IMPLEMENTASI PENGENDALIAN KUALITAS DENGAN METODE STATISTIK PADA PROSES PRODUKSI KAOS SABLON
INDOPRINT PONOROGO Chandra Sugianto
Manajemen Fakultas Bisnis dan Ekonomika [email protected]
PENDAHULUAN
Di era modern ini kebutuhan penduduk semakin banyak, sehingga menyebabkan meningkatnya konsumsi masyarakat. Perubahan mendasar tersebut juga didukung pertumbuhan teknologi yang sangat pesat, menjadikan konsumen lebih tahu akan spesifikasi dan jenis produk, atau dengan kata lain sebelum memilih atau memakai suatu hasil produk, konsumen akan semakin kritis untuk mempertimbangkan dan membandingkan dengan produk lain yang serupa.
Pengendalian kualitas merupakan syarat mutlak untuk menghadapi persaingan terhadap produk lain yang sejenis. Dengan adanya pengendalian kualitas perusahaan akan terpacu untuk semakin berkembang dan bersaing dengan perusahaan lain. Terutama dalam industri tekstil dan garmen yang menjadi kebutuhan pokok masyarakat tentu harus memperhatikan kualitas produksinya melihat banyaknya saingan dan juga masih terus berkembangnya industri tekstil dan garmen di Indonesia.
Mengingat akan perkembangan jaman, banyak masyarakat mengikuti era fashionjaman sekarang yang banyak diadaptasi dari gayafashion luar negeri seperti Eropa dan juga mengutamakan easy to wear sehingga industri garmen di Indonesia makin bersaing untuk membuat fashion item yang semakin berkualitas dan menarik minat konsumen sehingga tentu saja aspek kualitas akan sangat berpengaruh terhadap kelangsungan suatu bisnis
PEEEENDEEEEEEEEEEEEENDNNDNNDNDNNDNDNNNDNDAHAHAHAHAHAHAHAHAHAHHHHHHUUUUUUUUULULUUUUUUU UAN
a modern ini kekkekekekekekekekekekekekekekeebubububububuuuuuututtttttttttutuhhhahhahhhahaaan pepepepepepepepepepepepeeeeendndndndndndndndndndndndndnddduuuuuuuuuuuuduk semakin meningggkagkkakkakakkkkakatntntntntnnnnnnnnnyayayayayayayayayayayayayaaa kkonkkkkkkkkkkkkkkoooooooonooonsusummmmsmmmmsmmmmsmm iiiiiii mmmmmmmmammmmmmmmasysysyyyyyyyyyyyyyyaraararararararararararararrraakakakakakakakakakakakakakakakakakaaataatatatatatatatatatat.. PePePePePePeerubahan perttumumumumumumuumuumumumumumumumummbububbbububbbubbbububububuhahahhhahahhhahhahahahhahannteteteeeeeeeeeeknknknknolloggggggggggggggggiiiiiiiyayayayayayyayayayayayayaangggggggggggggg sangaaaaaaaaaaaaaaaaattttppppppppppppepeppp ssasasasasassasasasasasasaaaat,t,mmmmmmmmmmmmmmmmmmmeneneneneenenenenenenenenenennjaj di sifikaasaaasasasasaaasasasasasasi dannnnnnnnnnnnnn jejejejejejejejejejejejejejeeeeninssssssssss prodprprprprprprprprprprrrrodododododododododododododdddddddukuuukuuuukukukukukukukukukukkk,, aaaaaaaaaaaatatataauauauauauauauauuuuuuuuu ddendddddddddddddeneeneenenenenenenenenenenenennngagaggaggagagagagaggagagannnnnnnnnnnnnnn kakkkkkkakakakkakakkakkakata llaiaiaiaiaiaiaiiniiiiiiin se
atuuuuuuuu hahahahahahahahahahahahahahahahaaasisisssisisissisisisisisiiill pppppprprprprprprprpprprprodododododododoododododododododdddukuu , kokkkkkkkonsummmmmmmmmenenenenenenenenenenenenenenn aakaaaaaaaaaaaaaaakakkakakakakakakakakakaannnnnnnnnnnnnnnnn seseseseseseseseseseseemaeeemmmmmmmm n n n n n n n n n n n n n ngkgkgggkgkggkgkgkgkgkgkgkgkgkgkgkgkkananaananananananananananananananddddddddddddddanananananananananananmmmmmmmmmmmmmmmemmmbmmmmmmmmmmmmmbbbandndddindddddddddddddinininininininininininininininngkgkggkggggkgkggkgkgkgkgkgkgkanananananananannnnnnnnndddddddddddddddeneneneneeenenenenenggggggaggggg n prprprprprpprprprprprrrrrroddukuukukukukukukukukukukukukukukukkkllllllaiaaiaiainnnnnnnnnnnnnnyayyayayayayayayayayayayayayayayannnnnnnnnnnnnnnnn ndaaaaliaaaaaaaaalililililililililililililililianaaaananananananananananananankukkkuuuuuuuuuuuuuauu lilitatatatatatattatatataaaaaasssssssssssssssmmmmmmmmmemmmmmmememm rupakaanaaannnn syyararararararararararararrrrrataaatataatatatatatatatatatatatmmutmmmmmmmmmmmmmmmuttttttttttttttttlallalalalalalalalallalalakkkkkkkkkkkuuuuuuuuununuunununununu tukttut kkkkkkkkkkkkkkkmmmmmmmmmmmmemmmm n
uk lallalalalalalalalaaainiininininininininiinininnnn yyyyyanaanananananananananananngggggggggggggggggseseseseseseseseseseseseseeeeejejej ninininininininininininininiiiis.sssssss.s.ss.s.s.s.s.s.s.s.s DDeDeDeDeDeDeDeDeDeDeDeDeDeDeDeDeDenngngnngngngngngngngngngngngngngngnganaanananaanananananannn aaaaaaaaaaaaaaaaadadadadanydadadadadadadadadadadadadadadanynynynynynynynynynynynynynynynynynyaaaaaaaaaaaapepppepepepepepepepeppepepepepengngennnngngngngngngngngngnggenenenenendaddadadadadadadadadadadadadadadaaaalillianlilililililililililililiiaa
untntnttttukttttttttukukuukukukukuukukukukukukukukkk ssssssssssssemememememememememememmmmmakaaaakaaaaaakaaa inin berkembmbbbbbbbbbbbananananangananaananananannnggggggggggggggggg ddddddddadddaddddd n beberrsrsrsrsrsrrsrsrsrsrsrsssaaiaiaiaiaiaiaiaiaiaiaiaiaiingngngnngnngnngngngngngggg dddddddddddddddddddeeeeeeeneneeneneeeeenga am iiiiiiiiiiiindndnndndndndndndndndndndndndndnddduuuuuusuusuususuuususuusustrt ii tetettetetetettttetetekskstikkkkkskskskskskskskskskstiiiillllllllll daddadadadadadadadadaaaaannnnnnnnnnnnn gaggggagagagagagagagagaaarmrmrmrmrmmenmmmmmenenenenenennnnnnnnnn yyanyyyyyyyyyyyyyanangg mememememmemememememememememeeennnnnnnjadinnnnnnnnnnnnnnnn ntu hahahahahahahahahahahahaaaaaaaarururururrurururururururururrururuuuussssssssssssssss mmmmmmmmmmmmmmmmemmem mperhatiiiikkkkkkakkkkkkkkkakak nnnnnnnnnnnnnnnnn kuk alitas ppppppppppppppprrorororororororororororororoooduddudududududududududududuuukskkskskskskskskskskskskskskskssinii ya juga maasisisisiisisisisisisiiiihhhhhhhhhhhhhhh ttteteteteteteteteteteteteteteteeerurururrururrururururururururururuusuusssssssssssssssssss bebebebebebebbebebebbbebebeerrrkrkrkrkrkrkrkrkrkrkrkrkrkrkkemembaememeemememememememememembababbbbbabababababababababangnngnngnnngngngngngngngngnggnygnynnynynynynynynynynynynynynynynynyyaaaaaaaaaaaaa ininduininininininininininininininnduddddududdudududududustsri teks
Saat ini, di Indonesia sudah banyak perusahaan yang bergerak di bidang garmen, salah satunya adalah Indoprint di Ponorogo yang berdiri pada 21 Juli 2011. Indoprint merupakan perusahaan sablon yang tergolong masih muda dibanding pesaingnya, namun mesin atau alat yang digunakan lebih modern dimana tingkat kepresisian lebih akurat dan membutuhkan lebih sedikit tenaga kerja dalam prosesnya. Dengan itu Indoprint dapat berkembang di pasar percetakan dan sablon lokal dan juga dapat menerima pesanan dari luar kota bahkan dari luar pulau.
Belum adanya standar kerja yang jelas dan sistem pengawasan yang cenderung longgar membuat para karyawan masih sering melakukan kesalahan dalam produksi. Proses produksi kaos sablon cenderung kompleks, apabila terjadi kesalahan dalam proses produksi tidak jarang harus dilakukan rework. Tentu saja hal itu akan sangat memakan waktu, tenaga dan biaya dan berdampak pada proses produksi secara menyeluruh.
Masalah yang ada pada Indoprint adalah pengendalian kualitas yang masih tergolong konvensional dimana masih sering terjadinya kecacatan dalam produksi. Selain itu tidak adanya inspeksi memadahi membuat perusahaan tidak mengetahui secara pasti dimana penyebab kecacatan terjadi.
Metode penyelesaian masalah yang dapat digunakan untuk menangani kecacatan produksi kaos dan sablon pada Indoprint antara lain: checksheet, control chart, histogram, pareto, diagram sebab-akibat, FMEA, dan matriks pugh .
Tujuan penelitian ini adalah untuk mengimplementasikan pengendalian kualitas dengan metode statistik pada Indoprint Ponorogo.
METODE PENELITIAN
Dalam metode penelitian akan dibahas mengenai garis besar gambaran metode-metode statistik yang digunakan.
dapat menerima pesanaaaaanannnnnnnnnnnnnndaddadadadadadadadadadadaddadaarirr luar kota bahkan dari
adanya standar kkkkkkkkkkkkkerererererererererrrrrrrja yyyyanngnnnnnnnnnnnnnnnnggggggggg jjjjjjjjjjjjjjjelas dan sistem ggar membuat papapapapapappapapapapapapapararrarrararararararararararraraakkkkkkkkkkkkkkkkaraaararararararararararararararryyyayayayawwwwawwwwwaw nnnnnnnnnnnnnnnnnnmammammamamamammamamamamamaaaaasisssisisisissisisisisiihhhhhhhhhhhhhsering melakuk es produduuuuuuuuuuuuuuukkkkkkskskskkskskksksksksiiiiiiiikakkkakakakakakakakakakakakaosososososososososoosossssssabssssssssssssssababababababababababababababbllololllll nnnnnnnnnnnnnnnnceccececececececececececeeeeennnnnnndndndndndndnndndndndndereeerererererererererrrunununununuununununununununununnnngggggggggggggggggkkkkkkkkkkkkkkkkkomomomomommplmmmmmmmmmmplplplplplplplllekekeekekeekeekekekekekekkks, apab produkukuuukukukukukukukukukukukukukuksisisiiiiiiiiiiiii ttititttitiiiiiiddddddddaddd kkkkkkkkkkkkkkk jjjjjjjjjjajajajjarang hhhhhhhhhhhhhhhhhhararararararararararrruuuuuuusuuuuuu ddilakukukkkkkkkkkkkkkkkkkkaanaananananananananananan rerrrerererererereeeeewowowowoooooooorrrkrrkrkrkrrkrrkrkrkrkrkrkrkrkk... Ten an wwakakakakakaakakakakakakakakakaktutu,,teteeenaeeeeeeenananananananananananananagggggaggagagagagagagagadddddddddddddddddaaaaanaanananaaa bbbbbbbbiabbbbbbbbbbiaiiaiaiaiaiaiaiaiaiaiaiaiaiaaaayayayayayayyayayayayayayayaaadddanddddddddddddddddananaaanananananannnnnnnnbbbbbbbbbbbbbbbbbbberererererereererererererererererererdaddadadadadaddadadadadadaaaampmmmmpmpmmpmpmpmmpmpmpmpmpak ppppppppppppppadaaadadadadadadadadadadadada pr
h yayayayangyayayayayayayayayayayayangnngnnngngngngngngnggg aaaaaadadaaaaaaaa pppppppppppppppppaaaaaaadaaada a Indooprprrrrrintininininininininnnnnttttttttttt adadadadadadadaladadadadadadaddalaalalalalalalalalalalalalallaaaaaaaaaaaahaaahah ppppppppppppeneenenenenenenenenenenenennggggggggggennnnnnnndadadadadadadadadadadadadadadaaalilililililililililililiananananaanananananan k vennnnsinnnnnnnnsisionsisisisisisisisisisisiiioooooooooooonononono alalalalalalalalalalalallll ddddddddddddddddddimimimimimiimimimimimimimimmmmana a mamamamamamamamamamammaaaasisisississsisisisiihh sssssssesesss riiingiiiiiiiiiiiiiiingngngngngngngngngngngngngngngggg tterttttttttttttttterereereeereerererererererererererrjajjajjjajjajjajajajajajadiddddididididididididididiiinynynnnynynynynynynynynynynynyyaaaaaaaaaaaaaaaa kekkekekekekekekekekekekekekekecaccacacacacacacacacacacacacacacacacacc t ak aaaaaaaaaaaaaaaaaadaddadadadadadadadadadadaannnnnnnynnnynynynynynynyyaaaaaaaaaaaaaa iiiiiiininininininininspekekekkkkkkkkkkkkkkkkksi memmmmmmmmmmmadahaaadadadadadadadadadadadadadadahahahahahahahahahahhhhhhhhiiiiiiiiiiiiiiii mmmmmmmmmemmmmmmmmm mbbuaattttttttttttttt pppepppeppeppepepepepepepeerururururuuuuuuuuuuuusassasasasasasasasasasasasasasahhhhhhhahhhhhhh a
mannnnnnnnnnnaaaaaaaaaaaaaaaappepepepepepepepepepeppepepepepennnnnnnnnynynnnnnnyebebeebebebebebebebebebebbbbabaaababababaababababababababbbbkkkkkkkkkkkkkkkeceeeceeceececcccccacacacacacacacacacacacacacacacacccatatatatataaataatatatatatatatattaaanaaaaanaaananananananananttttttttttteeeeeerererererererererrrjajjjjajajajajajajajajajaaddidididididdddiddididi.i
e penyeyeyeyeyeyeyeyeyeyeyeyeyeyeyeyyeyeelelelellellelleleleleleleleleleleleeesassasasasasasasasasasasasaaaiaiaiaiaiaiaiaiaiaiaiaiaaaannnnnn masalaaahaaaaaaaaaaaahhhhhhhhhhhhhhhh yayang dapyyyyyyyyayayayyyyy apppatppppppppppatatatatataatatatatatatatt ddigddddddddddddddigigigigigigigigigigigigigiggungguuuuuuuuuuuuuuunakan duksi kaooss dadadadadadadadadadadadadadadaaaannnnnnnnnnnnnnn sasasasasasasassasasaaablaaaaaablbbbblblblblblblblblblblblbblbblblblllonononononononononononoonononn pppppppppppppppadadadadadadadadadadadadadadadadadddaaaaaaaaaaaaaaaa InInInInInIInInInInInInIInInIInInInInInndonnnnnnndoddododdodododododododododododoooprprprpprppppprprprprprprprprprprprprininininininininininininnntnnnnttttttttttttt anaaaaaaaananaananananaantara lain: m, pareto, diagram sebab-akibat,t FMEA, dan matri
1. Check sheet
a. Memeriksa item yang diteliti pada setiap proses produksi kaos mulai dari design, screening, penyablonan, penjahitan, hingga finishing yang kemudian disajikan dalam bentuk formulir.
b. Membuat data menjadi ringkas dari item kecacatan yang didapat.
c. Membuat usulan rancangan checksheet yang lebih baik untuk perusahaan
2. Control Chart (c-chart)
a. Analisis dengan menggunakan peta kendali c (c-chart) dilakukan untuk menggambarkan grafik suatu karakteristik produksi pada periode tertentu. Dimana didalamnya terdapat Center line(CL), Upper Center Line(UCL), dan Lower Center Line (LCL) yang akan menyatakan proses produksi kaos sablon Indoprint terkendali atau tidak. Proses produksi secara periodik akan tervisualisasikan dalam bentuk grafik untuk mempermudah melihat apakah in control atau out of control.
b. Peta kendali c (c-chart) digunakan untuk mengetahui rata-rata banyaknya item kecacatan yang yang telah diinspeksi dalam perusahaan dan juga untuk mengendalikan item cacat yang dihasilkan dalam suatu proses. c. Rumus yang digunakan dalam peta kendali c (c-chart) adalah:
CL = mean c(item kecacatan)
3. Analisis Histogram
a. Untuk menunjukkan variasi frekuensi dari item kecacatan dalam proses produksi
b. Mengambil kesimpulan tentang berapa banyak frekuensi yang sering terjadi dan kemungkinan terjadinya frekuensi item kecacatan yang masuk dalam batas toleransi yang diinginkan perusahaan.
ol Chart (c-chart)
nalisis dengan mengngnggggggggggugugugugugugguguguguuunanakkkkkakkkk nn ppeppepepepepepepepeetatt kendali c (c-cha
enggambarkan grgrgrafafafafafafafafafffiiiiiiiiikiki sssssssssssuuuuuuuauatutuuuuuuuukkarararararararararararakakkkkkkkkkkteteteteteteteteteeririrrstik produksi p
mana didalammmnynynyaaatteterdrdrdapapapatatatCeCeCentnterer llinlinineee(C((CL),Upper
n Lowewew rrr CeCeCentntterrr LLLininee (L(L((L(L(LLLLLLCLCLCLCLCLCLCLCLCLCLL))))))))))) yay nnngnnngngng aaaaaaaaaakakaaaaaaaaaannnnnnnnnnn memememememememememeenynynynnynynynynynynyatak os sssssssssaaaaaaababa lol n InIIInIInIIIIIndoprppppppppppininnnnnnnnnttttttttttt ttetetetetetetetetteteteeerkkkenenennnnnnnndadadadadadadadadadadadadadadaallilli aaaaaaaaaaaaaaatattatatatatatatatatattau tititititititititititidadakk. PPPPPPPPPPros riodddikikikikikikikikikikaaaaaaaaaaakakkkakakakakakakakannnteteteteteteteteteteterrvrvrvrvrvrvrvrvrvrvisissssssssssuauuuuuuauuauauauauauaaaalisasasaasaaaaaasisiskkkkkkkakak nddddddddddadadddd lalamlalalallalalalalammmmmmmmmmbebebebebebebebebebebenntntntntntntntntntntukukukuk gukukukukukkggggggggggrarararararararararaafififfffffififikkku
e e e e e e e e e e e
elilililillililililililililiihahathahahahahahahahahattttttapapapapappppakakakakakakakakakakaakaaaaaaahaaahiinnnnnnnnnnncconntnntnntntntntntrororororororrorororolllllllllllaaaaaaaaatatauauauauauauauauauauout of cononontrololol..
takenkkenendadadallili cc(((c-c-c-chcc art) didiguguuuuuuuuuunanananananaaaakaakakakakkakakakkakannnnnnnnnnnuuunuuuuunununuunununtuuuuuuuuukkkkkkkkkkkmemmmmmemmmmm ngnngngngngngnngetetetetetetetetetettahuiahahahahahahahahahahuuuuu
m kkkkkkkkkeckecececececececececcacacacacacaccccccataatatatatatatatatatanaaananananananan yyyyyyyyyyyananggggggggggg yyyayayayayyyayayayayayayayayangngnngngngngngngngngngngng tttttttttttteleleahahahahahahahahahahh ddddddddddddddddddiiiiiiiiiiiiiiiiiiiiiiiiiiinnnnnnnsnnnsnsnnn pekspepepepepepepepepepeksksiksksksksksksksksiiiiiiiiii dadadadadadaaaaaalalalalalalalalalalalammmmmmmmmmm p tukkkkkkkkkmememememememememememengngenngngngngngngngnggenenenenenenenenenenddadd likakakkkakakakakakakan itemmcccccccccacacacacacacacacacaccaaataatatatatatatatatatttyyyyyyyyyyyyyyanaanaaaaa g dihahaaaaaaaaasissssisissisisislklkllklklklklklklklkanananananananananannddadddddddddaaaaalaaalaaa umussyayayayayayayayayayayangngngngngngngngngngdddddddddddigunigigigigigigigigigigununununununununununakakakakakakankkandddddddddddalaalalalalalalalalalamamamamamamamamamamammmpppppppppetetetetetettttttaakekekekekekeeeendndndndndndndndndndndalalalalalalalalalaliiiiiiiiiicccc(c-((((((((((c-c-chccchchchchchchchchchhhaart)
4. Diagram Pareto
a. Menentukan klasifikasi kecacatan berdasarkan data yang nantinya akan digunakan dalam grafik
b. Membuat ringkasan atau tabel mengenai frekuensi kecacatan yang diteliti c. Membuat daftar masalah berdasarkan frekuensi kejadian serta
menghitung frekuensi kumulatif termasuk persentase dari total kejadian dan total kejadian secara kumulatif
d. Membuat diagram pareto yang bertujuan melihat jenis kecacatan yang sering muncul
5. Diagram sebab-akibat / Diagram Ishikawa
a. Melakukan penyelidikan secara langsung dengan wawancara Bapak Hendy Setyawan beserta karyawan pada bidangnya untuk mengetahui akar permasalahan yang terjadi, serta melakukan observasi langsung di lokasi produksi.
b. Mengidentifikasikan faktor utama sumber-sumber yang mungkin menyebabkan kecacatan kaos sablon
c. Mengidentifikasi lebih detail dari faktor utama sumber kecacatan tersebut.
6. Failure Mode Effect Analysis (FMEA)
Tabel FMEA merupakan salah satu alat yang digunakan untuk mengidentifikasi sebab dan akibat permasalahan pokok dan mengukurnya dalam beberapa kriteria standar yang telah ditetapkan sehingga nilai yang didapatkan dapat berguna untuk perbaikan di perusahaan. Poin yang diusulkan melalui standar nilai RPN (Risk Priority Number) merupakan prioritas masalah yang didapat terkait munculnya kejadian cacat dalam perusahaan.
Langkah menerapkan FMEA adalah:
a. Mengidentifikasi proses dan produk.
b. Mendaftar masalah potensial yang dapat muncul. n total kejadian secara kukukukukukukukukukukukukukkuummmumumummmummmummumumumumumumulatif
embuat diagram paaarrerererrererererererererereetotottototototototototot yayyyyyyyyyyaanngggggggggggg bbbbbbbbbbbebbbebertujuan melihat je ring muncul
am sebab-akakkkkkkkkkkkkkkkibibibibibibiibibbbbbbbatatatatatatatatatatatatatattt/////////////DDiaDDDDDDDDDDDiaiaiaiiaiaiaiaiaiaiaiaiaagggggggggggggggrararararrraaaaammmmmmmmmmmmmmIIshiIIsIIsIsIsIsII hihhihihihihihihihihihhiiikkkakakakakakakakakakakakakakaaawaawawwawawawawwwawawawawawawa
elakuuuukkakakakakkakakkakkakakakakakaannnnnnnnnnnnnnn pppppepppeppepepepepepepeenynyyyelyyyyyyyyyeleeeeeelelelelelelelellliiiiiiiiididididididikikkkankkkkkkanaaanaaa sssssssssssseeeeeeceee araraararararararararararararrraaaa lalaaaaaaaaaaaanannngnnnnnngngngnngngnnn sssssssssusussus ngnnngngngnngngngngngngngngg ddendddddddddddddddeneneneeneneneenenenenenenenngag n endyy SeS ttyawawawawawawawawawawawawawawwwwaan bessserererererererererererererererrrrrrrrtatttttttatatatatatatatatatatatataa kkarryayayayayayayayayayayayayayayayayaawanwawwwwawawawwawwawawawawannnnnnnnnnnnnnnnn ppppppppappapppppp dadadadadadadadadadaaaaa bidbdannnnnnnnnnnnnnnggggggggngg ya
ar pppperpppppppppereeeeererererererererrmammamamamamammamamamammamamamaasaasalalalalalalalalalalalallalalahahahahahhhhahahahahahahahahahahann yyyyyyyayayayyayayayayayyayangggggggggggg tttttttteerrjrrjjjajjj didididididiiiiiiiiiii, seeeeeeeeeeeeertrrtrtrtrtrtrtrtrtrtrtrtrtrtrttaaaaaaaaaaaaaaa mmemmmemememmmmemmmmememeellllllllllalallllll kukkukukukukukukukukukukuuukkakkkkakakakakakakakakaaannnnnnnnnnnnnnnn ob ka ka ka ka kaa ka ka ka ka ka ka ka ka ka kasisisissisisisissisisisisisiippropppppppppppppppprorodurororodudddddudududududududududukskkkkkkkkskskskskskskk i.
engngnggggggggggggggggidididididididididididididididdendeneneneneneeeneneneee tittitiiiififikakakakakakakaaaaaaaasisssssisisisissisisisisikkkkkkkkkkkkkkan faktkororoorororororrrrr uuuuuuuuuuuuuutatamatttatatatatatataaaaammmammammamammammamamamamamam ssumsssssssssssuuumumumumumumumumumumumbebbebbebebebeb rrrr-sususussususususususususususususuummmmmmmmmmmmbmmmm enyyyyyyyyyebebebebebebebebebebebebebbabaaaaaaaabaaabababa kkakakkkkakakakkakakakakaaannnnnnnnnnnnnnnnkekekekekkekekkekekekekekekkekecac cacaaaaaaaaaaattatattatatatatatatatatatatataannnnnnnnnnnnnnnnnnnkakakkakkkkakakakakakakakakaaososoooooosososoooosssababaabababababababababababababablollololololololololololololoooonnnnnnnnnnnnnnnnnn
engggggggididenididididididiiididiiidididenenenenenenenenenenenenenennntittttititttfifikfifififfifififififififififikkkkkkkkkakakkkkk si lllllllllllllllebih ddddetetetetetetetetetetetetetttttailaiaiaiaiaiaaiaiaaiaiaiaiailllllllllllll daddddddadadadadadadadadadarri fakakkkkkkktotottotototototototototototoooorrrrrrrrrrrrrrrr ututamutututututututututututututututtamamamamamamamamamamammmma rsebbbututututt.ttttttt...
e ModededededdededededededededededededeeEEEEEEEEEEEEEEEEEEfffffffffffffffffffffffffffffffffffffffeect Analysiseeeeeeececeecececee s(F(((((F(F(F(F(F(F(F(F(F(F(FFFMMMMMMMMEM A)
FMEAAA mmmmmmmmmmmmmmmmmmereererererereererererererrrrupuuupupupupupuupuupupupupupupupupupupupakakanaaaakaaakaakakakakakakakakanananaananananananannnnnnn ssssssssssssssalalahalalalalalalalalalalallahahahahahahahahahahahhhhhh ssatsssssssssssatatataatatatatataatatatatatattuuuuuuuuuuuuuuuuuu alalalalalalalalalalalalalalalalatatatatatatatatatatat yang tttt asi sebab dan akikibabababbbabababatbabababababababaatttttt pepepepeppepepermrmrmrmrmrrmrmrmmmmmmmmasasasasasasalalalalalalalalalalalalallahlaaaaahaaaahan pokok dan m
c. Menilai masalah berdasarkan keparahan kegagalan (severity), tingkat kemungkinan terjadi gagal (occurance), dan kemampuan mendeteksi kegagalan (detection) dengan menggunakan skala 1-10.
d. Menghitung Risk Priority Number atau RPN dan memprioritaskan tindakan dimulai dari masalah yang memiliki nilai RPN terbesar.
e. Mengambil tindakan untuk mengurangi resiko yaitu berupa problem solving.
7. Matriks pugh
Matriks Pugh digunakan untuk mengevaluasi hasil perbaikan yang dapat diusulkan ke Indoprint berdasarkan data-data perhitungan yang diperoleh dari pengolahan FMEA. Keseluruhan penilaian untuk tiap alternatif dihitung dengan menjumlahkan skor bobot untuk tiap kriteria. Kemudian alternatif dengan keseluruhan penilaian tertinggi dipilih untuk diimplementasikan.
Melalui hasil dari penggunaan Matrix pugh didapat kemampuan real perusahaan untuk melaksanakan alternatif yang diusulkan oleh FMEA berdasarkan RPN yang didapat. Apabila hasilnya sinkron artinya perusahaan sudah siap dengan usulan perbaikan, namun apabila terjadi ketidaksesuaian itu berarti kesiapan perusahaan dalam menjalankan solusi tersebut masih kurang.
HASIL IMPLEMENTASI
Dalam hasil implementasi akan dibahas mengenai penerapan dari metode-metode statistik yang digunakan.
1. Checksheet
Selama ini sistem pencatatan yang dilakukan indoprint tergolong masih sederhana. Pencatatan dilakukan di akhir hari produksi dengan menanyakan pada bagian produksi tentang kesalahan yang terjadi.
lving. ks pugh
s Pugh digunakkananananananananananananannnn uuuuuuuuuuuunnntntnnnnnnukukkkkkkk mmmmmmmmmmmmmeeeeeeeneeeeengeggegegeggegegegegegegegegevavv luasi hasil pe Indoprint bbbbbbbbbbbbbbbbeeeeererereereerererdadadaddadadadadadadadadadadaaasassasasasasasasasasasasasaarkrkrkrkkkkkkkkkkkkkanaananananananananananananannn ddddddatataatatatatatatatatatatatatttaaaaaaaaaaaa--daddadadaddadadadadadadadadaatatatatatattatatatatatatatataaaa pperppppppppppppppererererrerererererererererrrhhhihtungan y MEA.A.A.A.A.AA.A.A... KKKKKKKKKKKKKKKKKesesesessssssssssssseeeeeeeeleleeeeuuuuuuuuurururururuuruhuhuhuhuhuhuhuhuhuhuhuhuhuhuhuhuhananaa ppppppppenennnniililililililililililillllaiaiaiaiaiaiaiiiananananananananananananananann uuntnnnnntntntnntntntntntntntntukukuukukukukukukukukukukukukukukuk tiatttttttttttiiiiaaiaiaiaiaiaiaiaiaiapp aalaalalalalalalaalalalalalaltettttt rna n skkkkkkkkkkkkkkokokk r bobobobobobooooooooooobbbbbbbbbbbbbbbbob t unntututututututututututututuuukuuuuuukkkkkkkkkkkkkkkkkkk tiiapapppppppppppp kkkkkkkkkkkkkkkririiiiiiiiiiittetetetetetteteteteteteteteteteteterirrrriririririririrririiiia.. KKKKKKKKKKKKKemudududuuudddddddddian enilaaaiaiaiiiaiaiaiaiaiaiaiaaaannnnnnnnnnnnnntttetetetetertrtrtrtrtttttttttttttinininiininiiiininininnggnnggggggigggggggggggggggggggggggididdddidididdididididididididiipppppppppppiplililiiihiiiiiiiihhhhhhhhhhhhhhhuununuunnntukkkkkkkkkkkkkkkkkkkkkdidididididididdidididididididdiimiimimimimimimimimimimimimimmmmplpplplplplplplplplplplplplplplemeemememememememememememememememmeenentae tatatataaaaaaaaasisisisssisisisisisisisiiiikakkkkkkkkkkkakan.n
i i i i i i i i i i i i i i
i hahahahahahahhahahahahahahaaasisisisisisililllllll dadaddadaddadadadadadadadadaarir ppppppppppppppenggggggggggggggggggggggggggggggggunununuununununununununnaaaaaaaaaaaaaaaaaaaaaannnnnnnnnnnnnnn Matrix pugggggggggggggggghhhhhhhhhhhhhhhhh diddiddaddadadadadadadaaaaaaapappapapapapapapapapapapapapap ntukukukukukukukukkkkkkkkk mmmmmmmmmmmmmmmmeleleeellakaaakaaa sasaaanaaaaaaaaaanananannnannananananananananaakkak n alternnnnnnataaaaaatatatatatatifififififififififififififffff yanyyyyyyyyyyyyyyyyanananananananananannnnnnnggggggggggggggggg didiiiiiiiiusuusususususuusususususususuuuuuuuluuuuuukkakakakakakaannnnnnnnnnnnnnn ololooooloolololololololeeeeeeeeheeeeeee
dapatatat.atatatatatatatatttt. ApApabApApApApApApApApApApApAppabaabababababababababbbbbbbililiiliilililiililllllllaaaaaaaaaaaaaaa hasisilnlnlnllnlnlnlnlnlnlnlnnnnnnnyayayayayayayayayyayayayayayayayayaya ssssssinsiniininininininininininininininnkrkrrrononononononononononononononononononn aartaaaaaaaaaaaaaaaartrtrtrtrtrtrrtrtrtrtrtrtrtrtrtrtrttiiiiiiiiiiiiininyyayyayyayayayayayayayayayayaya pperppppppppppppereeereeereerererererererrusususususussahssssssssahahahahahahahahahahahahahahahahhaaaaaaaaaaan kannnn,nnnnnnnnnnnnnn,, na,,,, nnannnanananananamumumumummumummumumumumumumumuuunn apapaapapapapapapapapapapppabila tetetetetteteteteeeeeeerjrjrjrjrjrjrjrjrjrjrjrjrjrjrjrjadadadadadadadadadadadadadddddiiiiiiiiiiiiiiii kkkkkkkekkkkkketidaaksksssssssssssssesesesesesesesesesesesesessssuauauauaiauauauauauauaaaaaiaianiaiaiaiaiaiaiaiaiaiaiaaannnnnnnnnnnnnn it lammmmmmmmmmmmmmmmenenenenenenenenenenenenenenenenenjjjjjjjjjjajjajajajjj lalalalalalalllalalalaaanknknknknknknknknknknknknknknkkkkaaaaaaaaannnsosolululululululululululululuuuuuusissisisississisisissisisisiittttttttttttttttererererererereerererrrsessessesseseseseseseseeebbubububbububububububububbubububuttttttttttttttmamamamamamamamasisisisisisisisisissiiiihhhhhhhhhhhhhhhhhkukkkkkkukukukukukukukurararararararararararararaangaaangnnngngngngngngngngngngngngngngng...
LEMENNTATATATATATATATATATATATATATATAASIAASSSISISISISISSSISISISISISISISI
hasil implementatasisisisisisisisisisisisisiiiii aaaaaaaakakakakakakakakakakkakakakakakakakannnnnnnnnnnnnnn ddibaddidididididididididididididiibabababbbabababababababababbabaahahhhhhhhhhhhh sss memeengenai pene
TABEL 1
DESAIN LAPORAN HASIL PRODUKSI
Tanggal : Catatan Khusus :
Pemeriksa : Produksi :
Jenis Cacat Jumlah Keterangan
Potong Sablon Jahit Screen
Total
Tanda tangan Petugas Mengetahui
Dengan tabel 1 yang merupakan usulan checksheet yang baru, perusahaan dapat lebih mengetahui tentang penyebab detail terjadinya kecacatan.
2. Control Chart
Control Chart digunakan untuk melihat dan mengetahui apakah proses produksi yang dilakukan oleh Indoprint masih berada dalam batas kendali atau tidak.
Gambar1. Control Chart produksi Kaos Sablon Indoprint
Pada gambar 1, terlihat bahwa proses produksi kaos dan sablon Indoprint masih berada diluar batas kendali. Pada titik ke-9 yaitu pada awal tahun 2014 item kecacatan kecil dikarenakan order yang diterima perusahaan sedikit, sehingga karyawan bekerja dengan tidak terburu-buru dan penuh perhatian karena diawasi langsung oleh pemilik. Sedangkan pada titik ke-14 yaitu pada awal februari, item kecacatan cenderung lebih sering terjadi dikarenakan banyaknya order yang diterima, dan juga kesalahpahaman
Tanda tangan Petugas Mengetahui
tabel 1 yanggggggggggmemerumememememememememerurururururururururupapapapapapapapapapapakakakakakakakakakakakannnnnnnnnnnuuuuuuuususuuluuuuuaananananananananananchchchecececksksksheheheetetettyang baru, p tentangpenpp nnyeyeyebabababbbdedetadetatailililtterererjajajadididinynynyaaakekekecacacacacacatatatan.n
art
l Chartttdididigugugggggggg nanaaaaaaaaaakakakakakakakakakakakannnnnnnnnununtuununununununununununununununttukkkkkkkkkkkkkkmemmmmememmemmemememmememmmemelihalillilililililililihahahahahahahahahaattttttttttttttdaddddadadadaddadadadadannnnnnnnnnnmemmememememememememem ngngngngngngngngngngngeeeeteteahahuiuiuiuiuiuiuiuiuiuiaapaaaaaaaaapap kah kananannnnnnnnnoooooooooooleleleleleleleleleleehhhhhhhhhhhInIndoInInInInInInInInIndodododododododododoprprprprprprprprprprpinininininininininnntttttttmmmmmmmmamammmmm sihhhhhhhhhhhbebeeerrrada dalrrr alallllllllamamamamamamamama bbbbbbbbbbbatatatatatatatatattasaasasasasasasasasaskkkkkkkkkkkenenenenendaenenenenenendadadadadalidadadadadalilililililililililiaaaata
tentang spesifikasi kaos yang diminta konsumen, sehingga harus dilakukan banyak rework.
Gambar2. Control Chart revisi produksi Kaos Sablon Indoprint
Pada gambar 2 terlihat bahwa proses produksi sudah dalam batas kendali sehingga tidak diperlukan revisi kembali.
3. Analisis Histogram
Analisis histogram merupakan analisis yang membantu mengkomunikasikan variasi dalam proses. Disini data yang diolah menjadi bentuk histogram adalah akumulasi kecacatan, sehingga dapat dilihat masing-masing frekuensi kecacatan dan juga pola dari frekuensi kecacatan tersebut.
Gambar3. Histogram produksi Kaos Sablon Indoprint Gambar222.CoCoContntnrororolll ChChCharararttrererevivivisisisiprprrodododukukuksisisiKKKaoaoaossSaSaSablon Ind
ambaarrrrrrrrrr 22 terlrlllllllllihihihihihihihihihihhaaaaaaaaaatat bbahahahaahahahaahahahwwwwawawawawawawawaaa propppppppppppppprrorororrrororrororroroseseseseseseseseeeessssssssss prprprprprprprprprprrododododododododododdddddukukukukukukukukukukukukukuukssssssssisis sssssssssssuduudududududududududah ddalaalalalalalalalllaamaaa b ukanannnnnnnnnnrrrrrrrrrrevevevevevevevevevevevisisisisisisisisisissiiiiiiikekekekeeeeeeeembmbmbmbmbmbmbmbmbmbmbalallllllllllliiii.i.iii.i.i.ii.i s s s s s s s s s s s s stotottotttototototototototogrggrgrgrgrgrgrgrgrgramamamamammmmm is hhhhhhhhhhisisisisisisisisisisstotogrtototototototototogrgrgrrramammmm mmmmmmmmmmmereeeeeee upakan aaaaaaaaaaananananananaaaalillillililililililissississisisisisssssssssssssss yyyyyyyayyyyayyyy ngngggggggggg mmmmmmmmmmmememmmmmmmbbbbbbbbbbananantututu m ammm prprprprprprprprprprrososoososoooso eseeseseseseseseseses.. DiDiDiDiDiDiDDiDDiDisisni dddddddddddataatatataatatatatatatatattaaaaaaaaaaaaa yayyyyyayayayayayayayayayayaangngggggg dddddddddddddddddioiioioioioioioioioioioioioiooolallalalallalalalalalalalalaahhhhhhhhhhh m njmememememememememem njnjnjnjnjnjnjnjnjnjaaaaaadadadadadadiiiiiiiiiii bebebebebebebebebebebennntnu
keeecaccacacacacacacacacacacacacacacacacacacacatttaaaaaaaan,n,n,n,n,n,n,n,nn,, ssehininnnnnnnnngga daapapapapapaaaaatttttttttt didddidididididdiddiddiiiilillllllilililililililliiihhhhhahhhahah t maasisiiiiiiiiingngngngngngngngngngng--mamamasisisingnn
Pada gambar 3 terlihat bahwa item kecacatan masih berada pada batas normal 24.32 item kecacatan dimana masih melebihi toleransi perusahaan. Jumlah kejadian yang dibawah 24 pernah terjadi meskipun frekuensinya sedikit, hal itu membuktikan tidak menutup kemungkinan untuk dilakukan pengendalian kualitas untuk meminimalisir kecacatan untuk berada dalam batas toleransi yang ditetapkan perusahaan.
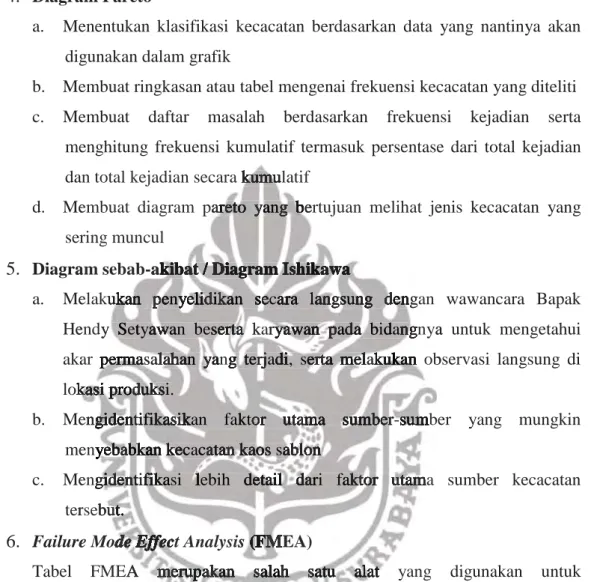
4. Analisis Pareto
Diagram pareto digunakan untuk mengetahui jenis kecacatan dengan frekuensi paling tinggi, dimana nanti jenis kecacatan tersebut dapat diprioritaskan untuk mendapatkan penanganan terlebih dahulu sehingga akan berdampak pada operasional perusahaan. Kecacatan yang dihasilkan dibagi menjadi 4 kriteria:
a. Cacat screen meliputi screen mampet, cacat gambar, dan juga screen rusak seperti sobek
b. Cacat penjahitan meliputi kesalahan penjahitan dan salah ukuran c. Kesalahan pemotongan yaitu salah potong dan kurang cermat dalam
memotong
d. Kecacatan sablon meliputi sablon miring, blobor, dan juga warna tidak sesuai.
Gambar 4. Diagram pareto kecacatan produksi kaos dan sablon Indoprint areto
m pareto digunakakkkanananananananananan uuuuuuunnnnntukukukukukukukukukuk mengetahui jenis
paling tinggi, dimannanannnanantititi jenennisiskkkecacatan tersebut
ndapatkan pepepeeeeeeeeenananananananananananangnganngngngngngngngngngananananananananananananananaanananananan tttttttttttererrrrrrrlllllelebibibbibibibibibibibihhhhhhhhhh dadadadadadadadadadadahuhuhuhuhuhuhuhuhuhuhululululuuuuuuuu sssssssehingga ak
l peruusasasahahaananan. KeKeKecaccacacaattatannyangyayangng dddihihasasasilkaililkakannn didbababagigg me
acatt ssccrreeeeeeeeeeeennnnnnnnnnn melipppppppppppuuuuuuuuuuuuuuuttittttttttttiiiiiiiiiiiii sccrcrrrreeeeeeeeeeeeeeeeeeeeeeeennnnnnnnnnnnnnnnn mmmmmmmmmmmmmmmmmaaaaaaaaaaaaaammpmmmmmppppppppppeeeeeeeeeeetttttttttt, ccaacccccccccccaat reeennnnnnnnnnnrrurrrrrrrruuuuuuuuuusssassssssaakaaaaaaaakkkkkkkkkk ssssssssssseeeeeeeeeeepppppppppppeerrrrrrrrrrrtttttttttttttttiiiiiiiiiiiisssssoobbbbbbbbbbbeekeeeekkkkkk a a aa a a a a a a a accccccccccccaaaaaaaaaaaatttttttttttppppppppppeeeeeennnnnnnnnnjjjjjjjjjjjaaaaaaaaaahhhhhhhhhhhiiiitaaaannnnnnnnnnnmmeeeeeeeeelllllllliliiiiiiiiiippppppppppuuuuuuuuuuutttttttttti kkkkkkkkkkeeseeeeeeeeessasssssalahannnnnnnnnnppppppppennnnnnnnnnnjjjjjjjjjjjaaaaaaaaaaahihhhhhhhhiiiitttttaaanaaaaaaaannnnnnnnnn ddadddddddddaaaaaaaaa esaaaaaaaaalllllllllllaaaaaaaaaaahhahhhhhhhhhaaaaaaannnn ppppppppemmmmmommmmmooooooooootottttttttttoooooooooongan ynn yaaaaaaiiiiiiiiiiitusssssssssaaaaaaaaaaaaaaaalllllllllllllllaaaaaaaaaaaaahhhhhhhhhhhhhhhhppoooooooooootttttottttttonnggggggggggg ddddddddaaaaaaaaaannnnnnnnnn kkkkkkkkkkku emoootttooonnnggg ecaaacccccccccccaaaaaaaaaattttttttttaaaaaaaaaaannnnnnnnnnn sssssssssssaaaaaaaaaaabbbbbbbbbbbllllllllllloooooooooonn mmeelliippuuuuuuuuuutttttttttttii sssssassssssabbbbbblloonn mimmmmmmmmmmiiiiiiiiiirrrrrrrrrrriiiiiiiiiiinnnnnnnnnnngg,ggggggggg,,,,,,,,, bbbbbbbbbbbllolllllloooooooooobo dak seeesssuuuaaaiii.
Pada gambar 4 terlihat jumlah kecacatan yang terjadi pada proses produksi periode November 2013 – April 2014. Pada gambar juga dapat dilihat bahwa jenis cacat yang paling sering terjadi pada kaos sablon Indoprint adalah jenis cacat sablon, diikuti jenis cacat screen, cacat jahit, dan cacat potong. Jenis cacat sablon memiliki persentase 37,3%, cacat screen sebesar 25,0%, cacat jahit 22,9%, dan cacat potong 14,8%. Dari 3 kumulatif jenis kecacatan sablon, screen, dan jahit sudah melebihi angka 80%. Hal ini menunjukkan bahwa 3 penyebab yang mengakibatkan terjadinya cacat yang sangat besar tersebut merupakan penyebab utama dan patut menjadi prioritas perbaikan.
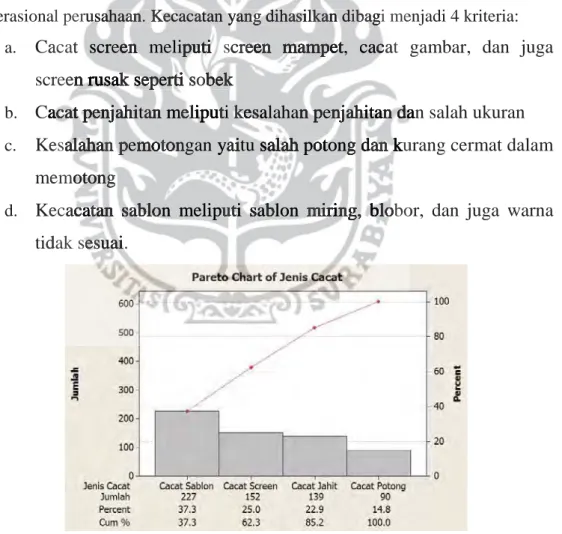
5. Diagram Ishikawa
Penggunaan diagram sebab-akibat dalam pengendalian kualitas produksi di Indoprint dapat membantu pihak manajemen untuk mencari akar penyebab masalah produksi yang timbul selama proses produksi dan mengetahui akibat masalah tersebut bagi produk yang nantinya akan dijadikan informasi bagi Indoprint untuk memecahkan permasalahan tersebut.
Gambar 5. Diagram Sebab Akibat pada Proses Produksi Pemotongan Kain
potong 14,8%. Dari 3 kkkumumumulatif jenis kecacatan
h melebihi angka 80%%%.. HaHaHal inininiii menunjukkan bahw
atkan terjadinya cacacacccccccccatatttttttttt yyyyyyannnnnnnggggg saaaaaaaaaaangngngaaaaaaaataa besar tersebut m
patut menjadadadadadadadadadddiiiiiiiiiiiprprprprprprprprprprprioioioioioioiooooorrririririririririritatatatatatatatatatatassssssssssspeppepepepepeperbrrbrbrbrbaiaiaiaiaiaiaiaiaiaiaikakkakakakakakakakakan.nn.n.n.n.n.n.n.n.n Ishikawwawa
an ddidiaagggraam sebmm bab-aaaaaaaaaaakkkkkkkkkkkkkkkkiiiiiiiiiiiiibbbbbbbbbbbbbbbbaaatttttttttt dadddddddddaaaaaaaaaaaaalllllllllllllaaaaaaaaaammmmmmmmmmm pppppppppppppppppeeeeeengggggggggggeeeeeeeeeennndaddddddddaaaalaaaaliaaaaaaaaaan k dappppppaattttt mmmmmmmeeeeeeeeeemmmmmmmmmmmbbbbbbbbbbbaaaaaaaaaaannnnnnnnnnnttttuuuuuuuuuuuuuuuuu pppppppppppiiihhhhhhhhhhhaaaaaaaaaaaakkkkkkkkk mmmmmaaaaaaaaannnnnnnnnnnnnnnaaaaaaaaaajjejjjjjjjemeeeeeeeemmmmmmmmmmeeneeeeeeeeennnnnnnnnn uunuuuuuuuuunnnnnnnnntttttttttttuuukkkkkkkkk mmmeenc p p p p p p p p p p p p p p prrorrrrrrrrrrrrrooooooooooddudddddddduuuukkkskkkkssssssssisiiiiiiiii yyyyyyyyyyyaannnnnnnggggggggggg tiiiimmmmmmmmmmmbubbbbbbbbbuluuuuuuuuullllllllll sssssssssseeeeeeeellama prrrrrrrrrrroooooooooooseesssssssssss pppppppppprrrrooodddddddduuuukuuuuuuukkskkkkkkkksssssssss asssssasaaaaaaaaallllllllllaaaaaaaaaaahhhhhhhhhhh ttttttterrsssssssssseeeeeeeeeeebbubbbbbbbbbuuuuuuuuuutt bagii pppppppppprrrooooooooooodudddddddduukuuuuuuuuuuuukkkkkkkkkkkkkkkkk yyaaaaaaaaaannnnnnnnnnnggggggggggg nnnnnnnnaaaaaaaaannnnnnnnnnttttitttttttiiiiiiiiinnnnnnnnnnny bagggiiiIIInnndddooppprrriiinnnttuuuuuntnnnnnnnnnnttttttttttuukuuuuuuuuuuuuuuukkkkkkkkkkkkkmmemmmmmmmmmmmmmeemeeeeeeeeeemmmmmmmmmmmmeeceeeeeeeeecccccccccccccaaaaaaaaaaaaaaahhhhhhhhhhhhhhhhhkkkkkkkkkkkkkkkkaaaaaaaaaaannnnnnnnnnn peppppppppppeereeeeeeerrrrmmmmmmmmmmmaaaaaaaaaasssssssssssaaaaaaaaaaalllllllllllaaaaaaaaaaahha
Gambar 6. Diagram Sebab Akibat pada Proses Produksi Sablon
Gambar 7. Diagram Sebab Akibat pada Proses Produksi Screening Ga
Ga
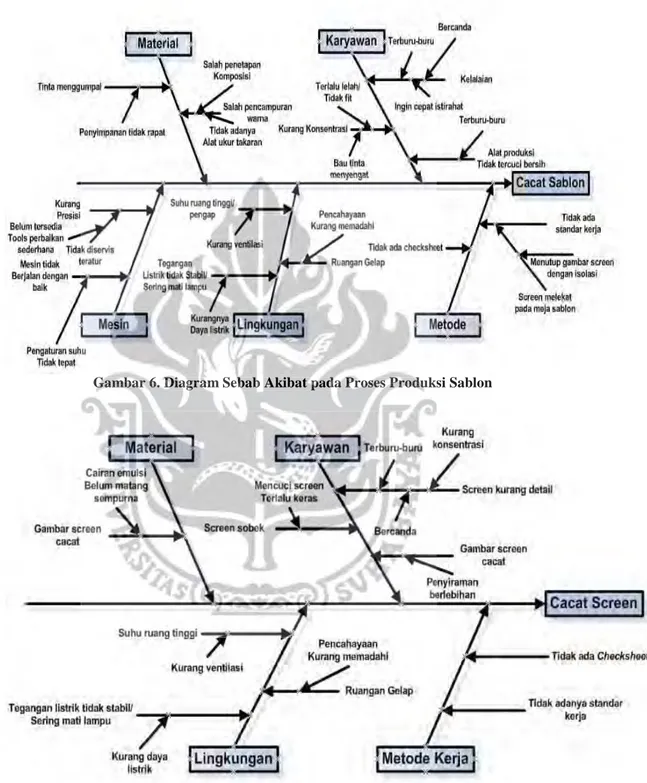
Gambar 8. Diagram Sebab Akibat pada Proses Produksi Penjahitan 6. FMEA
FMEA digunakan untuk mengetahui akar masalah dari kecacatan pada proses produksi kaos sablon di Indoprint. Data atau faktor-faktor apa saja yang ada pada tabel FMEA diperoleh berdasarkan diagram sebab-akibat untuk mengidentifikasi sebab dan akibat permasalahan pokok serta mengukurnya dalam beberapa kriteria standar yang telah ditetapkan oleh Indoprint.
Tabel FMEA diperoleh melalui analisis pada diagram sebab-akibat, dari FMEA diperoleh nilai RPN (Risk Priority Number) yaitu nilai yang akan menjadi tolok ukur resiko yang akan diprioritaskan dalam perbaikan. Nilai RPN didapatkan dari hasil wawancara dengan pihak internal Indoprint. Dimana pihak perusahaan memberikan penilaian kepada severity, occurance, dan detection kemudian hasilnya diolah lalu diurutkan dari terbesar hingga terkecil.
Gaaambmbarm arr888..DiDDiDiDiDiDiDiDiDiDiagraagaa rararararararaammmmmmmSSSSSSeSeSSeSebaaabbbbbbbbbbbAkAAAkAAkAAAkAkkibat padadaPPrProososesessPPPrroroddukkksi
diggggggggggununununununununununnakakakakakakkkkkkananananananananananan uuuuuuuuuunnnnnntnnntuk mmmmmmmmeeeeneneneenenenenennggggegegegegegegegegegegetattatatatatatatatataaahuhuuuiiiiiiiiiiiakaaakakakakaakakakakakakakakakkkkarar marararaararaararararararrrmmmmmmmasasasasasasasasasasasalalalalalalalalalalalahahahahahahahahahahhdarddddddddddararararararararriiiiiiiiiiikke aossssssssssssasablsasasasasasasasaablbblblblblblblblblonononononononononndddddddiiiiiii Ini nnnnndddodddodddododoprint.t DDDDDDDDDDDDatataatatataatatatatataaaaaaaaaaaaaataaaatatataatatatatatatataaaaaaauauaaaa fakktotoorrrrrrrrrrr---fafafaktktktorororaapa A dddddddddipipipipipipipipipipperererererererererererololooloooooehehehehehehehehehhh bbbbbbbbbbbererdaererereeeererrrddadadadadaddadaddasasasasassasasarksasasaarkrkrkrkrkrkrkrkrkrkananananananananananan dddddddddddiaiiaiaiaiaiaiaiaiaiaiagrgrgrgrgrgrgrgrgrgrgramamaamamamamamamamam ssssssebebebebebebebebebebebababaabab-akabababababab akakakakakakakakakkibibibibibibibibibibibatatatatatatatatatatatattuunt akibatatatatattttttt pppppppppppererererererererererermmmmamamammmmm salahan pokokkkokokokokkkokokoookkkkkkkserta mengggukukukukukukukukukukukururururururururururrnyanynynynynynynynynynyaaaaaadal ng telahhhdddddddddddddiititiitititititititititttetetetetetetetetetetetetttapapapapapapapapapapapppppkakkkkakakakakakakakakakannnnnnnnnnnololololololololololehehe IIIIIIIIIIndndndndndndndndndndndopopppppppppprirririririririririntntntntntntntntntnt...
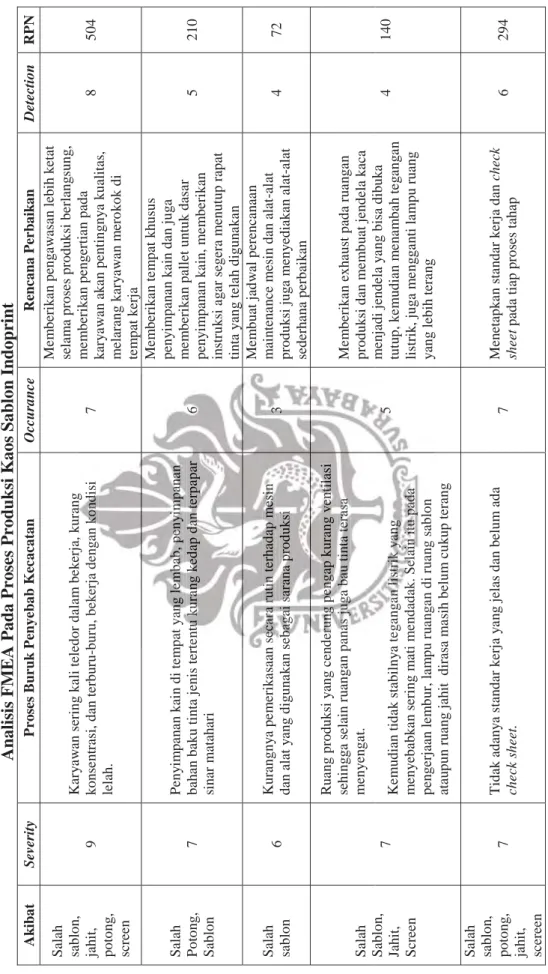
Tabe l 2 Analisis F M EA P a da Proses P roduksi K aos Sablon In doprint Ak ib a t Sever ity Pros es Bu ru k Penyebab Kec a catan Occura nce Rencana P erbaik a n Detection Salah sabl on , ja h it, pot on g , sc re en 9 Kar y a w an sering k a li teledor dala m bek erj a, k u rang ko nse nt ra si , d an t er b ur u -b ur u, b eke rj a d enga n ko nd is i lelah . 7 Me m b erik a n peng a w asa n lebi h k etat se la m a pros es produ ks i berlang su n g , m e m b eri k a n pen g ertia n pada k ar y a w a n ak a n pen tingny a k u alitas , me la ra n g ka ry a w a n m er o ko k d i te m p at k erj a 8 504 Salah Po to ng, S abl on 7 Peny im pa n a n k ai n di te m p at yan g le m b ab, peny im pan a n b aha n b ak u t int a j eni s t er te nt u kur a ng ke d ap d an t er p ap ar si na r ma ta ha ri 6 Me m b erik a n te m p at kh us us p en y im p ana n ka in d an j u ga m e m b eri k a n pallet un tuk dasa r peny im pan a n k a in , m e m b eri k an in st ru k si a g ar s eg era m enu tu p rapat tin ta y an g tela h d ig u n a k a n 5 210 Salah sabl on 6 Ku rangny a pe m erik a sa an s eca ra ru tin terh adap m e si n d an a la t y a ng d igu na ka n se b ag ai sa ra na p ro d uksi 3 M e m b ua t j ad w al p er enc a na a n ma int ena nc e me si n d an a la t-a la t p ro d uksi j uga me n ye d ia ka n a la t-a la t se derh an a perbaik a n 4 72 Salah Sabl on , Ja h it, Screen 7 Rua n g p ro d uksi ya n g c end er u ng p e nga p k ur an g ve nt il asi se hi n gga se la in r u an ga n p ana s j uga b au t in ta t er a sa me n ye nga t. 5 M e m b er ika n e x ha ust p ad a r ua nga n p ro d uksi d an me m b ua t j end el a ka ca m en jadi j en d ela y a ng bis a dibu k a tut up , ke mud ia n m e na m b a h t e ga n ga n listrik , j u g a m e ng g a n ti la m p u ru ang y ang l ebi h t era ng 4 140 K e mud ia n t id a k st ab il n y a t e ga nga n l ist ri k ya n g me n ye b ab ka n se ri ng ma ti me n d ad ak. Se la in i tu p ad a p enge rj aa n l e m b ur , l a m p u r ua nga n d i r ua ng sa b lo n at au p u n r u a ng j ahi t d ir asa ma si h b el u m c u kup t er an g Salah sabl on , pot on g , ja h it, scereen 7 T idak adan y a s tan dar k erj a y a n g j elas dan belum ada check sh eet. 7 Men etapk a n s ta n dar k erj a dan check sh ee t pada tiap p ros es tah ap 6 294 edor dal a m b ek erj a, k u ra aa n ng b ur u, b eke rj a d enga n k k kkk k k k k k kk k k on on on onono o on n n nn n n di d d di d d d d d dd d dd d si 7 mp at y an n n n nn n nnn n n n n g g le le lele le le lelelele le le e le mb mb mbmb mb b mb mb mb mb mb mb mb mbmb mb mb b ab ab ab ab ab ab ab ab ab abab ab ab a ab abab b , , pe pe pe pe pe pe pepepe pepe ee e p p pe pep ny ny y y y y yy yy y y y yy im im im im im im imim im im im im i im im m pa pa papa pa pa pa pa pa pa a a pa pa pa p na na na na na na na na na nana na aa n n n n nn n n nn n n n n n n ten tu u uu u u u u uu u u ku ku ku ku ku ku kuku kuku u ku u ku k ra ra a a a a a a aa a n nn ng n n nn nn n n k k k k kkk kk kk k k k e e ee ed e e e ee e e ap da da da dada da da da da da dada a dada a a da n nnn nn n n nn n n n t t t t t te t t t t tt rp p ap ar 6 6 6 6 6 6 6 6 n s eeee ec ec e e e e ee e ee ee ar a ar ar ar arar ar ar ar ar ar ar a a a aa a a a rrr r ru ru ti ti ti ti ti ti ti ti titi ti i tit i n n n n n nn nn nn n n n te t rh ad d d d ap ap ap p p p p p p pp p m m m m m m m es e e es es eses eseses es eses es esese s in in in ininin in inin in in i in ii ini se ba ba baba ba ba bababa ba a ba a b b a b b ga ga ga ga ga ga ga g g gag ga ga gagg g g i i s sa sa sa sa sas sas sa ss ssa ra ra na na na nana a na na a a a a pp p p p p p pp p p pp p pp r ror r rr r r rr du ks i i i i i i i 3 33 3 3 n d er er er r rr r rrr r r r unun un un un un n un un un uun un n u un un unu g g g g gg g g ggg gg g g g pe pe pe pe pe pe pe e pe pepepe e pe pe ng ng ngng ng ng ng ng ng n ngng gg g g g ap ap k k ur an g ve ve e ve e ve ve veve ve ve ve ve ve ve ntnt nt nt nt nt ntnt n nt nnt ntnt n nt n il il il il il il il ilil i ll ll l a as i p an as as aas asas as as a a as as aas as s j jj j j j j j j j j j j j jj ug ug ug ug ug ug ugugug ugug ug uguu ug ug u a aa ba ba ba ba ba ba ba ba ba ba a ba ba ba a b b u u u u u u u u u uu u u ti ti i t t ti i ti ti i ti nt nt nntnt nt nt t t t a a aa a a a a aa a a a a te tete tete te te te tetettetete te te te t ra ra ra a ra ra ra r ra ra r ra ra rra r r ra ra sa sas sa sa sa sa a sa sa sa a sa sa ss a 5 5 5 5 5 55 5 55 5 5 555 a t e ga ng an an an n n n n n n n nn n n n n l ll l ll l l l l l ll ll is isis is is isis is is is is i is s ii s tr tr tr trtr tr tr tr tr tr t r r r tr r t r t tt ik ik ik ikik ikik ik ik ikikik ikii k k y y y y yyy y y y y yy y y y y an an an ana an anan anan an an n n n n n g g g g gggg gg g gg gg gg g i m e ndadak . Se Se S Se Se Se Se Se S S S S SSSeS e la lal la la l la la la la l l l in in ininin in in in n in nn in n n n n i i i i i ii ii ii i i i i i tu tu tu tu tu tu tu tutu u tutu t tutu tu tutu tut p p p p p pp pp p p pp p p p ad ad adadad adad ad ad ad adad ad ad ad d ad d a a aa a a a a a a a a aaa a u ru a ng an d i r u an g sa b lo n
Tabel 3
Prioritas Perbaikan Proses Produksi Kaos Sablon Indoprint
Prioritas Perbaikan RPN
1
Memberikan pengawasan lebih ketat selama proses produksi berlangsung, memberikan pengertian pada karyawan akan pentingnya kualitas, melarang karyawan merokok di tempat kerja, serta memberi sanksi tertentu apabila ketentuan tersebut dilanggar.
504
2
Memberikan tempat khusus penyimpanan kain dan juga memberikan pallet untuk dasar penyimpanan kain, selanjutnya memberikan instruksi pada karyawan bagian penyablonan agar segera menutup rapat tinta yang telah digunakan
210
3
Membuat jadwal perencanaan maintenance mesin dan alat-alat produksi serta pengadaan tools sederhana perbaikan
72
4
Memberikan exhaust pada ruangan produksi dan membuat jendela kaca menjadi jendela yang bisa dibuka tutup, kemudian menambah tegangan listrik, juga mengganti lampu ruang yang lebih terang
140
5 Menetapkan standar kerja dan membuat check sheet
pada tiap tahap 294
7. Matriks Pugh
Setelah penyebab-penyebab kecacatan yang terjadi pada proses produksi kaos sablon Indoprint teridentifikasi, kemudian dibuatlah usulan-usulan yang dapat memberi solusi terhadap masalah-masalah utama yang terjadi. Usulan tersebut haruslah sesuai dengan permasalahan yang terjadi. Untuk itulah usulan perbaikan tersebut harus dievaluasi berdasarkan beberapa kriteria.
juga memberikan paallllllllllllllllllllllllleeteteteteeteteteteteteteteteettuuuuuuuuuuuuuntuk dasar penyimpanan
kain, selanjutnya memememmmmmmemememememememembmbmbmbmbmbbbberrrrrrrrrrrrrikikikikikikikikikikkkkkkkkaaaaaanaaaaa instruksi pada
karyawan bagiaanannnnnnnnnnnnnppppppppppppppppep nyyyyyyyyaaaaaba looonnanannananananananananananananaannnnnnnnnnnagar segera menutu
rapat tinta yanggg telggggggggggg elelelelelelelelelelllllllaaaaaaaaaahaa dddddddiiiigi unnnannnnnnnnnnnnnnnaaaakakaaaanaaaaaaa
Membuat jaaaaaaaaaaaaadwdwdwdwdwdwddwdwdwdwdwdwdwdwdwdwwwalaaalaaalaalalalalalalalalalppppppppppppppppppeeeeeeeeeeeeeereerenennnnnnccanaccc nanannnananananananananananaanananananananananananannnnnmmmmmmmmmmmmmmmmaiaaaiaaiaiaiaiaiaiaiaiaintnenance mesin
dan alatt----a-a-a-a-- lalalallalalalalalallaaaattttttttttttttprprppppprprpprprprprprprodododdukddddddddukukukukukukukukukkkkkkkssssssssssssisissss ssertsssertrtrrtrtrtrrtrtrtrtrtrtttaaaaaaaaaaapepengngngngngngngngngnggggggggadadaadadadadadadadadadadadadadaaanaaaaaaaaaaaaaannnnnnnnnnnnnnntools
sedededdddddeddedededdedederhrhanananaanananananananananannnappppepepepepepepepepepepeerrrbrbrbrbrbrbrbrbrbrbrbrbrbrbrbbaiaiaiaiaiaiaiaiaiaiaaiaiaiaiiikakkakakakkkakakakakakkakakakaann
Me Me M Me Me Me M Me M Me Me Me M Me Me Meeembmbmmbmbmbmbmbmbmbmmbmbeeeeeeereere ikkkkkkkkkkkkkana exhauauuuuuuuuuuuuuststsstsststststststststststttpppppppppppppaaaaaaadaaadadadadadadaaruruangaggggggggggggagagagaannnnnnnnprrododooododoodododododddddukukkkkkkkkkkkkkksisisisisisissisisisisisisiiidddddddddddddddaan m me m m m m m m m m m m m
m mbbuauuuuauauauauauauauauauauauaattttttttttttttjjjjjjjejjjjjjendndndddddddddddddelellllllllllllaaaaaaaaaaaaakakakakakkkakakakakkakakakakakakkakacacccaccacacaccacacacacacaamenmmmmmmmmmmmmmmenennnnnnnnnnnnnjajjajajajajajajajajajajajajajajadidddidididididididididididiiijjenjjjjjjjjjjjjjjjeeeneenenenenenenenenenenenndededededeeeeeeeeelalallalalalalalalalalalalaa yanggbbbbbbbbibbbbbibbbsa
diiibububububbbubububbububbukakakakakakakakakakakakakakaaaaattuttttttttttttutututtututututututututttttuuupuupupuupupupupupuuupp,,kekekekekekekekekekekkekeeeeeemumumuuuudiuuuuuuuuddididdididididididididdidiianaaaannnnmmmmmmeeeneeneneneneneneneenenenenenenenenenamambaamamamamamamamamamamamamamammbabababababbabababababababababahhhhhhhhhhhhhhtetetetetetetteteteteegaggggagagagagagagagagagagagagaaangnnngngngngngngnngana listrik
ju ju juu ju ju ju ju ju ju ju ju ju ju ju ju
jugagagagggagagagagagagagagagagagaaammmmmmmmmmmmmmmenenggenenenenenenenenenenennggggggggggggggggggggganananananntnnnnnnnnnnnntttttttititittt lammmpummmmmmmmmmmmmmpppppuppupupuruang yrrrrrr yanyyyyyyyyyyyyyanaananananananananaanggggggggggggggglelllelelelelelelelelelelelelebibibibibibibibibibbibbibiiihhhhhhhhhhhhhhhhtetetteteteteteteteteteteteteerararararararararararararararaaaaangngngngngngngngngnngnngngngngngngng
Me Me Me Me M M Me Me Me Me Me Me Me Me M M M
M nnennnnnennnn tatttattatatatatatatatatataappppppppppkppppppkaan staandndndndndndndndndndndndndndddddaraaaaaraaraaa kkerereererereererererererererrjajjajajajajajajajajajajajajajajajaadadaddadadadadadddadaddadaaannnnnnnnnnnnnmem mmbuauaaaaaaaaaaaaaatttttttttttttttchccchchchcchchchchchchhhheececeececececececececececececckkkkkkkkkkkkkkkkshshshshssshshshshshshshshshshshshsheeeeeeeeeeeeeee
pa pa pa pa pa p pa pa pa pa pa pa pa p dadadadaaaaaaa tiaapppppppppppppppptatatatatatatatatatatataaahahhhhapp ughhh
h penynynynynnynynynynynynynynynynynyebebebebebebebebebebebebebebebebebbabaaabababababababababababababbb---pepppepepepepepepepepepepepepeenynyebnnnynynynynynynynynyyyyeebebebebeebebebebebebebebebbabababababababababababbbbbkkkkkkkkkkkkkkkececaceceeececeeceecececececececacaacaccatccccccccataaaatatatatatatatatattttanananananananananananananananananan yyyyyyyyyyyyyyanananananananaanananannngggggggggggtetteteteteteteteteteteteteeerjrjrjrjrjrrjrjrjrjrjrjrjrjjadadadadadadadadadadadadaddddddiiiiiiiiiiiiiiipapadpapapapapapapapapapapapapapaddddddadddddd p doprintntntntntntntntntntntntntntnttt ttttttttttttttereerereeererererererererererereriiiiiiiiiiiidididi entifiikakkkk si, kkekkekkekkekekekekekeemummumumumumummummumuuudidan dibuatltltltltltltltltltltltltlllllahahahahaahahahahahahahahahahah uuuuuuuuuuuuuuuuussssusulan olusi terererererererererererererrrrrrhahhahahahahhahahahahahahahahahaaadddddddadadadadadadadadadadadadadadappppppppppppppp mmmmmmmammmmmmm salahhhhhhhhhhhhh-mamamammmamamamamamamamamamaaaasas lah ututuuuutututututututututututamaamamamamamamamamamamamamamamamaaaaaaaaaaaaaa yayyayayayayayayayayayayayayayayannnnnnnnnngnnnn terja esuai dengan pperererererrrrrrrrrrrrrmammammamamammmamamamamamamamamamasasssssasasasasasasasasasasasasasaaaalalallalalalalallalallalalalalaaaaahahanhahhahahahahahahahahahahahahannnnnnnnnnnn yayayayayayyayayayayayayayayayayayaangngnnngngngngngngngngngngngngngngttertttttttttttttttererjaerereererererererererererjaaaaaaaaaaaaaaaddddddddddiddddddi. Untuk itul arus dievaluasi berdasarkan beberapa kriteria.
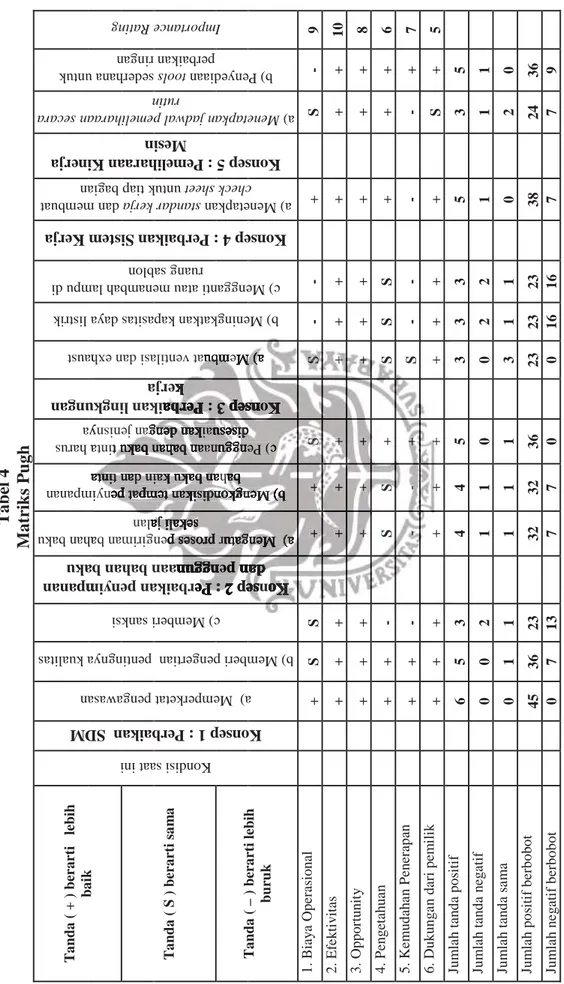
Tabe l 4 Matriks P u gh ba ik Kondisi s aat ini Ko nsep 1 : Perba ikan SD M a) Memperketat pengawas an b) Memberi penge rtian pentin gnya ku alitas c) Memberi sanks i Ko nsep 2 : Perba ikan pen yim pa nan dan penggunaan ba han ba ku a) Mengatur pr oses pengiriman baha n baku seka li jalan b) Mengkon disi kant empat pe nyimpana n
bahan baku kain da n ti nta c) Penggu naan bahan baku tin ta harus dise su aikan denga n jeni snya Ko nsep 3 : Perba ikan lin gkungan kerja
a) Membuat ventilasi dan exh aus t b) Meningkatkan kapasitas daya lis trik
c) Mengganti atau mena mbah lampu di ruang sabl on Konsep 4 : P erbaikan S ist em Ker ja a) Menetapkan standar kerja dan membuat check sh eet untu k t iap ba gian Konsep 5 : P em eli haraan Kinerja Mesin a) Menet apkan jadw al pemel ihar aan secar a rutin b) Penyediaa n tool s sederha na unt uk perbaikan ringa n a m a ( – ) bera rt i lebih buru k a Operas ion al + S S ++S S -+ S -ti v itas + + + + + + + + + + + + rt u n it y ++ + + + + + + + + + + ta hua n ++ -S S + S S S + + + aha n P ene ra p an ++ -+ S -+ ng a n dari pem ilik + + + + + + + + + + S + h tan da pos iti f 65 3 4 4 5 3 3 3 5 3 5 h t and a ne ga ti f 00 2 1 1 0 0 2 2 1 1 1 h t an d a s a m a 01 1 1 1 1 3 1 1 0 2 0 h pos it if berbob ot 45 36 23 32 32 36 23 23 23 38 24 36 h n e g at if b erbobot 0 7 13 7 7 0 0 16 16 7 7 9 Ko Ko Ko Ko Ko Ko Ko Ko Ko Ko Ko Ko Ko Ko Ko Ko K K K s s s s s s ns s s s s sep ep ep e e e e e e e e e e e 2 2 2 2 2 2 2 2 2 2 2 2 2 2 : : : : : P P P P P P P P P P P P P P P P P er e e e e e e baik anp enyi m da da da da da da da da da da da da da da da a da n n n n n n n n pe p ng ng ng ng ng ng ng ng ng ng ng ng g g n gu gu gu gu gu gu gu gu gu gu gu u gu gu gu g na n n n n n n n n n n an ba han b a) a) ) a) a) a) ) a) a) a) a) ) a) aaa Me Me Me Me Me Me Me Me Me Me Me M M ng ng ng ng ng ng ng ng ng ng ng ng ng ng g gat at at at at at at at at at at at at at a a a ur u u u u u u u u u u u u u u p p p p p p p p p pro ro ro ro ro ro ro ro ro ro ro r r r se se se se se se se e e se se se s s s s s s s s s pe p p p p p p p p p p p p p ngirima n b a se se e se se se se e se se e se e se se e s ka ka ka ka ka ka ka ka ka ka ka ka ka ka ka a ka li li li li li li i i i li li li li i j j j j j j j j j j j j j j j al a a a a a a a a a a a a an b) b) b) b) b) b) b) b) b) b) b) ) ) b) b) b) b M M M M M M M M M Men en en en en en en n en en en n en en n en ee g g g g g g g g g g g g g g g g g ko ko ko ko ko ko ko ko ko ko ko ko ko o ko ko ko ko ko ko o k nd nd nd nd nd nd d nd nd nd nd nd nd nd nd n n n is is i i i i i i ik ik ik ik ik ik ik ik ik ik ik k k k ik ikan an n n n n n n n n n n n n te te e te te te e e te te te e e te e temp mp mp mp mp mp mp mp mp mp mp m m m m m m m at at t at at t t at at at aaa p p p p p p p p p p p p p p p p en e e e e e e e e e e yi ba ba ba ba a ba a a a ba ba a ba ba ba b a a ha a a a a a n n n n n n n n n n n n n n n b b b b b b b b b ak ak ak ak ak ak ak k ak ak ak k k ak ak u u u u u u u ka ka a ka ka ka k k in in in in d d d d d d an an an an n n an aaaa t t t tin n n n in in n n n n n n n n in ta ta ta ta ta ta ta ta ta ta ta ta t c c ) Pe n n n n n n n n n n n n n n n gg gg g gg gg gg gg gg gg gg gg gg g gg gg g un un un u u u u u u u u u u u u u u u aa a n n n n n n n n n n n n n ba ba ba ba ba ba ba a ba ba ba ba ba b b ha ha ha ha ha ha ha ha ha ha ha ha ha h h h h h n nba ba ba b b ba b b ba b ba b ba b b b b b ku ku ku ku ku ku ku ku ku ku ku ku k ku ku ku u k k t t tinta di di di di di di di di di di i i i di di d se se se se se se se se se se se se se se se se e se su su su su su su su su su su u su su su su su sss aika ka ka a ka ka ka ka ka ka ka ka k k k n n n n n n n n n n n n n n n de de de de de de de de de e de e d de de de d d ng ng ng ng ng ng n n n n n n n n n n n an jen isny Ko K K K K K K K K K K K ns ns ns ns s ns ns ns ns ns ns ns ns ns ns n n n ep ep ep ep ep ep ep ep ep ep ep p ep ep ep ep e e 3 3 3 3 3 : P P P P P P P P P P P P Per er er er er r er er r er er r r er e e e ba ba ba ba ba ba ba ba ba ba ba ba ba ba b b b b b ika n lin gk ke k k k k k k k k k rja ) a) a) ) a) a) a) a) a) a) a) ) M M M M M M M M M M M M m m m em m m m m m m m m m m bu bu u bu bu bu bu bu bu u bu bu u u uat ventilasi dan ex h ++ ++ + + + + +++ ++++ S S SSSSS S S S SS S S S SS S SS SS SSSS S SSSS S S S S ++ ++ ++ ++ + +++++ + + ++++ + + ++++ + ++ ++ + + ++ +++ ++ + ++ + + + + + + ++ + + + +++ + + + + + + + ++ + + + + +++++ + + ++ ++ ++++ + S S SSS S S S S S S S + S S - - - - -+ +++++ ++ + + + +++ S + +++ ++ + + ++ + + + +++ + +
RINGKASAN DAN REKOMENDASI
Dari hasil penelitian yang telah dilakukan, diketahui bahwa masih ada kecacatan yang terjadi diluar batas toleransi perusahaan selama proses produksi yaitu 5% atau 24 item kecacatan. Oleh karena itu Indoprint butuh pengendalian kualitas yang dapat menganalisis faktor-faktor penyebab kecacatan serta penanganan yang tepat untuk menangani permasalahan tersebut. Perbaikan dimulai dengan mengidentifikasi masalah-masalah yang terjadi dalam proses produksi kaos sablon Indoprint, kemudian dilanjutkan dengan mencari penyebab terjadinya masalah-masalah itu. Setelah itu dilakukan penanganan terhadap penyebab masalah-masalah tersebut berdasarkan prioritas.
Penelitian diawali dengan mengumpulkan semua data dan informasi yang berkaitan dengan proses produksi dari wawancara pemilik, karyawan terkait dan melihat buku catatan produksi. Setelah semua informasi terkumpul kemudian dibuatlah peta kendali c untuk mengetahui apakan proses produksi masuk dalam batas kendali atau tidak. Kemudian, histogram dibuat untuk mengetahui bagaimana kemampuan proses selama ini dan kemungkinan untuk meminimalisir terjadinya kecacatan. Selanjutnya, diagram pareto dibuat untuk mengetahui kecacatan yang paling dominan sampai yang paling tidak dominan. Dari situ dapat dilihat kecacatan paling dominan adalah pada proses sablon yang menyebabkan tidak sedikit bahan baku yang terbuang sia-sia. Setelah selesai membuat dan menyimpulkan data dari diagram pareto, kemudian dilanjutkan dengan mengidentifikasi penyebab dari kecacatan-kecacatan tersebut. Data penyebab kecacatan tersebut diperoleh juga dari wawancara pemilik dan juga karyawan terkait. Dari diagram tulang ikan ini dapat diidentifikasi bahwa penyebab kecacatan ini disebabkan oleh faktor manusia itu sendiri.
Langkah selanjutnya adalah penerapan metode FMEA (Failure Mode Effect Analysis). FMEA digunakan untuk memperoleh alternatif perbaikan berdasarkan tingkat prioritas sehingga metode ini sangat membantu perusahaan dalam melakukan
asi masalah-masalah yaaaaaaaaaaangnngngngngngngngngngngngngngggg ttttttterjadi dalam proses pr mudian dilanjutkann dededddeddedededededededed ngnggganggggggggann mmmmmmmmmmmmmmmencari penyebab
etelah itu dilakukukakaaaaaaaaaaananaaa ppppppppppppenenananaaaaaa gagaaanaaaaaaaaaaaaannnnnnnan nnnnnnnnnnnnnnn terhadap penyeb rioritas.
ian ddddiiaiaiaiiaiaiiaiiiaiaiaaaawwwwwwwwwwawawwww lililllililililililililililili ddddddddeneenenenenenenenenenenenenennngggggaggggggggagagag nn mmmmmmmememmm nngngngngngngngnngngngngggumummmmmmmmmmmmmmmpppppppppupuppp lkkkkkkkkkkkkkkkkkkanananaaaananananananananannn ssemeeemememeemememememememmmuaaaaaaaaaaaaaaaa dadddddd ta gan ppproppppppppppppproseessssssssssssss ppppppppppprodukkssisisisisiiiiiiii ddddddddddddddddddaaaaaaraa ii wawawawawawawwawawawawawawawawawawaawawwwwwawawwwwawawawawaw ncnnnncncncncncncncnncncncncncncncaaaaaaaaaaaaraaaaaa ppppppppppeppppppemimiililikkkkkk,kkkkk ka
catatataatatatatatttttttaanaaaaanaanananananann ppppppppppppppprororororororororororrorororoodudddudududududududududududududud kskkskskksksksksksksksksksssssiiiiiiii.iiii.i.i. SeSSSSSSSSSSSSeeeeeeeeeeteteeeeeleeleelllahhhhhhh ssemememememememememmmmmmmmmuauuauauauauauauauauauauauauaa iiiiiiiiiinfnnnnnfnfnfnfnfnfnfnfnfnfnfnffforormammmamamammamamamamamamaaaasisiss te a
a
a kkenkkkkkkkkkkkeeneneneneneenenenenenennndadadalililililililililililililii cccccccccccccccc untntnntntntnntntntntntntntnttuuuuuuukuuuk mmenmmmmmmmmmmmmeneneneenenenenennnnngegegeggegeggegegegegegegeetatatatttatattatatatatat huh i apakkkakkkkkkkkkkkkkkkaaaaaaaaaaaaanaaaa ppppppropppppppppprorororororororororororororororooses s prpprpppprprprprprprprprprprooooooooooooooo atauauaauauauauauauauauauauauauauu ttidtttttttttttidiiiiiiididididididididakakakakakkk. KKKeKeKeKeKeKKeKeKeKeKeKeKeKeKemummmmmmmmm dian, hihiiiiistssststststststststtttogogogogoogogogogogogogogoggggrrrrrrrarrrrararammmmmmmmmmmmmmmmmm didbubuatbubububububububububuuuuuuataatatatatatatatatataatatt uuuuuntntntntntnttttttukukuukuukukukukukukukukukukk mmmmmmmmmmmmmme prosssesesesesesesesesesesesesesesss sselssselelelelelelelelelelellllamamamamamamamamamamamamammmmaaaaaaaaaaaaaaa ini dadadadadadadadadadadadaaannnnnnnnnnnnnn kekekekekekekekekekekeeemumumumumumumumumumumuuungngngngngngngngngngngngngngngngngggkikkikikikikikikikikikikikikikikikinanananananannnananananananananananaann unuuunununununununununununtutututututututututututututuuukkkkk memmmemememememememememememememememmim lannjujujjujjujujujujujujujujujujujuuutntntntntntntntntntntntntnnnnnyanyyyayyyyaya,,,,,,,,,,, dddiddididididididididiiiiagrarrrarararararararararaaaam pareeeeeetotototototototototototototoooo ddddddddddddddddibibuaibibibibibibibibibibibibibbbbbuauuuuuuuuuuauauuuuauatt untutuuuuuuuuukkkkkkkkkkkkkkkkkkk memememememememememememeeeengnngngngngngngngngngngngngngngeeeeeeeeteeeeeea n samamaamamamamamamamamamammpammmmpappapapapapapapapapapapapapapaaiiiiiiiiiiiyayayayayayayayaaaaaaaaannnnnnnnnnnnnngggggggggggggg papppppapappapapapppppaalinglilillllilliliingngngngngngngngngngngngngngngnggttidtttttttttttididiididiiididiididididididdakaakakakakakakakakakakkkk ddddddddddddddddddomoooomomomomomomomomomomomomommininiinininiiinnnnananananananananann.nnn... DDDaDDDDaDaDaDaDaDaDaDaDaDariririririririririririiiiiii sitsssssssssssssssssitititititititititititittuttuuuuuuuuuuuuuuuuudad p an adadaaaaaaaaaaaaalahlallallalalalalalalalalalalalahhhhhhhhhhhhhhh pappapapapppapapapapappapapaaada proses sasassasaablaaabblblbblon yang meeeeeeeeenynnynnynynynynnynynynynynynynyebebebebebebebebebebebebebebebebbbababababababababaabababababababkan
buang ssiaiaiaiaiaiaiaiaiaiaiaiaaa---sisssisisisissisisisisisisisiiiiiaaaaaa.a.aaa.a.a.aa. SetSSSSSSSSSSSSSSSSSeeteteteteteteteetetetetteleleleeelelelelellaaaaaaaahaaha ssssssssssseleleeleleeleelelelleseeeeeeeeee aiaiiii mmmemmmmmmmmmemeeememememememememememememmbummbubububububububbububububububuataaatatatatatatatatatatatatatatt ddddddddddddddddaaaaaaanaa meny to, kemudian ddilddddddddddddilllllanananananananananananananannnnnjujjjujujujujujjujujujujujujuutktkantktktktktktktktktktktktktkkkkanananananananananananananananann denddddddddddddddddenenenenenenenenenenennnnganananan mmmengidentifik acatan tersebut Data penyebab kecacatan tersebut
pengambilan keputusan berdasarkan prioritas yang paling penting. Perbaikan dengan prioritas tertinggi yaitu memberikan pengawasan lebih ketat selama proses produksi berlangsung, memberikan pengertian pada karyawan akan pentingnya kualitas, melarang karyawan merokok di tempat kerja karena bisa mengotori ruang dan produksi, serta memberi sanksi apabila ketentuan tersebut dilanggar.
Langkah terakhir yaitu dengan matriks pugh. Melalui matriks pugh ditentukan prioritas perbaikan mana yang dapat diimplementasikan dulu oleh perusahaan. Hasil yang diperoleh dari matriks pugh pada Indoprint antara lain: memperketat pengawasan, memberikan pengertian pentingnya kualitas, menetapkan checksheet dan standar kerja, menyediakan palet untuk kain, penyimpanan tinta dan pasta segera dikedapkan, penyediaan tools sederhana untuk mesin, menjadwalkan pemeliharaan mesin secara teratur. Konsep yang masih belum bisa diterapkan dalam Indoprint karena beberapa keterbatasan antara lain, mengatur tempat penyimpanan agar tidak lembab, memberikan sanksi terhadap karyawan, memberlakukan sistem checksheet membuat ventilasi dan exhaust di ruang produksi, kemudian menambah lampu di ruang sablon.
Adapun saran-saran tersebut antara lain:
1. Memperketat pengawasan pada para karyawan di ruang produksi, dengan adanya pengawas atau paling tidak salah satu karyawan senior diberikan tanggung jawab lebih sebagai pengawas dalam proses produksi oromatis dengan adanya pengawas maka karyawan akan lebih serius dan bertanggung jawab dalam bekerja. Selain tidak membutuhkan biaya besar, karyawan yang ditunjuk akan merasa lebih dihargai dengan diberikan tanggung jawab lebih untuk mengawasi.
2. Menetapkan standar kerja yang baik, jadi karyawan akan terpacu untuk bekerja sebaik mungkin dan penuh tanggung jawab. Apabila karyawan melakukan kesalahan diluar standar maka diberikan hukuman yang mendidik seperti membersihkan tempat kerja atau peralatan kerja.
aikan mana yang dapat didididdddidididididididididiiimiiimimimimimimimimimimimimimimmmplpppppementasikan dulu ole eh dari matriks pupupupppupupupupupupupuuuughgghggggghghghghggghg pppadpadadddddddddddaaaaaaaaaa Indoprint antara
memberikan pengegegegegegegegegegegegegegegeertrtiiaiaiaiaiaiaiaiaiiaiaiaann ppppppppep ntnttttttttttttttttiiiiiiiiiiininiiii gnggngnggngngngngngngngngnnyyyyyyyyyyyyyaya kualitas, men rja, menyedididididididididididiiiiiiakaaaakakaakakakakakakakanananananananananananananannnpppppppppppppppalalalalalalalalalalaalalalalletetetetetetetttttttttuuunnnnnnntntukukukukukukukukukukukukukukukukkkkkkkkkkkkkkkkkkkkkaaiaiaiaiaiaiaiaiaiaiaiaiiin,n,n,nn,n,n,nn,n,n,nn,n,n,n,n ppppppppenppppppppenenenenenenenenenenenenennyinnyyyyyympanan ti enyedddddddddiaiaiaiaiaiaiaiaiaiaiaiaiaiaiaaanaaan tttttttttttttooooooooooooooooooooooooolslslslslslslslslslslslslslssss sssssssssssssssededddddddddddddddeeeeererereeererererhahaaanananannanaananananananana uuuuuuuuuuuuuuuntnnnntntntntnntnntntntntntukukukukukukukukukukukukukkkk mmmmmmemmmmmmmmmmmeeeeeeeeseseeee ininiininininininininininnnnn,,,,,,,, memmememmemememmemmememememeenjeenjnnnnnnnadw teratattttttttttttururu . KoKoKoKoKoKKoKoKoKoKoooooonnnnnnnnnnnnnsep yanannnnnnnnnnnnngggggggggggggggggggggg mmmmmmmmmmammmmmasisisisisisisisisisisisiihhhhhhhhhhhhhhhhhh bbbbbbbbbbbbbbbebelululululululululululululuuuuuuummmmmmmmmmmmmmmmm bibibibibiiiiiiiissssssssassasasssasa dddititererereererrrrrrapk pa kekeeeeetetetetettetetteteteteeeeerbrbrbrbrbrbrbrbrbrbrbrbbbbbatatatatatatatatatatttttttttaaasasasaaasasasasasasaaasaaananananananananananananananan aaaaaaaaaaaaaaaaantnntnnntntntntntntntntntntnttararaaaaaaaaaaaaa llllalallalaaiinnnnn, memmmmemmememememmmmmmmemengngngngngngngngngngngngngngngggatatataatatatatatatatatatatattuuurururururururururururururrr tetttttttttttteeeeeeeeemememeee pappppapapapapapapapapapapaaattttttttttttt pppppppppppppppepeny b b b b b b b b b b b b b
berereererererererererererererrikiikiikikikikiikikikiki ananananan ssanssssssssssssanaanananananananananannnnksk iiii ttttttetettt rhrhhhadhhhhhhhhhhadadadadadadadddddddapapapapapapapapapapapapapapp kkkkkkkkkkkkkaaaaaaaaararaaaa yay wan, mmmmmmmmmmmmemmmmmm mbmbmbmbmbmbmbmbmbmbmbmbmbmbmbbbbeeeeeeeeeeererereeeeerlal kukukuuuuuuuuuuukkakkakakkakakkakakakakakakakaa tilasasasaaaasasasasasasasasasasiiiiiiiiiiiiiiiii dddddddddddaddadadadannnnnn exexxxxxxxxxxxhahhahahahhahahahahahahahahausu t di ruaaaaannnnnngngngngngngng proppppppppppppprorrrrrorororororooooodudududdudududududududdududududuuuksksii,i,i,i,i,i,i,ii,ii,,,, kemkkkkkkkkkkkkkkkemmmmmmudududududududududududddddddiaiaiaiaiaiaiaiaiaiaiaiaaannnnnnnnnnnnnn m
sararrarararararararaaaaaaaaannnnnnnnnnnnnntettttttettetetettetersrsrsrsrsrsrssssssssebebebebebeebebebebebebebebebbbbuutaannnnnnnntntnntntntnnntara laininnnnnnnnnnn::::::::::
tat pepepepeppepepepepepepepepeeeengngngngngngngngngngngngngnggggggaaaaaaaaawawawawaaaa aasaasaaasasasasaasasasasasananaaaananananananananananppppppppadppppppppadadadadadaadadadadddddddaaaaaaaaaaaaaaaaapapapapapapapapapapapapapapapapaaaarrrrrrarrrararrrrr kkkkkkkkkkkkkkaraarararararararararrrrrrrryayayayayayayayayayayyayayayaawwawwwwawawawwwwwawawannnnnnnndddidddididididididididdidididirrrrrrruauaaaaaaaaaaaaaangnnngngngngngngngngnngngngngngngngprpppppppppppppppppppppprorrrr d atau papapapapapapapapapapapapaaaalilililililililillilililililiiingngngngngngngngngngngngngngngggggtttidak salah sssssataaatataaatuuuuukaryawan sseneneneenenenenenenenenennnnnioioioioioioioioioioooooorrrrrrrrrrrrrrrdddddddddddddddddiberi gai penggawawawawawawawawawawwwaswwwwwasaasaasasasasasasaasasasasssdddddddddddddddddaaaalalalalaalalalalalalalalalallamaamamamamamamaamamamamammpprosepppppppppppppp sessesesesesesesesesessssssssssspppppppppprpprprodoodoododododddddukukukukukukukuksiukukukukukkkksisisisisisisisisisisisisisiiiooooooooooooooororororororrorororororororooooomamamamamamamamamamamammamamamattttttittttitis deng awan akan lebihihhhhhhhhhhhhh sersssereriuereeerererererererererererriuiiiuiuiuiuiuiuiuiuiuiuuusssssssssssssssss danddadadadadadadaddadadadadadadaannnnnnnnnnnnnnnn bebertbebbebebebebebebebebebebebeberrrrrrrrrrrrtrtananannggggg unuu g jawab da mbutuhkan biaya besar karyawan yang ditunjuk
3. Faktor penyebab kecacatan yang lainnya adalah kualitas dari bahan baku itu sendiri berupa kain dan juga tinta dalam proses sablon. Alangkah baiknya apabila perusahaan menyediakan tempat khusus sebagai penyimpanan kain dan juga memberikan instruksi khusus terhadap pemakaian dan penyimpanan tinta untuk tiap jenisnya.
4. Membuat jadwal maintenance mesin yang ada, pertama-tama karyawan terkait dijadwalkan untuk selalu melakukan pembersihan mesin dan peralatan setelah selesai digunakan khususnya peralatan sablon yang banyak mengandung unsur tinta warna. Kemudian memberlakukan jadwal inspeksi rutin oleh teknisi terhadap mesin-mesin yang digunakan seperti mesin screening, mesin sablon, dryer, dan pressing setiap 2 bulan sekali.
5. Memasang exhaust dan menambah daya listrik serta lampu di ruang produksi. Diharapkan dengan adanya ruang produksi yang nyaman akan membuat produktifitas karyawan meningkat.
an untuk selalu melakukukukukukukukukkkkkkkkkkanaaaananananananananananananannn ppembersihan mesin da gunakan khususnya pepepepppeppepepepepepepeperrrrrrrrarrr lalaaaaaaaaattannnnnnnnnnn sasssssasasassasasass blon yang banyak
na. Kemudian mememeeeeeeeeeeeeeembmbmbmbmbbbbbbbbberbe lalaaaaaakkukukakkkkakkkakkkkkkakkkakan jjjjjjjjjjjjjjajadwal inspeksi mesin-mesinnn yyyyayayayyayyayayayayaangngngngngngngngngngngngngngngg ddigddddddddddigiiiigigigigigigigigigigiguuuunununuuuunuununununununaaakakakakakkaananananananananananananananannn sssssssssssssssepepepeepepepepepepepepepepppperereerererererererererererererrrtitttitititititititititittiti mmesinmmmmmmmmmmmmmmm scree
pressisisisiiiiiingngnnngngngngngngngngngngngngngggsseteetetetetetetieteteteteetetettiiiiiiiiiiaiaii pppppppppppppppp22222222222222222bbbbubububububulalanlallalallalalalalalalaan seseeeeeeeeeeeekakkkkakakakkakakkakakalilillililililililililililili..
g exhhhhhhhhhhhhhhahausust dadadadadadaddadadadadadadadaann menanaaaambmbmbmbmmbmmbmbmbmbmbmbmbmbmbmbmbmbaaaaaaahaaahaaaaa dddddddddddddddayayayayayayayayayayayayayayayayayayyaaaaaaaaaaaaaaaa lililiiiiiiiiiiiiiststsstsstststststststststststststrrrrrrrrrrrrrririrkk sesesesesseseseseseseseseeeerrtaa laaaamaaaaaammmpmmmmmm u n ddenenenenennnnnnnnnnnngagagagagagagagagagaggagagagag nn adadadadadadadadadadddddddddaaaaaaaaaanaaanaa yayayyayyyayayayayayayayayayayayaa rruauanguauauauauauauauauauauaaaanngnggg ppppppppppppprorrrrrorrrororororrrodududdudududududududududududududuukskskskkskskskksksksksksksksssiiiiiiiiiiiiii yyayayayayyyayayyayayayayayyaangngngngggggggggggg nnyannnnnnnnyyyyyyyyyyyyyy m
a a a a a a a a a a a a a a a assssssssssssssskakkkakkkakakakakakakakaryryryryryyaaaaaaaaaaaaaaawawawawawawawawawawawawawawawawaw nnmememmemememmemememememememenininngngngngngnngngngngngngngnggggkakakkakkakakakakakakakaaatt.ttttttt.tt.tt.tttt