7
Dalam merancang suatu alat diperlukan teori – teori yang menunjang alat yang akan dirancang, sehingga segala sesuatunya dapat diperhitungkan dan dipertanggungjawabkan. Pada bab ini penulis akan membahas teori – teori dasar yang digunakan untuk merealisasikan infrared reflow oven soldering dengan mikrokontroler sebagai pengendali utamanya.
2.1 Surface-Mount Technology (SMT) 2.1.1 Sejarah SMT [2]
Surface-Mount Technology (SMT) merupakan sebuah perubahan yang revolusioner dalam industri elektronika. Pada pertengahan tahun 1960an, SMT mulai diminati karena komponen-komponen elektronika dari untai yang akan dibuat dapat ditempatkan pada kedua sisi dari Printed Circuit Board (PCB). Namun SMT belum menjadi pilihan utama hingga 15 tahun setelahnya. Pada akhir tahun 1970an Through-Hole Technology (THT) mengalami kesulitan didalam memenuhi kebutuhan pasar elektronika, terutama disebabkan adanya peningkatan biaya untuk pengeboran lubang pada PCB, dan kesulitan melakukan pengeboran untuk ukuran lebih kecil dari 0,1 inci. Saat itulah penggunaan SMT meningkat pesat serta menjadi pilihan utama dalam teknologi perakitan perangkat elektronika.
Pendekatan desain dari teknologi SMT sendiri mulai diperkenalkan oleh IBM tahun 1960an. IBM memproduksi komponen elektronik dengan ukuran yang
lebih kecil dari sebelumnya untuk memproduksi launch vehicle digital computer, karena selain memperkecil ukuran dari PCB yang dipakai, biaya produksi dari proses manufaktur juga menjadi lebih murah.
Beberapa singkatan penting dari teknologi SMT yang perlu diketahui, adalah:
1. SMT : Surface-Mount Technology 2. SMD : Surface-Mount Device 3. SMA : Surface-Mount Assembly 4. SMC : Surface-Mount Components 5. SMP : Surface-Mount Package 6. SME : Surface-Mount Equipment
2.1.2 Keunggulan Dan Kelemahan Dari Teknologi SMT [2]
SMT memiliki keunggulan serta kelemahan bila dibandingkan dengan teknologi through-hole klasik. Keunggulan utama dari teknologi SMT adalah:
1. Ukuran yang jauh lebih kecil (ukuran terkecil adalah 0,254 mm × 0,127 mm)
2. Jarak antar komponen lebih rapat
3. Berkurangnya pembuatan lubang pada PCB
4. Proses pembuatan PCB menjadi lebih cepat dan lebih sederhana 5. Komponen dapat ditempatkan pada kedua sisi dari PCB
6. Resistansi dan induktansi antar koneksi menjadi lebih kecil (hal ini berguna untuk mengurangi adanya interferensi dari gelombang elektromagnetik)
7. Lebih tahan pada getaran
8. Kebanyakan harga dari komponen SMT jauh lebih murah dari komponen THT
9. Mengurangi bobot dari board yang dirakit. Sedangkan kelemahan utama dari teknologi SMT adalah:
1. Proses perakitan dan perbaikan peralatan yang menggunakan komponen SMT secara manual jauh lebih rumit, membutuhkan ketelitian dan menggunakan peralatan yang mahal.
2. Komponen SMT tidak dapat langsung dipakai pada breadboard, harus dengan PCB prototype rancangan sendiri
3. Tidak cocok untuk pemakaian pada untai elektronika daya besar dan tegangan tinggi
2.1.3 Jenis-Jenis SMT [2]
Sesuai dengan standarisasi industri elektronika oleh Joint Electron Devices Engineering Council (JEDEC), berdasarkan kemasan dan ukurannya jenis-jenis komponen SMT adalah:
1. Kemasan dua terminal
a. Rectangular passive components
• 01005 (0402 metric): 0,4 mm × 0,2 mm • 0201 (0603 metric): 0,6 mm × 0,3 mm • 0402 (1005 metric): 1,0 mm × 0,5 mm • 0603 (1608 metric): 1,6 mm × 0,8 mm • 0805 (2012 metric): 2,0 mm × 1,2 mm • 1008 (2520 metric): 2,5 mm × 2,0 mm • 1206 (3216 metric): 3,2 mm × 1,6 mm • 1210 (3225 metric): 3,2 mm × 2,5 mm • 1806 (4516 metric): 4,5 mm × 1,6 mm • 1812 (4532 metric): 4,5 mm × 3,2 mm • 2010 (5025 metric): 5,0 mm × 2,5 mm • 2512 (6432 metric): 6,4 mm × 3,2 mm • 2920: 7,4 mm × 5,1 mm
Gambar 2.2 Thick film resistor [6] b. Tantalum kapasitor • EIA 2012-12: 2,0 mm × 1,3 mm × 1,2 mm • EIA 3216-10: 3,2 mm × 1,6 mm × 1,0 mm • EIA 3216-12: 3,2 mm × 1,6 mm × 1,2 mm • EIA 3216-18: 3,2 mm × 1,6 mm × 1,8 mm • EIA 3528-12: 3,5 mm × 2,8 mm × 2,1 mm • EIA 6032-15: 6,0 mm × 3,2 mm × 1,5 mm • EIA 6032-28: 6,0 mm × 3,2 mm × 2,8 mm • EIA 7260-38: 7,3 mm × 6,0 mm × 3,8 mm • EIA 7343-20: 7,3 mm × 4,3 mm × 2,0 mm • EIA 7343-31: 7,3 mm × 4,3 mm × 3,1 mm • EIA 7343-43: 7,3 mm × 4,3 mm × 4,3 mm
Gambar 2.3 Tantalum kapasitor SMD [7] c. Alumunium kapasitor
• Panasonic C/D/E/A, Chemi-Con B: 3,3 mm × 3,3 mm
• Panasonic B, Chemi-Con D: 4,3 mm × 4,3 mm • Panasonic C, Chemi-Con E: 5,3 mm × 5,3 mm • Panasonic D, Chemi-Con F: 6,6 mm × 6,6 mm • Panasonic E/F, Chemi-Con H: 8,3 mm × 8,3 mm • Panasonic G, Chemi-Con J: 10,3 mm × 10,3 mm • Chemi-Con K: 13 mm × 13 mm
• Panasonic H: 13,5 mm × 13,5 mm
• Panasonic J, Chemi-Con L): 17 mm × 17 mm • Panasonic K, Chemi-Con M): 19 mm × 19 mm
Gambar 2.4 Aluminium kapasitor SMD [12] d. SOD (Small Outline Diode)
• SOD-523: 1,25 mm × 0,85 mm × 0,65 mm
• SOD-323 (SC-90): 1,7 mm × 1,25 mm × 0,95 mm • SOD-128: 5 mm × 2,7 mm × 1,1 mm
• SOD 123: 3,68 mm × 1,17 mm × 1,60 mm • SOD-80C: 3,50 mm × 1,50 mm
e. MELF (Metal Electrode Leadless Face) • MicroMELF (MMU)
• MiniMELF (MMA) • MELF (MMB)
2. Kemasan tiga terminal
a. SOT (Small Outline Transistror)
• SOT-223: 6,7 mm × 3,7 mm × 1,8 mm • SOT-89: 4,5 mm × 2,5 mm × 1,5 mm • SOT-23: 2,9 mm × 1,3/1,75 mm × 1,3 mm • SOT-323: 2 mm × 1,25 mm × 0,95 mm • SOT-416: 1,6 mm × 0,8 mm × 0,8 mm • SOT-663: 1,6 mm × 1,6 mm × 0,55 mm • SOT-723: 1,2 mm × 0,8 mm × 0,5 mm • SOT-883: 1 mm × 0,6 mm × 0,5 mm b. DPAK (TO-252) c. D2PAK (TO-263) d. D3PAK (TO-268) Gambar 2.6 SOT-23 [9]
3. Kemasan lima dan enam terminal a. lima terminal • SOT-23-5: 2,9 mm × 1,3/1,75 mm × 1,3 mm • SOT-353: 2 mm × 1,25 mm × 0,95 mm • SOT-891: 1,05 mm × 1,05 mm × 0,5 mm • SOT-953: 1 mm × 1 mm × 0,5 mm b. enam terminal • SOT-23-6: 2,9 mm × 1,3/1,75 mm × 1,3 mm • SOT-363: 2 mm × 1,25 mm × 0,95 mm • SOT-563: 1,6 mm × 1,2 mm × 0,6 mm • SOT-665: 1,6 mm × 1,6 mm × 0,55 mm • SOT-666: 1,6 mm × 1,6 mm × 0,55 mm • SOT-886: 1,5 mm × 1,05 mm × 0,5 mm • SOT-963: 1 mm × 1 mm × 0,5 mm 4. Kemasan terminal banyak
a. Dual-in-line
• SOIC (Small-Outline Integrated Circuit) • SOJ (Small-Outline Package, J leaded) • TSOP (Thin Small-Outline Package) • SSOP (Shrink Small-Outline Package) • TSSOP (Thin Shrink Small-Outline Package) • QSOP (Quarter-size Small-Outline Package)
• VSOP (Very Small-Outline Package) • DFN (Dual Flat No-lead)
b. Quad-in-line
• PLCC (Plastic Leaded Chip Carrier) • QFP (Quad Flat Package)
• LQFP (Low-profile Quad Flat Package) • PQFP (Plastic Quad Flat-Pack)
• CQFP (Ceramic Quad Flat-Pack) • MQFP (Metric Quad Flat-Pack) • TQFP (Thin Quad Flat Pack) • QFN (Quad Flat No-lead) • LCC (Leadless Chip Carrier) • MLP (Micro Lead Frame Package) • PQFN (Power Quad Flat No-lead) c. Grid Arrays
• PGA (Pin Grid Array) • BGA (Ball Grid Array) • LGA (Land Grid Array)
• FBGA (Fine pitch Ball Grid Array)
• LFBGA (Low profile Fine pitch Ball Grid Array) • TFBGA (Thin Fine Pitch Ball Grid Array) • CGA (Column Grid Array)
• µBGA (micro-BGA) • LLP (Lead Less Package) d. Non-packaged devices
• COB (Chip-On-Board) • COF (Chip-On-Flex) • COG (Chip-On-Glass)
Gambar 2.7 Perubahan teknologi kemasan komponen dari waktu ke waktu [17, h.11]
2.2 Infrared Reflowsoldering
2.2.1 Konsep Reflowsoldering [20, h.148]
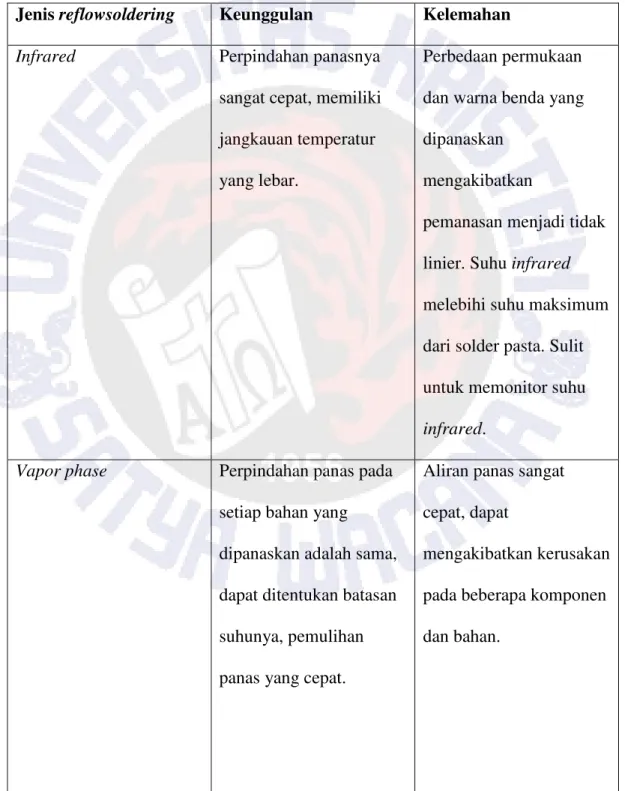
Infrared reflow, vapor phase reflow, forced convection reflow, dan in-line-conduction reflow merupakan jenis-jenis reflowsoldering yang biasa digunakan untuk produksi massal. Setiap jenis reflowsoldering memiliki keunggulan dan kelemahan masing-masing, serta menggunakan metode
pemanasan yang berbeda-beda. Tabel 2.1 menunjukkan karakteristik dari masing-masing jenis reflowsoldering.
Tabel 2.1 Ringkasan karakteristik dari masing-masing jenis reflowsoldering
Jenis reflowsoldering Keunggulan Kelemahan
Infrared Perpindahan panasnya
sangat cepat, memiliki jangkauan temperatur yang lebar.
Perbedaan permukaan dan warna benda yang dipanaskan
mengakibatkan
pemanasan menjadi tidak linier. Suhu infrared melebihi suhu maksimum dari solder pasta. Sulit untuk memonitor suhu infrared.
Vapor phase Perpindahan panas pada
setiap bahan yang dipanaskan adalah sama, dapat ditentukan batasan suhunya, pemulihan panas yang cepat.
Aliran panas sangat cepat, dapat
mengakibatkan kerusakan pada beberapa komponen dan bahan.
Convection Murah, panas yang diserap oleh setiap bahan adalah sama, perpindahan panas yang lambat
meminimalisir kerusakan pada komponen.
Perpindahan panas dan penurunan suhu pada saat cooling sangat lambat.
In-line-conduction Tidak peka terhadap
kapasitas kalor dari komponen, pemeliharaan yang mudah.
Tidak dianjurkan untuk penyolderan pada PCB 2 sisi.
Secara umum, proses reflowsoldering ditunjukkan pada gambar 2.8, dimana terdiri dari empat tahap, yaitu:
I. Pre-heat
• Merupakan fungsi ramp terlama dengan kenaikan suhu maksimal 3°C/detik.
• Suhu ruang oven berkisar antara 100°C-150°C. • Lama waktu operasi berkisar antara 60-120 detik.
• Bertujuan untuk menghindari kerusakan komponen dan PCB akibat gradien temperatur yang besar, serta menjaga agar tidak terjadi perubahan perilaku bahan akibat kenaikan suhu yang cepat pada pasta solder.
II. Heating
• Suhu saat proses heating berkisar antara 183°C-217°C, dengan kenaikan suhu maksimal 3°C/detik.
• Lama waktu operasi berkisar antara 60-120 detik.
• Bertujuan untuk menguapkan pelarut pasta dan mengaktifkan flux.
III. Soldering/reflow
• Proses dimana suhu maksimum dicapai.
• Suhu berkisar antara 225°C-260°C dengan lama proses berkisar antara 20-40 detik.
• Bertujuan untuk membuat pasta solder benar-benar mencair.
IV. Cooling
• Merupakan proses pemadatan kembali pasta solder
• Target suhu yang ingin dicapai ±25°C, dengan penurunan suhu maksimal 6°C/detik.
2.2.2 Pemantulan Dan Penyerapan Radiasi Panas Oleh PCB Dan Persambungan Solder
Ketika radiasi panas mencapai permukaan dari sebuah benda padat atau benda cair, maka akan terjadi tiga efek yang berbeda, yaitu:
1. Sebagian radiasi dipantulkan oleh permukaan benda
2. Sisanya masuk kedalam benda, dimana sebagian diserap, tergantung pada transparansi benda terhadap radiasi, dan jika cukup tipis, maka radiasi akan mencapai sisi lain dari benda. 3. Saat mencapai sisi lain dari benda yang dipanaskan, sebagian
radiasi panas akan dipantulkan kembali ke permukaan dan sisanya akan diteruskan keluar dari benda.
Dikarenakan PCB dan komponen SMD merupakan benda padat dan dilapisi oleh bahan metal, maka radiasi panas tidak dapat menembus dan diteruskan keluar dari benda, sehingga yang perlu diperhatikan hanyalah radiasi panas yang diserap dan yang dipantulkan. Atau dengan kata lain radiasi panas yang dipancarkan sama dengan hasil penjumlahan dari radiasi yang diserap dan dipantulkan oleh benda.
Gambar 2.9 menunjukkan sifat pemantulan dan penyerapan radiasi panas dari solder dan PCB poliester FR4 berdasarkan panjang gelombang infrared yang digunakan. Penyerapan panas dari radiasi infrared tidak terjadi pada beberapa lapisan atas atom solder dikarenakan komposisi metal yang dimiliki, sedangkan FR4 layaknya zat organik lainnya, bersifat transparan pada radiasi infrared. Hal
ini sangat bermanfaat didalam proses infrared reflow, karena mengurangi kemungkinan melengkungnya PCB pada satu sisi.
Komposisi flux dari solder pasta merupakan zat organik, juga bersifat transparan terhadap radiasi infrared. Ini menyebabkan radiasi dari infrared masuk ke endapan pasta, sehingga radiasi akan memantul diantara butiran solder, mempercepat proses pemanasan.
Gambar 2.9 Sifat pernyerapan dan pemantulan dari solder dan FR4 berdasarkan panjang gelombang infrared [20, h.198]
2.2.3 Pengaruh Dari Sifat Alami Komponen Terhadap Penyerapan panas Keramik merupakan konduktor panas yang baik dan menyerap radiasi infrared mendekati permukaannya. Ini berarti bahwa tidak ada risiko terjadinya kerusakan dan keretakan komponen akibat thermal stress. Namun, hal ini tidak mengurangi risiko keretakan internal kondensor keramik jika dipanaskan terlalu cepat dari suhu kamar. Di sisi lain, kemasan plastik dari IC bersifat transparan terhadap radiasi infrared, sehingga berisiko memicu terjadinya popcorn effect
terutama untuk IC ukuran besar. Jika pemanasan berlebih pada IC yang berukuran besar akibat popcorn effect menjadi kendala, maka hal ini dapat diatasi dengan cara melapisi IC menggunakan aluminium foil.
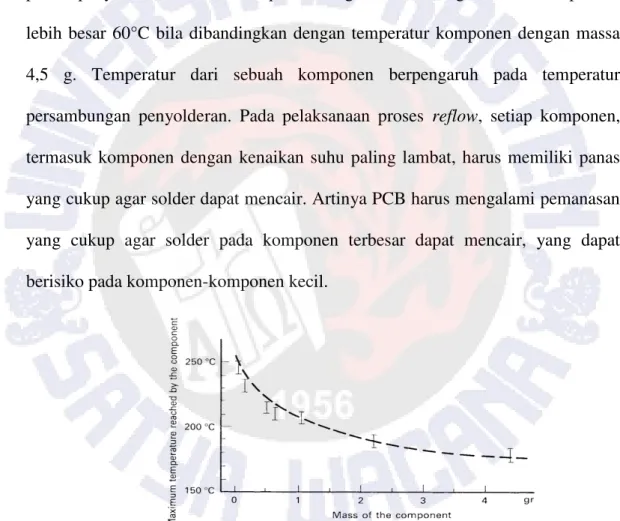
Gambar 2.10 menunjukkan adanya hubungan langsung antara massa dari komponen dengan temperatur tertinggi yang dicapai oleh komponen pada saat proses penyolderan. Sebuah komponen dengan massa 0,1 g memiliki temperatur lebih besar 60°C bila dibandingkan dengan temperatur komponen dengan massa 4,5 g. Temperatur dari sebuah komponen berpengaruh pada temperatur persambungan penyolderan. Pada pelaksanaan proses reflow, setiap komponen, termasuk komponen dengan kenaikan suhu paling lambat, harus memiliki panas yang cukup agar solder dapat mencair. Artinya PCB harus mengalami pemanasan yang cukup agar solder pada komponen terbesar dapat mencair, yang dapat berisiko pada komponen-komponen kecil.
Gambar 2.10 Perbandingan suhu puncak komponen dengan massa saat penyolderan [20, h.199]
2.3 Termokopel
Termokopel adalah sensor temperatur yang paling banyak digunakan dalam industri karena kesederhanaan dan kehandalannya. Termokopel terdiri dari
dua buah konduktor (termoelemen) yang berbeda, dihubungkan menjadi satu rangkaian seperti pada Gambar 2.11.
Gambar 2.11 Diagram skematik termokopel [1, h.1]
Termoelemen A dan B saling terhubung dan jika temperatur antara cold junction dan hot junction berbeda, maka akan timbul arus akibat Gaya Gerak Listrik (GGL).
Gambar 2.12 Gambar pengukuran GGL [1, h.1]
Jika cold junction open circuit dan dihubungkan dengan voltmeter dengan impedansi yang sangat besar, seperti pada gambar 2.12, maka akan terbaca nilai tegangan dari termokopel. Tegangan tersebut dikenal sebagai tegangan Seebeck. Laju perubahan nilai tegangan akibat perubahan temperatur disebut sebagai koefisien Seebeck.
Dalam penggunaan termokopel, temperatur hot junction dan cold junction harus diketahui terlebih dahulu. Karena cold junction juga menghasilkan tegangan
Seebeck, maka untuk mempermudah pembacaan temperatur pada tabel
GGL sebenarnya timbul karena gradien temperatur sepanjang kawat yang menghubungkan hot junction dan cold junction. Dengan mengasumsikan kawat termokopel homogen, maka GGL didapat akibat perbedaan temperatur antara hot junction dan cold junction. Hubungan antara termoelemen A dan B dengan perbedaan temperatur adalah:
( ) ( ) AB AB E T =S T ∆ T (2.1) dimana: ( ) AB
E T = Tegangan Seebeck (Volt) ( )
AB
S T = Koefisien Seebeck (0-1)
T
∆ = Perbedaan temperatur antara hot junction dengan cold
junction (°K)
Perilaku termokopel ideal dapat dijelaskan dengan hukum termoelektrik berikut:
1. Law of homogenous metals
GGL tidak akan ada jika termoelemen A dan B merupakan konduktor dari bahan yang sama.
2. Law of intermediate metals
Jika ada penambahan material C pada rangkaian termokopel, maka tegangan Seebeck-nya akan sama dengan 0 jika material tersebut pada temperatur yang seragam (Gambar 2.13).
Gambar 2.13 Ilustrasi hukum termoelektrik II. [1, h.1] 3. Law of successive or intermediate
GGL yang timbul dari termokopel dimana kedua junction-nya pada T1 dan T3 adalah sama dengan GGL junction pada T1 dan T2 ditambah GGL junction pada T2 dan T3 (gambar 2.14).
Gambar 2.14 Ilustrasi hukum termoelektrik III [1, h.1] Konsekuensi dari hukum termoelektrik adalah penyolderan dan pengelasan junction tidak akan mempengaruhi tegangan keluaran, serta penambahan dua kawat tembaga homogen yang menghubungkan termokopel dengan voltmeter akan mempengaruhi tegangan keluaran, sehingga tegangan keluaran adalah adalah akumulasi tegangan yang timbul akibat sambungan kawat tembaga dengan hot junction.
Gambar 2.15 Bak es sebagai reference junction [1, h.2]
Termokopel adalah tranduser yang mengubah besaran fisis ke besaran elektrik. Keluaran yang dihasilkan adalah tegangan DC. Keluaran dapat diukur menggunakan voltmeter dan potensiometer, tetapi mengharuskan penggunaan eksternal kompensator untuk cold junction, dimana hal ini tidak efisien karena harus menyediakan media isotermal untuk reference junction dan memerlukan penggunaan tabel untuk mengkonversi tegangan menjadi besaran temperatur. 2.3.1 Thermowell
Termokopel yang digunakan untuk mengukur temperatur, biasanya diberi pelindung atau yang biasa disebut thermowell. Thermowell pada umumnya terdiri dari pelindung logam dan insulatornya adalah keramik. Thermowell digunakan untuk melindungi kawat termokopel dari gangguan mekanik, elektrik serta kontaminan. Penggunaan thermowell dapat mengubah waktu tanggap dari termokopel, dimana salah satu kelebihan termokopel adalah waktu tanggap yang cepat. Hot junction termokopel pada umumnya dibagi menjadi tiga, yaitu:
1. Eksposed junction
Kawat termokopel tidak terproteksi tetapi memiliki waktu tanggap yang cepat.
2. Ungrounded junction
Kawat terproteksi dengan baik tetapi memiliki waktu tanggap yang lebih lambat.
3. Grounded junction
Kawat terproteksi dan waktu tanggap cepat.
Gambar 2.16 Jenis junction termokopel [1, h.2]
Selain itu ada beberapa hal yang perlu diperhatikan dalam penggunaan thermowell, yaitu:
1. Pada temperatur tinggi termokopel dapat terkontaminasi akibat migrasi atom Chromium ke termoelemen sehingga material tidak homogen lagi.
2. Kemampuan insulator keramik (magnesium oxide) sebagai pelindung dari gangguan elektrik akan menurunkan akibat umur dan penyerapan uap air.
3. Perbedaan koefisien ekspansi termal antara antara kawat termokopel dan pelindung logam tidak boleh terlalu besar karena akan menyebabkan ekstra regangan pada kawat termokopel ketika dilakukan proses annealing pada termokopel.
4. Penggunaan thermowell menyebabkan penambahan kawat penyambung sebagai cold junction-nya [1, h.1-3].
2.3.2 Jenis-Jenis Termokopel[4]
1. Tipe K (Chromel (Ni-Cr alloy)/Alumel (Ni-Al alloy)): Termokopel untuk tujuan umum. Lebih murah. Tersedia untuk rentang suhu −200°C hingga +1200°C.
2. Tipe E (Chromel/Constantan (Cu-Ni alloy)): Tipe E memiliki output yang besar (68µV/°C) membuatnya cocok digunakan pada temperatur rendah. Properti lainnya tipe E adalah tipe non magnetik.
3. Tipe J (Iron/Constantan): Rentangnya terbatas (−40 hingga +750°C) membuatnya kurang populer dibanding tipe K. Tipe J memiliki sensitivitas sekitar ~52µV/°C.
4. Tipe N (Nicrosil (Ni-Cr-Si alloy)/Nisil (Ni-Si alloy)): Stabil dan tahanan yang tinggi terhadap oksidasi membuat tipe N cocok untuk pengukuran suhu yang tinggi tanpa platinum. Dapat mengukur suhu di atas 1200°C. Sensitifitasnya sekitar 39µV/°C pada 900°C, sedikit di bawah tipe K. Tipe N merupakan perbaikan dari tipe K. 5. Type B (Platinum-Rhodium/Pt-Rh): Cocok mengukur suhu di atas
1800°C. Tipe B memberi output yang sama pada suhu 0°C hingga 42°C sehingga tidak dapat dipakai di bawah suhu 50°C.
6. Type R (Platinum/Platinum, 7% Rhodium): Cocok mengukur suhu di atas 1600°C. Sensitivitas rendah (10µV/°C) dan biaya tinggi membuat mereka tidak cocok dipakai untuk tujuan umum.
7. Type S (Platinum/Platinum, 10% Rhodium): Cocok mengukur suhu di atas 1600°C. Sensitivitas rendah (10µV/°C) dan biaya tinggi membuat mereka tidak cocok dipakai untuk tujuan umum. Karena stabilitasnya yang tinggi Tipe S digunakan untuk standar pengukuran titik leleh emas (1064,43°C).
8. Type T (Copper / Constantan): Cocok untuk pengukuran antara −200 to 350 °C. Konduktor positif terbuat dari tembaga, dan yang negatif terbuat dari constantan. Sering dipakai sebagai alat pengukur alternatif sejak penelitian kawat tembaga. Type T memiliki sensitifitas ~43 µV/°C.
Termokopel tipe B, R, dan S adalah termokopel logam mulia yang memiliki karakteristik yang hampir sama dan paling stabil, tetapi karena sensitifitasnya rendah (sekitar 10 µV/°C) biasanya hanya digunakan untuk mengukur temperatur tinggi (>300 °C).
Gambar 2.17 Grafik perbandingan tegangan keluaran terhadap temperatur dari beberapa tipe termokopel[3]
Pada skripsi ini penulis menggunakan termokopel tipe K, karena lebih mudah didapat dipasaran, memiliki sensitifitas tinggi serta jangkauan pengukuran cocok diaplikasikan pada alat yang dibuat (Gambar 2.17).
![Gambar 2.1 Perbandingan massa dan volume SMT dan THT [17, h.2]](https://thumb-ap.123doks.com/thumbv2/123dok/4368355.2935061/3.892.146.765.338.970/gambar-perbandingan-massa-volume-smt-tht-h.webp)
![Gambar 2.2 Thick film resistor [6] b. Tantalum kapasitor • EIA 2012-12: 2,0 mm × 1,3 mm × 1,2 mm • EIA 3216-10: 3,2 mm × 1,6 mm × 1,0 mm • EIA 3216-12: 3,2 mm × 1,6 mm × 1,2 mm • EIA 3216-18: 3,2 mm × 1,6 mm × 1,8 mm • EIA 3528-12: 3,5 mm × 2,](https://thumb-ap.123doks.com/thumbv2/123dok/4368355.2935061/5.892.153.739.157.1071/gambar-thick-film-resistor-tantalum-kapasitor-eia-eia.webp)
![Gambar 2.3 Tantalum kapasitor SMD [7]](https://thumb-ap.123doks.com/thumbv2/123dok/4368355.2935061/6.892.153.763.169.1116/gambar-tantalum-kapasitor-smd.webp)
![Gambar 2.4 Aluminium kapasitor SMD [12]](https://thumb-ap.123doks.com/thumbv2/123dok/4368355.2935061/7.892.150.749.164.1061/gambar-aluminium-kapasitor-smd.webp)
![Gambar 2.7 Perubahan teknologi kemasan komponen dari waktu ke waktu [17, h.11]](https://thumb-ap.123doks.com/thumbv2/123dok/4368355.2935061/11.892.148.772.180.948/gambar-perubahan-teknologi-kemasan-komponen-waktu-waktu-h.webp)
![Gambar 2.8 Proses reflowsoldering [17, h.79]](https://thumb-ap.123doks.com/thumbv2/123dok/4368355.2935061/14.892.149.769.153.1128/gambar-proses-reflowsoldering-h.webp)
![Gambar 2.9 Sifat pernyerapan dan pemantulan dari solder dan FR4 berdasarkan panjang gelombang infrared [20, h.198]](https://thumb-ap.123doks.com/thumbv2/123dok/4368355.2935061/16.892.148.750.326.855/gambar-sifat-pernyerapan-pemantulan-berdasarkan-panjang-gelombang-infrared.webp)