53
Bab ini akan membahas mengenai pengujian dan analisa dari setiap modul yang mendukung alat yang dirancang secara keseluruhan. Tujuan dari pengujian ini adalah untuk mengetahui apakah alat dirancang dapat memberikan hasil sesuai dengan harapan, dalam hal ini sesuai dengan spesifikasi yang telah ditulis, sedangkan analisa digunakan untuk membandingkan hasil perancangan dengan hasil pengujian. Pengujian dilakukan pada setiap modul yang telah terealisasi dan pada alat secara keseluruhan.
4.1 Pengujian Modul Sensor Termokopel
Pengujian modul sensor termokopel dilakukan dengan cara memanaskan dua buah sensor termokopel pada oven yang dirancang, namun berbeda pengukuran (Gambar 4.1). Termokopel pertama dipanaskan untuk mengukur temperatur dari oven, sedangkan termokopel kedua dipanaskan untuk mengukur nilai tegangan keluaran dari modul sensor termokopel, dimana proses-proses pengukuran tersebut kedua-duanya dilakukan secara bersamaan, dengan posisi termokopel pertama dan kedua saling berdekatan. Nilai tegangan keluaran termokopel sudah mengalami penguatan sebesar 417,66 kali dengan menggunakan rangkaian penguat instrumentasi.
Gambar 4.1 Kalibrasi sensor termokopel
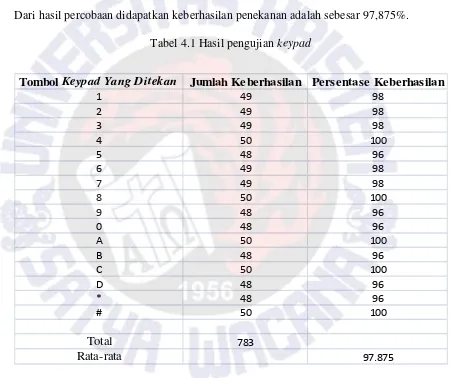
Gambar 4.2 Grafik linierisasi kalibrasi modul sensor suhu termokopel Maksud dan tujuan dari pentabelan nilai tegangan keluaran dari modul sensor termokopel dan temperatur oven adalah untuk mengetahui apakah perubahan tegangan keluaran modul sensor termokopel linier terhadap perubahan
suhu oven reflowsoldering. Linierisasi grafik perubahan tegangan keluaran dari modul sensor terhadap perubahan suhu oven (Gambar 4.2) didapatkan dengan melakukan pendekatan matematis terhadap kurva linier dengan persamaan sebagai berikut:
x = Tegangan keluaran modul sensor termokopel (mV)
R = kriteria penaksiran kuadrat terkecil terhadap model regresi
Koefisien regresi berfungsi untuk menentukan parameter-parameter yang
terlibat dalam suatu model matematis yang linier untuk melakukan prediksi
terhadap nilai suatu variabel. Model regresi sederhana dapat dilihat pada
Persamaan 4.2.
β β
= Parameter-parameter model yang akan ditaksiri
R = Galat pada observasi ke-n (acak)
Misalkan b1adalah taksiran bagi
β
1 dan b0 adalah taksiran bagiβ
0.Maka taksiran bagi model regresi adalah:
0 1 ˆ
i
Y =b +b X (4.3)
2
Dari hasil pengujian didapat bahwa grafik perubahan tegangan keluaran
dari modul sensor termokopel terhadap perubahan suhu oven dapat dikatakan
linier, sehingga temperatur dari oven dapat dicari apabila nilai tegangan keluaran
dari modul sensor diketahui (Persamaan 4.1).
4.2 Pengujian Modul Pemanas
Pengujian dari modul pemanas yang dirancang dilakukan untuk melihat
performa maksimal dari oven. Performa maksimal yang dimaksud adalah
seberapa cepat kenaikan suhu dari oven. Pengujian performa dari oven dilakukan
dalam beberapa tahap, yaitu:
1. Pengujian performa oven sebelum dilakukan perubahan volume
dan penggantian elemen pemanas dengan suhu ruang oven adalah
26°C dan kondisi pada malam hari dengan suhu lingkungan ±28°C.
Hasil dari pengujian ini adalah kenaikan suhu dari oven pemanas
sampai pada target suhu maksimum yaitu 225°C membutuhkan
waktu ±18 menit.
2. Pengujian performa oven sebelum dilakukan perubahan volume
dan penggantian elemen pemanas dengan suhu ruang oven adalah
28°C dan kondisi pada siang hari dengan suhu lingkungan ±32°C.
sampai pada target suhu maksimum yaitu 225°C membutuhkan
waktu ±15 menit.
3. Pengujian performa oven setelah dilakukan perubahan volume
menggunakan keramik, glasswool, alumunium foil sebagai
peredam panas dan sebelum dilakukan penggantian elemen
pemanas dengan suhu ruang oven adalah 25°C dan kondisi pada
malam hari dengan suhu lingkungan ±26°C. Hasil dari pengujian
ini adalah kenaikan suhu dari oven pemanas sampai pada target
suhu maksimum yaitu 225°C membutuhkan waktu ±14 menit.
4. Pengujian performa oven setelah dilakukan perubahan volume
menggunakan keramik, glasswool, alumunium foil sebagai
peredam panas dan sebelum dilakukan penggantian elemen
pemanas dengan suhu ruang oven adalah 28°C dan kondisi pada
siang hari dengan suhu lingkungan ±30°C. Hasil dari pengujian ini
adalah kenaikan suhu dari oven pemanas sampai pada target suhu
maksimum yaitu 225°C membutuhkan waktu ±9 menit.
5. Pengujian performa oven setelah dilakukan perubahan volume
menggunakan keramik, glasswool, alumunium foil sebagai
peredam panas dan setelah dilakukan penggantian elemen pemanas
menjadi ceramic infrared heeater dengan suhu ruang oven adalah
25°C dan kondisi pada siang hari dengan suhu lingkungan ±27°C.
sampai pada target suhu maksimum yaitu 225°C membutuhkan
waktu ±5 menit seperti yang terlihat pada gambar 4.3.
Gambar 4.3 Pengujian performa dari infrared reflow oven.
Dari keseluruhan percobaan yang dilakukan, ada beberapa hal yang
mempengaruhi performa oven yang dirancang, yaitu:
1. Volume dari oven, dimana semakin kecil volume dari oven
semakin cepat kenaikan suhu dari oven.
2. Elemen pemanas, dimana elemen pemanas bawaan dari oven
memiliki respon pemanasan yang lambat bila dibandingkan dengan
respon pemanasan dengan menggunakan ceramic infrared heater.
3. Efisiensi pemanasan, dimana proses pemanasan akan berlangsung
cepat apabila panas yang terdapat pada ruangan oven tidak
menyebar keluar oven demikian sebaliknya suhu dari oven tidak
dipengaruhi oleh suhu dari luar oven dengan kata lain panas pada
4.3 Pengujian Modul Penampil
Pengujian modul penampil dilakukan untuk mengetahui apakah dapat
diaplikasikan pada alat yang dirancang atau tidak serta melihat keseluruhan pixel
dari modul penampil dapat ditampilkan atau tidak (tidak terdapat death pixel).
Gambar 4.4 Pengecekan keseluruhan pixel dari LCD grafik
Gambar 4.5 LCD grafik dapat diaplikasikan pada alat yang dirancang
Gambar 4.5 menunjukkan grafik perubahan suhu dari oven terhadap
dalam satuan Celcius dimana tiap pixel bernilai 5°C dan sumbu x menunjukkan
waktu pemanasan dalam satuan menit dan tiap pixel bernilai 5 detik.
4.4 Pengujian Keypad
Pengujian keypad dilakukan sebanyak 50 kali untuk mengetahui
keberhasilan penekanan pada setiap tombol, serta ditampilkan pada LCD grafik.
Dari hasil percobaan didapatkan keberhasilan penekanan adalah sebesar 97,875%.
Tabel 4.1 Hasil pengujian keypad
Tombol Keypad Yang Ditekan Jumlah Keberhasilan Persentase Keberhasilan
1 49 98
Dari hasil percobaan tombol keypad, dapat disimpulkan bahwa keypad
4.5 Pengujian Infrared Reflowsoldering
Pengujian reflowsoldering dibagi menjadi dua mode, yaitu:
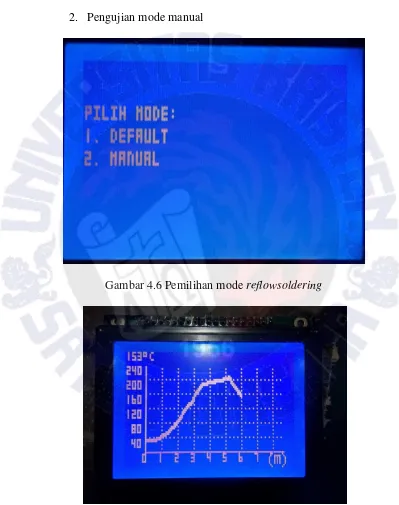
1. Pengujian mode default
2. Pengujian mode manual
Gambar 4.6 Pemilihan mode reflowsoldering
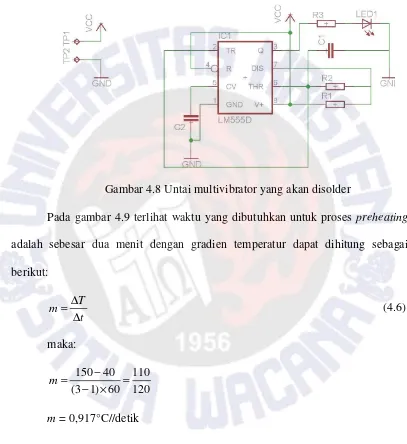
Percobaan Infrared reflowsoldering dilakukan pada penyolderan untai
multivibrator menggunakan IC555 SMD, kapasitor SMD dan resistor SMD
(Gambar 4.8).
Gambar 4.8 Untai multivibrator yang akan disolder
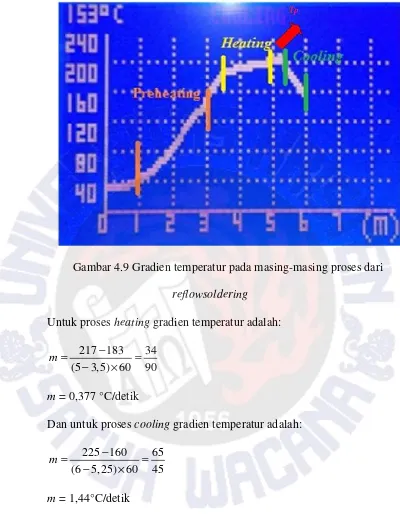
Pada gambar 4.9 terlihat waktu yang dibutuhkan untuk proses preheating
adalah sebesar dua menit dengan gradien temperatur dapat dihitung sebagai
berikut:
T m
t
∆ =
∆ (4.6)
maka:
150 40 110 (3 1) 60 120
m= − =
− ×
Gambar 4.9 Gradien temperatur pada masing-masing proses dari
reflowsoldering
Untuk proses heating gradien temperatur adalah:
217 183 34 (5 3, 5) 60 90
m= − =
− ×
m = 0,377 °C/detik
Dan untuk proses cooling gradien temperatur adalah:
225 160 65 (6 5, 25) 60 45
m= − =
− ×
m = 1,44°C/detik
Dari Hasil percobaan reflowsoldering dapat dilihat bahwa target suhu dari
setiap proses reflowsoldering dapat dicapai namun gradien kenaikan temperatur
belum dapat mengikuti standar reflowsoldering Actel Corporation (Gambar 4.7).
Namun tujuan utama dari reflowsoldering adalah mendapatkan hasil penyolderan
atau dengan kata lain proses reflowsoldering tidak merusak komponen serta PCB
yang disolder.
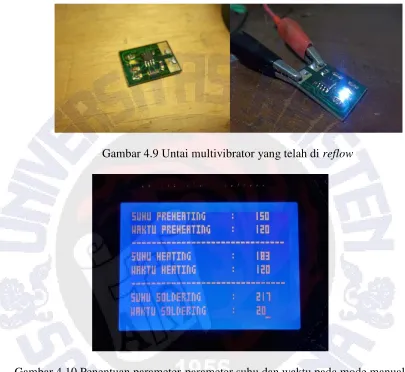
Gambar 4.9 Untai multivibrator yang telah di reflow
Gambar 4.10 Penentuan parameter-parameter suhu dan waktu pada mode manual