Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV) Banjarmasin, 7-8 Oktober 2015
xxvii
COVER... i
KATA PENGANTAR... ii
SAMBUTAN REKTOR ... iii
SAMBUTAN DEKAN ... iv
REVIEWER ... v
PANITIA ... vii
JADWAL ACARA... viii
DAFTAR ISI ... xxvii KEYNOTE SPEAKER... xlix
BIDANG KONVERSI ENERGI
NO JUDUL KODE
1 Genset dengan bahan bakar co-gasifikasi downdraft kulit kopi dan batubara KE 01
2 Unjuk Kerja Pengering Surya Tipe Rak Pada Pengeringan Kerupuk Kulit Mentah KE 02
3 Analisis Unjuk Kerja Sistem Turbin Gas Mikro Bioenergi Proto X-3 Berbahan Bakar LPG KE 04
4 Optimasi periode data berdasarkan time constant pada pengujian unjuk kerja termal kolektor
surya pelat datar KE 06
5 Pengembangan Model Matematika Kinetika Reaksi Torefaksi Sampah KE 07
6 PENGGUNAAN GAS SEBAGAI BAHAN BAKAR PADA SEPEDA MOTOR BERMESIN INJEKSI KE 10
7 STUDI NUMERIK KARAKTERISTIK ALIRAN GAS-SOLID DAN PEMBAKARAN PADA TANGENTIALLY
FIRED PULVERIZED-COAL BURNER DENGAN VARIASI SUDUT TILTING KE 11
8 Pemanfaatan Panas Buang Kondenser pada Pengering Beku Vakum KE 12
9 Sistem Pendingin Adsorpsi dengan Single Bed Adsorber KE 13
10 Penerapan Evaporative Cooling Untuk Peningkatan Kinerja Mesin Pengkondisian Udara Tipe
Terpisah (AC Split) KE 14
11 Penggunaan Thermal Energy Storage sebagai Penyejuk Udara Ruangan dan Pemanas Air pada
Residential Air Conditioning Hibrida KE 15
12 Studi Eksperimental tentang Karakteristik Turbin Angin Sumbu Vertikal Jenis Darrieus-Savonius KE 17
13 PENGARUH KONSENTRASI GARAM TERHADAP KARAKTERISITIK ALIRAN DUA FASE GAS DAN AIR KE 22
14 Karakteristik Pembentukan Cincin Vorteks pada Jet Sintetik akibat Perubahan Frekwensi Eksitasi
pada Aktuator Ber-cavity Kerucut KE 23
15 KAJI TEORITIK KONSUMSI GAS LPG SEBAGAI SUMBER PANAS PADA PETERNAKAN AYAM BROILER
TIPE KANDANG TERTUTUP (CLOSED HOUSE) KE 24
16 STUDI AWAL GASIFIKASI SERBUK KAYU PADA OPEN TOP STRATIFIED DOWNDRAFT GASIFIER KE 25
17 Prototipe Sistem Pengering Cengkeh Dengan Energi Surya KE 26
18 Drag Reduction in Flow Separation Using Plasma Actuator in Cylinder Models KE 28
19 PENGARUH VARIASI NORMALITAS AKTIVATOR PADA AKTIVASI NaOH-FISIK ADSORBEN FLY ASH
Banjarmasin, 7-8 Oktober 2015
xxviii
20 PENGARUH TEMPERATUR PEMANASAN AWAL TIPE STRAIGHT PADA MINYAK KELAPA TERHADAP
SUDUT SEMPROT NOSEL KE 30
21 Analisis Beban Thermal Rancangan Mesin Es Puter Dengan Kompresor ½ PK Untuk Skala Industri
Rumah Tangga KE 32
22 Rancang Bangun Kondenser pada Pengering Beku Vakum KE 34
23 ANALISIS PERFORMANSI KOLEKTOR SURYA PEMANAS AIR DENGAN PELAT KOLEKTOR BENTUK-V KE 35
24 Analisa Performansi Kolektor Surya Pelat Bergelombang untuk Pengering Bunga Kamboja KE 37
25 Pengaruh Jarak Concentric dan Eccentric Reducer Pada Sisi Isap Pompa Sentrifugal Terhadap
Gejala Kavitasi KE 38
26 Karakterisasi Pembentukan Deposit pada Ruang Bakar Mesin Diesel Dengan Metode Tetesan Pada
Pelat Panas KE 40
27 Pengujian Performa Sistem Pendingin Absorpsi dengan Energi Panas Matahari di Universitas
Indonesia Depok KE 41
28 Karakteristik Aliran dan Perpindahan Panas Campuran Air dan Minyak Nabati untuk aplikasi
sebagai refigeran sekunder KE 42
29 PENGGUNAAN SOLAR COLLECTOR SEBAGAI PEMANAS AWAL DAN PIPA KONDENSAT SEBAGAI HEAT
RECORVERY PADA BASIN SOLAR STILL UNTUK MENINGKATKAN EFISIENSI KE 43
30 Analisis Performa Modul Solar Cell Dengan Penambahan Reflector Cermin Datar KE 44
31 Karakteristik Api Premiks Biogas pada Counterflow Burner KE 45
32 Theoretical Study of Forced Convective Heat Transfer in a Hexagonally Configured
Seven-Vertical-Rod Bundle in Zirconia-Water Nanofluid KE 47
33 KAJI EKSPERIMENTAL ALAT PENGOLAHAN AIR LAUT MENGGUNAKAN ENERGI SURYA UNTUK
MEmproduksi GARAM Dan AIR TAWAR KE 48
34
ANALISIS KARATERISTIK PEMBAKARAN BRIKET ARANG LIMBAH INDUSTRI KELAPA SAWIT dengan VARIASI BAHAN PEREKAT(BINDER)KANJI dan TAR MENGGUNAKAN METODETHERMOGRAVIMETRI ANALYSIS (TGA)
KE 50
35 PENINGKATAN HASIL EKSTRAKSI MINYAK NILAM DENGAN METODE HYDRO-STEAM MICROWAVE
DISTILLATION KE 51
36 PENGARUH VARIASI KEMIRINGAN SUDUT TURBULATOR TERHADAP LAJU PERPINDAHAN PANAS
PADA ALAT PENUKAR KALOR ALIRAN BERLAWANAN (COUNTER FLOW HEAT EXCHANGER) KE 52
37 Pengaruh Variasi Luas Heat Sink Terhadap Densitas Energi dan Tegangan Listrik Thermoelektrik KE 53
38 EFEKTIFITAS PERPINDAHAN PANAS PADA DOUBLE PIPE HEAT EXCHANGER DENGAN GROOVE KE 54
39 Penentuan Sub-sub Pola Aliran StratifiedAir-Udara pada Pipa Horisontal MenggunakanPengukuran
Tekanan KE 56
40 Distribusi Temperatur Pada Microwave menggunakan Metode CFD KE 57
Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV) Banjarmasin, 7-8 Oktober 2015
xxix
42 PENGONTROLAN KUALITAS ANODE SOLID OXIDE FUEL CELL (SOFC) MELALUI PENGONTROLAN
POROSITAS KE 59
43 Pengaruh Kandungan Air pada Proses Pembriketan Binderless Batubara Peringkat Rendah
Indonesia KE 61
44 Perancangan Perangkat Eksperimen Kondensasi Kontak Langsung dengan Keberadaan Non
Condensable Gas KE 62
45 Model Laju Kinetik Dekomposisi Biomasa Untuk Pembentukan Tar Pada Proses Pirolisis KE 65
46 Analisis CFD Penempatan Air Conditioning Unit pada KRD Ekonomi Bandung Raya KE 66
47 Pengaruh temperatur permukaan sel surya terhadap daya pada kondisi pemodelan dan nyata KE 67
48 Pengaruh Pemilihan Jenis Material Terhadap Nilai Koefisien Perpindahan Panas pada Perancangan
Heat Exchanger Shell-Tube dengan Solidworks KE 73
49 PENGARUH LAJU ALIRAN AGENT GAS PADA PROSES GASIFIKASI KOTORAN KUDA TERHADAP
KARAKTERISTIK SYNGAS YANG DIHASILKAN KE 74
50 PembakaranRice HuskdanCoconut ShellDalam Fluidized Bed Combustor KE 75
51 Studi Eksperimental Penyimpanan Energi Termal pada Tangki Pemanas Air Tenaga Surya yang
Berisi PCM KE 76
BIDANG MANUFAKTUR
NO JUDUL KODE
1 Optimalisasi Parameter Proses Cetak Injeksi Plastik dengan Metode Simulasi untuk Menurunkan
Cacat Defleksi MAN 01
2 Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional MAN 02
3 Optimasi Karakteristik Statik Spindel Mesin Perkakas Buatan Dalam Negeri MAN 04
4 Pengaruh ketebalan terhadap akurasi persamaan Rosenthal untuk model analitik proses
pengelasan MAN 09
5 Pengaruh Variasi Kecepatan Putaran Benda Kerja dan Kedalaman Pemakanan Terhadap Kekasaran
Permukaan Proses Gerinda Silinderis Dengan Center Pada Baja AISI 4140 MAN 10
6
Pengaruh Variasi Kecepatan Putaran Benda Kerja dan Kedalaman Pemakanan Terhadap Kekasaran Permukaan Proses Gerinda Silinderis Baja Aisi 4140 Menggunakan Media Pendingin (Coolant Campuran Minyak Sawit dan Calcium Hypochlorite)
MAN 11
7 PENINGKATAN KEAKURASIAN GERAKAN PADA PROTOYPE MESIN CNC MILLING Mini 3-AXIS MAN 12
8 Nilai kekasaran permukaan paduan magnesium AZ31 yang dibubut menggunakan pahat potong
berputar MAN 13
9 Pengaruh Variasi Kecepatan Gerak Benda Kerja terhadap Umur pada Proses Pembuatan Ce takan
Paving AISI 1045 Home Industry Menggunakan Metode Flame Hardening MAN 14
10 Kekasaran permukaan baja karbon sedang akibat proses sand-blasting dengan variasi tekanan dan
Banjarmasin, 7-8 Oktober 2015
Kekasaran permukaan baja karbon sedang akibat proses
sand-blasting
dengan variasi tekanan dan sudut penyemprotan
I Made Widiyarta*, I Made Parwata, I Putu Lokantara, Dirga S., Komang
Yudy S. P., Davin Perangin-Angin dan Nyoman A. Suryawiranata
Jurusan Teknik Mesin, Fakultas Teknik, Universitas Udayana Kampus Bukit Jimbaran, Bali 80362
Email: [email protected]
Abstrak
Kekasaran permukaan material logam perlu diperhatikan dalam proses pelapisan logam untuk memperoleh ikatan logam inti dengan logam pelapis menjadi lebih baik. Proses sand-blastingdapat dipilih untuk mendapatkan kekasaran tertentu pada permukaan material. Proses ini dilakukan dengan menyemprotkan partikel tajam dan keras ke permukaan material dengan kecepatan yang relatif tinggi.
Pada penelitian ini, tekanan dan sudut penyemprotan divariasikan (yaitu sudut 30°, 45°, 60°, 75° dan 90° dan tekanan 6, 7 dan 8 bar) dalam proses sand-blastinguntuk mengetahui tingkat kekasaran permukaan yang terjadi. Material yang dipilih adalah baja karbon sedang dengan partikel blasting
yaitu Al2O3. Hasil menunjukkan bahwa perubahan sedut dan tekanan penyemprotan memberikan
dampak perubahan kekasaran permukaan yang sangat besar.
Kata kunci:sandblasting, baja karbon sedang, kekasaran permukaan
Pendahuluan
Sand-blasting adalah proses mekanik untuk membersihkan dan merubah kekasaran permukaan material [1]. Sand-blasting
dilakukan dengan menyemprotkan pasir atau partikel ukuran kecil yang keras dan tajam dengan kecepatan relatif tinggi ke permukaan material. Tumbukan pasir/partikel kecil ke permukaan material dengan kecepatan relatif tinggi tersebut mengakibatkan terjadinya lokal deformasi plastis pada material di permukaan, sehingga mengakibatkan terjadinya perubahan topograpy permukaan material atau perubahan kekasaran permukaan. Besarnya perubahan topography/kekasaran permukaan tergantung pada kecepatan/tekanan semprotan, ukuran partikel, sifat mekanis partikel dan durasi proses tumbukan.
Selain kondisi diatas, tumbukan partikel kecil pada permukaan material dapat juga menimbulkan terjadinya tegangan sisa [2], hal ini dapat menimbulkan material rentan mengalami kegagalan retak. Deformasi plastis
yang berlebih akibat tumbukan yang berulang-ulang dapat menimbulkan terjadinya awal retakan [3].
Proses sand-blasting umumnya digunakan untuk membersihkan permukaan material dari kotoran/lapisan tertentu seperti cat dan juga untuk merubah kekasaran permukaan material yang akan dilapisi baik dengan cat atau dengan logam melalui proses hot-coating. Dalam proses pelapisan, kekasaran permukaan diperlukan agar ikatan atau daya lekat lapisan pada material inti/yang dilapisi menjadi lebih baik.
Pada penelitian ini, kekasaran permukaan akibat proses sand-blasting dengan variasi sudut nosel dan tekanan penyemprotan diinvestigasi.
Metode Uji
Pada penelitian ini baja karbon sedang (ST 60) dipilih sebagai material uji dan Aluminum Oksida (Al2O3) digunakan sebagai partikel
Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV) Banjarmasin, 7-8 Oktober 2015 Prosessand-blastingdilakukan dengan variasi
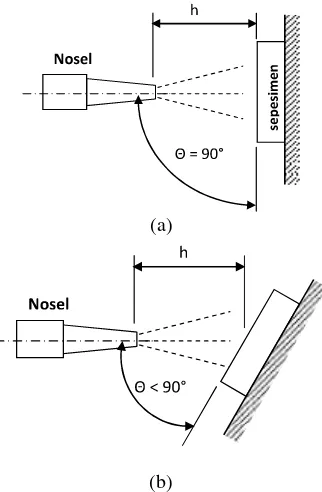
tekanan (4 bar, 6 bar dan 8 bar) dan variasi sudut nosel terhadap permukaan sepesimen uji °, 45°, 60°, 75° dan 90°), lihat Gambar 1, jarak nosel terhadap permukaan material 60 mm, diameter nozle 5 mm dan dengan durasi sand-blasting yaitu sekitar 1 menit.
Material uji dibuat dengan ukuran 20x15x5 mm (Gambar 2), bagian permukaan yang akan mangalami proses sand-blasting dihaluskan dengan amplas 400 (kekasaran permukaan Ra antara 0.091 0.140 ) dan dibersihkan dalam ultrasonic bath sebelum proses sand-balsting. Material uji dilekatkan pada tempat bahan uji (Gambar 3), dan sudut kemiringan dan jarak nosel diatur sesuai variabel uji.
Hasil dan Pembahasan
Sand-blasting dengan menyemprotkan partikel keras dan tajam (Al2O3) dengan
ukuran 355 1000 m ke permukaan material (baja karbon sedang, ST 60), dengan kecepatan relatif tinggi pada jarak 60 mm selama 1 menit mengakibatkan permukaan material menjadi lebih kasar dari sebelum dikenakan proses sand-blasting. Gambar 4 dan 5 menunjukkan hasil sand-blasting
dengan variasi tekanan penyemprotan (Gambar 4) dan variasi sudut nosel terhadap permukaan sepesimen uji (Gambar 5). Hasil pengukuran kekasaran permukaan (Tabel 1) menunjukkan pengaruh tekanan penyemprotan pasir ke permukaan material baja karbon sedang (ST 60) terhadap
(a)
(b)
Gambar 1. Posisi nosel dan spesimen uji
Gambar 3.Alat ujisand-blasing
Cup pasir
Tempat bahan uji
Blasting gun
Selang kompresor
Gambar 2. Sepesimen uji
a. b. c.
Gambar 4.Hasilsand-blastingdengan tekanan penyemprotan a. 8 bar, b. 7 bar,
dan c. 6 bar, dengan sudut nosel terhadap sepesimen uji 90°
a . b.
c . d.
Gambar 5.Hasilsand-blastingdengan sudut nosel terhadap sepesimen uji a. 75°,
Banjarmasin, 7-8 Oktober 2015 kekasaran permukaan material. Dari tabel
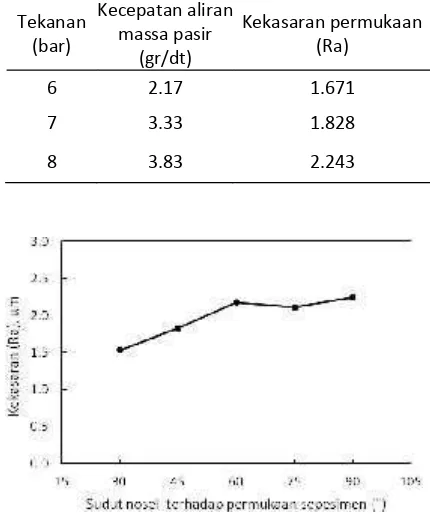
dapat dilihat dengan jelas bahwa dengan meningkatkan tekanan penyemprotan pasir ke permukaan material (6 bar, 7 bar dan 8 bar) pada proses sand-blasting dapat meningkatkan kekasaran permukaan, yaitu kekasaran permukaan Ra sebesar 1.671 pada tekanan 6 bar, meningkat menjadi 1.828
dan 2.243 untuk tekanan masing-masing 7 bar dan 8 bar. Hal ini terjadi karena semakin besar tekanan penyemprotan, semakin besar pula gaya tumbuk pasir pada permukaan material, sehingga mengakibatkan deformasi plastis yang terjadi pada permukaan material semakin besar. Meningkatnya kekasaran permukaan material dengan naiknya tekanan penyemprotan juga dapat terjadi karena jumlah massa menumbuk permukaan lebih besar pada tekanan yang lebih besar, yaitu massa pasir menumbuk permukaan per detik sebesar 2.17 gram pada tekanan 6 bar, dan pada tekanan 7 bar dan 8 bar, massa pasir menumbuk permukaan masing-masing sebesar 3.33 gram dan 3.83 gram per detik (lihat Tabel 1).
Gambar 6 menunjukkan grafik kekasaran permukaan akibat proses sand-blasting
dengan sudut nosel terhadap permukaan sepesimen -beda (30°, 45°, 60°, 75° dan 90°), dengan tekanan semprotan
8 bar, jarak nosel 60 mm dan dengan lama penyemprotan sekitar 1 menit. Dari grafik dapat dilihat, kekasaran permukaan mengalami peningkatan dengan memperbesar sudut semprotan/sudut nosel terhadap permukaan sepesimendari 30° sampai dengan 60° yaitu dari Ra 1.532 menjadi 2.176 . Kekasaran permukaan cenderung tidak mengalami perubahan dengan meningkatnya besar sudut semprotan dari 60°sampai dengan 90°, yaitu 2.176 untuk sudut semprotan 60°, 2.106 untuk sudut 75° dan untuk sudut semprotan 90° kekasaran permukaan sebesar 2.243 . Hal ini mugkin disebabkan karena dengan perubahan sudut semprotan (sudut nosel terhadap permukaan sepesimen) mengakibatkan perubahan besar gaya tumbuk frontal (tegak lurus) pasir/partikel blasting terhadap permukaan material uji. Dengan semakin kecilnya sudut nosel terhadap permukaan sepesimen, maka besar gaya tumbuk frontal (tegak lurus) pasir/partikel terhadap permukaan sepesimen akan semakin kecil. Besar gaya tumbuk frontal untuk sudut lebih kecil dari 90° menjadi sama dengan besar gaya tumbuk frontal sudut 90° x cos (90°- sudut nosel terhadap spesimen), atau
Ff( = Ff(90°)x cos (90°
-dimana:
F : gaya tumbuk frontal untuk sudut lebih kecil dari 90°
Ff(90°) : gaya tumbuk frontal sudut 90°
: sudut nosel terhadap spesimen (lihat Gambar 1).
Dengan perkiraan besar gaya tumbuk frontal seperti diatas, maka untuk sudut nosel terhadap permukaan sepesimen 75°, besar gaya frontal menjadi 0.97 dari besar gaya frontal 90°. Sedangkan untuk sudut nosel terhadap permukaan sepesimen 60°, 45° dan 30°, besar gaya frontal masing-masing menjadi 0.87, 0.71 dan 0.5 dari gaya frontal 90°. Kondisi perubahan gaya tumbuk frontal Tabel 1. Kekasaran permukaan akibat variasi
tekanan sand-blastingdengan sudut 90°, jarak semprotan 60 mm dan lama penyemprotan 1 menit
Tekanan
Gambar 6. Grafik kekasaran permukaan akibat variasi sudut penyemprotan sand-blasting(sudut nosel terhadap permukaan sepesimen) dengan tekanan 8 bar
Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV) Banjarmasin, 7-8 Oktober 2015 pasir/partikel terhadap permukaan sepesimen
inilah yang mungkin menyebabkan perubahan kekasaran permukaan tidak cukup besar atau cenderung sama pada perubahan sudut nosel terhadap permukaan sepesimen dari 90° ke 60° dan mengakibatkan perubahan yang cukup besar pada sudut nosel terhadap permukaan sepesimen 45°dan 30°.
Kesimpulan
Proses sand-blasting pada baja karbon sedang (ST 60) dengan partikel blasting AL2O3, jarak nosel 60 mm dan lama penyemprotan 1 menit, dengan meningkatkan tekanan penyemprotan dari 6 bar sampai dengan 8 bar, mengakibatkan kekasaran permukaan Ra material baja karbon sedang meningkat dari 1.671 sampai dengan . Perubahan sudut nosel terhadap permukaan sepesimen dari 30°sampai dengan 60° mengakibatkan kekasaran permukaan
namun kekasaran permukaan material cenderung tidak mengalami perubahan pada perubahan sudut nosel terhadap permukaan sepesimen dari 60° sampai dengan 90°. Hal ini mungkin karena perubahan besar gaya tumbuk frontal (tegak lurus) pasir pada permukaan sepesimen akibat perubahan sudut nosel terhadap permukaan sepesimen.
Ucapan Terima Kasih
Terima kasih penulis ucapkan kepada Direktorat Jenderal Pendidikan Tinggi (Dikjen Dikti) yang telah mendanai penelitian ini melalui Hibah Penelitian Desantralisasi Tahun 2015.
Referensi
[1]. Handbook of Thermal Spray Technology, ASM International and the Thermal Spray Society, 2004, J.R. Davis. [2]. L. Kumosa, D. Armentrout and M.
Kumosa,The effect of sandblasting on the initiation of stress corrosion cracking in unidirectional E-glas/polymer composites used in high voltage composite
(Non-ceramic) isolator, Composites Science & Technology, Vol. 62, No. 15 (2002), pp. 1999-2015.
[3]. L N Kashapov, N F Kashapov and R N Kashapov, Research of cobalt chromium alloy surface morphology after