setiap daerah kosong pada form.
e) Menguji check sheet secara singkat untuk memastikan ketepatan check sheet dalam mengumpulkan data yang diinginkan, juga memastikan apakah check sheet mudah digunakan atau tidak?
f) Merekam data pada check sheet setiap kali ditemukan kejadian atau masalah yang ditargetkan.
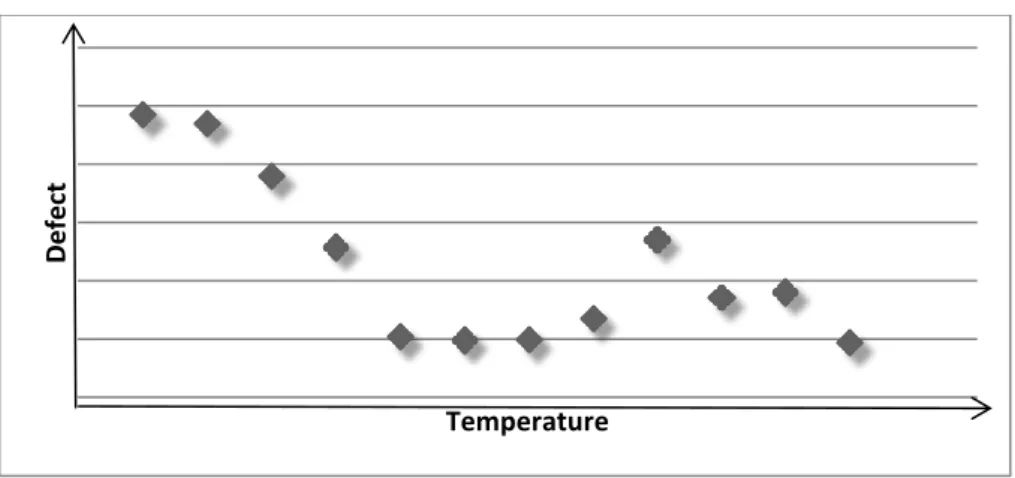
b. Scatter Diagram
Scatter diagram (diagram pencar) adalah grafik yang menampilkan sepasang data numerik pada sistem koordinat Cartesian, dengan satu variabel pada masing-masing sumbu, untuk melihat hubungan dari kedua variabel tersebut.
Jika kedua variabel tersebut berkorelasi, titik-titik koordinat akan jatuh di sepanjang garis atau kurva. Semakin baik korelasi, semakin ketat titik-titik tersebut mendekati garis. Gambar di bawah ini menunjukkan contoh scatter diagram yang digunakan untuk melihat sejauh mana temperatur mempengaruhi defect. Tampak bahwa ada korelasi antara temperatur dan defect, di mana semakin tinggi temperatur semakin rendah jumlah defect, ini mungkin karena proses warm-up mesin yang kurang.
Gambar 2.4 Scatter Diagram
Menurut Tague dalam jurnal (Rika Gracia 2015) Scatter Diagram digunakan pada saat :
a) Ketika memiliki pasangan data numerik
b) Ketika variabel terikat mungkin memiliki beberapa nilai untuk setiap nilai variabel bebas
Defect
Temperature
c) Ketika ingin menetpakan apakah kedua variabel berhubungan, misal : 1. Mencoba mengidentifikasi kemungkinan penyebab utama masalah 2. Setelah brainstorm sebab-akibat dengan diagram tulang ikan, untuk
menetapkan secara objektif apakah ada hubungan antara penyebab tertentu dan hasil
3. Ketika menentukan apakah dua hasil yang terlihat berhubungan keduanya terjadi dengan penyebab yang sama
4. Ketika menguji untuk korelasi otomatis sebelum menyusun peta kendali
Prosedur pembuatan Scatter Diagram adalah sebagai berikut : a) Kumpulkan pasangan data di mana diduga memiliki hubungan
b) Gambar grafik dengan variabel bebas pada sumbu horizontal dan variabel terikat apda sumbu vertikal. Untuk tiap pasang data, beri titik atau simbol di mana nilai sumbu x memotong sumbu y. (Jika dua titik terletak sama, letakkan keduanya bersebelahan, bersentuhan, sehingga keduanya bisa terlihat)
c) Cari pola titik untuk melihat apakah hubungannya jelas. Jika data dengan jelas membentuk garis atau kurva, anda boleh berhenti. Variabelnya berkorelasi. Anda mungkin ingin menggunakan regresi atau analisis korelasi sekarang. Jika tidak, lanjutkan langkah 4 hingga 7.
d) Bagi titik-titik pada grafik menjadi 4 kuadran. Jika ada titik sebanyak X pada grafik
1. Hitung X/2 titik dari atas ke bawah dan gambar garis horizontal
2. Hitung X/2 titik dari kiri ke kanan dan gambar garis vertikal 3. Jika jumlah titiknya ganjil, gambar garis melalui titik tengah e) Hitung titik di tiap kuadran. Jangan hitung titik yang terletak di garis.
f) Jumlahkan kuadran yang berseberangan secara diagonal. Temukan jumlah yang lebih sedikit dan total titik di seluruh kuadran.
A = Titik di kiri atas + titik di kanan bawah B = Titik di kanan atas + titik di kiri bawah Q = Yang lebih kecil antara A dan B N = A + B
g) Cari batas N pada tabel uji kecenderungan
Jika Q kurang dari batas, kedua variabel berhubungan
Jika Q sama atau lebih besar daripada batas, polanya mungkin terjadi dari kemungkinan acak
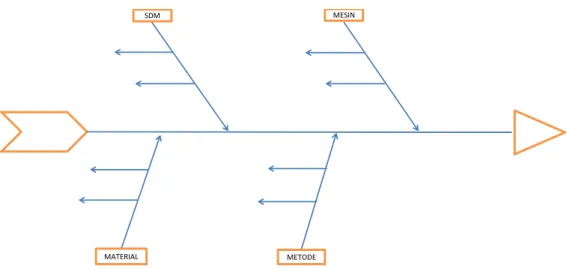
c. Fishbone Diagram
Fishbone diagram (diagram tulang ikan) sering disebut juga diagram Ishikawa atau cause–and–effect diagram (diagram sebab-akibat). Fishbone diagram adalah alat untuk mengidentifikasi berbagai sebab potensial dari satu efek atau masalah, dan menganalisis masalah tersebut melalui sesi brainstorming.
Masalah akan dipecah menjadi sejumlah kategori yang berkaitan, mencakup manusia, material, mesin, prosedur, kebijakan, dan sebagainya. Setiap kategori mempunyai sebab-sebab yang perlu diuraikan melalui sesi brainstorming.
Gambar di bawah ini menunjukkan contoh bentuk fishbone diagram dengan manpower, machinery, material, dan methods sebagai kategori.
Gambar 2 .5 Fishbone Diagram d. Pareto Chart
Pareto chart (bagan pareto) adalah bagan yang berisikan diagram batang (bars graph) dan diagram garis (line graph); diagram batang memperlihatkan klasifikasi dan nilai data, sedangkan diagram garis mewakili total data kumulatif. Klasifikasi data diurutkan dari kiri ke kanan menurut urutan ranking tertinggi hingga terendah. Ranking tertinggi merupakan masalah prioritas atau masalah yang terpenting untuk segera diselesaikan, sedangkan ranking terendah merupakan masalah yang tidak harus segera diselesaikan.
Berikut adalah contoh dari Pareto Chart
Gambar 2.6 Pareto Chart
SDM MESIN
MATERIAL METODE
Kegunaan diagram pareto :
1. Membantu suatu tim untuk terpusat pada penyebab yang akan mengharilkan dampak terbesar jika diselesaikan
2. Menampilkan kepentingan relatif dari problem dalam format visual yang sederhana dan dapat diinterpretasi dengan cepat.
3. Membantu mencegah 'mengalihkan permasalahan' di mana 'solusi' menghilangkan beberapa penyebab namun memperburuk yang lain
4. Kemajuan diukur dalam format yang sangat terlihat yang menyediakan insentif untuk mendorong lebih banyak peningkatan
5. Analisis pareto dapat digunakan dalam penerapan peningkatan kualitas manufaktur atau nonmanufaktur.
Langkah-langkah menyusun diagram pareto :
1. Menentukan metode atau arti dari pengklasifikasian data, misalnya ber- dasarkan masalah, penyebab jenis ketidaksesuaian, dan sebagainya
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik-karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat ranking kategori data tersebut dari yaang terbesar hingga yang terkecil.
5. Menghitung frekuensi kumulatif atau persentase kumulatif yang diguna- kan.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relatif masing-masing masalah. Mengidentifikasi beberapa hal yang penting untuk mendapat perhatian.
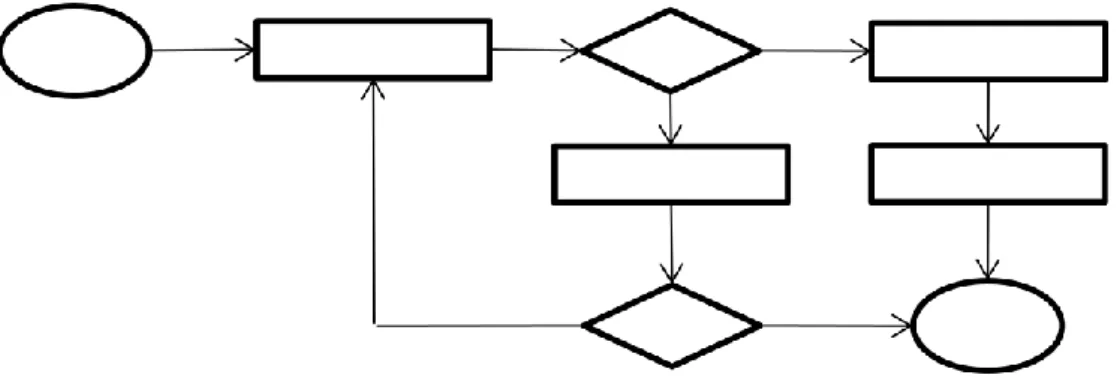
e. Flow Chart
Flow charts (bagan arus) adalah alat bantu untuk memvisualisasikan proses suatu penyelesaian tugas secara tahap-demi-tahap untuk tujuan analisis, diskusi, komunikasi, serta dapat membantu kita untuk menemukan wilayah- wilayah perbaikan dalam proses.
Berikut contoh dari flow chart :
Gambar 2.7 flow chart
flowchart adalah diagram yang menyatakan aliran proses dengan menggunakan anotasi bidang-bidang geometri, seperti lingkaran, persegi empat, wajik, oval, dan sebagainya untuk merepresentasikan langkah-langkah kegiatan beserta urutannya dengan menghubungkan masing masing langkah tersebut menggunakan tanda panah.
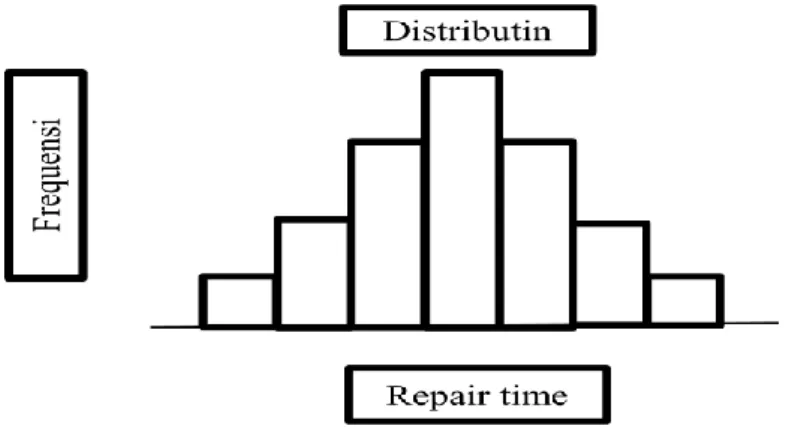
f. Histogram
Histogram adalah diagram batang yang menunjukkan tabulasi dari data yang diatur berdasarkan ukurannya. Tabulasi data ini umumnya dikenal sebagai
distribusi frekuensi. Histogram menunjukkan karakteristik-karakteristik dari data yang dibagi-bagi menjadi kelas-kelas. Pada histogram frekuensi, sumbu x menunjukkan nilai pengamatan dari tiap kelas. Histogram dapat berbentuk
“normal” atau berbentuk seperti lonceng yang menunjukkan bahwa banyak data yang terdapat pada nilai rata-ratanya. Bentuk histogram yang miring atau tidak simetris menunjukkan bahwa banyak data yang tidak berada pada nilai rata-ratanya tetapi kebanyakan datanya berada pada batas atas atau bawah.
Fungsi dari histogram adalah sebagai berikut:
a) Menentukan apakah suatu produk dapat diterima atau tidak.
b) Menentukan apakah proses produk sudah sesuai atau belum.
c) Menentukan apakah diperlukan langkah-langkah perbaikan.
Berikut ini adalah contoh dari Histogram :
Gambar 2.8 Histogram
Berikut ini adalah fungsi dari histogram:
1. Menunjukkan data dalam jumlah besar yang susah diinterpretasikan dalam bentuk tabular
2. Menampilkan frekuensi relatif terhadap kejadian berbagai nilai data 3. Menunjukkan pemusatan, variasi dan bentuk data
4. Menggambarkan secara cepat distribusi data
5. Menyediakan informasi yang berguna untuk memprediksi performa masa depan dari suatu proses
6. Membantu mengindikasi jika ada terjadi perubahan dalam proses
7. Membantu menjawab pertanyaan apakah proses mampu memenuhi persyaratan ?
Langkah- langkah untuk menyusun histogram adalah sebagai berikut : 1. Menentukan batas-batas observasi, misalnya perbedaan antara nilai
terbesar dan terkecil
2. Memilih kelas-kelas atau sel-sel. Biasanya, dalam menentukan banyaknya kelas, apabila n menunjukkan banyaknya data, maka banyaknya kelas ditunjukkan dengan √n.
3. Menentukan lebar kelas-kelas tersebut. Biasanya, semua kelas mempunyai lebar yang sama. Lebar kelas ditentukan dengan membagi range dengan banyaknya kelas.
4. Menentukan Batas-Batas kelas. Tentukan banyaknya observasi pada masing-masing kelas dan yakinkan bahwa kelas-kelas tersebut tidak saling tumpang tindih.
5. Menggambar frekuensi histogram dan menyusun diagram batangnya.
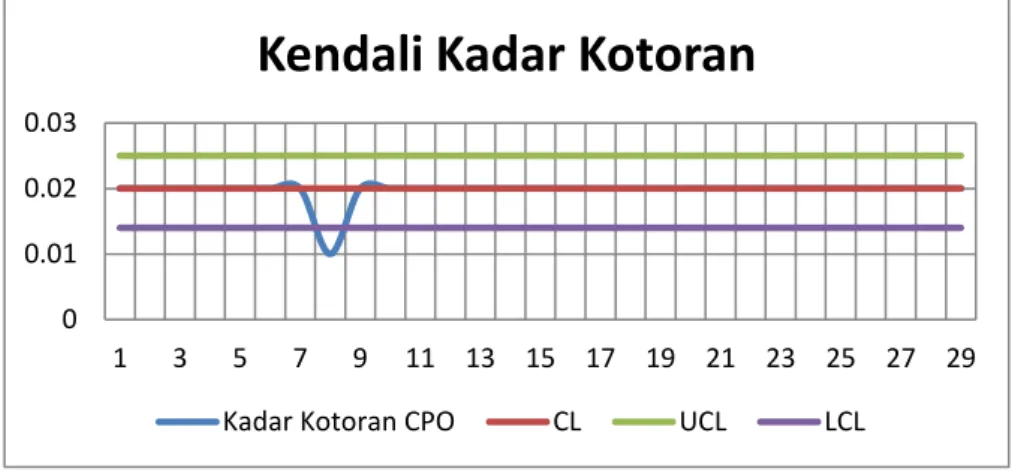
g. Grafik kendali (control chart)
Grafik pengendali adalah suatu alat yang secara grafis digunakan untuk memonitor apakah suatu aktivitas dapat diterima sebagai proses yang terkendali. Grafik pengendali terkadang disebut dengan Shewhart control charts karena grafik ini pertama kali dibuat oleh Walter A. Shewhart. Nilai dari karekterisik kualitas yang dimonitor, digambarkan sepanjang sumbu y, sedangkan sumbu x menggambarkan sampel atau subgroup dari karakteristik kualitas tersebut. Sebagai contoh karakteristik kualitas adalah panjang rata- rata, diameter rata-rata, dan waktu pelayanan rata-rata. Semua karakteristik tersebut dinamakan variabel dimana nilai numeriknya dapat diketahui.
Sedangkan atribut adalah karakteristik kualitas yang ditunjukkan dengan jumlah produk cacat, jumlah ketidaksesuaian dalam satu unit, serta jumlah cacat per unit. Terdapat tiga garis pada grafik pengendali. Center line atau garis tengah adalah garis yang menunjukkan nilai rata-rata dari karakteristik kualitas yang diplot pada grafik. Upper limit control atau batas pengendali atas dan lower limit control atau batas pengendali bawah digunakan untuk membuat keputusan mengenai proses. Jika terdapat data yang berada di luar batas pengendali atas dan batas pengendali bawah serta pada pola data tidak acak atau random maka dapat diambil kesimpulan bahwa data berada di luar kendali statistik. Menurut Daniel dalam sebuah jurnal (Vera Devani, dkk, 2016).
Berikut ini adalah contoh dari peta kendali :
Gambar 2.9 control chart
Peta kendali merupakan grafik yang digunakan untuk mempelajari bagaimana proses berubah seiring waktu. Data digambarkan menurut urutan waktu. Peta kendali selalu memiliki garis tengah untuk rata-rata, garis atas untuk batas kendali atas dan garis bawah untuk batas kendali bawah. Garis tersebut ditentukan dari data masa lampau. Dengan membandingkan data saat ini dengan garis tersebut, anda dapat menarik kesimpulan apakah variasi proses konsisten (dalam kendali) atau tidak dapat diprediksi (di luar kendali, dipengaruhi penyebab khusus variasi). Peta kendali juga memberi tahu kita kapan untuk membiarkan prosesnya saja atau kapan untuk mulai mencari penyebab khusus variasi. Peta kendali untuk data bervariasi digunakan secara berpasangan. Peta atas memantau rata-rata, atau pemusatan distribusi data dari proses. Peta bawah memantau jangkauan, atau lebar distribusi. Jika data anda adalah tembakan dalam latihan menembak, rata-ratanya adalah di mana tembakan terkumpul, dan jangkauannya seberapa rapat mereka terkumpul. Peta kendali untuk data atribut digunakan satu demi satu.
0 0.01 0.02 0.03
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Kendali Kadar Kotoran
Kadar Kotoran CPO CL UCL LCL
Konsep variabel dan atribut.
1. Variabel adalah karakteristik kualitas yang dapat diukur dan digambarkan dalam skala yang berkelanjutan, misalnya berat, panjang, waktu, temperatur, tegangan, dan sebagainya.
2. Atribut adalah data yang dapat dihitung dan digambarkan sebagai peristiwa atau keadaan terpisah/diskret. Contohnya jumlah cat yang cacat, jumlah lubang pada panjang kabel listrik, dan sebagainya.
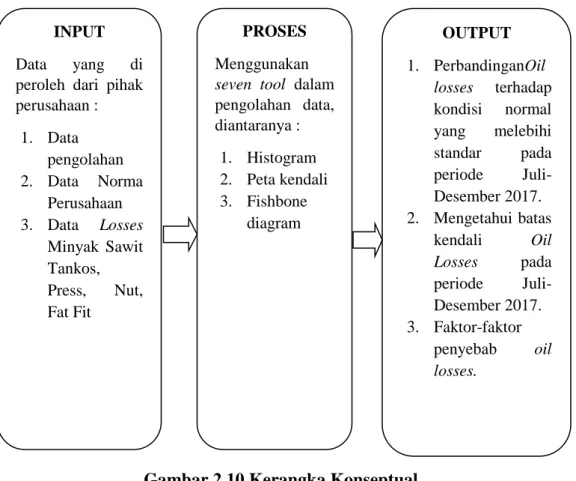
2.2 Kerangka Konseptual
Kerangka konseptual dalam penulisan ini adalah sebagai berikut :
Gambar 2.10 Kerangka Konseptual INPUT
Data yang di peroleh dari pihak perusahaan :
1. Data pengolahan 2. Data Norma
Perusahaan 3. Data Losses
Minyak Sawit Tankos, Press, Nut, Fat Fit
PROSES Menggunakan seven tool dalam pengolahan data, diantaranya :
1. Histogram 2. Peta kendali 3. Fishbone
diagram
OUTPUT 1. PerbandinganOil
losses terhadap kondisi normal yang melebihi standar pada periode Juli- Desember 2017.
2. Mengetahui batas
kendali Oil
Losses pada periode Juli- Desember 2017.
3. Faktor-faktor penyebab oil losses.
Dari kerangka konseptual diatas maka input disini berisikan tentang data- data yang diperlukan dalam pembuatan skripsi dan selanjudnya pada proses berisikan tool yang di gunakan untuk pengolahan data, selanjudnya output merupakan keluaran yang dihasilkan dari pengolahan data.
BAB III
METODOLOGI PENELITIAN
Dalam melaksakan suatu penelitian terdapat beberapa tahapan yang digunakan sebagai acuan untuk memperlihatkan bagaimana jalannya proses penelitian. Metodologi penelitian menjabarkan tahapan-tahapan yang harus dilaksakan agar penelitian dapat dilakukan secara efektif dan terarah. Urutan tahapan-tahapan penelitian yang dilakukan dapat dijelaskan pada sub-sub bab berikut.
3.1 Jenis Penelitian
Penelitian ini merupakan penelitian deskriptif kuantitatif yang bertujuan menjelaskan fenomena yang ada dengan menggunakan angka-angka untuk menggambarkan karakteristik individu atau kelompok (Syamsudin & Damiyanti:
2011).
3.2 Tempat dan Waktu Penelitian
Dalam pelaksanaan penelitian ini, pengambilan data di lakukan di PT.
Perkebunan Nusantara VI Solok Selatan. Perkebunan kelapa sawit ini terletak di Jorong Sungai Sungkai, Nagari Sungai Kunyit, Kecamatan Sangir Balai Janggo, Kabupaten Solok Selatan, Propinsi Sumatra Barat. Terletak di 1010 23’ 21’’ – 1010 29’ 30’’ Bujur Timur dan 010 20’ 40’’ – 010 28’ 36’’ Lintang Selatan. Waktu penelitian dimulai dari bulan Desember 2018.
3.3 Variabel Penelitian
Adapun yang menjadi variabel penelitian penulis yaitu : 1. Data Oil Losses pada periode Juli sampai Desember 2017.
2. Faktor-faktor yang mempengaruhi yaitu : Sumber Daya Manusia, Material, Mesin, dan Metode pengolahan CPO.
3.4 Data dan Sumber Data
Data dan sumber data pada penelitian ini adalah sebagai berikut : 3.4.1 Data
1. Data Primer
Data primer adalah data yang diperoleh dengan mengadakan pengamatan secara langsung pada perusahaan serta melakukan wawancara langsung dengan personil perusahaan yang ada kaitannya dengan penelitian ini.
Seperti jumlah losses, faktor-faktor penyebab oil losses, dan lain-lain.
2. Data Sekunder
Data sekunder adalah data yang diperoleh dengan cara mengumpulkan dokumen-dokumen serta arsip-arsip perusahaan yang ada kaitannya dengan penelitian ini. Seperti data-data produksi, laporan hasil produk oil losses pada setiap harinya, laporan aktifitas produksi yang terkait dan lain- lain.
3.4.2 Sumber Data
Adapun sumber data primer diambil dari bagian proses produksi dan bagian sekunder diambil dari dokumen PTPN 6 Solok Selatan dan bidang-bidang terkait yang berhubungan dengan objek yang diteliti.
Dalam pengumpulan data digunakan teknik : a. Observasi
Teknik pengumpulan data ini dilakukan dengan mengadakan pengamatan langsung pada proses pengolahan kelapa sawit kemudian mencatatnya secara sistematif.
b. Interviw
Teknik ini dilakukan dengan proses tanya jawab atau wawancara dengan nara sumber di lokasi penelitian yang berkaitan dengan data yang dibutuhkan.
c. Literatur
Teknik ini merupakan pengumpulan data yang bersumber dari teori-teori yang bisa didapatkan di buku-buku yang bersangkutan dengan penelitian, buku-buku ini bisa didapat dari perpustakan dan juga bisa dari buku pelajaran yang sudah dipelajari di mata kuliah.
3.5 Teknik Pengolahan dan Analisis Data
Untuk mencapai suatu tujuan, penulis menggunakan metode sebagai berikut :
3.5.1 Mengetahui perbandingan rata-rata oil losses terhadap kondisi normal perusahaan dengan menggunakan Histogram
Langkah- langkah untuk menyusun histogram adalah sebagai berikut : 6. Menentukan batas-batas observasi, misalnya perbedaan antara nilai terbesar
dan terkecil
7. Memilih kelas-kelas atau sel-sel. Biasanya, dalam menentukan banyaknya kelas, apabila n menunjukkan banyaknya data, maka banyaknya kelas ditunjukkan dengan √n.
8. Menentukan lebar kelas-kelas tersebut. Biasanya, semua kelas mempunyai lebar yang sama. Lebar kelas ditentukan dengan membagi range dengan banyaknya kelas.
9. Menentukan batas-batas kelas. Tentukan banyaknya observasi pada masing- masing kelas dan yakinkan bahwa kelas-kelas tersebut tidak saling tumpang tindih.
10. Menggambar frekuensi histogram dan menyusun diagram batangnya.
3.5.2 Mengetahui oil losses pada periode juli sampai Desember 2017 berada dalam batas kendali dengan menggunakan Peta Kendali
Control Chart atau dalam bahasa Indonesia sering disebut dengan “Peta Kendali”
adalah salah satu alat yang digunakan oleh Produksi untuk mengendalikan Proses Produksi secara Statistik atau lebih dikenal dengan Istilah Statistical Process Control (SPC). Control Chart (Peta Kendali) juga merupakan salah satu alat dari 7 alat Pengendalian Kualitas (QC 7 Tools) yang sudah dikenal umum (Devani : 2016). Rumus yang digunakan adalah sebagai berikut :
a. Menghitung rata-rata
𝑋̅ =
∑𝑥𝑛
Keterangan : 𝑋̅ = Rata-rata
∑𝑥 =
Sigma X𝑛 =
Total dari datab. Menghitung standar deviasi
𝜎 = √∑(𝑥̅ − 𝑥)2 𝑛 Keterangan :
𝜎 = Standar Deviasi
∑(𝑥̅ − 𝑥)2 = sigma total 𝑋2
c. Menghitung UCL dan LCL 𝑈𝐶𝐿 = 𝑋̅ + 3. 𝜎
𝐿𝐶𝐿 = 𝑋̅ − 3. 𝜎
3.5.3 Mengetahui faktor-faktor penyebab terjadinya oil losses dengan menggunakan Fishbone Diagram
Fishbone digunakan untuk mengidentifikasi berbagai sebab potensial dari satu efek atau masalah, dan menganalisis masalah tersebut melalui sesi curah pendapat (brainstorming). Langkah-langkah pembuatan diagram sebab-akibat adalah sebagai berikut:
a. Identifikasi dan tetapkan dengan jelas masalah atau akibat dari penyebab yang harus diidentifikasi;
b. Tetapkan masalah atau akibat di kanan atau di atas diagram;
c. Identifikasi semua luas area masalah;
d. Tulis semua kemungkinan penyebab dari masalah;
e. Setiap penyebab yang teridentifikasi harus diperhatikan;
f. Liat diagram dan evaluasi penyebab utama;
g. Atur tujuan-tujuan yang harus diambil tindakan dari penyebab utama.
3.6 Kerangka Metodologi Penelitian
Adapun kerangka metodologi penelitian dapat dilihat pada gambar 3.1 sebagai berikut :
Mulai A
Studi Pendahuluan A
Melakukan pengamatan pada saat melakukan kerja praktek industri, pada saat itu penulis mendapatkan
beberapa permasalahan-
permasalahan yang terkait dengan penelitian penulis sekarang.
Studi Literatur
Mempelajari teori-teori yang bersangkutan dengan penelitian penulis, guna untuk mempermudah penulis dalam melakukan penelitian.
Identifikasi Masalah
1. Kehilangan minyak (oil losses) yang tinggi di buktikan dengan rendemen PTPN yang belum mencapai target.
2. Adanya oil losses yang di atas normal perusahaan sehingga dapat menurunkan rendemen.
3. Oil losses yang tinggi dapat mengganggu mutu crude palm oil (CPO)
4. Dengan adanya nilai rendemen yang tidak mencapai target normal perusahaan akan dapat mempengaruhi pendapatan perusahaan.
5. Faktor-faktor penyebab terjadinya oil losses belum diketahui secara menyeluruh.
Batasan Masalah
1. Kehilangan minyak (oil losses) pada periode Juli sampai dengan Desember 2017.
2. Faktor-faktor penyebab oil losses yang melebihi norma perusahaan.
B
Gambar 3.1 Kerangka Metodologi Rumusan Masalah
1. Berapakah oil losses yang melebihi standar perusahaan pada periode Juli sampai Desember 2017
2. Apakah Oil Losses pada periode Juli sampai Desember 2017 berada di dalam batas kendali perusahaan ?
3. Apakah faktor-faktor penyebab oil losses pada saat pengolahan CPO ?
Tujuan Penelitian
1. Mengetahui perbandingan oil losses terhadap kondisi normal yang melebihi standar pada periode Juli sampai Desember 2017.
2. Untuk mengetahui Oil Losses pada periode Juli sampai Desember 2017 berada di dalam batas kendali perusahaan.
3. Untuk mengetahui faktor-faktor penyebab terjadinya oil losses sehingga rendemen dapat ditingkatkan.
Pengumpulan Data 1. Data pengolahan
2. Data Norma Perusahaan
3. Data Losses Minyak Sawit Tankos, Press, Nut, Fat Fit
Pengolahan Data Menganalisis data dengan menggunakan
4. Histogram 5. Peta kendali 6. Fishbone diagram
Kesimpulan dan Saran
Membuat kesimpulan dan saran terhadap hasil penelitian yang telah dilakukan.
Selesai B
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan data
Berdasarkan latar belakang rumusan masalah yang telah dikemukakan maka bab ini berisikan data-data dari oil losses dan juga data penyebab-penyebab terjadinya oil losses pada PT.PN 6 Solok Selatan.
4.1.1 Data losses
Data oil losses ini merupakan data yang sangat di butuhkan, data disini terdiri dari data bulanan yaitu dimulai dari periode Juli 2017 sampai dengan Desember 2017.
Tabel 4.1
Losses MS periode Juli 2017
Tgl LOSSES MS
TANKOS PRESS NUT FAT FIT TOTAL
1 - - - - -
2 - - - - -
3 - - - - -
4 1,15 0,68 0,09 0,56 2,48
5 1,16 0,67 0,09 0,57 2,49
6 - - - - -
7 1,21 0,57 0,07 0,36 2,21
8 - - - - -
9 - - - - -
10 1,3 0,62 0,08 0,38 2,38
11 - - - - -
12 1,31 0,63 0,08 0,38 2,4
13 - - - - -
14 1,3 0,62 0,08 0,38 2,38
15 - - - - -
16 - - - - -
17 1,27 0,59 0,08 0,35 2,29
18 - - - - -
19 1,28 0,58 0,08 0,33 2,27
20 - - - - -
Sumber : PTPN 6 Solok Selatan 2017
Lanjutan Tabel 4.1 Losses MS periode Juli 2017
Tgl LOSSES MS
TANKOS PRESS NUT FAT FIT TOTAL
21 1,28 0,57 0,08 0,24 2,17
22 - - - - -
23 - - - - -
24 1,29 0,57 0,08 0,34 2,28
25 - - - - -
26 1,27 0,54 0,07 0,33 2,21
27 - - - - -
28 1,28 0,52 0,06 0,31 2,17
29 - - - - -
30 - - - - -
31 1,29 0,51 0,06 0,3 2,16
Sumber : PTPN 6 Solok Selatan 2017
Dari tabel 4.1 di atas, pada periode Juli 2017 terdapat 18 hari yang tidak melakukan pengolahan karena banyak faktor dari perusahaan, dan hanya 13 hari yang melakukan pengolahan dalam periode Juli 2017.
Tabel 4.2
Losses MS periode Agustus 2017
Tgl LOSSES MS
TANKOS PRESS NUT FAT FIT TOTAL
1 - - - - -
2 1,06 0,50 0,06 0,31 1,93
3 - - - - -
4 1,07 0,50 0,07 0,31 1,95
5 - - - - -
6 - - - - -
7 1,07 0,50 0,07 0,31 1,95
8 - - - - -
9 1,08 0,49 0,07 0,30 1,94
10 - - - - -
11 - - - -
12 1,04 0,50 0,06 0,31 1,91
13 - - - - -
14 1,04 0,50 0,06 0,31 1,91
15 - - - - -
16 1,02 0,49 0,06 0,31 1,88
17 - - - - -
Sumber : PTPN 6 Solok Selatan 2017
Lanjutan Tabel 4.2 Losses MS periode Agustus 2017
Tgl LOSSES MS
TANKOS PRESS NUT FAT FIT TOTAL
18 - - - - -
19 1,03 0,49 0,06 0,29 1,87
20 - - - - -
21 - - - - -
22 1,02 0,49 0,06 0,29 1,86
23 - - - - -
24 1,03 0,5 0,06 0,28 1,87
25 1,03 0,5 0,06 0,27 1,86
26 1,03 0,5 0,06 0,27 1,86
27 - - - - -
28 1,04 0,5 0,06 0,27 1,87
29 - - - - -
30 1,04 0,5 0,07 0,27 1,88
31 - - - - -
Sumber : PTPN 6 Solok Selatan 2017
Pada tabel 4.2 diatas, dapat dilihat pada periode Agustus 2017 dalam satu bulan terdapat 18 kali pengolahan dan 17 kali tidak melakukan pengolahan, dari total losses MS jumlah total nya melebihi dari norma yang di tentukan oleh perusahaan yaitu melebihi 1,77 %
Tabel 4.3
Losses MS periode September 2017 Tgl
LOSSES MS
TANKOS PRESS NUT FAT FIT TOTAL
1 - - - - -
2 - - - - -
3 1,04 0,5 0,07 0,27 1,88
4 1,04 0,5 0,07 0,27 1,88
5 - - - - -
6 1,04 0,5 0,06 0,27 1,87
7 - - - - -
8 1,05 0,5 0,06 0,26 1,87
9 - - - - -
10 - - - - -
11 1,04 0,5 0,07 0,25 1,86
12 - - - - -
13 1,04 0,5 0,06 0,26 1,86
Sumber : PTPN 6 Solok Selatan 2017