BAB V
ANALISA PEMECAHAN MASALAH
5.1 Tahap Analisis (Analyse)
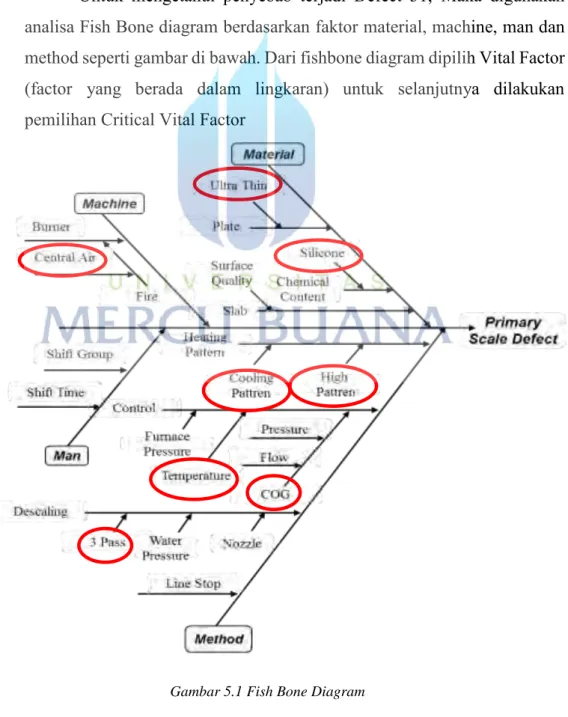
Untuk mengetahui penyebab terjadi Defect 31, Maka digunakan analisa Fish Bone diagram berdasarkan faktor material, machine, man dan method seperti gambar di bawah. Dari fishbone diagram dipilih Vital Factor (factor yang berada dalam lingkaran) untuk selanjutnya dilakukan pemilihan Critical Vital Factor
Gambar 5.1 Fish Bone Diagram
5.1.1 Pemilihan Critical Vital Factor
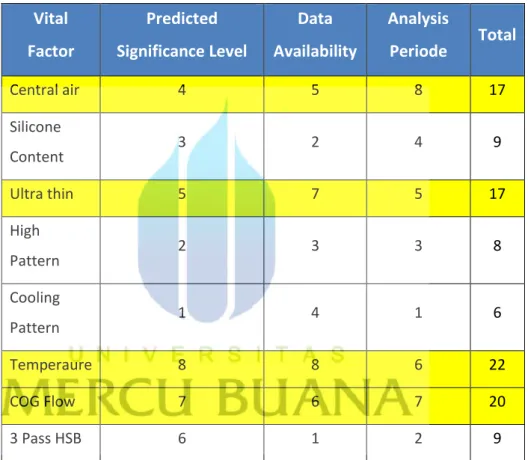
Dari analisa Fish Bone diagram didapatkan 8 Vital Factor. Untuk mendapatkan Critical Vital Factor maka digunakan pemilihan Vital Factor dengan memberikan nilai terhadap tiap-tiap factor berdasarkan signifikansi efek, ketersediaan data, dan waktu analisa yang terdapat pada tabel di bawah ini.
Tabel 5.1 Critical Vital Factor Selection
Dari table di atas maka di dapatkan Critical Vital Factor sebagai berikut:
1. Central Air 2. Ultra Thin 3. Temperature 4. COG Flow
Vital Factor
Predicted Significance Level
Data Availability
Analysis
Periode Total
Central air 4 5 8 17
Silicone
Content 3 2 4 9
Ultra thin 5 7 5 17
High
Pattern 2 3 3 8
Cooling
Pattern 1 4 1 6
Temperaure 8 8 6 22
COG Flow 7 6 7 20
3 Pass HSB 6 1 2 9
5.1.2 Hypothesis Test
Hypothesis test di gunakan untuk menguji apakah Critical Vital Factor berpengaruh terhadap Defect 31 atau tidak. Dalam Hypothesis test di gunakan software minitab untuk mencari pengaruh Critical Vital Factor terhadap Defect 31.
1) Analisa Pengaruh COG Flow terhadap Defect 31
Pengaruh defect di analisa dari konsumsi COG tinggi dan rendah.
COG (Faktor) berupa data continuous dan defect (Respon) berupa data discreate dan pengujian di lakukan terhadap dua proporsi yaitu tinggi dan rendah. Maka tool statistic yang di gunakan adalah Hypothesis tes menggunakan two proportion.
Hypothesis statement:
Ho: Aliran COG tidak memiliki efek yang signifikan terhadap Defect 31
Ha: Aliran COG memiliki efek yang signifikan terhadap Defect 31
Hasil perhitungan minitab untuk two proportion test untuk:
Flow rate Jumlah Produk Defect
Rendah < 3000 m/hr 276 3
Tinggi > 3000 m/hr 748 122
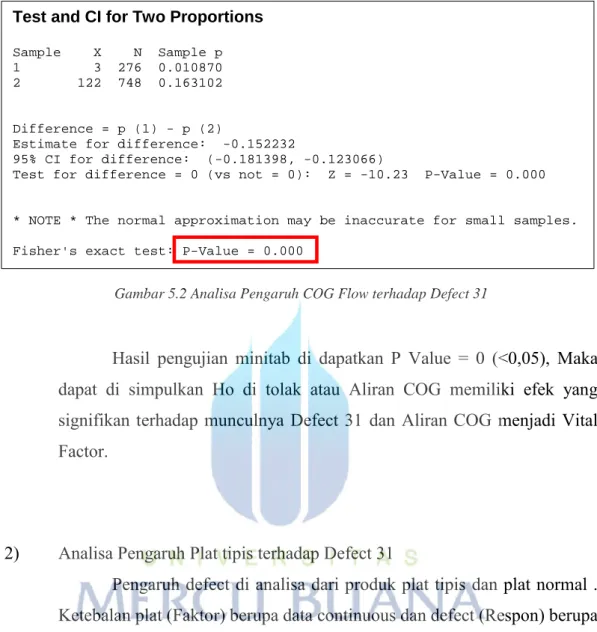
Gambar 5.2 Analisa Pengaruh COG Flow terhadap Defect 31
Hasil pengujian minitab di dapatkan P Value = 0 (<0,05), Maka dapat di simpulkan Ho di tolak atau Aliran COG memiliki efek yang signifikan terhadap munculnya Defect 31 dan Aliran COG menjadi Vital Factor.
2) Analisa Pengaruh Plat tipis terhadap Defect 31
Pengaruh defect di analisa dari produk plat tipis dan plat normal . Ketebalan plat (Faktor) berupa data continuous dan defect (Respon) berupa data discreate dan pengujian di lakukan terhadap dua proporsi yaitu tinggi dan rendah. Maka tool statistic yang di gunakan adalah Hypothesis tes menggunakan two proportion.
Hypothesis statement:
Ho: Ketebalan plat tidak memiliki efek yang signifikan terhadap Defect 31
Ha: Ketebalan plat memiliki efek yang signifikan terhadap Defect 31
Hasil perhitungan minitab untuk two proportion test untuk:
Test and CI for Two Proportions
Sample X N Sample p 1 3 276 0.010870 2 122 748 0.163102
Difference = p (1) - p (2)
Estimate for difference: -0.152232
95% CI for difference: (-0.181398, -0.123066)
Test for difference = 0 (vs not = 0): Z = -10.23 P-Value = 0.000
* NOTE * The normal approximation may be inaccurate for small samples.
Fisher's exact test: P-Value = 0.000
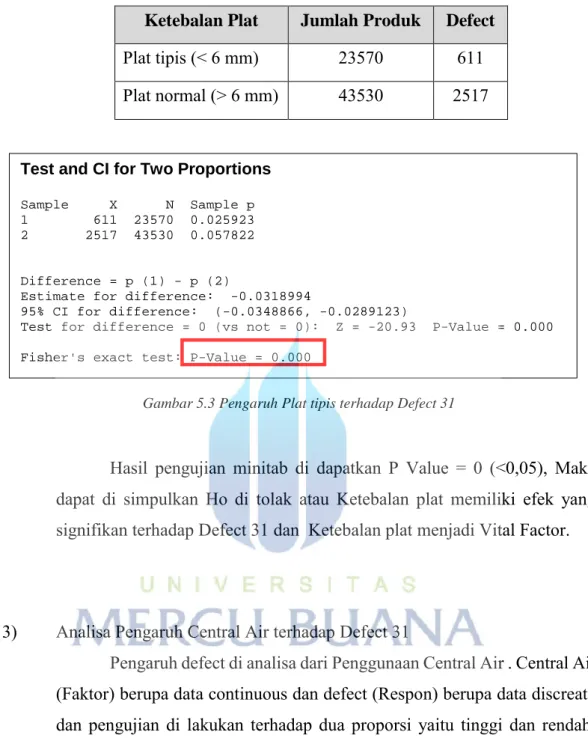
Ketebalan Plat Jumlah Produk Defect Plat tipis (< 6 mm) 23570 611 Plat normal (> 6 mm) 43530 2517
Gambar 5.3 Pengaruh Plat tipis terhadap Defect 31
Hasil pengujian minitab di dapatkan P Value = 0 (<0,05), Maka dapat di simpulkan Ho di tolak atau Ketebalan plat memiliki efek yang signifikan terhadap Defect 31 dan Ketebalan plat menjadi Vital Factor.
3) Analisa Pengaruh Central Air terhadap Defect 31
Pengaruh defect di analisa dari Penggunaan Central Air . Central Air (Faktor) berupa data continuous dan defect (Respon) berupa data discreate dan pengujian di lakukan terhadap dua proporsi yaitu tinggi dan rendah.
Maka tool statistic yang di gunakan adalah Hypothesis tes menggunakan two proportion.
Hypothesis statement:
Ho: Central Air tidak memiliki efek yang signifikan terhadap Defect 31
Ha: Central Air memiliki efek yang signifikan terhadap Defect 31
Hasil perhitungan minitab untuk two proportion test untuk:
Test and CI for Two Proportions
Sample X N Sample p 1 611 23570 0.025923 2 2517 43530 0.057822
Difference = p (1) - p (2)
Estimate for difference: -0.0318994
95% CI for difference: (-0.0348866, -0.0289123)
Test for difference = 0 (vs not = 0): Z = -20.93 P-Value = 0.000 Fisher's exact test: P-Value = 0.000
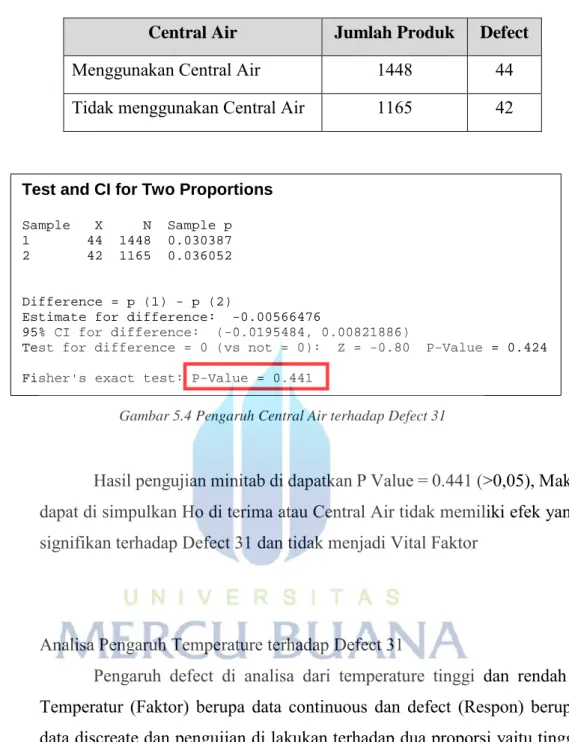
Central Air Jumlah Produk Defect
Menggunakan Central Air 1448 44
Tidak menggunakan Central Air 1165 42
Gambar 5.4 Pengaruh Central Air terhadap Defect 31
Hasil pengujian minitab di dapatkan P Value = 0.441 (>0,05), Maka dapat di simpulkan Ho di terima atau Central Air tidak memiliki efek yang signifikan terhadap Defect 31 dan tidak menjadi Vital Faktor
4) Analisa Pengaruh Temperature terhadap Defect 31
Pengaruh defect di analisa dari temperature tinggi dan rendah . Temperatur (Faktor) berupa data continuous dan defect (Respon) berupa data discreate dan pengujian di lakukan terhadap dua proporsi yaitu tinggi dan rendah. Maka tool statistic yang di gunakan adalah Hypothesis tes menggunakan two proportion.
Hypothesis statement:
Ho: Temperatur tidak memiliki efek yang signifikan terhadap Defect 31
Ha: Temperatur memiliki efek yang signifikan terhadap Defect 31
Hasil perhitungan minitab untuk two proportion test untuk:
Test and CI for Two Proportions
Sample X N Sample p 1 44 1448 0.030387 2 42 1165 0.036052
Difference = p (1) - p (2)
Estimate for difference: -0.00566476
95% CI for difference: (-0.0195484, 0.00821886)
Test for difference = 0 (vs not = 0): Z = -0.80 P-Value = 0.424 Fisher's exact test: P-Value = 0.441
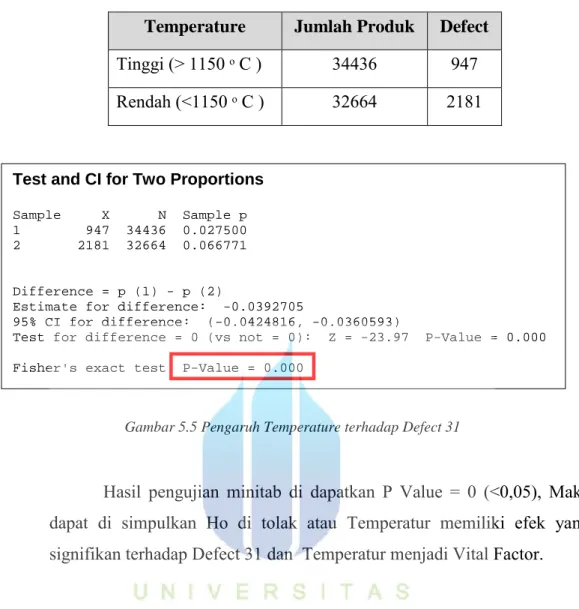
Temperature Jumlah Produk Defect Tinggi (> 1150 ᵒ C ) 34436 947 Rendah (<1150 ᵒ C ) 32664 2181
Gambar 5.5 Pengaruh Temperature terhadap Defect 31
Hasil pengujian minitab di dapatkan P Value = 0 (<0,05), Maka dapat di simpulkan Ho di tolak atau Temperatur memiliki efek yang signifikan terhadap Defect 31 dan Temperatur menjadi Vital Factor.
5.2 Tahap Perbaikan (Improve) 5.2.1 Design of Experiments
Dari hasil analisa di dapatkan 3 Vital Factor yaitu Temperatur, Aliran COG dan Ketebalan Plat. Namun pada praktek di lapangan ketebalan plat merupakan factor yang tidak bisa di control. Oleh karena itu Vital Faktor berupa ketebalan plat bisa di abaikan.
Design of Experiments di lakukan dengan mengambil data pada Aliran COG tinggi dan rendah terhadap Temperatur tinggi dan rendah seperti pada table berikut
Test and CI for Two Proportions
Sample X N Sample p 1 947 34436 0.027500 2 2181 32664 0.066771
Difference = p (1) - p (2)
Estimate for difference: -0.0392705
95% CI for difference: (-0.0424816, -0.0360593)
Test for difference = 0 (vs not = 0): Z = -23.97 P-Value = 0.000 Fisher's exact test: P-Value = 0.000
Tabel 5.2 Data percobaan Temperatur dan Aliran COG Discharging
Temperature (To) COG Flow Ukuran Sample
Banyaknya
Cacat Defect 31 (%)
≥ 1150 < 3000 685 65 0.095
< 1150 < 3000 2075 15 0.007
≥ 1150 ≥ 3000 229 43 0.188
< 1150 ≥ 3000 933 30 0.032
Dari table terlihat ukuran sampel yang di gunakan terhadap setting parameter temperature dan aliran COG. Banyaknya cacat di banding ukuran sample maka di dapatkan besar persentase Defect 31. Berikut dalah Uji Design Of Experiments kejadian Defect 31 sebagaimana di jelaskan pada table berikut
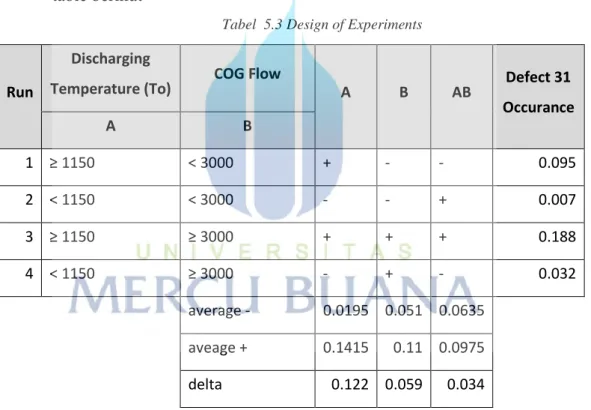
Tabel 5.3 Design of Experiments
Run
Discharging
Temperature (To) COG Flow
A B AB Defect 31
Occurance
A B
1 ≥ 1150 < 3000 + - - 0.095
2 < 1150 < 3000 - - + 0.007
3 ≥ 1150 ≥ 3000 + + + 0.188
4 < 1150 ≥ 3000 - + - 0.032
average - 0.0195 0.051 0.0635 aveage + 0.1415 0.11 0.0975
delta 0.122 0.059 0.034
Dari hasil perhitungan DOE pada table di atas di dapatkan bahwa factor A memiliki efek yang paling signifikan terhadap defect 31 dibandingkan dengan Faktor B maupun interaksi antara Faktor A dengan factor B (AB). Untuk membandingkan pengaruh dari masing-masing factor temperator maupun Aliran COG, dapat di lihat dari grafik di bawah.
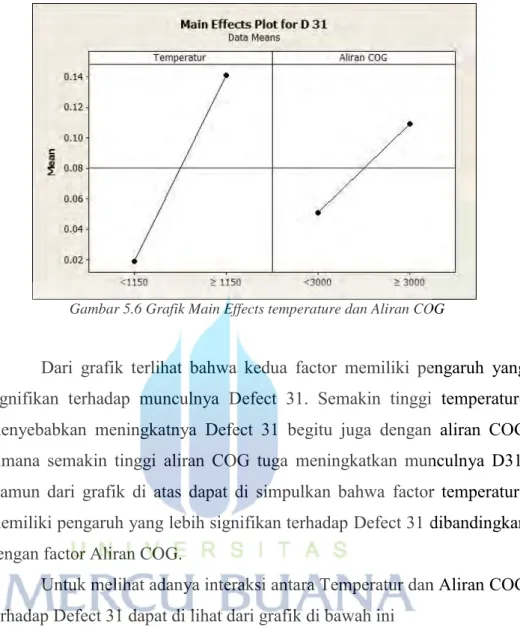
Gambar 5.6 Grafik Main Effects temperature dan Aliran COG
Dari grafik terlihat bahwa kedua factor memiliki pengaruh yang signifikan terhadap munculnya Defect 31. Semakin tinggi temperature menyebabkan meningkatnya Defect 31 begitu juga dengan aliran COG dimana semakin tinggi aliran COG tuga meningkatkan munculnya D31.
Namun dari grafik di atas dapat di simpulkan bahwa factor temperature memiliki pengaruh yang lebih signifikan terhadap Defect 31 dibandingkan dengan factor Aliran COG.
Untuk melihat adanya interaksi antara Temperatur dan Aliran COG terhadap Defect 31 dapat di lihat dari grafik di bawah ini
Gambar 5.7 Grafik Interaction antara Temperature dan Aliran COG
Dari grafik terlihat bahwa trend garis aliran COG tidak berpotongan dengan trend garis Temperatur. Hal ini menunjukkan bahwa interaksi antara temperature dengan Aliran COG tidak membeikan pengaruh yang signifikan terhadap Defect 31. Untuk mengetahui setting parameter optimum dari temperature dan Aliran COG terhadap Defect 31 maka dapat di lihat dari grafik di bawah ini.
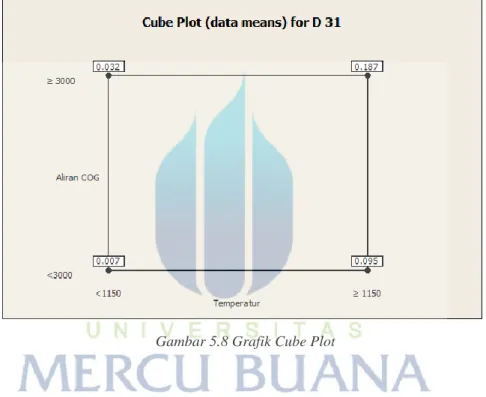
Gambar 5.8 Grafik Cube Plot
Setting parameter yang paling optimum di pilih berdasarkan Defect 31 yang paling kecil. Dari grafik di bawah dapat di simpulkan bahwa setting parameter yang paling optimum adalah dengan Temperatur di bawah 1150
ᵒ C dan Aliran COG di bawah 3000 Nm3/Hr.
5.2.2 Improvement summary
Setelah menerapkan setting parameter berdasarkan hasil dari pilot solution (temperature kurang dari 1150 dan Aliran COG kurang dari 3000) maka didapatkan hasil seperti pada table di bawah ini
Tabel 5.3 Kondisi Sebelum dan sesudah improvement
Defect
Sebeum Imrovement
Defect
Setelah Improvement
𝜎 𝐿𝑒𝑣𝑒𝑙 3,27 𝜎 𝐿𝑒𝑣𝑒𝑙 3,93
Dari table di atas dapat di lihat bahwa setting parameter yang di dapat dari hasil DOE memberikan pengaruh terhadap penurunan persentase Defect 31. Dengan kata lain dapat di katakan bahwa setting parameter tersebut meningkatkan sigma level dari yang sebelumnya 3, 27 menjadi 3,93.
5.3 Tahap Control (Control)
Proses control digunakan untuk menjaga kestabilan dan memonitor defect 31 yang dihasilkan setelah menggunakan setting parameter yang didapatkan dari proses improve setelah DOE. Dalam melakukan proses control digunakan tool control chart berupa P-chart karena:
1. Data yang dicontrol berupa data discreate (attribute) 2. CTQ berupa defective
3. Jumlah sample adalah tidak konstan setiap harinya
Dalam penerapan P-chart data yang ditampilkan dalam control chart adalah data persentase defect setiap hari dan data UCL sebagai batas limit abnormal data. Sedangkan data LCL menggunakan nilai nol (0) karena semakin kecil defect maka semakin bagus prosesnya. Berikut adalah hasil dari control yang ditampilkan dalam P-chart selama 30 hari kerja.
Tabel 5.5 Total Inspection dan defect selama 30 Hari kerja
no Total
Inspection Defect UCL LCL Persentase
Defect 31 p BAR
1 1030 3 0.011714252 0 0.0029 0.0029
2 1781 8 0.010123569 0 0.0045 0.0037
3 1980 9 0.009863055 0 0.0045 0.0040
4 998 7 0.011819882 0 0.0070 0.0047
no Total
Inspection Defect UCL LCL Persentase
Defect 31 p BAR
5 693 8 0.013169547 0 0.0115 0.0061
6 648 3 0.013445953 0 0.0046 0.0059
7 1811 9 0.010081563 0 0.0050 0.0057
8 1296 8 0.010993624 0 0.0062 0.0058
9 1574 2 0.010445408 0 0.0013 0.0053
10 1304 11 0.010975435 0 0.0084 0.0056
11 1305 7 0.010973174 0 0.0054 0.0056
12 1856 6 0.010020475 0 0.0032 0.0054
13 822 6 0.012507152 0 0.0073 0.0055
14 1631 23 0.010350699 0 0.0141 0.0061
15 1359 5 0.010854767 0 0.0037 0.0060
16 1330 0 0.01091746 0 0.0000 0.0056
17 2523 7 0.009316425 0 0.0028 0.0054
18 1993 24 0.009847408 0 0.0120 0.0058
19 1450 4 0.010670405 0 0.0028 0.0056
20 2325 13 0.009493414 0 0.0056 0.0056
21 1210 1 0.011200409 0 0.0008 0.0054
22 2161 9 0.009658075 0 0.0042 0.0054
23 2075 15 0.009752123 0 0.0072 0.0054
24 1461 13 0.010649295 0 0.0089 0.0056
25 2075 10 0.009752123 0 0.0048 0.0056
26 2529 7 0.009311389 0 0.0028 0.0054
27 1977 5 0.009866688 0 0.0025 0.0053
28 2311 3 0.009506783 0 0.0013 0.0052
29 1089 7 0.011531847 0 0.0064 0.0052
30 2469 1 0.009362577 0 0.0004 0.0051
49066 234 0.010605833 0.0051
Gambar 5.9 Grafik P-Chart
Dari control chart diatas didapatkan data menyimpang (keluar dari UCL) pada hari ke-14 dan hari ke-18, setelah melakukan analisa lebih lanjut didapatkan bahwa pada periode tersebut terdapat produksi plat sangat tipis (ultra thin). Sebagaimana yang telah dibahas pada tahap analisa bahwa vital factor untuk plat ulta thin dapat diabaikan karena parameter tersebut tidak dapat decontrol.
Secara umum dengan melihat hasil dari control chart, dapat disimpulkan bahwa proses produksi plat dengan menggunakan seting parameter aliran COG < 3000 dan temperature <1150 dapat mengurangi jumlah defect 31 dan hasilnya adalah stabil selama periode 30 hari kerja.
0.0000 0.0020 0.0040 0.0060 0.0080 0.0100 0.0120 0.0140 0.0160
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Proportion
Sample
P Chart Defect 31
D 31 UCL LCL