BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah
Idler arm merupakan komponen yang memegang peranan penting dalam kendaraan bermotor, yaitu pada bagian sistem kemudi. Idle arm
berfungsi untuk menjaga kestabilan center link dan tie rod. Bila terjadi keausan pada idler arm akan menyebabkan gerakan naik dan turun yang tak diinginkan pada steering. Akibatnya akan terjadi kelonggaran pada
steering wheel. Jika kondisi idler arm ini tidak baik, maka akan menyebabkan bencana yang sangat vital.
Idler arm merupakan salah satu komponen dalam sistem suspensi konvensional dan steering parallelogram. Tipe suspensi dan steering ini digunakan pada mobil dengan roda penggerak belakang (mobil
penumpang) dan truk. Biasanya idler arm terdapat pada sisi yang berseberangan dengansteer.
Dari latar belakang tersebut, maka disusunlah laporan ini yang
bertujuan untuk mengetahui fungsi idler arm pada kendaraan bermotor, jenis material yang di gunakan pada idler arm, dan proses manufaktur dari
idler arm. Idler armyang diamati pada penyusunan laporan ini adalah idler armdari jenis mobil Toyota Kijang.
1.2 Identifikasi Masalah
Dari latar belakang yang dikemukakan di atas kemudian timbul
beberapa masalah yang diidentifikasi sebagai berikut :
1. Sistem kemudi?
2. Idler arm?
1.3 Tujuan Penulisan
Tujuan penulisan laporan ini untuk memenuhi tugas mata kuliah
Pemilihan Bahan Dan Proses Manufaktur (MT-4201) pada Program Studi
Teknik Material, Institut Teknologi Bandung. Selain itu laporan ini juga
bertujuan untuk meneliti proses manufaktur pada idler arm dan untuk meneliti jenis material yang digunakannya.
1.4 Metodologi Penelitian
Metode yang digunakan dalam penyusunan laporan ini adalah metode
yuridis normatif dan deskriptif analisis.
Metode yuridis normatif dilakukan dengan penelitian kepustakaan
sehingga diperoleh data-data teoritis. Metode deskriptif analisis dilakukan
dengan menganalisis data atau informasi yang terkumpul pada saat proses
pengerjaan.
Langkah awal penelitian dilakukan dengan studi literatur sehingga
didapatkan pengetahuan awal untuk mengkaji objek penelitian pada tahap
selanjutnya. Studi literatur juga dilakukan untuk membandingkan dan
sebagai sumber utama proses-proses manufaktur pada objek penelitian
yang dapat dan mungkin dilakukan.
Penelitian yang dilakukan menghasilkan data-data penting yang
nantinya akan memberikan jawaban dari tujuan. Data-data didapatkan dari
hasil pengukuran yang telah dilakukan pada objek penelitian. Data yang
didapatkan antara lain hasil uji keras, spektroskopi dan metalografi.
Analisa dilakukan dengan bantuan beberapa literatur sehingga dapat
dibandingkan dan diperkirakan proses manufaktur yang dilakukan pada
Diagram alir pengerjaan :
1.5 Sistematika Pembahasan
Pada BAB 1 dijelaskan latar belakang masalah, identifikasi masalah,
tujuan penulisan, metodologi penelitan yang memaparkan bagaimana
penelitian ini dilakukan dan sistematika pembahasan yang membahas
kerangka penulisan tiap bab.
Pada BAB 2 dipaparkan landasan teori mengenai objek penelitian
yang didapatkan dari studi literatur.
BAB 3 proses-proses manufaktur pada idler arm
BAB 4 dipaparkan data yang diperoleh dari hasil pengukuran dan
analisis berdasarkan data pengamatan yang diperoleh.
BAB 5 berisi tentang simpulan yang diambil berdasarkan analisa yang
dilakukan pada objek penelitian.
Lampiran berisi tentang tabel-tabel dan gambar-gambar serta gambar
BAB 2 DASAR TEORI
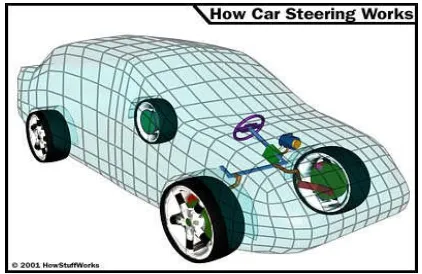
2.1 Sistem Kemudi
Gambar 2.1 Sistem kemudi
Sistem kemudi mempunyai fungsi utama untuk mengubah arah mobil
atau membelokan mobil. Pada saat membelokan mobil roda depan mobil
tidak dipusatkan pada arah yang sama.
Gambar 2.2 Membelokkan mobil
Agar mobil dapat belok secara halus, setiap roda harus mengikuti
sebuah lingkaran yang berbeda. Karena roda dalam mengikuti lingkaran
dengan radius yang lebih kecil, dan sebenarnya membuat belokan yang
lebih sempit atau ketat dibandingkan roda luar. Jika sebuah garis tegak
belokan. Geometri dari sambungan setir membuat roda dalam berbelok
atau berputar lebih dari roda luar.
Ada tipe pasangan yang berbeda dari roda gigi setir. Yang paling
umum adalahrack-and-pinion and recirculating-ball.
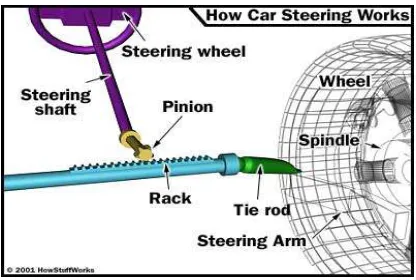
2.2 Rack and Pinion Steering
Rack and pinion steering dengan cepat menjadi tipe yang paling umum pada mobil, untuk jenis truk dan SUVs. Tipe ini sebenarnya memiliki
mekanisme yang cukup sederhana.Rack and opinion gearset tertutup pada pipa logam, dengan setiap ujung batang atau tiang atau kerangka yang
menonjol dari pipa. Sebuah batang, yang disebut Tie Rod, menghubungkan setiap ujung batang atau tiang.
Gambar 2.3
Rack and opinion gearset
The pinion gear (ujung gigi) di dekatkan atau ditempelkan pada
steering shaft(tangkai setir). Ketika roda setir dibelokkan, giginya berputar, memutar atau memindahkan the rack (tangkai atau batang). Tie rod pada tiap ujung batang atau tiang menghubungkan steering arm (tangan setir) padaspindle (kumparan), lihat gambar 2.3 diatas.
Rack and pinion gearsetmempunyai dua fungsi :
Memberikan pengurangan gigi, sehingga membuat lebih mudah
dalam membelokan roda.
Pada kebanyakan mobil, dibutuhkan tiga sampai empat revolusi
lengkap dari roda setir untuk membuat roda berbelok dari kunci ke kunci
(dari kiri jauh sampai kanan jauh).
Rasio roda adalah rasio dari bagaimana roda setir dibelokkan dengan sejauh mana rodanya berputar. Dalam hal ini, jika satu revolusi
lengkap (360 derajat) dari roda setir yang dihasilkan pada roda mobil
berputar 20 derajat, rasio rodanya adalah 360 : 20, atau 18:1. Rasio yang
lebih tinggi berarti roda setir harus lebih dibelokkan agar rodanya dapat
berputar sesuai dengan jarak tertentu. Bagaimanapun, upaya yang lebih
sedikit dibutuhkan untuk rasio gigi yang lebih tinggi.
Pada umumnya, mobil sport yang lebih ringan, mempunyai rasio setir
lebih rendah daripada truk dan mobil yang lebih besar. Rasio yang lebih
rendah memberikan respon setir yang lebih cepat, roda setir tidak perlu
diputar terlalu banyak agar roda dapat berputar pada putaran yang lebih
besar. Dimana ini dibutuhkan pada mobil sport. Mobil-mobil yang lebih kecil
ini cukup ringan bahkan dengan rasio yang lebih rendah. Upaya yang
dibutuhkan untuk membelokan roda setir tidaklah berlebihan.
Beberapa mobil mempunyai rasio setir yang bervariasi, yang
menggunakan rack and pinion gearset yang mempunyai perbedaan gigi puncak (nomor dari gigi per inci) pada pusat daripada yang terdapat diluar.
Ini membuat respon mobil secara cepat ketika memulai putaran (batang
atau tiangnya dekat dengan pusat) dan juga mengurangi upaya dekat
batasan putaran roda.
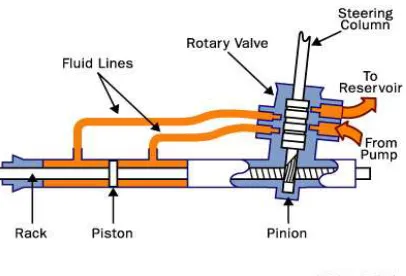
Gambar 2.4
Power Rack-and-pinion
Bagian dari batang atau tiang tersebut berisi sebuah silinder dengan
piston di tengahnya. Piston itu dihubungkan dengan batang atau tiang.
Terdapat dua port fluida, pada setiap sisi dari piston tersebut. Penyediaan fluida dengan tekanan yang lebih tinggi pada satu sisi dari piston memaksa
piston untuk menggerakan batang atau tiang, dan memberikan tenaga
tambahan.
2.3 Recirculating – ball Steering (Parallelogram Steering)
Recirculating-ball steering digunakan pada banyak mobil truk dan SUVs sekarang ini. Sambungan yang memutarkan roda berbeda dari sistem
Rack-and-pinion.
Idler Arm
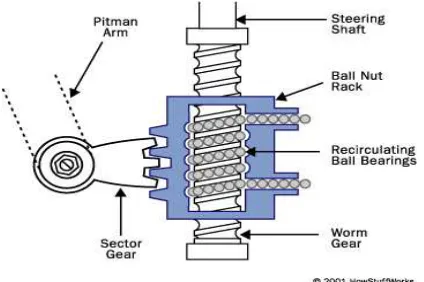
Recirculating-ball steering gear berisi worm gear. Terdapat gigi dalam dua bagian. Bagian pertama adalah blok logam dengan threaded hole
(lubang ulir) didalamnya. Blok ini mempunyai gigi yang memotong pada
bagian luarnya, yang mengikat gigi yang menggerakan pitman arm (lihat gambar 2.5 diatas). Roda setir yang dihubungkan pada batang ulir, mirip
dengan baut yang menempel pada lubang di dalam blok. Ketika roda setir
berputar, roda setir akan memutar bautnya. Menggantikan putaran yang
lebih jauh pada blok daripada cara pada baut biasa. Baut ini dipasangkan
kuat, jadi pada saat baut tersebut berputar, baut akan menggerakan blok,
yang juga menggerakan gigi yang memutarkan roda.
Gambar 2.6
Recirculating-ball steering gear
Selain baut langsung mengikat ulir-ulir pada blok, seluruh ulir diisi
atau dipenuhi dengan ball bearings yang bersirkulasi ulang melalui gigi pada saat baut berputar. Bola tersebut sebenarnya mempunyai dua tujuan:
pertama, mengurangi gesekan dan keausan pada gigi; kedua, mengurangi
slop pada gigi. Slop akan terasa pada saat merubah arah roda setir-tanpa bola dalam gigi setir, gigi akan kontak dengan yang lainnya untuk sesaat
2.4 Idler Arm
Gambar 2.7Idler Arm
Gambar 2.8 PosisiIdler Arm
Idler arm merupakan salah satu komponen dalam sistem suspensi konvensional dan steering parallelogram. Tipe suspensi dan steering ini digunakan pada mobil dengan roda penggerak belakang (mobil
penumpang) dan truk. Biasanya idler arm terdapat pada sisi yang berseberangan dengansteer.
Idler arm berfungsi dalam kontrolsteering, yaitu mendampingi pitman arm dalam mensuport dan menjaga kestabilan steering linkage. Jikaidler arm aus, gerakan naik dan turun yang tak diinginkan pada perakitan
steeringmenimbulkan kelonggaran atau lepas padawheel steering.
Idler arm memiliki tiga bagian komponen yaitu : Pivot bushing
Arm
Biasanya tiga komponen tersebut diperbaiki bersama. Jadi jika ada
masalah pada salah satu komponen, seluruh komponen harus diganti.
Dalam perawatannya, idler arm harus dilumasi tiap mengganti oli.Idler arm
dan komponen suspensi yang lain harus diperiksa tiap tahun bersama
BAB 3 PROSES MANUFAKTUR
IDLER ARM
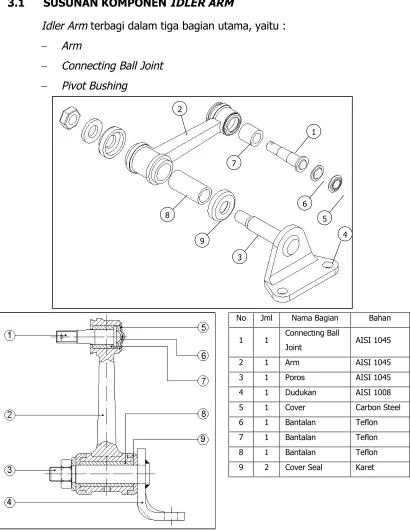
3.1 SUSUNAN KOMPONENIDLER ARM
Idler Armterbagi dalam tiga bagian utama, yaitu :
Arm
Connecting Ball Joint Pivot Bushing
No Jml Nama Bagian Bahan
1 1 Connecting Ball
Joint AISI 1045
2 1 Arm AISI 1045
3 1 Poros AISI 1045 4 1 Dudukan AISI 1008
5 1 Cover Carbon Steel 6 1 Bantalan Teflon 7 1 Bantalan Teflon
8 1 Bantalan Teflon 9 2 Cover Seal Karet
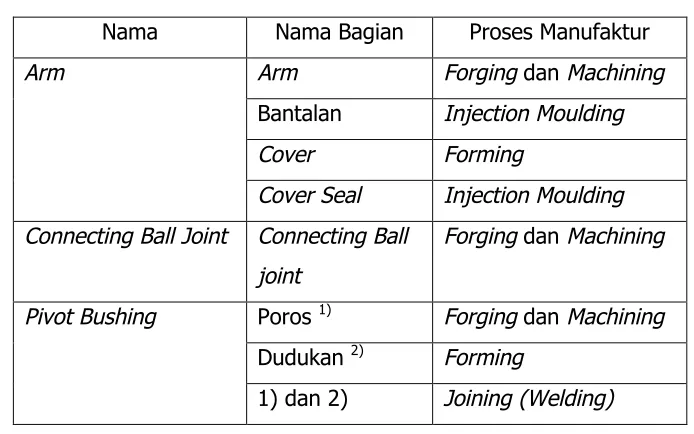
Tabel 3.1 . Proses Manufaktur Idler Arm
Nama Nama Bagian Proses Manufaktur
Arm Arm ForgingdanMachining
Bantalan Injection Moulding
Cover Forming
Cover Seal Injection Moulding Connecting Ball Joint Connecting Ball
joint
ForgingdanMachining
Pivot Bushing Poros 1) ForgingdanMachining
Dudukan2) Forming
1) dan 2) Joining (Welding)
Proses pembuatanIdler Arm secara keseluruhan dapat dilihat pada tabel 3.1.
3.2 Proses Pembuatan Arm
Armdibuat melalui dua tahapan proses, yaitu : Proses tempa/forging (Impression Die Forging) Proses pemesinan (Machining)
3.2.1 Proses Tempa /Forging
Tempa/forging adalah proses pembentukan benda kerja melalui gaya penekanan dengan menggunakan variasi cetakan dan peralatan
penekanan (dies and tools). Contoh produk hasil tempa antara lain baut dan paku keling,connecting rod, poros turbin, roda gigi, peralatan tangan (hand tools) dan komponen-komponen otomotif lainnya.
Proses tempa menghasilkan aliran logam dan struktur butir yang
dapat dikontrol, sehingga produknya memiliki kekuatan dan ketangguhan
Proses tempa dapat dilakukan pada temperatur kamar (cold forging) atau diatas temperatur kamar (warm or hot forging). Proses cold forging
membutuhkan gaya yang lebih besar dan benda kerja harus memiliki
keuletan (ductility) yang cukup pada temperatur kamar. Produknya memiliki permukaan akhir dan akurasi ukuran yang baik. Proses hot forging membutuhkan gaya yang lebih kecil tetapi produknya memiliki permukaan akhir dan akurasi ukuran yang tidak terlalu baik.
Jenis-jenis proses tempa : Open die forging
Impression die forging or Closed die forging Precision forging
Rotary swaging
Heading, Upsetting and etc
Untuk proses pembuatan arm jenis tempa yang digunakan adalah
jenis impression die forging. Proses pembuatan benda kerja dihasilkan dari bentuk rongga cetakan dengan penempaan yang menggunakan dua
cetakan pembentuk. Beberapa aliran material terbentuk keluar dari
rongga cetakan dan membentuk sirip (flash). Sirip ini sangat signifikan dalam proses jenis tempa ini, sirip tipis ini mendingin sangat cepat dan
karena ketahanan gesekan maka diperlukan penekanan yang tinggi untuk
mengisi material pada rongga cetakan.
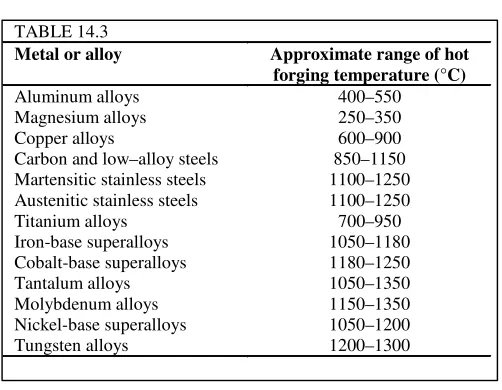
Proses pembuatan arm dengan material carbon steel (AISI 1045)
temperatur kerja tempanya berkisar antara 850 C –1150 C. Temperatur
Tabel 3.2. Temperatur kerja hot forging 5)
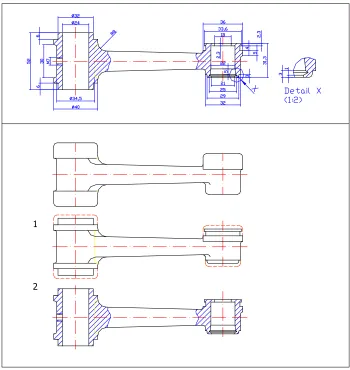
ProsesImpression Die Forgingpada pembuatanArm
Gambar 3.2. Proses pembuatanArm
Langkah-langkah proses.
Blankyang akan ditempa didapat dari material dasar bar hasil proses penarikan (drawing).
Edging: proses penempaan untuk mendistribusikan/membagi material dalam berbagai area.
TABLE 14.3
Metal or alloy Approximate range of hot forging temperature (°C) Aluminum alloys
Magnesium alloys Copper alloys
Blocking : proses penempaan untuk mendapatkan bentuk kasar benda keja.
Finishing: proses penempaan akhir membentuk seluruh bentuk permukaan benda kerja, tapi masih ada sirip yang terbentuk. Trimming: pemotongan sirip dari benda kerja.
3.2.2 Proses pemesinan (machining)
Proses selanjutnya dalam membuat arm adalah proses pemesinan,
proses ini meliputi proses bubut (turning) dan proses bor (drilling and boring).
Langkah-langkah proses pemesinan
Gambar 3.3. Proses pemesinanarm 1
Langkah 1 : proses pembubutan pada permukaan bagian luar yang
mendapatkan proses pemesinan disesuaikan dengan gambar kerja.
Langkah 2 : proses bor pada bagian dalam benda kerja, diawali dengan
proses pelubangan (drilling) dan dilanjutkan dengan proses pembesaran lubang (boring).
3.3 Proses Pembuatan Connecting Ball Joint
Connecting ball jointdibuat melalui dua tahapan proses, yaitu : Proses tempa/forging (Upset Forging)
Proses pemesinan (Machining)
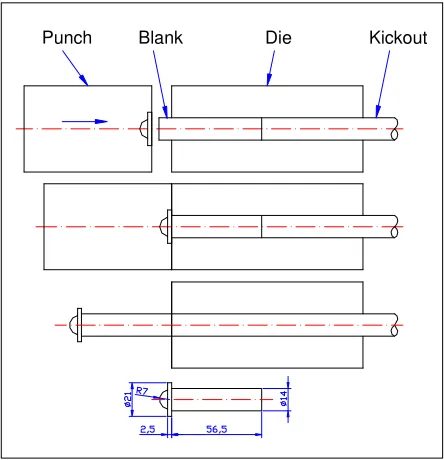
3.3.1 Proses tempa/upset forging
Langkah-langkah proses ini seperti
tampak dalam gambar.
Blank didapat dari material dasar berupa bar hasil penarikan
(drawing). Blank diletakkan dalam cetakan (die), kemudian pembentuk (punch) menempa pada bagian ujung benda ,
sehingga terbentuk benda kerja
yang diinginkan. Benda kerja
didorong keluar dengan pena
pendorong (kickout pin).
Punch Blank Die Kickout
3.3.2 Proses pemesinan (machining)
Proses selanjutnya dalam
pembuatan connecting ball joint
adalah proses pemesinan proses
yang digunakan adalah proses
bubut dan prosesdrilling.
Langkah-langkah proses.
1. Cekam benda kerja pada mesin bubut.
2. Pembubutan untuk mendapatkan diameter 12 sepanjang 20 mm.
3. Pembubutan tirus sepanjang 18 mm dengan ketirusan 2.
4. Pembuatan ulir M12 sepanjang 20 mm.
5. Pembuatan lubang diameter 3,5 mm dengan mesindrilling.
3.4 Proses Pembuatan Pivot bushing
Pivot bushingterdiri dari dua komponen, yaitu poros
dudukan.
3.4.1 Proses Pembuatan Poros
Poros dibuat melalui dua tahapan proses, yaitu : Proses tempa/forging (Upset Forging)
Proses pemesinan (Machining) 5
4
3 2 1
Proses tempa/upset forging
Gambar 3.6. Proses pemesinan
Langkah-langkah proses ini seperti tampak dalam gambar. Langkah
prosesnya sama dengan proses pembuatan connecting ball joint.
Proses pemesinan (machining)
Punch Blank Die Kickout
Gambar 3.7. Proses pemesinan
2 1
Proses selanjutnya dalam pembuatan connecting ball joint adalah proses pemesinan proses yang digunakan adalah proses bubut.
Langkah-langkah proses.
1. Cekam benda kerja pada mesin bubut.
2. Pembubutan untuk mendapatkan diameter 17 sepanjang 25 mm.
3. Pembubutan untuk mendapatkan diameter 14 sepanjang 21 mm.
4. Pembuatan ulir M14 sepanjang 21 mm.
3.4.2 Proses Pembuatan Dudukan
Dudukan dibuat dengan prosesforming, melalui dua tahapan yaitu : Shearing (punching and blanking)
Bending
Punching : hasil pemotongannya yang dibuang
Blanking: hasil pemotongannya adalah komponen yang diinginkan sementara sisanya adalah scrap. Kedua proses ini di ilustrasikan pada
gambar 3.8.
Proses punchingdan blankingpada pembuatan dudukan
Gambar 3.9.Punching dan blanking pada pembuatan dudukan
ProsesBending
Gambar 3.10. Prosesbending
Proses akhir dalam pembuatan pivot bushing adalah penyambungan
poros dan dudukan dengan proses pengelasan.
Gambar 3.11. Assemblingpivot bushing punching blanking
scrap
BAB 4
DATA DAN ANALISIS
4.1 Metalografi
Pada spesimen Idler Arm dilakukan metalografi, tahapan-tahapannya akan dijelaskan sebagai berikut. Komponen dari idler arm dipisahkan menjadi
tiga bagian, yaitu connecting ball joint, pivot bushing, dan arm.
Gambar 4.1 KomponenIdler Arm
Masing-masing komponen dipotong dengan menggunakan gergaji
manual. Pengamplasan dilakukan mulai dari nomor 400 sampai nomor 2000
lalu dilanjutkan dengan pemolesan yang dilakukan dengan menggunakan
alumina dalam bentuk pasta. Kemudian dilakukan etsa. Etsa dilakukan
dengan menggunakan etchen Nital yaitu HNO3 (asam nitrat) dengan pelarut
alkohol dengan konsentrasi 2% selama 3 detik. Struktur mikro yang
didapatkan dilihat dengan menggunakan Omnimet.
Arm
Pivot bushing Connecting
1.Pivot bushing
Gambar 4.2 Struktur mikropivot bushing
Gambar 4.3 Struktur mikro AISI 1008
2.Arm
Gambar 4.4 Struktur mikroarm
Gambar 4.5 Struktur mikro AISI 1045 normalizing
3.Connecting ball joint
Gambar 4.4 Struktur mikroConnecting ball joint
Gambar 4.4 Struktur mikro AISI 1045 hasil tempering pada T =370ºC (700 ºF), 1 jam
4.2 Hasil Spektroskopi
Tabel 4.1 Komposisi Kimia MaterialIdler Arm
Tabel 4.2 Komposisi Kimia Menurut Standar AISI-SAE
4.3 Hasil Uji Keras
Tabel 4.3 Harga Kekerasan MaterialIdler Arm
Komponen Harga Kekerasan Pengujian Harga Kekerasan Standar
Rockwell Brinell
Pivot Bushing 34 HRA 83 HB 86 HB
Connecting Ball Joint 24 HRC 252 HB 163 HB
Arm 53 HRA 169 HB 163 HB
Komponen C (%) Mn (%) P (%) S (%) Si (%)
Pivot bushing 0,08878 1,17833 0,01577 0,00629 0,03148
Arm 0,45008 0,75455 0,01504 0,02071 0,19587
Connecting Ball Joint
0,43271 0,74465 0,01619 0,01425 0,20199
AISI-SAE C (%) Mn (%) P (%) S (%)
1008 max. 0,1 max.0,5 max. 0,04 max. 0,05
4.4 Analisa
4.4.1 Pivot bushing
Hasil spektroskopi menunjukan bahwa material untuk pivot bushing
merupakan baja dengan kadar karbon rendah (0,00878 %). Bila
dibandingkan dengan standar (gambar 4.3 dan tabel 4.2 ), material ini
tergolong ke dalam SAE-AISI 1008. Harga kekerasan yang didapat dari
pengujian yaitu 83 HB, tidak jauh berbeda dengan kekerasan pada
standar yaitu 86 HB. Dari gambar struktur mikro, terlihat adanya fasa ferit
(terang) dan fasa perlit (gelap). Pemilihan material untuk pivot bushing
digunakan material baja karbon rendah (AISI 1008). Hal ini bertujuan
agar material dalam proses manufaktur (dengan cara punching, blanking, dan bending) mudah diproses atau material memiliki forming ability yang tinggi. Seperti yang diketahui, baja karbon rendah memiliki keuletan yang
tinggi.
4.4.2 Arm
Hasil spektroskopi menunjukan bahwa material untuk arm
merupakan baja dengan kadar karbon medium (0,45008 %). Bila
dibandingkan dengan standar (gambar 4.5 dan tabel 4.2), material ini
tergolong ke dalam SAE-AISI 1045. Harga kekerasan yang di dapat dari
pengujian yaitu 169 HB, mendekati harga kekerasan dari standar yaitu
sebesar 163 HB. Dari gambar struktur mikro, struktur yang terlihat yaitu
perlit (gelap) dan ferit (terang). Struktur ini diperoleh dari proses
austenisasi lalu didinginkan di udara atau normalizing.
4.4.3 Connecting ball joint
Hasil spektroskopi menunjukan bahwa material untuk pivot bushing
merupakan baja dengan kadar karbon medium (0,43271 %). Bila
dibandingkan dengan standar (gambar 4.7 dan tabel 4.2), material ini
tergolong ke dalam SAE-AISI 1045. Harga kekerasan yang di dapat dari
standar sebesar 163 HB. Hal ini karena struktur mikro dari connecting ball joint telah mendapatkan proses perlakuan panas, sedangkan pada standar material belum mendapat perlakuan tertentu. Sehingga wajar jika
kekerasannya melebihi standar. Dari gambar struktur mikro, terlihat
adanya struktur martensit temper dengan ferit dan karbida. Struktur
mikro seperti ini didapat akibat adanya perlakuan panas tempering pada
temperatur sekitar 370ºC (700 ºF) selama 1 jam. Asumsi ini didapatkan
dari perbandingan dengan struktur mikro standar serta dari kurva yang
menghubungkan antara harga kekerasan – persen karbon – temperatur
tempering (lampiran). Tujuan dilakukannya tempering ini yaitu untuk
meningkatkan keuletan serta mengurangi kegetasan dari fasa martensit.
Walaupun material untuk connecting ball joint sama spesifikasinya dengan material untuk arm, namun struktur mikro dan harga kekerasannya berbeda karena perlakuan yang diberikan berbeda (tabel
4.3). Struktur mikro martensit temper tentunya memiliki harga kekerasan
BAB 5
KESIMPULAN
Idler Arm terdiri dari 3 bagian : pivot bushing, arm dan connecting ball
joint.
Pivot bushing terbuat dari baja karbon rendah (SAE-AISI 1008) melalui
proses punching, blanking, machining (thread-turning)-untuk bagian
poros, welding untuk penyambungan
Arm terbuat dari baja karbon medium (SAE-AISI 1045) dengan proses
impression die forging, machining (drilling,boring,turning)
Connecting ball joint terbuat dari baja karbon medium dengan proses
DAFTAR PUSTAKA
1. ASM Metals Handbook Ninth Edition volume 1, Properties and Selection:
Irons, Steels,and High-Performance Alloy, MOhio, 1973.
2. ASM Metals Handbook Volume 9, Metallography and Microstructures ,
MOhio, 1973.
3. Sriati Djaprie, B. H. Amstead, Phillip F. Ostwald, Myron L. Begeman,
“Teknologi Mekanik”, edisi ketujuh, Jakarta : Erlangga, 1995.
4. www. howstuffworks. Com
5. Kalpakjian, dan Steven R. Schhmid. Manufacturing Engineering and