ANALISIS NETWORK KAIN GREY PADA DEPARTEMEN WEAVING PT. SINAR SURYA INDAH LESTARI
SUKOHARJO
Tugas Akhir
Diajukan untuk Memenuhi Syarat-syarat Mencapai Sebutan Ahli Madya Di Bidang Manajemen Industri Fakultas Ekonomi
Universitas Sebelas Maret Surakarta
Oleh : TRI NINGSIH
F3507047
FAKULTAS EKONOMI UNIVERSITAS SEBELAS MARET
ii ABSTRAK
ANALISIS NETWORK KAIN GREY PADA DEPARTEMEN WEAVING PT. SINAR SURYA INDAH LESTARI SUKOHARJO
Tri Ningsih F3507047
Pelaksanaan proyek memerlukan perencanaan dan pengendalian yang baik terhadap tema kegiatan agar kegiatan dapat terselesaikan tepat waktu dan efisien. Perencanaan bertujuan untuk menentukan tindakan-tindakan yang akan dilaukan di masa datang. Pengendaian mencakup pengawasan terhadap pekerjaan yang sekaligus dapat mengambil tindakan perbaikan yang diperlukan. Penelitian ini dilakukan di PT. Sinar Surya Indah Lestari Sukoharjo dan dilaksanakan pada bulan Maret 2010. Dalam penelitian ini dapat diambil satu macam produk PT. Sinar Surya Indah Lestari yaitu kain grey.
Tujuan dari penelitian ini adalah mengetahui urutan dan jaringan kerja proses produksi kain grey PT. Sinar Surya Indah Lestari, mengetahui waktu yang diperlukan untuk mengetahui masing-masing pekerjaan dan hubungan masing-masing pekerjaan dalam proses produksi kain grey pada PT. Sinar Surya Indah Lestari.
Metode yang digunakan dalam penelitian ini adalah anaisis network dengan metode PERT (Program Evaluation Review Techniq) dan CPM (Critical Path Method) yang nantinya akan menjadi masukan bagi perusahaan dalam melakukan prose produksi kain grey tersebut.
Dari analisis data diperoleh proses produksi kain grey yaitu : persiapan benang (A), penghanian (B), pengkanjian (C), pencucukan (D), palet (E), tenun (F), inspecting (G), foding (H) dengan waktu yang dijadwalkan perusahaan selama 1.110 menit dan jalur kritis dari proses produksi kain grey yaitu : A - B - C - D - F - G – H.
Dari hasil analisis network tersebut, maka dapat diketahui bahwa kemampuan perusahaan dalam menyelesaikan produksi kain grey sesuai waktu yang dijadwalkan sudah baik, tetapi agar efisiensi waktu proses produksi dapat tercapai maka sebaiknya perusahaan menggunakan analisis network.
iii
NETWORK ANALYSIS IN THE DEPARTMENT OF CLOTH GREY WEAVING PT. SINAR SURYA LESTARI INDAH SUKOHARJO
Tri Ningsih F3507047
Project implementation requires good planning and control of all activities so that activities can be done on time and efficiently. Planning aims to determine the actions that will dilaukan in the future. Control includes the supervision of the work at once can take the necessary corrective action. This research was conducted at PT. Sinar Surya Indah Lestari Sukoharjo and implemented in March 2010. In this research can take a range of products of PT. Sinar Surya Indah Lestari is gray cloth.
The purpose of this study was to determine the sequence and work networks gray fabric production process of PT. Sinar Surya Indah Lestari, knowing the time required to identify each work and the relationship of each job in gray cloth production process at PT. Sinar Surya Indah Lestari.
The method used in this study is anaisis network using PERT (Program Evaluation Review Technique) and CPM (Critical Path Method) which later will become input for the company in conducting the process is the production of gray cloth. From analysis of data obtained gray fabric production process, namely: preparation yarn (A), penghanian (B), pengkanjian have (C) pencucukan (D), palette (E), Manufacture (M), have a good time, but for the time efficiency of the production process can be achieved then the company should use network analysis. Keywords: Network Analysis Method, PERT, CPM Method, Production Planning and Control, Efficiency and Effectiveness of the Product, the critical point.
vii MOTTO
“ kunci sukses adalah tidak memperhatikan hasil akhir, kerjakan yang terbaik pada saat ini dan biarlah hasil akhir terbentuk dengan sendirinya”
(J. Donald Waiters)
“bersahabat dekat dengan seseorang itu butuh banyak pengertian, waktu dan rasa percaya. Dengan semakin dekatnya masa hidupku yang tidak
pasti teman-temanku adalah hartaku yang paling berharga” (Erryn M illee)
“dan bersabarlah dalam menunggu ketetapan tuhan-M u, maka kamu sesungguhnya berada dalam penglihatan kami. Dan bertasbilah dengan
memuji Tuhan-M u ketika bangun berdiri” (QS. At-Tur: 48)
“sesungguhnya sesudah kesulitan itu ada kemudahan. M aka apabila kamu telah selesai dari satu urusan, kerjakanlah dengan sungguh-sungguh
viii
PERSEMBAHAN
Tugas Akhir ini saya persembahkan untuk:
· Bapak dan ibuku tercinta yang senantiasa mengiringi perjalanan hidupku, membimbing, mendoakan dengan penuh kesabaran sehingga membawa keteduhan dalam setiap langkah saya.
· Kaka & adekku yang selalu setia
memberikan dukungan dan
kebersamaan
· Temanku Femy I thank for all · Teman-teman MI ‘07
ix
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT yang telah melimpahkan Rahmat dan Karunia-Nya sehingga Laporan Tugas Akhir dengan judul ANALISIS NETWORK KAIN GREY PADA DEPARTEMEN WEAVING PT. SINAR SURYA INDAH LESTARI SUKOHARJO ini dapat diselesaikan dengan baik.
Tugas akhir ini disusun untuk memenuhi Syarat-Syarat Mencapai Gelar Ahli Madya Pada Program Studi Manajemen Industri Fakultas Ekonomi Universitas Sebelas Maret.
Dalam kesempatan ini penulis sampaikan ucapan terima kasih kepada pihak-pihak yang membantu penyusunan laporan tugas akhir ini:
1. Prof. Dr. Bambang Sutopo, M.com., Ak selaku Dekan Fakultas Ekonomi Universitas Sebelas Maret.
2. Intan Novela, SE, M.Si selaku Ketua Program Studi Manajemen Industri pada Program Diploma 3 Fakultas Ekonomi Universitas Sebelas Maret.
3. Drs. Harmadi, M.M selaku Pembimbing Tugas Akhir yang telah memberikan pengarahan selama penyusunan tugas akhir.
4. Seluruh dosen serta segenap karyawan Fakultas Ekonomi Universitas Sebelas Maret.
x
6. Seluruh staff dan karyawan PT. Sinar Surya Indah Lestari terima kasih atas segala keramahan dan bimbingannya.
7. Bapak & ibuku tercinta yang telah memberikan dorongan & kasih sayang hingga kini, serta do’anya kepada penulis hingga terselesainya tugas akhir ini.
8. Kakaku Yani & Rio yang selalu memberikan dorongan & semangat. 9. Adekku Inez semangat terus ya, kita harus berjuang untuk
membahagiakan Bapak & Ibu.
10. All my Familly yang selalu memberikan semangat serta do’a kepada penulis.
11. Teman-teman aku Femi, Lina, Prabu, Dyna, Rini, dan Novria terima kasih untuk persahabatan kita yang tidak akan pernah terbeli dengan apapun.
12. Teman-teman MI ‘07 jaga terus kekompakan kita ya…..
13. Dan semua pihak yang tidak mungkin disebut satu persatu, yang secara langsung maupun tidak langsung membantu penulis menyelesaikan Tugas Akhir ini.
Penulis menyadari sepenuhnya atas kekurangan dalam penulisan tugas akhir ini. Untuk itu penulis mengharapkan kritik dan saran yang membangun. Namun demikian, karya sederhana ini diharapkan dapat bermanfaat bagi pihak-pihak yang membutuhkan.
xi DAFTAR ISI
HALAMAN JUDUL ... i
HALAAN ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN MOTTO ... v
HALAMAN PERSEMBAHAN ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv
BAB I PENDAHULUAN A. Latar Belakang Masalah ... 1
B. Rumusan Masalah ... 3
C. Tujuan Penelitian ... 3
D. Manfaat Penelitian ... 4
E. Kerangka Pemikiran ... 4
F. Metode Penelitian ... 6
1. Desain Penelitian ... 6
2. Objek Penelitian ... 6
xii
4. Teknik Pengumpulan Data ... 7
5. Teknik Analisis Data ... 7
BAB II TINJAUAN PUSTAKA A. Proses Produksi ... 10
B. Pengertian Manajemen Proyek... 11
C. Perencanaan dan Pengendalian Produksi ... 12
D. Analisis Network ... 14
E. Metode PERT ... 15
F. Metode CPM ... 17
G. Efisiensi ... 18
BAB III PEMBAHASAN A. Gambaran Umum Perusahaan ... 20
1. Sejarah Berdirinya Perusahaan ... 20
2. Lokasi Perusahaan ... 21
3. Struktur Organisasi Perusahaan ... 23
4. Sumber Daya Manusia dan Penggajian ... 28
5. Aspek Pemasaran ... 30
6. Aspek Keuangan ... 31
7. Aspek Produksi dan Jenis Produk yang Dihasilkan... 32
B. Laporan Magang Kerja ... 37
1. Pengertian Magang Kerja ... 37
2. Tujuan Magang Kerja ... 38
xiii
4. Pelaksanaan Magang Kerja ... 39
C. Pembahasan Masalah ... 41
1. Outing Proses Produksi ... 42
2. Perkiraan Waktu Kegiatan ... 43
3. Diagram Network dan Identifikasi Jalur Kritis ... 45
BAB IV PENUTUP A. Kesimpulan ... 51
B. Saran ... 52 DAFTAR PUSTAKA
xiv
DAFTAR TABEL
Tabel
3.1 Data Jenis dan Urutan Proses Produksi Kain Grey ... 42 3.2 Data Waktu Normal Proses Kegiatan Kain Grey ... 42
3.3 Data Perkiraan Waktu Penyelesaian Masing-Masing
xv
DAFTAR GAMBAR
Gambar
1.1 Kerangka pemikiran ... 5
3.1 Struktur Organisasi Perusahaan ... 24
3.2 Proses Produksi Kain Grey ... 37
3.3 Diagram Network Proses Produksi Kain Grey ... 46
xvi
DAFTAR LAMPIRAN
Lampiran 1. Hasil POM For Windows Lampiran 2. Surat Pernyataan
xvii BAB I PENDAHULUAN
A. LATAR BELAKANG MASALAH
Semakin pesatnya perkembangan zaman dan tekhnologi yang modern saat ini, mengacu pula pada kebutuhan seseorang yang
semakin banyak dan beraneka ragam untuk kebutuhan sehari-hari. Hal ini menyebabkan persaingan dalam dunia bisnis semakin ketat. Untuk memenangkan persaingan yang ada, perusahaan atau industri dituntut untuk menerapkan setrategi dan kebijakan tepat guna agar tetap dapat bersaing. Dalam menghadapi persaingan salah satu usaha yang dapat ditempuh perusahaan adalah dengan melaksanakan proses produksi secara efektif dan efisien sesuai dengan rencana. Dalam arti produksi dapat berjalan dengan lancar dan biaya produksi dapat mengenai sasaran dengan kualitas produk yang baik.
Pada umumnya dalam melaksanakan proses produksi, manajemen perusahaan harus mengadakan rencana penyusunan dan penjadwalan yang baik, serta dengan melalui pengawasan yang terarah dan
xviii
Ketidaktepatan dan keterlambatan waktu akan mengakibatkan penambahan waktu dan biaya. Usaha untuk mengantisipasi terjadinya keterlambatan penyelesaian kegiatan perusahaan dapat menggunakan analisis network.
Analisis Network merupakan suatu metode analisis yang mampu memberikan informasi kepada perusahaan untuk dapat melakukan perencanaan dan mengendalikan suatu kegiatan produksi atau proyek yang akan dilaksanakan (Indriyo, 2002:297).
PT. Sinar Surya Indah Lestari yang berlokasi di daerah Sukoharjo merupakan suatu perusahaan yang bergerak pada bidang industri tekstil yang belum menerapkan analisis network sebagai acuan dalam perencanaan dan penyelesaian proses produksi. Proses produksi ini dilakukan berdasarkan pesanan dari para pembeli (buyer), dan perusahaan diberi jangka waktu tertentu untuk menyelesaikan pesanan tersebut. Agar perusahaan dapat menyelesaikan pesanan sesuai dengan waktu yang telah ditentukan, perusahaan harus mempunyai perencanaan produksi. Penyelesaian pesanan sesuai dengan jangka waktu yang telah ditentukan akan menjamin kepuasan konsumen. Kepuasan konsumen merupakan salah satu cara untuk mendapatkan kepercayaan dari konsumen sehingga dapat menambah pesanan dan meningkatkan penjualan. Dalam penentuan waktu
xix
untuk mengantisipasi terjadinya keterlambatan penyelesaian proses produksi, sehingga pelaksanaan proses produksi kurang efisien.
Berdasarkan uraian di atas, maka dalam menyusun Tugas Akhir penulis mengambil judul : “ANALISIS NETWORK KAIN GREY PADA DEPARTEMEN WEAVING PT. SINAR SURYA INDAH LESTARI SUKOHARJO”
B. RUMUSAN MASALAH
Berdasarkan latar belakang di atas maka penulis ingin menghadirkan permasalahan diantaranya sebagai berikut :
1. Aktivitas-aktivitas apa saja yang dilakukan dalam memproduksi kain grey pada departemen weaving ?
2. Berapa waktu yang dibutuhkan perusahaan untuk menyelesaikan masing-masing pekerjaan ?
3. Bagaimana menentukan jalur kritis untuk menyusun perencanaan dengan waktu yang paling efisien ?
C. TUJUAN PENELITIAN
Adapun tujuan yang ingin dicapai dari penelitian ini adalah
1. Untuk mengetahui aktivitas-aktivitas yang dilakukan dalam memproduksi kain grey.
xx
3. Menentukan jalur kritis untuk menyusun perencanaan dengan waktu yang efisien.
D. MANFAAT PENELITIAN 1. Bagi Perusahaan
Memberikan gambaran dan pertimbangan pada perusahaan bahwa dengan menggunakan analisis network, proses produksi dapat mencapai efektivitas waktu penyelesaian.
2. Bagi Penulis
Sebagai penerapan ilmu pengetahuan di bangku perkuliahan yang berupa teori terutama yang berhubungan dengan mata kuliah Manajemen Proyek.
3. Bagi Pihak Lain
Sebagai pedoman dan pertimbangan untuk memecahkan masalah yang berkaitan dengan penggunaan analisis network dalam suatu proses produksi.
E. KERANGKA PEMIKIRAN
Untuk mempermudah dalam memahami permasalahan yang akan dibahas maka disusun kerangka pemikiran sebagai berikut :
Permintaan produksi
xxi Gambar 1.1
Skema Kerangka Pemikiran Analisis Network Sumber: Usul Peneliti
Gambar 1.1 merupakan gambar mengenai kerangka pemikiran dalam penelitian ini. Permintaan produksi yang terus-menerus terhadap kain grey pada PT. Sinar Surya Indah Lestari Sukoharjo sangatlah diharapkan dalam proses produksi. Perusahaan tersebut adalah perusahaan yang bersifat job ordering, di mana perusahaan akan melakukan produksi apabila ada pemesanan. Tetapi perusahaan juga terus melakukan proses produksinya untuk memenuhi stok
xxii F. METODE PENELITIAN
1. Desain Penelitian
Desai penelitian yang digunakan oleh penulis adalah desain survei dengan melakukan studi kasus yaitu penelitian mendalam mengenai pelaksanaan proses produksi pada PT. Sinar Surya Indah Lestari.
2. Objek Penelitian
Penelitian dilakukan di Departemen Weaving pada PT. Sinar Surya Indah Lestari Sukoharjo yang berada di Jln. Raya Solo – Sukoharjo Km 7,2, Telukan, Grogol, Sukoharjo
3. Jenis dan Sumber Data a. Data Primer
Adalah data yang berasal dari hasil pengamatan langsung dari objek penelitian. Data primer meliputi : Urutan proses produksi, berapa waktu yang dibutuhkan untuk menyelesaikan masing-masing kegiatan, apa fungsi dari tiap-tiap mesin.
b. Data Sekunder
Adalah data yang diperoleh dari sumber lain yang berkaitan dengan penelitian. Data sekunder meliputi : gambaran umum perusahaan, struktur organisasi perusahaan, data urutan kegiatan produksi.
xxiii
Dalam usaha memperoleh data, peneliti mengadakan penelitian dengan cara:
a. Wawancara, yaitu tanya jawab langsung dengan operator dan kepala bagian. Wawancara tersebut misalnya menanyakan tentang proses produksi, besarnya waktu standar untuk tiap aktivitas.
b. Observasi, yaitu dengan mengadakan pengamatan langsung di perusahaan. Misalnya pengamatan langsung mengenai proses produksi.
c. Dokumentasi, yaitu teknik dengan cara meminta salinan data atau dokumen dari perusahaan yang bersangkutan yaitu PT. Sinar Surya Indah Lestari. Misalnya : dokumentasi tentang sejarah perkembangan perusahaan, struktur organisasi beserta job description, aspek sumber daya manusia, aspek pemasaran, aspek keuangan dan aspek produksi.
5. Teknik Analisis Data
Teknik analisis data yang digunakan penulis yaitu dengan menggunakan analisis network dengan metode PERT dan CPM.
Estimasi waktu penyelesaian setiap pekerjaan untuk mendapatkan waktu yang diharapkan, dengan rumus :
t
6
4
m
b
a
+
+
=
xxiv
t = Waktu kegiatan proses produksi kain grey yang diharapkan untuk menyelesaikan aktivitas.
a = Waktu optimis, waktu kegiatan proses produksi kain grey bila semua berjalan dengan lancar.
b = Waktu pesimis, waktu kegiatan proses produksi kain grey bila terjadi hambatan.
m = Waktu realistis, waktu kegiatan proses produksi kain grey yang terjadi bila dalam kondisi normal.
Untuk penentuan jalur kritis dengan penyelesaian dengan menggunakan Algoritma ini secara keseluruhan dengan mencari waktu mulai awal kegiatan sampai akhir kegiatan.
Untuk menghitung ES & LS menggunakan rumus sebagai berikut :
EF = ES + t (t = Waktu (waktu yang diharapkan) LF = LS + t
S = LS – ES atau LF – EF Dimana :
ES (Earlies Star) = waktu mulai paling awal dari suatu pekerjaaan.
EF (Earlies Finish) = waktu penyelesaian paling awal dari suatu pekerjaan.
xxv
LF (Latest Finish) = waktu paling akhir untuk menyelesaikan pekerjaan
xxvi
BAB II
TINJAUAN PUSTAKA
A. Proses Produksi
Proses produksi merupakan cara, metode dan teknik untuk menciptakan atau menambah kegunaan suatu produk dengan mengoptimalkan sumber daya produksi (tenaga kerja, mesin, bahan baku, dana) yang ada (Nasution, 2003:3).
Sedangkan menurut Subagyo (2000:8) proses produksi merupakan kegiatan untuk mengubah masukan (yang berupa faktor-faktor produksi) menjadi keluaran sehingga lebih bermanfaat daripada bentuk aslinya.
Pada umumnya proses produksi dibagi menjadi dua macam yang sifatnya extrim, yaitu :
1. Proses produksi continuos atau terus menerus
Proses produksi terus-menerus adalah proses produksi yang tidak pernah berganti macam barang yang dikerjakan. Proses produksi yang berfokuskan pada produk atau produk fokus dan biasa digunakan untuk membuat barang yang macamnya relatif sama dan jumlah yang dihasilkan banyak sekali.
2. Proses produksi intermitten atau terputus-putus
xxvii
yang hanya sedikit. Proses produksi terputus-putus biasanya disebut juga sebagai proses produksi yang berfokuskan pada proses atau process focus.
B. Pegertian Manajemen Proyek
Manajemen merupakan proses dari perencanaan,
pengorganisasian, pengkoordinasian, pengarahan serta
pengendalian (Ahyari, 1994:37). Jadi manajemen sangat penting bagi suatu produk agar bisa mencapai tujuan dan sasaran yang dituju.
Sedangkan proyek merupakan sederetan tugas yang diarahkan pada suatu hasil utama (Render dan Heizer, 2005:75). Jadi yang dimaksud manajemen proyek adalah kegiatan merencanakan, mengorganisasian, mengarahkan dan mengendalikan sumber daya organisasi perusahaan untuk mencapai tujuan dan waktu tertentu dengan sumber daya tertentu (Ervan, 2007:13).
Menurut Heizer dan Render (2005:75) manajemen proyek memliputi tiga fase, yaitu :
1. Perencanaan
xxviii 2. Penjadwalan
Fase ini menghubungkan orang, uang dan bahan untuk kegiatan khusus dan menghubungkan masing-masing kegiatan satu orang dengan yang lain.
3. Pengendalian
Perusahaan mengawasi sumberdaya, biaya kualitas dan anggaran. Perusahaan juga merevisi atau mengubah rencana dan menggeser atau mengelola kembali sumber daya agar dapat memenuhi kebutuhan dan biaya.
C. Perencanaan dan Pengendalian produksi
Menurut Nasution (2003:13) perencanaan dan pengendalian produksi dapat disebut juga dengan PPC (Planning Production Control). PPC dapat didefinisikan sebagai proses untuk merencanakan dan mengendalikkan aliran material yang masuk, mengalir, dan keluar dari sistem produksi atau operasi sehingga permintaan pasar dapat dipenuhi dengan jumlah yang tepat dan biaya produksi minimum.
xxix 1. Perencanaan Produksi
Perencanaan merupakan salah satu fungsi dari manajemen, di mana perencanaan tersebut menentukan usaha atau tindakan untuk suatu kegiatan yang diputuskan oleh pemimpin.
Perencanaan merupakan tujuan pokok atau tujuan utama organisasi beserta cara-cara untuk mencapai tujuan tersebut (Gitosudarmo, 2002:49).
Tahap yang harus dilakukan untuk membuat perencanaan suatu kegiatan menurut Handoko (2003:79) ada empat tahap, yaitu:
a. Menetapkan tujuan atau serangkaian tujuan. b. Merumuskan keadaan saat ini.
c. Mengidentifikasi segala kemudahan dan hambatan.
d. Mengembangkan rencana atau serangakaian kegiatan pencapaian tujuan.
2. Pengendalian Produksi
Rencana produksi yang telah disusun tidak akan dapat
dilaksanakan tanpa adanya pengendalian terhadap
xxx
karena itu pengendalian terdiri dari prosedur-prosedur untuk menentukan penyimpangan dari rencana yang telah ditetapkan atau tindakan-tindakan perbaikan yang diperlukan untuk mengeliminir penyimpangan tersebut.
D. Analisis Network
Analisis network aadalah suatu peralatan manajerial yang dikembangkan untuk membantu manajer dalam perencanaan, pengawasan, dari pengendalian proyek yang relatif kompleks dan tidak rutin (Handoko, 2003:153).
Adapun keuntungan-keuntungan yang dapat diperoleh dengan menggunakan analisis network (Haryadi, 2009:12) :
1. Mengorganisir dan memberikan informasi secara sistematik. 2. Penentuan urutan atau prioritas pekerjaan.
3. Dapat menentukan pekerjaan-pekerjaan yang dapat ditunda tanpa menyebabkan terlambatnya penyelesaian proyek secara keseluruhan sehingga dari pekerjaan-pekerjaan tersebut dapat dihemat waktu, biaya dan tenaga.
xxxi
Penyusunan diagram network untuk setiap kegiatan proses produksi ditulis dalam simbol-simbol sebagai berikut :
1. (Anak panah)
Kegiatan (activity) yaitu bagian dari keseluruhan pekerjaan yang dilaksanakan.
2. (Lingkaran)
Peristiwa (ivent) menandai permulaan dan akhir suatu kegiatan. Biasanya digambarkan dalam bentuk lingkaran, yang diberi nomor dengan nomor-nomor yang lebih kecil dari peristiwa-peristiwa yang mendahuluinya.
3. --- > (Anak panah putus-putus)
Melambangkan kegiatan semu (Dummy). Dalam network kegiatan semu dimunculkan untuk menghindari antara dua peristiwa terhadap lebih dari satu kegiatan.
(Sudarmo, 2003:301)
E. Metode PERT
xxxii
Menurut Render dan Heizer (2005:80) PERT merupakan teknik manajemen proyek yang menggunakan tiga estimasi waktu yaitu waktu optimis, waktu realistis, dan waktu pesimis untuk masing-masing kegiatan. Yang mana digunakan dalam menghitung nilai yang diharapakan.
Rumus yang digunakan yaitu :
t
6 4m b a+ + =
Dimana :
t = Waktu kegiatan yang diharapkan
a = Waktu optimis, waktu kegiatan bila semua berjalan dengan lancar
b = Waktu pesimis, waktu kegiatan bila terjadi hambatan
m = Waktu realistis, waktu kegiatan yang terjadi bila dalam kondisi normal
Metode PERT mengikuti enam langkah dasar, yaitu :
1. Mengidentifikasikan proyek dan menyiapkan struktur pecahan kerja.
2. Membangun hubungan antara kegiatan dan memutuskan kegiatan mana yang harus lebih dahulu dan mana yang harus mengikuti yang lain.
3. Menggambarkan jaringan yang menghubungkan keseluruhan kegiatan.
xxxiii
5. Menghitung jalur waktu terpanjang melalui jaringan. Inilah yang disebut jalur kritis.
6. Menggunakan jaringan untuk membantu perencanaan,
penjadwalan dan pengendalian proyek.
F. Metode CPM (Critical Path Method)
Jalur kritis merupakan jalur yang memiliki urutan waktu terpanjang atau yang paling lama dari semua jalur yang dimulai dari awal sampai akhir dari semua proses (Render & Heizer 2005:80).
Jumlah waktu penyelesaian yang terbesar itu berarti merupakan minimum waktu yang dibutuhkan oleh keseluruhan proses produksi itu (Gitosudarmo, 2002:298).
Adapun sifat-sifat jalur kritis
1. Jalur kritis merupakan jalur yang memakan waktu terpanjang dalam proses produksi itu.
2. Jalur kritis adalah jalur yang tidak memiliki tenggang waktu antara waktu selesainya suatu tahap kegiatan yang lain dalam proses produksi itu.
Menurut Heizer dan Render (2001:513) sasaran analisis jalur kritis adalah untuk menentukan kuantitas masing-masing aktivitas berikut ini:
xxxiv
2. EF (Earlies Finish) = waktu penyelesaian paling awal dari suatu pekerjaan.
3. LS (Latest Start) = waktu mulai paling akhir dari suatu pekerjaan.
4. LF (Latest Finish) = waktu paling akhir untuk menyelesaikan pekerjaan
5. S (Slack) = waktu mundur aktivitas.
Slack merupakan waktu suatu kegiatan yang dapat ditunda mulainya tanpa menunda kegiatan atau pekerjaan secara keseluruhan. Slack adalah perbedaan waktu “Latest dan Earliest” atau selisih antara LS & ES, antara LF & EF.
G. Efisiensi
Menurut Handoko (2003:7) dua konsepsi utama untuk mengukur prestasi kerja (performance) manajer adalah efisiensi dan efektivitas. Efisiensi adalah kemampuan menyelesaikan suatu pekerjaan dengan benar dan seorang manajer efisien adalah manajer yang dapat meminimumkan biaya penggunaan sumber daya-sumber daya untuk mencapai keluaran yang telah ditentukan. Efektivitas merupakan kemampuan untuk memilih tujuan yang
xxxv
xxxvi BAB III PEMBAHASAN
A. Gambaran Umum Perusahaan 1. Sejarah Berdirinya Perusahaan
PT Sinar Surya Indah Lestari merupakan salah satu perusahaan manufaktur yang bergerak dalam bidang tekstil, mulai dari proses tenun (weaving), pemutihan (dyeing), printing, dan finishing. Perusahaan Sinar Surya Indah didirikan pada tanggal 11 juni 1991 oleh Bapak Johanes Harsinto dengan SIUP No.030/11.35/VI/1991 dengan lahan seluas 9400 m dan merupakan badan usaha yang berbentuk perusahaan perseorangan yang terletak di Jalan Solo-Sukoharjo Km 7,2 Telukan, Grogol, Solo-Sukoharjo.
xxxvii
baku yang lebih murah apabila memproses kain putih sendiri dan pertimbangan supaya tidak terjadi keterlambatan dalam hal pemenuhan persediaan bahan baku.
Adapun maksud dan tujuan didirikannya perusahaan adalah sebagai berikut:
a. Ikut serta membantu Pemerintah RI dalam menunjang pembangunan khususnya dalam pengadaan sandang.
b. Membuka kesempatan kerja bagi masyarakat, kususnya masyarakat Sukoharjo dan sekitarnya.
c. Meningkatkan kualitas dan kuantitas produksi sehingga dapat memenuhi permintaan pasar dan selera konsumen
2. Lokasi Perusahaan
Penentuan lokasi merupakan hal yang sangat penting bagi perusahaan. Penentuan lokasi ini akan mempengaruhi kedudukan perusahaan dalam persaingan dan menentukan kelangsungan hidup di perusahaan di masa yang akan datang. Penentuan lokasi perusahaan yang tepat akan membantu kelancaran usaha suatu perusahaan. Lokasi perusahaan dikatakan tepat, yaitu apabila dekat dengan bahan baku, tenaga kerja, transportasi yang lancar, mampu melayani konsumen dengan baik dan memungkinkan diadakan perluasan di masa datang.
xxxviii
Alasan dipilihnya lokasi ini sebagai pabrik antara lain sebagai berikut :
a. Segi Ekonomi
1) Mempermudah dalam pendistribusian barang, baik bahan baku dan bahan produksi sehingga biaya produksi benang dapat diminimalkan.
2) Mudah dalam memasarkan hasil produksinya, karena dekat dengan jalan raya dan pusat kota.
3) Banyaknya pemasok bahan baku, seperti banang yang dapat mendukung kelancaran produksi.
4) Daerah sekitar merupakan daerah yang padat pemukiman penduduk, sehingga memudahkan dalam perekrutan karyawan.
b. Segi Sosial
1) menciptakan lapangan kerja bagi penduduk di sekitar perusahaan.
2) Membantu pemerintah dalam mensukseskan kampanye pemakaian produk dalam negeri.
c. Segi Geografis
xxxix d. Segi Teknis
1) Daerah sekitar masih cukup luas untuk mengembangkan perusahaan tersebut.
2) Mudah untuk mendatangkan alat-alat, mesin tenun dan memperoleh ahli mesin atau montir.
e. Faktor Lingkungan
Dengan adanya dukungan di lingkungan sekitar akan
mempermudah melakukan proses produksi. Tetapi perusahaan juga harus memperlihatkan lingkungan sekitar agar tidak
mengganggu masyarakat sekitar seperti mengolah limbah hasil proses produksi dengan baik dengan membuang limbah yang sudah tidak berbahaya melalui saluran yang sudah ditentukan serta mengurangi kebisingan agar tidak mengganggu
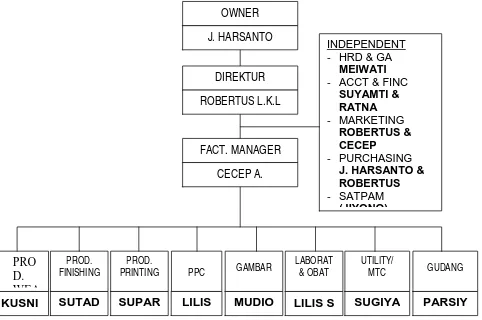
masyarakat sekitar. 3. Struktur Organisasi
xl
diketahui adanya pembagian tugas, wewenang dan tanggung jawab terkoordinir dari masing-masing personil yang memangku jabatan dalam suatu organisasi.
Gambar 3.1
Struktur Organisasi PT. Sinar Surya Indah Lestari (Sumber Data: Data primer PT. Sinar Surya Indah Lestari)
Pembagian tugas dan tanggung jawab dari masing-masing bagian adalah sebagai berikut :
a. Owner
Tugas dan tanggung jawab dari Owner adalah :
1) Mempunyai tanggung jawab atas berdirinya perusahaan, serta menenggung segala resiko yang dialami perusahaan.
OWNER J. HARSANTO & ROBERTUS - SATPAM
(JIYONO)
xli
2) Member modal terhadap kelancaran produksi. b. Direktur
Tugas dan tanggung jawab dari Direktur adalah :
1) Mengawasi jalannya perusahaan serta membuat keputusan-keputusan penting bagi perusahaan, selain itu direktur juga bertanggung jawab untuk menjalin perusahaan dengan pihak ekstern.
2) Bertanggung jawab atas seluruh pelaksanaan kegiatan berdasarkan kebijaksanaan yang telah ditentukan.
3) Mendelegasikan sebagian tanggung jawab dan wewenang kepada bagian sesuai dengan bidang masing-masing.
c. HRD
Tugas dan tanggung jawab dari HRD adalah :
1) Melaksanakan penerimaan karyawan baru.
2) Membuat tata tertib kerja bagi karyawan, mengawasi absensi karyawan dan mengawasi pelaksanaan pembayaran gaji d an upah karyawan.
3) Melakukan pemutusan kerja pada karyawan yang melanggar peraturan yang ditetapkan perusahaan.
4) Mengelola dan mengusahakan kesejahteraan sosial bagi karyawan sesuai dengan peraturan menteri tenaga kerja maupun undang-undang ketenagakerjaan.
xlii d. Accounting & Finance
Tugas dan tanggung jawab dari Accounting & Finance adalah : 1) Menyelenggarakan pencatatan dan pembukuan seluruh
transaksi yang dilakukan oleh perusahaan secara periodik. 2) Menyelenggarakan pembukuan dan menyusun laporan
keuangan perusahaan.
3) Menjamin terjadinya seluruh pencatatan transaksi perusahaan dan laporan keuangan secara periodik untuk perencanaan dan pengendalian perusahaan.
4) Menyelenggarakan transaksi penerimaan dan pengeluaran kas pada perusahaan.
e. Marketing
Tugas dan tanggung jawab dari Marketing adalah : 1) Mencari pelanggan dan konsumen baru.
2) Mempelajari strategi penjualan dan pemasaran dari produk sejenis dari perusahaan lain sebagai bahan perbandingan dan antisipasi pasar.
f. Factory Manajer
xliii
Factory Manajer membawahi 9 bagian, yaitu :
1) Produksi Weaving, bagian yang bertanggung jawab atas proses produksi yang mengubbah benang menjadi kain (tenun).
2) Produksi Finishing, bagian yang bertanggung jawab atas proses pemutihan, penghalusan dan pewarnaan pada kain. 3) Produksi Printing, bagian yang bertanggung jawab atas
proses pemberian motif (handprint atau disablon) pada kain. 4) PPC (Planning Product Control), bagian yang bertanggung
jawab atas perencanaan dan pengontrolan proses dan hasil produksi.
5) Gambar, bagian yang bertanggung jawab atas pemberian motif atau gambar pada kain (desain pada kain).
6) Laborat & obat, bagian yang bertanggung jawab atas pengadaan dan penggunaan obat dalam proses produksi. 7) Utility/MTC (Maintanance), bagian yang bertanggunng jawab
atas pemeliharaan dan perawatan terhadap mesin-mesin pabrik, instalasi listrik dan peralatan kantor.
xliv g. Purchasing
Tugas dan tanggung jawab dari dari Purchasing adalah :
1) Memperoleh informasi mengenai harga barang dan menentukan supplier yang dipilih dalam mengadakan barang.
2) Melakukan pemeriksaan terhadap jenis dan kuantitas barang sesuai dengan surat permintaan pembelian dari gudang. 3) Melakukan pemesanan barang terhadap supplier yang dipilih
atas otorisasi dari Direktur.
4) Bertanggung jawab atas pembelian bahan baku dan bahan penolong untuk proses produksi.
h. Satpam
Tugas dan tanggung jawab dari satpam adalah menjaga keamanan perusahaan.
4. Sumber Daya Manusia dan Sistem Penggajian
Tenaga kerja adalah salah satu sumber daya penting dalam perusahaan.Jika tenaga kerja tidak ada, maka suatu perusahaan tidak dapat memproduksi produk yang akan dihasilkannya. Perusahaan PT. Sinar Surya Indah Lestari memliki tenaga kerja sebanyak 243 orang. Mereka berasal dari wilayah Solo Raya antara lain Sukoharjo, Klaten, Karanganyar dan Boyolali.
xlv
Untuk karyawan bagian produksi (weaving dan finishing) dibagi menjadi 3 shift, yaitu :
a. Shift 1 : pukul 07.00 – 15.00 b. Shift 2 : pukul 15.00 – 23.00 c. Shift 3 : pukul 23.00 – 07.00
Sedangkan untuk karyawan kantor dan bagian printing memilliki jam kerja sebagai berikut :
a. Hari Senin – Kamis mulai pukul 08.00 – 16.00, istirahat 1 jam b. Hari Jumat mulai pukul 08.00 – 16.00, istirahat 1,25 jam c. Hari Sabtu mulai jam 08.00 – 13.00
Perusahaan memberikkan kesejahteraan kepada karyawan berupa:
a. Penggajian
Perusahaan melakukan penggajian setiap akhir bulan untuk semua karyawan.
b. Jaminan Sosial
xlvi
1) Jaminan Kesejahteraan Karyawan 2) Jaminan Hari Libur dan Izin Cuti 3) Jamsostek
4) Pemberian Tunjangan 5) Tunjangan Hari Raya
6) Tunjangan Asuransi Kecelakaan Kerja dan Kematian 5. Aspek Pemasaran
a. Daerah pemasaran
Produk yang dihasilkan perusahaan adalah berupa kain cetak sablon dengan tangan (handprint). Bahan baku yang digunakan ada beberapa macam diantaranya rayon atau shantung dan cotton atau prima, tergantung pesanan pembeli. Kain cetak tersebut merupakan bahan untuk membuat daster, rok anak, kemeja, sprei, dan berbagai pakaian wanita lainnya. Pemasaran produk hanya untuk pasar lokal yaitu di kota Solo. b. Saluran distribusi
Untuk memudahkan dan menghemat biaya distribusi maka perusahaan sstem pendistribusiannya dengan melayani
pelanggan secara langsung tanpa perantara agen, dalam melakukan pengiriman menggunakan alat transportasi truk. c. Kebijakan harga konfensional
xlvii
besar kecilnya biaya produksi yang ditanggung perusahaan. Biaya-biaya yang mempengaruhi penentuan harga antara lain : biaya bahan baku, harga bahan penunjang, biaya tenaga kerja langsung dan tidak langsung.
6. Aspek Keuangan
a. Sumber dana perusahaan
Sumber dana yang penting bagi perusahaan berasal dari aktivitas operasional. Dari laba yang dihasilkan melalui operasi, maka akan diperoleh kas, modal kerja yang dapat dipergunakan untuk membiayai aktivitas operasionalnya. Dari transaksi penjualannya perusahaan memperoleh modal kerja. Sumber dana perusahaan juga bisa berasal dari modal pribadi dan penjualan tunai.
b. Penggunaan dana
xlviii
7. Aspek Produksi dan Jenis Produk yang Dihasilkan
PT. Sinar Surya Indah Lestari menghasilkan produk yang berupa kain grey, kain motif, kain putih jadi. Selain itu perusahaan juga menerima jasa servis kain seperti pencucian, printing, dan dying. a. Bahan baku untuk produksi
Bahan baku yang digunakan dalam proses produksi adalah benang. Benang merupakan bahan utama yang digunakan dalam proses pembuatan kain. Jenis benang yang digunakan seperti rayon, cotton.
b. Bahan pembantu
Bahan pembantu utama yang digunakan untuk mendukung proses produksi kain diantaranya sebagai berikut : kanji, doskol, caustic, sabun, SN, softener, pewarna tekstil.
c. Mesin produksi
Mesin-mesin yang digunakan untuk proses produksi terdiri dari :
1) Mesin warping 2) Mesin palet 3) Kanji
xlix d. Kegiatan perusahaan
PT. Sinar Surya Indah Lestari adalah perusahaan yang bergeak dibidang tekstil. Yang kegiatan produksinya tidak jauh beda dengan perusahaan tekstil lainnya, baik dari pemilihan bahan baku, mesin, maupun sampai proses pembuatan kainnya. Kain yang dihasilkan dari benang ditenun menjadi kain dan selebihnya dibuat kain berwarna dan kain bermotif.
e. Proses produksi
PT. Sinar Surya Indah Lestari mempunyai tiga departemen diantaranya departemen weaving, yaitu proses pembuatan kain (dari benang ditenun menjadi kain), departemen finishing yaitu proses pemutihan untuk kain putih dan proses pengakhiran kain dari departemen printing, dan departemen printing merupakan proses pemberian motif dari kain putih. Pada pembahasan ini penulis hanya menguraikan untuk departemen weaving yaitu proses pembuatan kain grey. Pada proses pembuatan kain grey melalui beberapa tahapan proses diantaranya sebagai berikut : 1) Persiapan benang
l
Benang yang akan diproduksi berasal dari perusahaan lain yang disimpan di gudang benang.
2) Warping atau penghanian
Kegiatan ini merupakan proses penggulungan benang dari bentuk chese ke dalam boom lusi (boom yang akan ditenun dengan bentuk gulungan sejajar), dengan menggunakan mesin warper.
Hal-hal yang diperlu diketahui dalam perencanaan proses warping adalah
a) Jumlah benang lusi b) Panjang benang lusi
c) Banyaknya chese yang perlu digunakan 3) Sizing atau pengkanjian
Proses pengkanjian adalah sejumlah jajaran benang lusi yang telah teratur yang berasal dari boom hanian. Yang dimasukkan ke dalam bak, yang berisi larutan kanji yang telah diproses oleh rool pengeras. Benang selanjutnya dipisahkan oleh roll pemisah benang basah dan dikeringkan melalui beberapa silinder pengering yang berisi uap panas, proses akhir benang dipisahkan dengan batang-batang pemisah dilakukan pada akhir espansi bidang akhirnya digulung pada boom tenun.
li
cara memberikan zat pelindung, sehingga tahan terhadap gesekan-gesekan dan tegangan yang terjadi selama proses menenun.
4) Reaching atau pencucukan
Pencucukan adalah proses memasukkan benang lusi ke dalam lubang dropper dan gun. Proses pencucukan ini dipengaruhi oleh anyaman kain yang akan dibuat dan alat pembentuk mulut lusi pada mesin tenun yang akan digunakan. Pecucukan dilakukan di suatu operator sebagai benang pencucuk.
Tugas yang harus dilakukan pada bagian reaching yaitu : a) Memasang jajaran pada stand reaching sesuai
ketentuan.
b) Memasang mesin reaching.
c) Mencucuk benang lusi sesuai ketentuan. d) Menyisir benang lusi.
e) Meringkas setelah proses sisir selesai. 5) Palet
lii 6) Tenun
Proses tenun dapat berlangsung brsamaan dengan palet. Tenun merupakan proses penyilangan (menganyam) antara benang lusi dan benang pakan sehingga terbentuk suatu kain yang memenuhi suatu rancangan yang telah di tentukan. Operator yang menjalankan tenun bertugas mengawasi jalannya mesin dan menyambung benang jika ada yang putus dan secara otomatis mesin akan terhenti serta memasukan kayu linting benang pakan apabila benang pakan telah habis dan perlu diganti dengan kayu linting yang baru atau mengganti pakan.
7) Inspecting
Proses ini merupakan proses pemeriksaan bilamana ada kain yang cacat atau rusak. Alat-alat yang digunakan akan dalam inspecting meliputi gunting, sisir untuk merapatkan antara lusi dan pakan. Niper untuk mengambil kotoran yang ikut teranyam.
8) Folding
liii
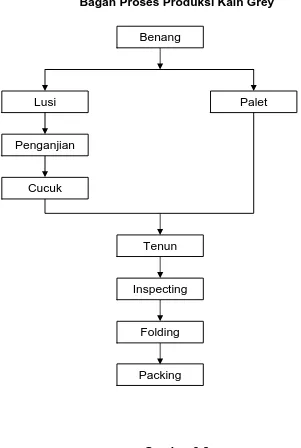
Bagan Proses Produksi Kain Grey
Gambar 3.2
Proses Produksi Kain Grey
B. Laporan Magang
1. Pengertian Magang Kerja
Magang kerja adalah salah satu kegiatan perkuliahan yang dilakukan mahasiswa di luar kampus secara kelompok atau individu dengan terjun langsung dalam dunia kerja maupun dimasyarakat.
Benang
Lusi
Penganjian
Cucuk
Palet
Tenun
Inspecting
Folding
liv
Kegiatan magang kerja dilakukan oleh mahasiswa untuk mendapatkan data dalam membuat/menyusun Tugas Akhir.
2. Tujuan Magang Kerja
Adapun tujuan dari magang kerja yaitu:
a. Memproleh pengalaman kerja dengan terjun langsung kedunia
kerja atau dalam masyarakat.
b. Dapat menembah pengalaman, ilmu pengetahuan dan mengetahui kondisi kerja yang sebenarnya.
c. Agar mahasiswa dapat mengetahui, memahami permasalahan yang dihadapi dalam dunia kerja.
d. Belajar berkomunikasi dengan orang baru yaitu pekerja atau karyawan ditempat magang kerja.
3. Manfaat Magang Kerja a. Bagi Mahasiswa
1) Dapat mengetahui secara jelas bagaimana proses produksi/kegiatan yang terjadi pada objek penelitian.
2) Dapat mengetahui masalah-masalah yang dihadapi
masyarakat umum dan masyarakat industri dan mencoba untuk mencapai solusinya.
3) Dapat menerapkan materi-materi yang diperoleh selama perkuliahan khususnya dalam dunia usaha.
b. Bagi Perusahaan
lv
2) Membantu menyiapkan tenaga kerja yang profesional. 3) Membantu meningkatkan mutu pendidikan.
c. Bagi Perguruan Tinggi
1) Terjadinya hubungan kerja sama yang lebih baik dengan perusahaan yang ditempati untuk melaksanakan magang kerja.
2) Sebagai salah satu alat untuk mengetahui sejauh mana ilmu yang diserap oleh mahasiswa selama kuliah.
3) Sebagai bahan evaluasi dibidang akademik. 4. Pelaksanaan Magang Kerja
Pelaksanaan magang kerja dilakukan pada perusahaan tekstil. Bentuk kegiatan magang kerja antara lain pengamatan, pengambilan data, pencatatan data, membaca dokumen-dokumen dan wawancara dengan karyawan dan staff perusahaan.
a. Tempat dan pelaksanaan magang kerja
1) Tempat :PT. Sinar Surya Indah Lestari.
2) Alamat :Jln. Raya Solo-Sukoharjo Km 7,2 Sukoharjo. 3) Waktu :Masuk Selasa, Rabu, dan Kamis mulai dari
pukul 08.00-15.00. b. Kegiatan magang kerja
lvi
diwajibkan memakai seragam. Apabila akan izin keluar harus minta izin kepada satpam.
Berikut ini adalah rincian selama proses magang kerja pada departemen weaving di PT. Sinar Surya Indah Lestari.
1) Minggu I di Departemen Gudang
a) Pengenalan lingkungan perusahaan. b) Penjelasan urutan proses produksi. c) Membantu packing kain jadi.
2) Minggu II di Departemen Weaving
a) Mengamati proses produksi di departemen weaving. b) Penjelasan fungsi mesin-mesin yang ada di departemen
weaving.
3) Minggu III di Departemen Printing
a) Mengamati proses penimbangan obat yang digunakan sebagai bahan printing.
b) Mengamati langkah-langkah produksi printing, dari pengecapan sampai menjadi kain jadi.
4) Minggu IV di Departemen Finishing
a) Mengamati proses produksi di Departemen Finishing. b) Penjelasan fungsi mesin-mesin.
5) Minggu V
lvii 6) Minggu VI
Melakukan evaluasi data dan melengkapi data yang diperlukan, serta berpamitan karena magang kerja telah selesai.
C. Pembahasan Masalah
Proses produksi dengan waktu yang lebih efektif dan efisien merupakan salah satu tujuan utama untuk menghasilkan produksi yang lebih banyak. Semakin sedikit waktu yang dibutuhkan dalam memproduksi kain grey, semakin banyak pula hasil produksi yang dihasilkan oleh PT. Sinar Surya Indah Lestari. Semakin banyaknya hasil yang diproduksi, semakin banyak pula penghasilan atau keuntungan yang didapat.
Kegiatan penelitian terhadap suatu objek diperlukan tindakan-tindakan analisis data yang telah diperoleh peneliti untuk memberikan jawaban atas penelitian serta argumen di PT. Sinar Surya Indah Lestari digunakan alat analisis yang tepat dan akurat yang dapat memudahkan pengambilan keputusan dalam menentukan kebijakan-kebijakan analisis perusahaan yang kuantitatif berdasar data yang diperoleh selama penelitian. Teknik yang digunakan dalam
menganalisa waktu adalah network. Untuk mengetahui jalur kritis atau waktu kritis yang dapat digunakan dalam memproduksi kain grey.
lviii
produksi supaya mendapatkan waktu kerja yang lebih efektif,
penggunaan sumber daya yang lebih efisien dan juga dapat memenuhi pesanan dengan tepat waktu.
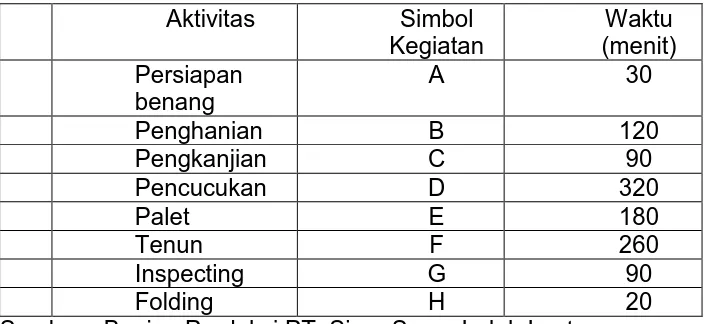
1. Routing Proses Produksi
Tabel 3.1
Jenis dan Urutan Proses Produksi Kain Grey PT. Sinar Surya Indah Lestari
Aktivitas Simbol
Kegiatan
Sumber : Bagian Produksi PT. Sinar Surya Indah Lestari
Tabel 3.2
Waktu Normal Proses Kegiatan Kain Grey PT. Sinar Surya Indah Lestari
Aktivitas Simbol
Kegiatan
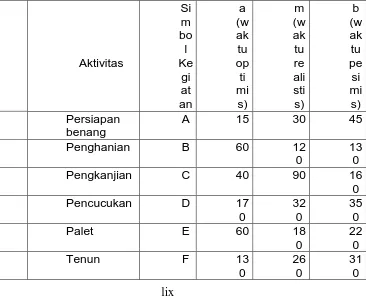
lix 2. Perkiraan Waktu Kegiatan
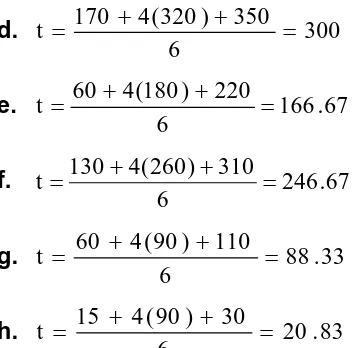
Penentuan perkiraan waktu untuk masing-masing kegiatan dengan tepat tidaklah mudah untuk dilakukan, oleh sebab itu faktor-faktor ketidakpastian harus diperhitungkan, sehingga akan dihasilkan waktu kegiatan yang tepat. Untuk membantu dalam menentukan waktu masing-masing kegiatan dapat menggunakan suatu alat analisis, yaitu dengan metode PERT. Metode PERT tersebut didasarkan pada tiga macam perkiraan waktu, yaitu waktu optimis, waktu realistis dan waktu pesimis. Berdasarkan metode tersebut dapat diketahui perhitungan waktu, sebagai berikut :
Tabel 3.3
Perkiraan Waktu Penyelesaian Masing-Masing Pekerjaan Proses Produksi Kain Grey PT. Sinar Surya Indah Lestari
lx
Inspecting G 60 90 11
0
Folding H 15 20 30
Sumber : Bagian Produksi yang diolah
Komponen lain yang harus diperhatikan dalam penentuan waktu kegiatan adalah total waktu yang dikembangkan dengan simbol t. setelah data dari ketiga waktu tersebut diketahui untuk penyelesaian masing-masing kegiatan, maka dapat dihitung durasi waktu yang diharapkan untuk mengerjakan sebuah kegiatan dengan rumus :
6
a= Waktu optimis, waktu kegiatan bila semua berjalan dengan lancar b = Waktu pesimis, waktu kegiatan bila terjadi hambatan
m= Waktu realistis, waktu kegiatan yang terjadi bila dalam kondisi normal.
Langkah selanjutnya adalah menghitung waktu penyelesaian aktivitas masing-masing kegiatan. Adapun perhitungan perkiraan waktu penyelesaian aktivitas (t) masing-masing kegiatan adalah :
lxi
Hasil perhitungan di atas dapat diketahui mengenai jumlah waktu t dari tiap-tiap kegiatan. Hasil tersebut kemudian menjadi waktu suatu pekerjaan dan akan digunakan untuk menentukan jalur kritisnya, yaitu melelui analisis diagram network. Berikut adalah data PERT (Program Evaluation and Review Technique) proses produksi kain grey :
Tabel 3.4
Data PERT Proses Produksi Kain Grey PT. Sinar Surya Indah Lestari
lxii
Sumber : Bagian Produksi yang diolah th 2010
3. Diagram Network dan Identifikasi Jalur kritis
lxiii
produksi, maka langkah selanjutnya dapat dibuat diagram network. Di mana network merupakan suatu metode untuk menentukan alur dan waktu produksi yang paling efisien dan efektif.
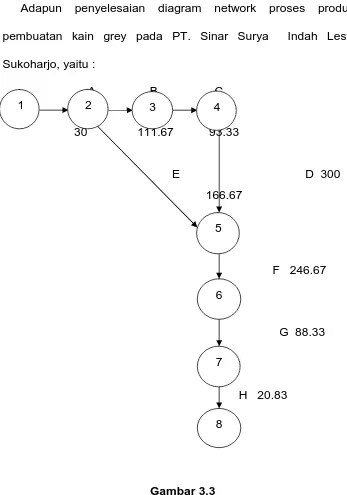
Adapun penyelesaian diagram network proses produksi pembuatan kain grey pada PT. Sinar Surya Indah Lestari Sukoharjo, yaitu :
A B C
30 111.67 93.33
E D 300
166.67
F 246.67
G 88.33
H 20.83
Gambar 3.3
Diagram Network Proses Produksi Kain Grey
2 4
1 3
5
6
7
lxiv
Diagram tersebut dapat ditemukan jalur kritis. Jalur kritis dapat didentifikasi melalui peristiwa-peristiwa yang dihubungkan oleh kegiatan-kegiatan dengan waktu longgar nol (Slack), di mana Slack adalah perbedaan waktu “Latest dan Earliest” atau selisih antara LS & ES, antara LF & EF.
Dalam menentukan mana yang akan menjadi jalur kritis, maka menggunakan metode CPM dengan menghitung dua waktu awal dan waktu akhir yaitu :
a. Waktu mulai terdahulu (ES) = Max (EF semua pendahulu langsung)
b. Waktu selesai terdahulu (EF) = ES + t (waktu kegiatan)
c. Waktu selesai terakhir (LF) = Min(LS dari seluruh kegiatan yang langsung mendahuluinya) d. Waktu mulai terakhir (LS) = LF – t (waktu kegiatan)
lxvi
Dari tabel di atas dapat dibuat gambar suatu jaringan atau diagram network sebagai berikut :
A B C
30 111.67 93.33
E
D 300
166.67
= Jalur Kritis
= Bukan Jalur Kritis F 246.67
G 88.33
H 20.83
2 4
1 3
5
6
7
lxvii
Gambar 3.4
Diagram Network Waktu Penyelesaian Proses Produksi Kain Grey
Jalur kritis adalah jalur aktivitas dalam suatu proyek yang memiliki waktu paling panjang. Dari hasil analisis data dengan metode CPM, maka dapat diketahui dua jalur, yaitu :
Jalur 1 = A – B – C – D – F – G – H
= 30 + 111.67 + 93.33 + 300 + 246.67 + 88.33 + 20.83 = 890.83
Jalur 2 = A – E – F – G – H
= 30 + 166.67 + 246.67 + 88.33 + 20.83 = 552.5
Dengan melihat perhitungan di atas, maka dapat dibandingkan antara jalur 1 dan jalur 2. Jalur 1 dengan penyelesaian selama 890.83 menit sedangkan jalur 2 dengan waktu penyelesaian selama 552,5 menit. Dari dua jalur tersebut yang merupakan jalur kritis adalah jalur 1 karena waktu penyelesaiannya paling lama.
lxviii A. KESIMPULAN
1. Metode PERT dan CPM dalam analisis network yang digunakan dapatlah diketahui beberapa hasilnya, yaitu mengenai urutan pekerjaan, waktu yang diharapkan (t), dan waktu kritis. Ketiga hasil tersebut dapat memudahkan perusahaan dalam melakukan perencanaan dan pengawasan proses produksi kain grey dan untuk memperoleh waktu produksi yang efisien.
2. Urutan kegiatan proses produksi kain grey yaitu terdiri dari persiapan benang (A), Penghanian (B), Pengkanjian (C), Pencucukan (D), Palet (E), Tenun (F), Inspecting/Pengecekan (G), dan Folding (H) dengan waktu yang dibutuhkan 1057.5 menit. 3. Dua jalur yang timbul dalam jaringan proyek adalah 1 yaitu A – B –
C – D – F – G – H, dengan waktu penyelesaian 890.83 menit dan jalur 2 yaitu A – E – F – G – H, dengan waktu penyelesaian selama 552,5 menit.
4. Yang merupakan jalur kritis adalah jalur 1 yang memiliki waktu penyelesaian 890.83 menit yang merupakan waktu terpanjang dalam penyelesaian proyek, kegiatan tersebut adalah persiapan benang, penghanian, pengkanjian, pencucukan, palet, tenun, inspecting dan folding.
B. SARAN
lxix
proses produksi. Salah satunya yaitu dengan menggunakan metode PERT dan CPM. Dengan metode tersebut diharapkan dapat dicapai efisiensi waktu produksi yang akan dapat meningkatkan produktivitas, serta didapatkan sistem perencanaan dan pengawasan produksi yang lebih optimal.
2. Melakukan checking pada mesin-mesin produksi terutama yang dilalui oleh jalur kritis yaitu pada proses penghanian, pengkanjian, pencucukan, tenun, inspecting, folding yang akan digunakan serta melakukan pemeliharaan (service) lebih sering sehingga keadaan mesin dan alat-alat tidak akan mengganggu aktivitas proses produksi.
lxx DAFTAR PUSTAKA
Ahyari, Agus. 1994. Manajemen dan Pengendalian Produksi. Yogyakarta: BPFE.
Baroto, Teguh. 2002. Perencanaan dan Pengendalian Produklsi. Jakarta: Ghalia Indonesia.
Ervan, Rolles. 2007. Analisis Network Proses Produksi Buku Materi (SMP) pada Harapan Baru Surakarta. Fakultas Ekonomi UNS: Surakarta. Gitosudarmo, Indriyo. 2002. Manajemen Operasi. Edisi Kedua.
Yogyakarta: BPFE.
Haryadi, Didit. 2009. Analisis Network untuk Produksi Hard Cover A4 pada PT. Solo Murni. Fakultas Ekonomi UNS: Surakarta.
Handoko, T Hani. 1999. Dasar-Dasar Manajemen Operasi dan Produksi. Edisi Pertama. BPFE: Yogyakarta.
Handoko, T Hani. 2003. Manajemen. Edisi Kedua. Yogyakarta: BPFE. Nasution, Arman Hakim. 2003. Perencanaan dan Pengendalian Produksi.
Edisi Pertama. Surabaya: Guna Widya.
Render, Barry dan Jay, Heizer. 2001. Prinsip-Prinsip Manajemen Operasi. Jakarta: Salemba Empat.
Render, Barry dan Jay, Heizer. 2005. Manajemen Operasi. Edisi Ketujuh. Jakarta: Salemba Empat.