23 BAB III
METODOLOGI PENELITIAN
3.1 Jenis Penelitian
Jenis penelitian yang digunakan dalam penelitian ini adalah jenis penelitian experimental (true experiment research). Kajian literatur didapatkan dari berbagai
sumber baik dari buku maupun jurnal yang terkait digunakan untuk menambah informasi yang diperlukan.
3.2 Waktu Dan Tempat Penelitian
Adapun waktu dan tempat penelitian dijabarkan sebagai berikut.
1. Pengelasan dilakukan di PPPPTK BOE - VEDC Malang.
2. Pembentukan dan perapian spesimen dilakukan di Universitas Muhammadiyah Malang.
3. Pengujian kekerasan dilakukan di Laboratorium Teknik Mesin Universitas Muhammadiyah Malang
3.3 Alat dan Bahan 3.3.1 Bahan
1. Baja ASTM A36
Baja ASTM A36 Low carbon adalah spesimen yang akan digunakan pada penelitian yang akan dilakukan. Dengan ukuran 100 mm x 50 mm dan ketebalan 10 mm.
2. Kawat las seri E701T-1 dengan diameter 1,2.
E adalah simbol elektroda atau kawat las.
7adalah kekuatan tarik minimum dari kawat las tersebut yaitu dikali 10.000 psi.
0 adalah posisi pengelasan yang berarti untuk posisi Flat dan Horizontal, namun jika diganti 1 maka dapat digunakan untuk semua posisi.
T adalah Simbol dari bentuk elektroda tersebut yaitu Tubular, karena pada proses Las FCAW bentuk kawat lasnya adalah tubular karena ada flux di dalam kawat las.
1 adalah tipe gas dan performa dari kawat las, berikut ini beberapa tipe gas beserta kodenya.
3. Flux aktif TiO2
Dari beberapa penelitian yang sudah dilakukan, pada fluks TiO2
memiliki pengaruh penetrasi yang paling dalam yang diterapkan pada material stainless steel, sehingga mengacu pada hasil pengujian yang telah dilakukan, fluks yang akan dilakukan pada pengujian ini adalah fluks TiO2
yang akan diaplikasikan pada material baja karbon. Peningkatan kedalaman penetrasi dengan menggunakan fluks TiO2 hanya disebabkan oleh konveksi Marangoni.
Gambar 3.1 Fluks Aktif TiO2
4. Aseton
Aseton (isopropanon) adalah senyawa organik dengan rumus (CH3) 2CO. Ini adalah cairan yang tidak berwarna, mudah menguap, mudah terbakar, dan merupakan keton paling sederhana dan terkecil. Aseton mudah larut dengan air dan berfungsi sebagai pelarut penting dalam haknya sendiri, Sekitar 6,7 juta ton diproduksi di seluruh dunia pada tahun 2010, terutama untuk digunakan sebagai pelarut.
Gambar 3.2 Aseton
3.3.2 Alat
Peralatan yang digunakan dalam penelitian ini dijabarkan sebagai berikut.
1. Mesin las FCAW
Fungsi mesin las FCAW adalah melakukan penyambungan dua logam atau lebih dengan berbagai posisi dan tempat .
Gambar 3.3 Mesin Las FCAW
2. Alat uji kekerasan Vikers
Prinsip dasar pengujian ini sebenarnya sangat sederhana yaitu menggunakan indentor berupa bola yang berbentuk prisma yang dipasang tepat di bagian tengah hardness tester. Setelah itu dilakukan penekanan pada benda atau material yang diuji dengan besar gaya tekanan yang sudah ditentukan sebelumnya. Nantinya, hasil penetrasi atau penekanan akan dianalisa untuk mengukur tingkat kerasa material tersebut.
Gambar 3.4 Alat uji kekerasan vikers
3. Jangka sorong
Fungsi dari jangka sorong adalah untuk mengukur panjang,lebar dan ketebalan plat yang akan di gunakan untuk pengujian.
Gambar 3.5 Jangka Sorong
4. Gelas
Fungsi dari gelas kimia ini yaitu sebagai tempat untuk mencampurkan TiO2 dengan aseton.
Gambar 3.6 Gelas Kimia
5. Spatula Pengaduk
Fungsi spatula ini untuk mengadun campuran antara TiO2 dengan aseton.
Gambar 3.7 Spatula Pengaduk
6. Timbangan Digital
Timbangan digital yang digunakan dengan merk ACIS dengan kapasitas 500 g x 0,1 g. Ini berfungsi untuk menimbang berat TiO2 yang akan digunakan.
Gambar 3.8 Timbangan digital
7. Gerinda
Fungsi dari gerinda adalah untuk menghaluskan permukaan speciemen setelah proses pengelasan.
Gambar 3.9 Mesin Gerinda
8. Mesin pemotong spesimen ( Mesin potong hidrolik)
Fungsi mesin pemotong hidrolik adalah memotong speciemen dengan tujuan tidak merubah dari structur asli dari speciemen yang akan di gunakan.
Gambar 3.10 Mesin Potong Hidrolik
9. Amplas
Amplas 360,500,1500. Fungsi amplas untuk membersihkan lapisan oksida yang ada pada permukaan spesiemen.
Gambar 3.11 Amplas
10. Penjepit Pengelasan
Gambar 3.12 Penjepit Material Saat Pengelasaan
3.4 Langkah Penelitian 3.4.1 Tahap Persiapan
1. Pemotongan sampel
Dalam penelitian ini material yang digunakan adalah jenis Baja karbon rendah yaitu baja astm 36 yang di potong dengan Tebal 10 mm dengan panjang & lebar 100 mm x 50 mm. Pembuatan spesimen dilakuakan dengan cara memotong sebagian material baja dengan menggunakan alat potong gergaji mesin atau tangan dalam hal ini pemotongan material tidak menggunakan las potong ataupun gerinda potong karena untuk menghindari terjadinya rekristalisasi dan mengurangi distribusi panas.
2. Pembuatan kampuh V terbuka
Pembuatan kampuh V terbuka dengan menggunakan mesin frais bahan yang dipersiapkan dengan ukuran :
1. Tebal 10 mm 2. Panjang 50 mm 3. Lebar 50 mm
4. Jumlah 12 pasang (100 mm x 50 mm) 5. Sudut kampuh 1 sisi 300
Bahan dipersiapkan didalam pencekam pada sudut pengefraisan 30° maka tahap pengefraisan pun langsung dilakukan dan yang perlu diperhatikan pada saat pengefraisan yaitu ragum pencekam pada mesin frais dan setelan mata bor haruslah centre dan lurus agar hasil pada pengefraisan ampuh benar-benar lurus dan sudut didapatkan benar-benar sempurna.
Gambar 3.13 Kampuh Join
3.5 Proses Pengelasan FCAW Langkah – langkah dalam penglasan 1. Cara kerja alat bantu pengelasan
sepulley penggerak akan berputar sesuai dengan putaran motor daya motor dari pulley 1 (penggerak) akan ditranmisikan ke pulley 2 melalui v-Belt.
Kemudian daya dari pulley 2 ditranmisikan ke batang penggerak melalui proses ulir. Poros ulir berputar sesuai putaran pulley 2 akan menggerakan batang penggerak dengan merubah gaya putar menjadi gaya horisontal.
50 2
8 4
600
2
102
50
Daya ini selanjutnya akan digunakan untuk menggerakan batang penggerak yang sekaligus sebagai tumpuan dari toch las dan toch pemanas. Setelah batang penggerak mulai berjalan, maka proses pengelasan mulai berjalan dan akan berhenti sesuai jarak yang sudah ditentukan.
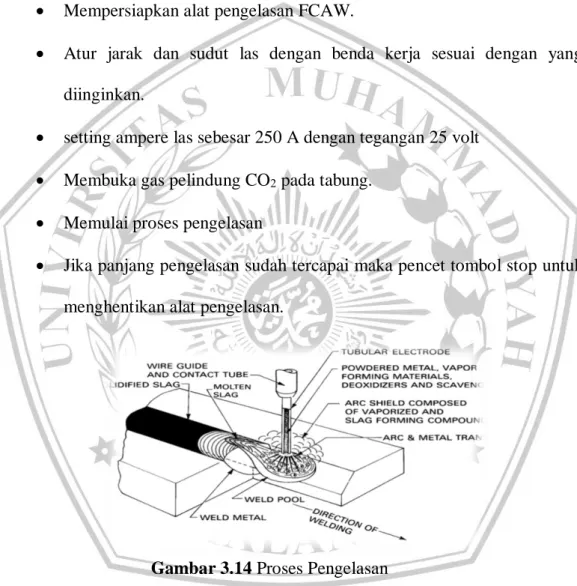
2. Proses pengoperasian pengelasan FCAW
Mempersiapkan alat pengelasan FCAW.
Atur jarak dan sudut las dengan benda kerja sesuai dengan yang
diinginkan.
setting ampere las sebesar 250 A dengan tegangan 25 volt
Membuka gas pelindung CO2 pada tabung.
Memulai proses pengelasan
Jika panjang pengelasan sudah tercapai maka pencet tombol stop untuk menghentikan alat pengelasan.
Gambar 3.14 Proses Pengelasan 3. Proses penambahan flux aktif TiO2 dan ASETON
Proses penambahan flux aktif TiO2 yang di larutkan dalam aseton ini dilakukan sebelum specimen di las dimana spesimen yang sudah disiapkan diolesi pada bagian yang akan di las oleh campuran flux aktif
TiO2 dengan aseton dengan menggunakan perbandingan TiO2 0,5 g,1 g dan 1,5 g .lalu baru kemudian dilakukan pengelasan pada spesimen tersebut.
Gambar 3.15 penambahan TiO2
4. Pengamplasan Speciemen
Pengamplasan speciemen bertujuan untuk menghilangkan oksidasi yang ada pada permukaan speciemen dan membuat benda menjadi lebih halus dan daerah HAZ dan daerah terlihat jelas.
Gambar 3.16 hasil pengamplasan spesimen
5. Proses Pengujian kekerasan Vikers
Tahap selanjutnya adalah melakukan pengujian kekerasan Vikers dimana untuk pengambilan titik dilakukan di 3 daerah yaitu daerah base metal , daerah las dan yang terakhir di daerah HAZ ( Heat Affected Zone).
3.6 Analisa Data
Analisa Data Setelah data diperoleh selanjutnya menganalisa data dengan cara mengolah data yang sudah terkumpul data dari hasil pengujian dimasukan kedalam persamaan-p ersamaan yang ada sehingga di peroleh data yang bersifat kuantitatif, yaitu data yang berupa angka-angka teknik analisa data pengaruh pengelasan otomatis di sekitar pengelasan dengan las FCAW terhadap nilai kekeraan pada baja carbon A36 berupa perbedaan nilai kekerasan di 3 daerah seperti daerah base metal, daerah las dan daerah HAZ ( Heat Affected Zone) dimana setelah itu dibandingkan antara 3 variasi penambahan TiO2 sebanyak 0,5 g,1 g,1,5 g dilihat diantara 3 variasi tersebut berapa kenaikan nilai kekerasan dibanding yang tidak menggunakan penambahan flux aktif TiO2 dan dibandingkan diantara 3 variasi tersebut manakah variasi yang paling bagus dan memiliki nilai kekerasan yang paling tinggi serta kelebihan dan kekurangan dari setiap variasi.
3.7 Diagram Alir
Dari tahap pengelasan dan pengujian, maka diperoleh diagram alir sebagai berikut.