TUGAS SARJANA TUGAS SARJANA
PROSES PEMOTONGAN LOGAM PROSES PEMOTONGAN LOGAM
MENGEMBANGK
MENGEMBANGK
AN MODEL
AN MODEL
MATEMATIKA T
MATEMATIKA T
LL, Q dan MRR
, Q dan MRR
SEBAGAI PARAMETER
SEBAGAI PARAMETER
KARAKTERI
KARAKTERI
STIK PERFORMA
STIK PERFORMA
PAHAT BAGI MEMPEROLEH KONDISI PEMOTONGAN
PAHAT BAGI MEMPEROLEH KONDISI PEMOTONGAN
OPTIMUM
OPTIMUM
OLEH: OLEH: YUKI FEBRIAN YUKI FEBRIAN NIM : 020401025 NIM : 020401025DEPARTEMEN TEKNIK MESIN DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA UNIVERSITAS SUMATERA UTARA
MEDAN MEDAN
2008 2008
Yuki Febrian :
Yuki Febrian : MengembangkaMengembangkan Model n Model Matematika TMatematika T, Q Dan Mrr Sebagai Parameter Karakteristik Performa, Q Dan Mrr Sebagai Parameter Karakteristik Performa
KATA PENGANTAR
KATA PENGANTAR
Alhamdullillah, puji dan syukur saya ucapkan kehadirat Allah SWT atas
Alhamdullillah, puji dan syukur saya ucapkan kehadirat Allah SWT atas
rahmat dan hidayah-Nya, penulis dapat menyelesaikan Tugas Akhir ini tepat pada
rahmat dan hidayah-Nya, penulis dapat menyelesaikan Tugas Akhir ini tepat pada
waktunya. Tugas Akhir ini adalah salah satu syarat yang harus dipenuhi untuk
waktunya. Tugas Akhir ini adalah salah satu syarat yang harus dipenuhi untuk
menyelesaikan program studi S-1 di Departemen Teknik Mesin, Fakultas Teknik,
menyelesaikan program studi S-1 di Departemen Teknik Mesin, Fakultas Teknik,
Universitas Sumatera Utara.
Universitas Sumatera Utara.
Penulis memilih Tugas Akhir ini dalam bidang Pemotongan Logam dengan Penulis memilih Tugas Akhir ini dalam bidang Pemotongan Logam dengan jud
judulul ““MENGEMBANGKAN MODEL MATEMATIKA TMENGEMBANGKAN MODEL MATEMATIKA TLL, Q dan MRR, Q dan MRR SEBAGAI PARAMETER KARAKTERISTIK PERFORMA PAHAT BAGI
SEBAGAI PARAMETER KARAKTERISTIK PERFORMA PAHAT BAGI
MEMPEROLEH KONDISI PEMOTONGAN OPTIMUM”.
MEMPEROLEH KONDISI PEMOTONGAN OPTIMUM”.
Pada kesempatan yang baik ini juga, penulis ingin mengucapkan terimakasih Pada kesempatan yang baik ini juga, penulis ingin mengucapkan terimakasih kapada :
kapada : 1.
1. Orang tua saya, buat bapak dan ibu saya tercinta yang telah banyakOrang tua saya, buat bapak dan ibu saya tercinta yang telah banyak
memberikan perhatian, doa dan dukungan baik mor
memberikan perhatian, doa dan dukungan baik moril maupun materil.il maupun materil.
2.
2. Bapak Dr. Ir. Armansyah Ginting, M.Eng selaku dosen pembimbing tugasBapak Dr. Ir. Armansyah Ginting, M.Eng selaku dosen pembimbing tugas
sarjana ini, yang telah banyak membantu sumbangan pikiran dan meluangkan
sarjana ini, yang telah banyak membantu sumbangan pikiran dan meluangkan
waktunya dalam memberikan bimbingan untuk penulisan tugas sar
waktunya dalam memberikan bimbingan untuk penulisan tugas sarjana ini.jana ini.
3.
3. Bapak Dr.-Ing. Ir. Ikhwansyah Isranuri, selaku Ketua Jurusan Teknik MesinBapak Dr.-Ing. Ir. Ikhwansyah Isranuri, selaku Ketua Jurusan Teknik Mesin
Universitas Sumatera Utara.
Universitas Sumatera Utara.
4.
4. Bapak Tulus Burhanuddin Sitorus, S.T, M.T, selaku Sekretaris Jurusan TeknikBapak Tulus Burhanuddin Sitorus, S.T, M.T, selaku Sekretaris Jurusan Teknik
Mesin Universitas Sumatera Utara.
Mesin Universitas Sumatera Utara.
5.
5. Seluruh staf pengajar dan pegawai administrasi Jurusan Teknik Mesin diSeluruh staf pengajar dan pegawai administrasi Jurusan Teknik Mesin di
Universitas Sumatera Utara.
KATA PENGANTAR
KATA PENGANTAR
Alhamdullillah, puji dan syukur saya ucapkan kehadirat Allah SWT atas
Alhamdullillah, puji dan syukur saya ucapkan kehadirat Allah SWT atas
rahmat dan hidayah-Nya, penulis dapat menyelesaikan Tugas Akhir ini tepat pada
rahmat dan hidayah-Nya, penulis dapat menyelesaikan Tugas Akhir ini tepat pada
waktunya. Tugas Akhir ini adalah salah satu syarat yang harus dipenuhi untuk
waktunya. Tugas Akhir ini adalah salah satu syarat yang harus dipenuhi untuk
menyelesaikan program studi S-1 di Departemen Teknik Mesin, Fakultas Teknik,
menyelesaikan program studi S-1 di Departemen Teknik Mesin, Fakultas Teknik,
Universitas Sumatera Utara.
Universitas Sumatera Utara.
Penulis memilih Tugas Akhir ini dalam bidang Pemotongan Logam dengan Penulis memilih Tugas Akhir ini dalam bidang Pemotongan Logam dengan jud
judulul ““MENGEMBANGKAN MODEL MATEMATIKA TMENGEMBANGKAN MODEL MATEMATIKA TLL, Q dan MRR, Q dan MRR SEBAGAI PARAMETER KARAKTERISTIK PERFORMA PAHAT BAGI
SEBAGAI PARAMETER KARAKTERISTIK PERFORMA PAHAT BAGI
MEMPEROLEH KONDISI PEMOTONGAN OPTIMUM”.
MEMPEROLEH KONDISI PEMOTONGAN OPTIMUM”.
Pada kesempatan yang baik ini juga, penulis ingin mengucapkan terimakasih Pada kesempatan yang baik ini juga, penulis ingin mengucapkan terimakasih kapada :
kapada : 1.
1. Orang tua saya, buat bapak dan ibu saya tercinta yang telah banyakOrang tua saya, buat bapak dan ibu saya tercinta yang telah banyak
memberikan perhatian, doa dan dukungan baik mor
memberikan perhatian, doa dan dukungan baik moril maupun materil.il maupun materil.
2.
2. Bapak Dr. Ir. Armansyah Ginting, M.Eng selaku dosen pembimbing tugasBapak Dr. Ir. Armansyah Ginting, M.Eng selaku dosen pembimbing tugas
sarjana ini, yang telah banyak membantu sumbangan pikiran dan meluangkan
sarjana ini, yang telah banyak membantu sumbangan pikiran dan meluangkan
waktunya dalam memberikan bimbingan untuk penulisan tugas sar
waktunya dalam memberikan bimbingan untuk penulisan tugas sarjana ini.jana ini.
3.
3. Bapak Dr.-Ing. Ir. Ikhwansyah Isranuri, selaku Ketua Jurusan Teknik MesinBapak Dr.-Ing. Ir. Ikhwansyah Isranuri, selaku Ketua Jurusan Teknik Mesin
Universitas Sumatera Utara.
Universitas Sumatera Utara.
4.
4. Bapak Tulus Burhanuddin Sitorus, S.T, M.T, selaku Sekretaris Jurusan TeknikBapak Tulus Burhanuddin Sitorus, S.T, M.T, selaku Sekretaris Jurusan Teknik
Mesin Universitas Sumatera Utara.
Mesin Universitas Sumatera Utara.
5.
5. Seluruh staf pengajar dan pegawai administrasi Jurusan Teknik Mesin diSeluruh staf pengajar dan pegawai administrasi Jurusan Teknik Mesin di
Universitas Sumatera Utara.
Yuki Febrian :
Yuki Febrian : MengembangkaMengembangkan Model n Model Matematika TMatematika T, Q Dan Mrr Sebagai Parameter Karakteristik Performa, Q Dan Mrr Sebagai Parameter Karakteristik Performa 6.
6. Prayitno G. Taruna, M. Irfandi , M Hanafi, Juanda, Nouval Ardi, Zaldiansyah,Prayitno G. Taruna, M. Irfandi , M Hanafi, Juanda, Nouval Ardi, Zaldiansyah,
Supriadi, Yudi, Bang Salman selaku teman-teman diskusi dalam penelitian ini
Supriadi, Yudi, Bang Salman selaku teman-teman diskusi dalam penelitian ini
terima kasih atas semua
terima kasih atas semua bantuannya.bantuannya.
7.
7. Kepada senior dan teman-teman penulis yang telah banyak membantu penulisKepada senior dan teman-teman penulis yang telah banyak membantu penulis dalam kuliah. Semoga Allah SWT membalas perbuatan baik yang telah dalam kuliah. Semoga Allah SWT membalas perbuatan baik yang telah mereka lakukan.
mereka lakukan.
Akhir kata, syukur pada Allah SWT da
Akhir kata, syukur pada Allah SWT da n semoga tugas sarjana n semoga tugas sarjana iniini bermanfaat dan berguna bagi ki
bermanfaat dan berguna bagi kita semua.ta semua.
Medan,
Medan, Maret Maret 20082008
Penulis
Penulis
(
( YUKI FEBRIANYUKI FEBRIAN ))
NIM : 020401025
DAFTAR ISI DAFTAR ISI
KATA PENGANTAR
KATA PENGANTAR ii
DAFTAR ISI
DAFTAR ISI iiiiii
DAFTAR TABEL
DAFTAR TABEL vivi
DAFTAR GAMBAR
DAFTAR GAMBAR viiiviii
DAFTAR NOTASI
DAFTAR NOTASI xx
BAB 1 PENDAHULUAN
BAB 1 PENDAHULUAN 11
1.1
1.1 Latar Latar Belakang Belakang 11
1.2
1.2 Tujuan Tujuan Penelitian Penelitian 22
1.3
1.3 Manfaat Manfaat 22
1.4
1.4 Batasan Batasan Masalah Masalah 33
1.5
1.5 Sistematika Sistematika Penulisan Penulisan 33
BAB 2 TINJAUAN PUSTAKA
BAB 2 TINJAUAN PUSTAKA 44
2.1
2.1 Operasi Operasi Pembubutan Pembubutan 44
2.1.1
2.1.1 Lima Lima Elemen Elemen Dasar Dasar Pemesinan Pemesinan 44 2.1.2
2.1.2 Aplikasi Aplikasi pada pada Operasi Operasi Pembubutan Pembubutan 55 2.1.3
2.1.3 PemotongPemotongan an Orthogonal Orthogonal 99 2.1.4
2.1.4 Mekanisme Mekanisme Pembentukan Pembentukan Geram Geram 1010 2.1.5
2.1.5 KompKomponen onen Gaya Gaya dan dan Kecepatan Kecepatan Pemotongan Pemotongan Orthogonal Orthogonal 1111 2.1.6
2.1.6 Umur Umur Pahat Pahat 1515
2.1.7 Hubun
2.1.7 Hubungan Umur Pahat (T) dengan Volgan Umur Pahat (T) dengan Volume Bahan Terbuang (Q) ume Bahan Terbuang (Q) 2222 2.2
2.2 Bahan Bahan Pahat Pahat 2222
2.2.1
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
2.2.2 Bahan Pahat Karbida 23
2.2.3 Pahat Karbida pada Operasi Pembubutan 24
2.3 Bahan Material 29
2.3.1 Bahan Logam (Ferrous Metal) 29
2.4 Pemesinan Kering (Dry Machining) 31
2.4.1 Definisi 31
2.4.2 Perkembangan Pemesinan Kering 31
BAB 3 METODOLOGI PENELITIAN 35
3.1 Bahan dan Alat 35
3.1.1 Bahan 35
3.1.2 Pahat Potong 36
3.1.3 Alat 37
3.2 Pelaksanaan Penelitian 42
3.3 Metode 43
3.4 Variabel yang Diamati 44
3.5 Analisa Regresi 44
BAB 4 HASIL DAN ANALISA 48
4.1 Hasil Eksperimen 48
4.2 Model Matematika 55
4.2.1 Model Matematika dalam Bentuk Laju Bahan Terbuang (MRR) 58
4.3 Pengaruh Kondisi Pemotongan (v,f,a) terhadap MRR 59
4.3.1 Pengaruh Kecepatan Potong (v) terhadap MRR 60
BAB 5 KESIMPULAN DAN SARAN 68
5.1 Kesimpulan 68
5.2 Saran 69
DAFTAR PUSTAKA 71
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
DAFTAR TABEL
Tabel 2.1.Besaran fisik yang digunakan dalam analisis dimensional 17
Tabel 2.2. Harga koefisien m dan n 19
Tabel 3.1. Sifat mekanik paduan aluminium 6061 35
Tabel 3.2. Sifat mekanik baja karbon AISI 1045 35
Tabel 3.3. Komposisi kimia paduan aluminum 6061 35
Tabel 3.4. Komposisi kimia baja karbon AISI 1045 35
Tabel 3.5. Data geometri pahat karbida 36
Tabel 3.6. Komposisi kimia dan sifat mekanis pahat karbida 37
Tabel 3.7. Data teknis mesin bubut Jhung Metal Machinery Co. 39 Tabel 3.8. Data kondisi pemotongan untuk paduan aluminium 6061 43 Tabel 3.9. Data kondisi pemotongan untuk baja karbon AISI 1045 43 Tabel 4.1 Data pemesinan pahat karbida tidak berlapis setelah memotong baja karbon
hingga VBmaks0,1mm 48
Tabel 4.2. Data pemesinan pahat karbida tidak berlapis setelah memotong
aluminium hingga VBmaks0,1mm 48
Tabel 4.3. Data pemesinan pahat karbida tidak berlapis setelah memotong baja
karbon hingga VBmaks0,1mm 49
Tabel 4.4. Data pemesinan pahat karbida tidak berlapis setelah memotong aluminium
hingga VBmaks0,1mm 49
Tabel 4.5. Data laju bahan terbuang (MRR) baja karbon dengan VBmaks 0,1mm 51
Tabel 4.6. Data laju bahan terbuang (MRR) aluminium dengan VBmaks 0,1mm 53
Tabel 4.8. Data keseluruhan pada pemesinan aluminium 6061 54 Tabel 4.9. Data untuk laju bahan terbuang baja karbon AISI 1045 56 Tabel 4.10. Kondisi pemotongan (v,f,a) untuk perubahan laju bahan terbuang secara eksperimen dan permodelan untuk aus tepi VB= 0.1mm pada baja karbon AISI 1045
59 Tabel 4.11. Kondisi pemotongan (v,f,a) untuk perubahan laju bahan terbuang secara eksperimen dan permodelan untuk aus tepi VB= 0.1mm pada aluminium 6061 60 Tabel 4.12. Kondisi pemotongan optimum pada a=1 dan f=0.1 untuk baja karbon
AISI 1045 63
Tabel 4.13. Kondisi pemotongan optimum pada a=1 dan f=0.17 untuk baja karbon
AISI 1045 64
Tabel 4.14. Kondisi pemotongan optimum pada a=1 dan f=0.24 untuk baja karbon
AISI 1045 64
Tabel 4.15. Kondisi pemotongan optimum pada a=1 dan f=0.1 untuk aluminium 6061 66 Tabel 4.16. Kondisi pemotongan optimum pada a=1 dan f=0.17 untuk aluminium
6061 66
Tabel 4.17. Kondisi pemotongan optimum pada a=1 dan f=0.24 untuk aluminium
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
DAFTAR GAMBAR
Gambar 2.1.Proses bubut 6
Gambar 2.2. Proses pemotongan orthogonal 9
Gambar 2.3. Teori modern (yang dianut) yang menerangkan terjadinya geram 11
Gambar 2.4. Lingkaran Merchant’s 12
Gambar 2.5. Kecepatan geser vs yang ditentukan oleh kecepatan geram vc dan
kecepatan potong v 14
Gambar 3.1. Benda kerja 36
(a) Baja karbon AISI 1045 36
(b) Paduan aluminium 6061 36
Gambar 3.2. Mata pahat karbida 36
Gambar 3.3. Pemegang mata pahat (Tool Holder) 37
Gambar 3.4. Mikroskop VB 38
Gambar 3.5. Mesin bubut Jhung Metal Machinery Co. 38
Gambar 3.6. Bagian-bagian mesin bubut 39
Gambar 3.7. Centering 40
Gambar 3.8. Jangka sorong 40
Gambar 3.9. Stop watch 41
Gambar 3.10. Diagram alir penelitian 42
Gambar 3.11. Bentuk hubungan antara variabel 45
(a) Hubungan searah 45
(b) Hubungan berlawanan arah 45
(a) Hubungan linier 46
(b) Hubungan kuadratik 46
(c) Hubungan Logaritmik 46
Gambar 4.1. Grafik kecepatan potong vs laju bahan terbuang pada baja karbon pada
VBmaks0,1mm 50
Gambar 4.2. Grafik kecepatan potong vs laju bahan terbuang pada aluminium pada
VBmaks0,1mm 52
Gambar 4.3 Grafik kecepatan potong vs laju bahan terbuang secara eksperimen dan
model pada baja karbon denganVB 0.1mm 61
Gambar 4.4 Grafik kecepatan potong vs laju bahan terbuang secara eksperimen dan
model pada aluminium dengan VB 0.1mm. 62
Gambar 4.5 Kecepatan potong (v)(m/min) vs MRR m (cm3/min) dan TL m (min) pada
baja karbon AISI 1045 65
Gambar 4.6 Kecepatan potong (v)(m/min) vs MRR m (cm3/min) dan TL m (min) pada
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
DAFTAR NOTASI
Lambang Besaran Satuan
a : Kedalaman potong (depth of cut ) mm
ac : Tebal geram yang tidak terdeformasi (h) mm
A : Penampang geram sebelum terpotong mm2
Ashi : Penampang bidang geser mm2
Aγ : Bidang pada pahat dimana geram mengalir ( face) mm2
b : Lebar pemotongan (width of cut ) mm
b0-b3 : Koefesien
c : Temperatur oC
C : Konstanta
C T : Konstanta
C vb : Faktor koreksi terhadap keausan tepi VB
γ
C : Faktor koreksi terhadap sudut geram γ0
d : Diameter rata-rata mm
df : Derajat kebebasan (degree of freedom)
d m : Diameter akhir mm
d o : Diameter mula mm
E : Modulus elastisitas (modulus of elasticity) Gpa
F : Gaya total yang bekerja pada pemotongan logam N
F f : Gaya makan searah dengan kecepatan makan N
Fs : Gaya geser yang bekerja pada pemotongan logam N
Fsn : Gaya normal pada bidang geser pada pemotongan logam N
Fv
:
Gaya potong searah dengan kecepatan potong Nγ
F : Gaya gesek pada bidang geram N
n
F γ : Gaya normal pada bidang geram N
G : Modulus elastisitas geser (shear modulus) GPa
h : Tebal geram sebelum terpotong mm
hc : Tebal geram setelah terpotong mm
K r : Sudut potong utama ( o)
K : Konduktifitas panas (thermal conductivity) W/m.K
Lt : Panjang pemesinan mm
n : Putaran poros utama rpm
Q : Volume Bahan Terbuang dm3
Qt : Panas total yang dihasilkan perdetik
Qsh : Panas yang dihasilkan perdetik pada bidang geser,
Qγ : Panas yang dihasilkan perdetik pada bidang geram,
Qα : Panas yang dihasilkan perdetik pada bidang utama
R 2 : Koeffisien Determinasi
r c : Radius ujung pahat mm
c
t : Waktu pemotongan min
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
v : Kecepatan potong (cutting speed ) m/min
v f : Kecepatan makan m/min
v.f : Beban geram (chip load) m2/rpm
VB : Panjang keausan tepi mm
X : Nilai yang diobservasi
Y : Nilai yang dicari untuk setiap nilai X
Z : Kecepatan penghasilan geram mm3/min
γo : Sudut geram ( o)
η : Besar sudut gesek ( o)
λ h : Rasio pemampatan tebal geram
σu : Tegangan tarik (Ultimate tensile strength) Mpa
σy : Tegangan geser (Tensile yield strength) Mpa
τ shi : Tegangan geser pada bidang geser N/mm2
µ : Poisson’s ratio
ρ : Densitas gr/cm3
Φ
: Sudut geser ( oBAB I
PENDAHULUAN
1.1 Latar Belakang
Data – data kondisi pemotongan yang disajikan oleh para produsen pahat pada umumnya adalah kondisi pemotongan yang diperoleh dari pemesinan basah. Hal tersebut adalah lazim mengingat pemesinan basah sudah dilakukan dalam kurun waktu 100 tahun belakangan ini ( Boothroyd dan Knight 1990 ).
Diawali tahun 1997 limbah cairan pemotongan dari proses pemesinan menjadi masalah yang harus mendapat perhatian serius disebabkan oleh regulasi undang-undang lingkungan hidup. Dalam laporannya, Sreejith dan Ngoi (2000) menuliskan bahwa penggunaan cairan pemotongan harus diminimasi hingga kapasitas 50 mL/jam
atau bilamana mungkin ditiadakan penggunaannya sama sekali. Hal ini membawa dampak yang besar bagi industri pemotongan logam sebab data – data kondisi pemotongan yang lama yaitu yang diperoleh dari data – data pemesinan basah mesti ditinjau kembali. Sekumpulan data yang cukup representatif sangat diperlukan bagi para operator mesin apabila ingin menjalankan operasi pemesinan kering.
Untuk mengkontribusi data – data kondisi pemotongan yang dapat dilakukan pada pemesinan kering maka mesti dilakukan berbagai pengujian pemesinan atau
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
benda kerja yang banyak digunakan di industri pemotongan logam. Misalnya pemotongan baja karbon menggunakan pahat karbida. Baja karbon dan pahat karbida masih merupakan bahan yang paling banyak digunakan pada industri pemotongan logam khususnya industri logam kecil dan menengah yang ada di Sumatera Utara (Harahap 2007).
Penelitian yang hasilnya dilaporkan pada skripsi ini adalah berkenaan dengan masalah di atas khususnya untuk menyediakan data – data kondisi pemotongan pada pemesinan kering menggunakan pahat baja karbida. Untuk maksud memperluas
cakupan data yang mungkin disediakan maka dari data – data yang diperoleh melalui eksperimen lebih lanjut dianalisis dan dikompilasi menggunakan metode numerik bagi menghasilkan fungsi berupa model matematika umur pahat, volume bahan
terbuang dan laju bahan terbuang.
1.2 Tujuan Penelitian
Tujuan penelitian ini adalah untuk menyusun model matematika bagi umur pahat TL ( tool life ), volume bahan terbuang Q ( volume of material removal ) dan
laju bahan terbuang MRR ( material rate removal ).
1.3 Manfaat
Adapun manfaat yang diperoleh dari tugas akhir ini adalah:
1. Karakteristik umur pahat, volume bahan terbuang dan laju bahan terbuang dapat dipresentasikan oleh metode matematika.
2. Model matematika yang disusun dapat digunakan untuk melakukan interpolasi maupun ekstrapolasi kondisi pemotongan yang lain.
3. Sebagai referensi bagi industri manufaktur untuk memperkirakan pemakaian bahan dan pahat dalam melaksanakan atau mendesain suatu produk pemesinan.
1.4 Batasan Masalah
Permasalahan dalam tugas sarjana ini dibatasi pada penggunaan mesin perkakas bubut konvensional dengan putaran mesin dipilih untuk 4 variasi putaran yaitu 650, 950, 1350, 2000 rpm. Pahat yang digunakan adalah pahat karbida tidak berlapis, manakala bahan yang digunakan adalah baja karbon AISI 1045 dan
aluminium 6061. Pemesinan dilakukan pada kondisi pemesinan ker ing.
1.5 Sistematika Penulisan
Penulisan tugas sarjana ini dipaparkan dalam beberapa bab sehingga membentuk alur pembahasan analisa hasil analisa yang mudah untuk dipahami.
BAB I merupakan uraian singkat mengenai latar belakang, tujuan penelitian, manfaat penelitian , batasan masalah dan sistematika penulisan.
BAB II merupakan tinjauan pustaka yang memberi informasi tentang elemen dasar proses permesinan, aplikasi operasi pembubutan, mekanisme pembentukan geram, bahan pahat dan material, pemesinan kering ( Dry Machining) serta hubungannya dengan volume bahan terbuang dan laju bahan terbuang.
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
BAB III memaparkan bahan dan alat, pelaksanaan penelitian, metode pengumpulan data eksperimen yang kemudian dimasukan dalam analisa regresi umur pahat dan volume bahan terbuang untuk mendapatkan model laju bahan terbuang.
BAB IV menguraikan hasil eksperimen, hasil permodelan matematika untuk umur pahat (TL), volume bahan terbuang (Q) dan laju bahan terbuang (MRR),
pengaruh kondisi pemotongan (v,f,a) terhadap laju bahan terbuang (MRR) dan kondisi pemotongan optimum.
Dan BAB V sebagai kesimpulan dan saran dari semua permasalahan yang terdapat pada tugas sarjana ini.
BAB II
TINJAUAN PUSTAKA
2.1 Operasi Pembubutan
2.1.1 Lima Elemen Dasar Pemesinan
Berdasarkan gambar teknik, dimana dinyatakan spesifikasi geometrik suatu produk komponen mesin, salah satu atau beberapa jenis pemesinan seperti proses bubut, proses gurdi dan lain-lain harus dipilih sebagai suatu proses atau urutan proses yang digunakan untuk membuatnya. Bagi suatu tingkatan proses, ukuran objektif ditentukan dan pahat harus membuang sebagian material benda kerja sampai ukuran objektif itu dicapai. Hal ini dapat dilaksanakan dengan cara menentukan penampang geram (sebelum terpotong). Selain itu, setelah berbagai aspek teknologi ditinjau, kecepatan pembuangan geram dapat dipilih supaya waktu pemotongan sesuai dengan yang dikehendaki. Pekerjaan ini akan ditemui dalam setiap perencanaan proses
pemesinan. Untuk itu perlu dipahami lima elemen dasar proses pemesinan (lit.4, hal 13) yaitu :
1. Kecepatan potong (cutting speed ) : v (m/min) 2. Kecepatan makan ( feeding speed ) : vf (mm/min) 3. Kedalaman potong (depth of cut ) : a (mm)
4. Waktu pemotongan (cutting time) : tc (min) 5. Kadar pembuangan material
(rate of metal removal) : Z (cm3 /min)
Elemen proses pemesinan tersebut (v, vf , a, tc, Z) dihitung berdasarkan dimensi benda kerja dan pahat serta besaran dari mesin perkakas. Oleh sebab itu, rumus yang dipakai dalam setiap proses pemesinan bisa berlainan. Karena dalam penelitian ini penulis menggunakan mesin bubut (turning) maka yang akan dibahas dalam bab ini hanya mengenai elemen dasar proses pemesinan dari mesin bubut (turning).
2.1.2 Aplikasi Pada Operasi Pembubutan
Elemen dasar dari proses bubut (turning) dapat diketahui atau dihitung dengan menggunakan rumus yang dapat diturunkan dengan memperhatikan Gambar 2.1. Kondisi pemotongan ditentukan sebagai berikut :
Benda Kerja : d 0 : diameter awal ; mm d m : diameter luar ; mm
lt : panjang pemesinan ; mm
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
γ0 : sudut geram ; o
Mesin Bubut : a : kedalaman potong ; mm
= (d 0 - d m )/2 ; mm ...…………... 2.1 f : gerak makan ; mm/rev
n : putaran poros utama (benda kerja) ; rpm
Gambar 2.1 Proses Bubut (Sumber : Rochim 1993)
Dari Gambar 2.1 terlihat bahwa proses bubut tersebut menggunakan suatu proses pemotongan miring (oblique cutting) yaitu suatu sistem pemotongan dengan
gerakan relatif antara pahat dan benda kerja membentuk sudut potong utama κ r kurang
dari 90º. Kecepatan makan vf dihasilkan oleh pergerakan dari pahat ke benda kerja.
Elemen dasar dapat dihitung dengan rumus-rumus berikut : 1. Kecepatan Potong v = 1000 n . d .
π
; m/min ...…………... 2.2 dimana,v : kecepatan potong ; m/min d : diameter rata-rata
d = (d 0 + d m) /2 ≈ d0 ; mm, ………... 2.3 n : putaran poros utama ; rpm
Kecepatan potong maksimal yang diizinkan tergantung pada :
a. Bahan benda kerja : makin tinggi kekuatan bahan, makin rendah kecepatan potong.
b. Bahan pahat : pahat karbida memungkinkan kecepatan yang lebih tinggi dari pada pahat HSS.
c. Besar asutan : makin besar gerak makan, makin rendah kecepatan potong.
d. Kedalaman potong : makin besar kedalaman potong, makin rendah kecepatan potong.
2. Kecepatan Pemakanan
vf = f . n ; mm/min ...…………... 2.4 dimana,
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
f : gerak makan ; mm/rev
n : putaran poros utama (benda kerja) ; rpm 3. Waktu Pemotongan
tc = lt / vf ; min ………... 2.5
dimana,
tc : waktu pemotongan ; min lt : panjang pemesinan ; mm vf : kecepatan makan ; mm/min 4. Kecepatan Penghasilan Geram
Kecepatan penghasil geram dapat dihitung dengan formula :
Z = A . v ………... 2.6
dimana, penampang geram sebelum terpotong A = f . a ; mm2 maka
Z = f . a . v ...….………... 2.7 dimana,
Z : kecepatan penghasilan geram ; cm3 / min f : gerak makan ; mm/rev
a : kedalaman potong ; mm
Pada Gambar 2.1 diperlihatkan sudut potong utama (κ r , principal cutting edge
angle) yaitu merupakan sudut antara mata potong mayor dengan kecepatan makan vf .
Untuk harga a dan f yang tetap maka sudut ini menentukan besarnya lebar pemotongan. (b, widh of cut ) dan tebal geram sebelum terpotong (h, underformed chip
thicknes) sebagai berikut:
b. Tebal geram sebelum terpotong : h = f sin K r ; mm ………... 2.9
Dengan demikian penampang geram sebelum terpotong dapat dituliskan sebagai berikut :
A = f . a = b . h ; mm2 ...………... 2.10
Perlu dicatat bahwa tebal geram sebelum terpotong (h) belum tentu sama dengan tebal geram (hc, chip thicknes) dan hal ini antara lain dipengaruhi oleh sudut geram, kecepatan potong dan material benda kerja
2.1.3 Pemotongan Orthogonal
Gambar 2.2 Proses pemotongan orthogonal (Sumber : Rochim, 1993)
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
berdasarkan teorinya atas model pemotongan sistem tegak (orthogonal system). Sistem pemotongan tegak merupakan penyederhanaan dari sistem pemotongan miring (obligue system) dimana gaya diuraikan menjadi komponen gaya yang bekerja pada suatu bidang.
Pemotongan tegak (Orthogonal cutting) merupakan suatu sistem pemotongan dengan gerakan relatif antara mata pahat dan benda kerja membentuk sudut potong tepat 90º atau yang dinamakan dengan sudut potong utama (K r ), dan besarnya lebar
mata pahat lebih besar dari lebar benda kerja yang akan dipotong.
Menurut Rochim(1993), sudut potong utama (K r ) mempunyai peran antara lain :
1. Menentukan lebar dan tebal geram sebelum terpotong (b dan h)
2. Menentukan panjang mata potong yang aktif atau panjang kontak antara geram dengan bidang pahat, dan
3. Menentukan besarnya gaya.
Untuk kedalaman potong a dan gerak makan f yang tetap, maka dengan memperkecil sudut potong utama (K r ) akan menurunkan tebal geram sebelum
terpotong h dan menaikkan lebar geram b.
Akan tetapi, pemakaian sudut potong utama yang kecil tidak selalu menguntungkan sebab akan menaikkan gaya radial Fx. Gaya radial yang besar mungkin menyebabkan lenturan yang terlalu besar ataupun getaran (chatter) sehingga menurunkan ketelitian geometrik produk dan hasil pemotongan terlalu kasar. Tergantung pada kekakuan (stiffness) benda kerja dan pahat serta metode pencekaman benda kerja serta geometri benda kerja.
Sudut geram mempengaruhi proses pembentukan geram pada proses pemotongan orthogonal. Untuk suatu kecepatan potong tertentu, sudut geram yang
besar akan menurunkan rasio pemampatan tebal geram (λ h) yang mengakibatkan
kenaikan sudut geser (Ф).
Jenis material benda kerja juga akan mempengaruhi pemilihan sudut geram. Pada prinsipnya, untuk material yang lunak dan ulet (soft & ductile) memerlukan sudut geram yang besar untuk mempermudah proses pembentukan geram, sebaliknya bagi material yang keras dan rapuh (hard & brittle) memerlukan sudut geram yang
kecil atau negatif untuk memperkuat pahat.
2.1.4 Mekanisme Pembentukan Geram
Logam yang pada umumnya bersifat ulet ( ductile) apabila mendapat tekanan akan timbul tegangan (stress) di daerah sekitar konsentrasi gaya penekanan mata potong pahat. Tegangan pada logam (benda kerja) tersebut mempunyai orientasi yang kompleks dan pada salah satu arah akan terjadi tegangan geser (shearing stress) yang maksimum. Apabila tegangan geser ini melebihi kekuatan logam akan terjadi deformasi plastik (perubahan bentuk) yang menggeser dan memutuskan benda kerja diujung pahat pada suatu bidang geser (shear plane). Ilustrasi mengenai mekanisme pembentukan geram ditunjukkan pada gambar 2.3.
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
2.1.5 Komponen Gaya Dan Kecepatan Pemotongan Orthogonal
Suatu analisa mekanisme pemotongan orthogonal yang dikemukakan oleh Merchant mendasarkan teorinya sebagai suatu sistem yang dipandang sebagai sebuah bidang dan diuraikan menjadi dua buah gaya yang saling tegak lurus.
1. Komponen Gaya Pembentuk Geram
Komponen gaya pembentuk geram dapat diuraikan sebagai berikut : a. Gaya pada proses deformasi material.
i. Gaya geser (Fs)
Adalah gaya yang mendeformasi material pada bidang geser.
Fs = F cos (Φ + η – γo) ; N ...………….. 2.11
ii. Gaya normal pada bidang geser (Fsn)
Adalah gaya yang menyebabkan pahat tetap melekat pada benda kerja. Fsn2 + Fs2 = F2 ; N ... 2.12
b. Gaya dari pengukuran dinamometer. i. Gaya potong (Fv)
Adalah gaya yang bekerja searah dengan kecepatan potong.
) cos( sin ) cos( . . . o o shi v h b F γ η γ η τ
−
+
Φ
Φ
−
=
; N ……….…………. 2.13ii. Gaya makan (Ff )
Adalah gaya yang searah dengan kecepatan makan.
Fv2 + Ff 2 = F2 ; N …….……... 2.14
c. Gaya yang bereaksi pada bidang geram. i. Gaya gesek (Fγ)
Fγ = Ffcos γo + Fv sin γo ; N ... 2.15
ii. Gaya normal pada bidang geram (Fγn )
Adalah gaya yang menyebabkan geram tetap mengalir pada bidang geram. Fγ2 + Fγn2 =F2 ; N …... 2.16
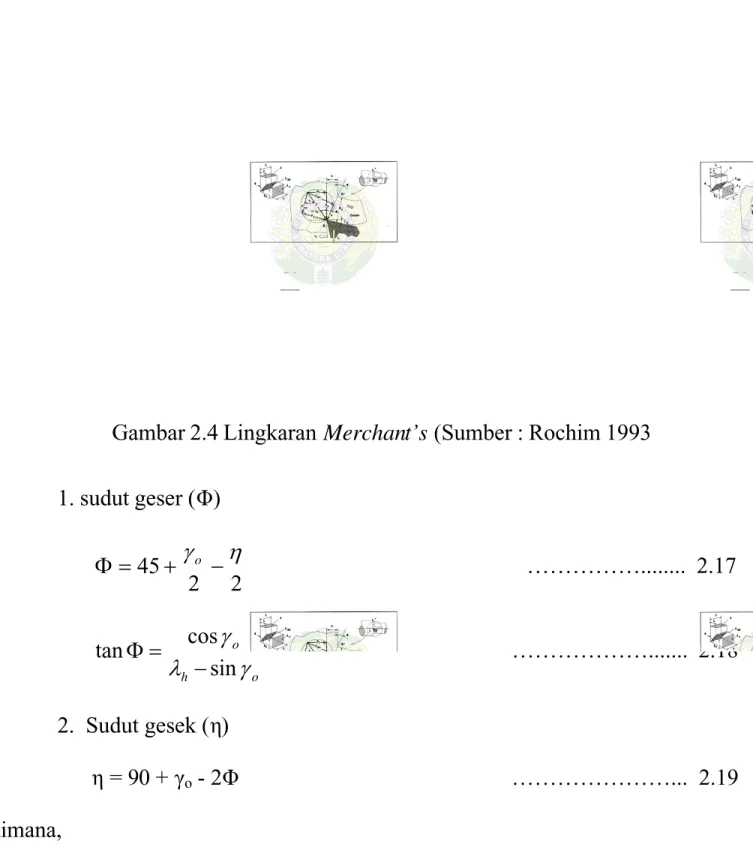
Komponen gaya di atas dapat dianalisa dengan lingkaran Merchant’s seperti diperlihatkan pada Gambar 2.4.
Gambar 2.4 Lingkaran Merchant’s (Sumber : Rochim 1993 1. sudut geser (Φ) 2 2 45
+
γ−
η=
Φ
o ………... 2.17 o h o γ λ γ sin cos tan−
=
Φ
………... 2.18 2. Sudut gesek (η) η = 90 + γo - 2Φ ………... 2.19 dimana,τshi : tegangan geser pada bidang geser ; N/mm2
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
= A/sin Φ ; mm2
A : penampang geram sebelum terpotong = b.h ; mm2
λ h : rasio pemampatan geram
Rumus teoritik di atas diturunkan dalam analisa proses pemotongan orthogonal yang berarti Кr= 90odan λ s = 0o. Pada kondisi di atas, hanya faktor sudut
potong utama Кr dan kondisi bahan yang diperhatikan sedangkan faktor-faktor koreksi
untuk kondisi pemotongan, seperti kecepatan potong, kecepatan makan, dan lain-lain belum dipertimbangkan. Dari paparan di atas, maka kita dapat menggunakan rumus
empiris yang lebih kompleks, diantaranya :
Fv = k s. A ; N ………... 2.20
dimana,
k s : gaya potong spesifik ; N/mm2
A : penampang geram sebelum terpotong ; mm2 : b. h = a.f
Gaya potong spesifik k s akan dipengaruhi oleh pahat (jenis dan geometri),
benda kerja (jenis dan kondisi pengerjaan), dan kondisi pemotongan serta jenis proses pemesinan yang dapat berciri spesifik.
k s = k s 1.1.f -z .CK .Cγ.CVB.Cv ; N ………... 2.21
dimana,
k s 1.1: gaya potong spesifik referensi ; N/mm2
Z : pangkat tebal geram = 0,2
Cγ: faktor koreksi sudut geram γo
CVB: faktor koreksi keausan VB
Cv : faktor koreksi kecepatan potong v
Untuk menentukan harga k s 1.1 dapat diperoleh dari table 8.1 (lit.4, hal : 187)
atau dengan korelasi persamaan gaya potong spesifik re ferensi dengan kekuatan tarik. k s 1.1 = 144. σu 0.37 ; N/mm2 ………... 2.22
dimana,
σu : kekuatan tarik ; N/mm2
2. Komponen Kecepatan Pemesinan
Oleh karena adanya pemampatan tebal geram, maka kecepatan aliran geram selalu lebih rendah dari pada kecepatan potong, seperti terlihat pada gambar 2.5.
Gambar 2.5 Kecepatan geser vs yang ditentukan oleh kecepatan geram vc dan
kecepatan potong v.
Berdasarkan polygon kecepatan di atas, maka 1. Kecepatan geram vc. vc = ) cos( sin ) cos( sin 0 0 φ γ φ φ γ φ
−
=
−
v v ………... 2.23 dari persamaan φ γ φ λ sin ) cos(−
0=
hYuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa maka diperoleh : h c v v λ
=
………...… 2.24 dimana,v : kecepatan potong ; m/min vc : kecepatan geram ; m/min
vs: kecepatan geser ; m/min
2.Kecepatan geser (vs) φ γ sin cos 0 c s v v
=
) cos( cos 0 0 γ φ γ−
=
v vs ; m/min ... 2.25 2.1.6 Umur Pahat.Keausan pahat akan tumbuh dan membesar dengan bertambahnya waktu pemotongan sampai pada suatu saat pahat yang barsangkutan dianggap tidak dapat digunakan lagi karena ada tanda-tanda tertentu yang menunjukkan bahwa umurpahat telah habis. Keausan merupakan faktor yang menentukan umur pahat, maka keausan perlu diperhatikan dengan cara mempelajari dan melihat mekanisme keausannya.
1. Analisis Teoritik Umur Pahat.
Temperatur permukaan bidang aktif pahat menentukan keausan yang disebabkan mekanisme difusi dan deformasi. Dengan analisis dimensional maka akan ditunjukkan bahwa temperatur dipengaruhi beberapa besaran fisik.
Kerja/energi mekanik dalam proses pemotongan yang bebas getaran seluruhnya diubah menjadi panas/kalor. Energi mekanik per satuan waktu atau daya
mekanik yang diubah menjadi energi panas persatuan waktu tersebut dapat dituliskan sebagai berikut : W Q Q Q Q
=
sh+
γ+
α ; ... (2.26) dimana,Q = Panas total yang dihasilkan perdetik
W atau s J v F v ; 60 .
=
... (2.27) Qsh = panas yang dihasilkan perdetik pada bidang geser.W atau s J v F s s ; 60 .
=
... (2.28)Qγ = Panas yang dihasilkan perdetik pada bidang geram.
W atau s J v F c ; 60 . γ
=
... (2.29)Qα = Panas yang dihasilkan perdetik pada bidang utama.
Dalam rumus di atas, temperatur dianggap merupakan harga tertinggi setelah keadaan keseimbangan tercapai. Waktu untuk mencapai keadaan seimbang tersebut tidak ditunjukan pada rumus tersebut, oleh sebab itu diperlukan rumus lain yang menyatakan hubungan antara waktu pemotongan (tc) dengan temperatur bidang aktif
pahat (θs). Analisis dimensional dapat digunakan untuk mencari korelasi yang
dimaksud dengan cara menentukan besaran-besaran fisik yang dianggap penting. Adapun besaran fisik yang dimaksud adalah seperti yang diberikan pada Tabel 2.1 :
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
Besaran Fisik Simbol Dimensi Dasar
Waktu Pemotongan Temperatur Pahat Penampang Geram Kecepatan Potong Gaya Potong Spesifik Besaran Panas Terpadu
tc θs A V k s H = λw . cvw T θ L2 LT-1 ML-1T-2 M2T-5θ-2 (Sumber : Rochim, 1993) λw = konduktivitas panas benda kerja ; J/(s.0K.cm)
cvw = panas spesifik volumetric benda kerja ; J/(cm3.0K)
= ρw . cw
ρw = berat spesifik benda kerja ; g/cm3
cw = panas spesifik benda kerja ; J/(g.0K)
Menurut Teorema Phi dari Buckingham, karena ada enam besaran fisik yang penting (n1 = 6) dengan empat dimensi dasar (n2 = 4) maka paling sedikit dapat
dibentuk dua besaran tak berdimensi (nx = n1 . n2 = 2) guna mengolerasikan enam
besaran fisik di atas. Pemilihan jenis dan jumlah besaran fisik sebagai anggota dari setiap besaran tak berdimensi ditentukan oleh dimensi dasar besaran fisik yang bersangkutan. Dalam hal ini, karena ada 4 dimensi dasar, maka dapat dipilih 4 besaran fisik yang mempunyai dimensi dasar yang cukup lengkap sebagai anggota dari kedua besaran tak berdimensi tersebut. Kemudian salah satu dari kedua besaran fisik sisanya dipilih untuk menjadi anggota dari salah satu besaran tak berdimesi. Dua besaran tak berdimensi dapat dibentuk sebagai berikut:
s d c s b a c v k H t θ π 1
=
dan π 2=
t ce v f k sg H h AKetika dimensi dasarnya dimasukkan bagi masing-masing besaran fisik, maka pangkat tersebut dapat ditentukan harganya, sehingga diperoleh:
s c s k v t H 2 1 2 1 1 θ π
=
... (2.30) 2 2 2 c t v A=
π ... (2.31)Dari hasil percobaan dapat ditunjukan bahwa korelasi antara kedua besaran tak berdimensi di atas adalah :
m
C 2
1 π
π
=
... (2.32) Penyelesaian persamaan (2.32) akan menghasilkan:2 1 2 1 2 ) ( ) 2 1 ( H t v k CAm s m c m s − −
=
θ ... (2.33)Dari salah satu hasil percobaan (Frederich test) harga m adalah sebesar 0.22, sehingga kondisi pemotongan yang tetap (A, k s, dan H tetap), persamaan (2.33) dapat
ditulis sebagai berikut:
06 . 0 56 . 0 1 c s
=
C v t θ ... (2.34)Kecepatan potong mempengaruhi tingginya temperature, oleh sebab itu temperatur setaraf dengan besarnya dimensi keausan yang dianggap sebagai batas/tanda saat berakhirnya umur pahat, dan waktu pemotongan yang bersangkutan setaraf dengan umur pahat. Dengan demikian persamaan (2.34) dapat ditulis sebagai berikut : 2 1 2 1 2 ) ( ) 2 1 ( 2 H T v k A C W m m s m o − −
=
... (2.35) dimana :Wo = batas dimensi keausan (VB atau K).
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
Untuk harga yang tetap bagi batas dimensi keausan dan penampang geram, serta kombinasi pahat dan benda kerja yang tertentu, maka persamaan (2.35) dapat dituliskan sebagai berikut :
T m m C T v −
=
− 4 2 4 1 ... (2.36) atau vT n=
C T ... (2.37)Persamaan (2.37) dikenal dengan nama Persamaan Umur Pahat Taylor* 1
M
. Harga eksponen n dalam rumus Taylor ditentukan oleh harga eksponen m dari kolerasi dua besaran tak berdimensi π1 dan π2. berbagai kemungkinan harga eksponen
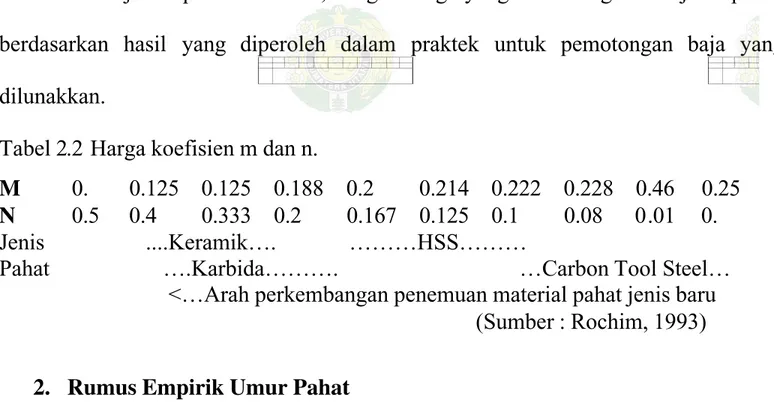
tersebut ditunjukan pada table 2.2 , dengan harga yang sesuai bagi suatu jenis pahat berdasarkan hasil yang diperoleh dalam praktek untuk pemotongan baja yang
dilunakkan.
Tabel 2.2 Harga koefisien m dan n.
0. 0.125 0.125 0.188 0.2 0.214 0.222 0.228 0.46 0.25
N 0.5 0.4 0.333 0.2 0.167 0.125 0.1 0.08 0.01 0.
Jenis Pahat
....Keramik…. ………HSS………
….Karbida………. …Carbon Tool Steel…
<…Arah perkembangan penemuan material pahat jenis baru (Sumber : Rochim, 1993) 2. Rumus Empirik Umur Pahat
Untuk menentukan harga eksponen n dan konstanta CT dari rumus Taylor
(rumus 2.37) diperlukan suatu percobaan permesinan. Dari hasil percobaan tersebut didapat persamaan fungsi linier yaitu :
T C T n v log log log
+
=
... (2.38) *F.W. Taylor sendiri, pada tahun 1907, mengemukakan persamaan umur pahat tersebut berdasarkan percobaan laboratorium (rumus empiric) yang ia lakukan selama bertahun-tahun. Dengan analisis
Dapat diperkirakan dengan menggunakan analisa garis regresi (metode kuadrat terkecil, least squares method ) untuk menentukan harga terbaik dari eksponen n dan konstanta CT masing-masing beserta harga deviasi standartnya. Analisis
pendekatan secara grafis dapat pula ditempuh dengan cara mem-plot data pengamatan pada skala log - log.
Sebagaimana yang telah dibahas dalam analisis teoritik umur pahat, harga eksponen n merupakan harga spesifik bagi suatu kombinasi pahat dengan benda kerja. Demikian pula halnya dengan konstanta CT, dimana selain geometri pahat (α, γ, λ , r
dan terutama κ ) dan kondisi benda kerja (nontreated , annealed , normalized ) maka kondisi pemotongan (a dan f) dan batasan keausan maksimum yang diperbolehkan, sangat mempengaruhi harga CT. Dari hasil penelitian dengan dengan menggunakan
berbagai macam kombinasi pahat dan benda kerja serta dilakukan pada berbagai kondisi pemotongan, secara lebih umum konstanta Taylor dapat dituliskan seperti rumus empiric (Rochim, 1993) berikut :
v a f C T n
=
p q ... (2.39) Dimana :T: umur pahat : min f: gerak makan : mm/rev a: kedalaman : mm
v: kecepatan potong : m/min n: pangkat untuk umur pahat. p: pangkat untuk gerak makan.
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
3. Pembahasan Atas Rumus Empirik Umur Pahat
Rumus empirik Taylor jikalau ditransformasikan kedalam harga logaritma akan mempunyai bentuk linier sebagai berikut :
a n q f n p v n C n
T 1log 1 log log log
log
=
−
−
−
... (2.40)Turunan dari persamaan di atas akan menghasilkan :
a da n q f df n p v dv n T dT
=
−
1−
−
... (2.41)Untuk mendapatkan eksponen n, p, q diperlukan waktu dan biaya yang sangat mahal. Sebab, untuk suatu kombinasi antara satu jenis pahat dengan satu jenis benda kerja saja sudah diperlukan pembuangan material (menjadi geram) yang amat banyak. Guna memperkecil usaha pengamatan, diperlukan perencanaan percobaan yang baik, misalnya dengan cara factorial (factorial design of experiment). Karena ada 3 variabel yang dapat diubah harganya (v, f dan a) dan satu variable yang diamati (T) maka paling sedikit diperlukan 8 kali percobaan apabila untuk masing-masing variable hanya diubah pada 2 harga (8 = 23). Data hasil percobaan dapat dianalisis dengan menggunakan salah satu teknik analisis statistic yaitu analisis regresi linier multi dimensi (1 variabel diamati, dan 3 variabel ditetapkan). Untuk itu diperlukan transformasi logaritmik supaya fungsi yang diselidiki dapat dianggap menjadi linier. Tujuan dari analisis regresi ini adalah untuk memperkirakan harga β0, β1, β2 dan β3
dari rumus korelasi berikut :
a f
v
T log log log
log
=
β 0+
β 1+
β 2+
β 3 ... (2.42)Dengan mengetahui harga β0, β1, β2 dan β3 maka eksponen n, p dan q serta kontanta C
Kebagusan atas persesuaian antara data dengan rumus regresi di atas dapat diketahui dengan memeriksa harga varian residu yang harus berharga kecil.
2.1.7 Hubungan Umur pahat (T) Dengan Volume Bahan Terbuang (Q)
Volume bahan terbuang (Q) yang dihasilkan pada proses pembuangan geram (metal removal process) dipengaruhi oleh kecepatan penghasilan geram (Z) dan waktu pemotongan (t c) atau dapat dituliskan sebagai berikut.
c
t Z
Q
=
. ... (2.43)Jika persamaan (2.43) dengan Z = A . v disubstitusikan ke persamaan umur pahat Taylor, maka akan diperoleh :
t s r a f v C Q
=
. . . ………(2.44) 2.2 Bahan Pahat2.2.1 Bahan Pahat Komersial
Dalam suatu pemesinan jenis pekerjaan pemesinan yang tertentu diperlukan pahat dari jenis material yang cocok. Keterbatasan kemampuan suatu jenis material pahat perlu diperhitungkan. Berikut adalah pahat yang sering digunakan menurut
urutannya mulai dari material yang relatif lunak sampai dengan yang paling keras sebagai berikut :
1. Baja Karbon Tinggi ( High Carbon Steel, Carbon Tool Steels, CTS) 2. HSS ( High Speed Steels, Tool Steels)
3. Paduan Cor Nonlogam (Cast Nonferous Alloys, Cast Carbides) 4. Karbida (Cermeted Carbides, Hardmetals)
Yuki Febrian :
Yuki Febrian : MengembangkaMengembangkan Model n Model Matematika TMatematika T, Q Dan Mrr Sebagai Parameter Karakteristik Performa, Q Dan Mrr Sebagai Parameter Karakteristik Performa 5. Keramik (
5. Keramik (CeramicCeramic)) 6. CBN (
6. CBN (Cubic Boron NitrideCubic Boron Nitride)) 7. Intan (
7. Intan (Sintered Diamons & Natural DiamondsSintered Diamons & Natural Diamonds))
2.2.2 Bahan Pahat Karbida 2.2.2 Bahan Pahat Karbida
Jenis karbida yang disemen (
Jenis karbida yang disemen (Cemeted CarbidesCemeted Carbides) merupakan bahan pahat yang) merupakan bahan pahat yang dibuat dengan cara menyinter serbuk karbida (nitrida dan oksida) dengan bahan dibuat dengan cara menyinter serbuk karbida (nitrida dan oksida) dengan bahan pengikat
pengikat yang yang umumnya umumnya dari dari cobalt cobalt (Co), (Co), dengan dengan caracara carburizingcarburizing masing-masing masing-masing bahan dasar
bahan dasar serbuk serbuk Tungsten (woTungsten (wo lfram), Tlfram), Titanium, Taitanium, Tantalum dibuat ntalum dibuat menjadi karmenjadi karbidabida yang kemudian digiling dan disaring. Campuran serbuk karbida tersebut kemudian yang kemudian digiling dan disaring. Campuran serbuk karbida tersebut kemudian dicampur dengan bahan pengikat (Co) dan dicetak tekan dengan memakai bahan dicampur dengan bahan pengikat (Co) dan dicetak tekan dengan memakai bahan pelumas
pelumas kemudian kemudian dipanaskan dipanaskan sampai sampai 16001600 00C. Ada tiga jenis bahan utama pahatC. Ada tiga jenis bahan utama pahat karbida yaitu :
karbida yaitu :
1.Karbida Tungsten ( WC + Co ) yang merupakan jenis pahat karbida untuk 1.Karbida Tungsten ( WC + Co ) yang merupakan jenis pahat karbida untuk
memotong besi tuang. memotong besi tuang. 2.Karbida Tun
2.Karbida Tungsten Paduan gsten Paduan (WC .TiC (WC .TiC +Co; WC-TaC-TiC + +Co; WC-TaC-TiC + Co ; WC Co ; WC –TaC+–TaC+ Co ; WC-TiC-TiN+Co; TiC + Ni,Mo)
Co ; WC-TiC-TiN+Co; TiC + Ni,Mo) merupakan jenis pahat karbida yangmerupakan jenis pahat karbida yang digunak
digunakan uan untuk pemotongan baja.ntuk pemotongan baja. 3.Karbida lapis (
3.Karbida lapis (Coated Cemeted CarbidesCoated Cemeted Carbides) merupakan jenis karbida Tungsten) merupakan jenis karbida Tungsten yang
yang dilapis. dilapis. (Rochim (Rochim 1993).1993). a.
a. Karbida tunKarbida tungsten gsten (WC (WC + Co)+ Co) Karbida
Karbida tungsten tungsten murni murni merupakan merupakan jenis jenis yang yang paling paling sederhana sederhana terdiriterdiri dari karbida tungsten (WC
untuk pemesinan dimana mekanisme keausan pahat terutama disebabkan untuk pemesinan dimana mekanisme keausan pahat terutama disebabkan oleh proses abrasi seperti terjadi pada berbagai besi tuang, apabila oleh proses abrasi seperti terjadi pada berbagai besi tuang, apabila digunakan untuk baja akan terjadi keausan kawah yang berlebihan. Untuk digunakan untuk baja akan terjadi keausan kawah yang berlebihan. Untuk pemesinan baja dipakai jenis karbida
pemesinan baja dipakai jenis karbida tungsten paduan ( Destefani 2002).tungsten paduan ( Destefani 2002).
b.
b. Karbida Karbida WC-TiC WC-TiC + + CoCo
Pengaruh utama dari TiC adalah mengurangi tendensi dari geram untuk Pengaruh utama dari TiC adalah mengurangi tendensi dari geram untuk melekat pada muka pahat (BUE :
melekat pada muka pahat (BUE : Buit Buit Up Up EdgeEdge) serta menaikkan daya) serta menaikkan daya tahan k
tahan keausan kawah eausan kawah ( Destefani ( Destefani 2002).2002). c.
c. Karbida WC- TaC- TiC +CoKarbida WC- TaC- TiC +Co
Penambahan TaC memperbaiki efek samping TiC yang menurunkan Penambahan TaC memperbaiki efek samping TiC yang menurunkan transverse rupture strength
transverse rupture strength.. Hot Hot HardnessHardness dandan compressive strengthcompressive strength dipertinggi, sehingga ujung pahat tahan terhadap deformasi plastik dipertinggi, sehingga ujung pahat tahan terhadap deformasi plastik (Rochim 1993).
(Rochim 1993). d.
d. Karbida WC –TaC + CoKarbida WC –TaC + Co
Pengaruh TaC adalah hampir serupa dengan pengaruh TiC, akan tetapi Pengaruh TaC adalah hampir serupa dengan pengaruh TiC, akan tetapi TaC lebih lunak dibandingkan dengan TiC. Jenis ini lebih tahan terhadap TaC lebih lunak dibandingkan dengan TiC. Jenis ini lebih tahan terhadap thermal shock
thermal shock cocok cocok untuk puntuk pembuatan aluembuatan alur ( Destefani 2002r ( Destefani 2002).). e.
e. Karbida Lapis (Karbida Lapis (Coated Cemented CarbideCoated Cemented Carbide))
Jenis karbida lapis ini sedang berkembang dan banyak digunakan dalam Jenis karbida lapis ini sedang berkembang dan banyak digunakan dalam berbagai
berbagai jenis jenis permesinan, permesinan, pemakainya pemakainya sekitar sekitar 40 40 % % dari dari seluruh seluruh jenisjenis pahat karbida yang d
Yuki Febrian :
Yuki Febrian : MengembangkaMengembangkan Model n Model Matematika TMatematika T, Q Dan Mrr Sebagai Parameter Karakteristik Performa, Q Dan Mrr Sebagai Parameter Karakteristik Performa
(WC + Co) yang dilapis dengan bahan keramik (karbida, nitrida dan (WC + Co) yang dilapis dengan bahan keramik (karbida, nitrida dan oksida) yang keras
oksida) yang keras tahan terhadap temperatur ttahan terhadap temperatur tininggi ( Destefani 2002 ).ggi ( Destefani 2002 ). 2.2.3 Pahat Karbida Pada
2.2.3 Pahat Karbida Pada Operasi PembubutanOperasi Pembubutan 1.
1. Geometri PahatGeometri Pahat
Proses pemesinan menggunakan pahat sebagai perkakas potongnya dan Proses pemesinan menggunakan pahat sebagai perkakas potongnya dan geometri pahat tersebut merupakan salah satu faktor terpenting yang menentukan geometri pahat tersebut merupakan salah satu faktor terpenting yang menentukan keberhasilan suatu proses pemesinan. Geometri pahat harus dipilih dengan benar keberhasilan suatu proses pemesinan. Geometri pahat harus dipilih dengan benar disesuaikan dengan jenis material benda kerja, material pahat, dan kondisi disesuaikan dengan jenis material benda kerja, material pahat, dan kondisi pemotongan sehingga salah sat
pemotongan sehingga salah satu atau u atau beberapa objektif beberapa objektif seperti tseperti tingginyingginya umur paa umur pahat,hat, rendahnya gaya atau daya pemotongan, halusnya permukaan, dan ketelitian geometri rendahnya gaya atau daya pemotongan, halusnya permukaan, dan ketelitian geometri produk dapat ter
produk dapat tercapai. Untuk itu, dcapai. Untuk itu, disini akan dibahas oisini akan dibahas optimisasi geometri ptimisasi geometri pahat bubutpahat bubut yaitu sudut-sudut pahat ditinjau dalam sistem referensi orthogonal karena dalam yaitu sudut-sudut pahat ditinjau dalam sistem referensi orthogonal karena dalam sistem referensi yang lain efeknya akan sama.
sistem referensi yang lain efeknya akan sama. a.
a. Sudut Bebas (Sudut Bebas (αα))
fungsinya adalah mengurangi gesekan antara bidang utama A
fungsinya adalah mengurangi gesekan antara bidang utama Aαα dengan bidang dengan bidang transien dari benda kerja sehingga temperatur tinggi akibat gesekan dapat dihindari transien dari benda kerja sehingga temperatur tinggi akibat gesekan dapat dihindari sehingga aus tepi tidak cepat t
sehingga aus tepi tidak cepat terjadi.erjadi. Gerak makan f
Gerak makan f akan menenakan menentukan harga stukan harga sudut bebas, udut bebas, semakin besar semakin besar gerakgerak makan maka gaya pemotongan akan semakin besar sehingga untuk memperkuat pahat makan maka gaya pemotongan akan semakin besar sehingga untuk memperkuat pahat dibutuhkan sudut penampang
dibutuhkan sudut penampang ββoo yang besar yaitu dengan memperkecil sudut bebas yang besar yaitu dengan memperkecil sudut bebas αα
bila sudut geram
bila sudut geram γγ tetap. tetap.
Umumnya untuk suatu harga gerak makan tertentu, ada suatu harga optimum Umumnya untuk suatu harga gerak makan tertentu, ada suatu harga optimum bagi
bagi sudut sudut bebas bebas yang yang memberikan memberikan umur umur pahat pahat tertinggi. tertinggi. Umur Umur pahat pahat akan akan naik naik jikajika sudut bebas diperkecil (karena gesekan berkurang), akan tetapi setelah mencapai sudut bebas diperkecil (karena gesekan berkurang), akan tetapi setelah mencapai
harga optimum, umur pahat akan kembali menurun karena kecilnya sudut penampang harga optimum, umur pahat akan kembali menurun karena kecilnya sudut penampang yang menghalangi proses perambatan panas. Sebagai petunjuk umum dalam yang menghalangi proses perambatan panas. Sebagai petunjuk umum dalam pemesinan baja, harga sudut bebas dipilih sesuai den
pemesinan baja, harga sudut bebas dipilih sesuai dengan gerak makan, yaitu :gan gerak makan, yaitu : ff ≤ ≤ 0,2 0,2 mmm/rev, makam/rev, maka ααoo = 12 = 12oo
f
f > > 0,2 0,2 mm/rev, mm/rev, makamaka ααoo = = 88oo
b. Sudut Geram ( b. Sudut Geram (γγ))
Sudut geram adalah sudut dari bidang geram terhadap bidang normal. Sama Sudut geram adalah sudut dari bidang geram terhadap bidang normal. Sama seperti sudut bebas, sudut geram juga memiliki harga optimum. Untuk kecepatan seperti sudut bebas, sudut geram juga memiliki harga optimum. Untuk kecepatan potong
potong tertentu, tertentu, sudut sudut geram geram yang yang besar besar akan akan menurunkan menurunkan rasio rasio pemampatan pemampatan tebaltebal geram
geram λ λ hh yang mengakibatkan kenaikan sudut geseryang mengakibatkan kenaikan sudut geser ФФ yang besar akan menurunkan yang besar akan menurunkan
penampang bidang geser A
penampang bidang geser Ashishisehingga gaya potong menurun, tapi sudut geramsehingga gaya potong menurun, tapi sudut geram γγ yang yang
terlalu besar akan menghambat proses perambatan panas sehingga temperatur naik, terlalu besar akan menghambat proses perambatan panas sehingga temperatur naik, hal ini mengakibatkan menurunnya umur pahat T.
hal ini mengakibatkan menurunnya umur pahat T. c.
c. Sudut Miring (Sudut Miring (λ λ ))
Sudut miring mempengaruhi arah aliran geram, bila berharga nol maka arah Sudut miring mempengaruhi arah aliran geram, bila berharga nol maka arah aliran geram tegak lurus mata potong. Dengan adanya sudut miring, maka panjang aliran geram tegak lurus mata potong. Dengan adanya sudut miring, maka panjang kontak antara pahat dan benda kerja menjadi lebih diperpanjang. Temperatur bidang kontak antara pahat dan benda kerja menjadi lebih diperpanjang. Temperatur bidang kontak akan mencapai harga minimum bila
kontak akan mencapai harga minimum bila λ λ ss = = + + 55oo untuk proses penghalusan untuk proses penghalusan
(( finishing finishing) dan -5) dan -5oo untuk proses pengasaran ( untuk proses pengasaran (roughingroughing).). d.
d. Sudut Potong Utama (k Sudut Potong Utama (k r r ))
Sudut potong utama memp
Sudut potong utama mempunyai peran antara unyai peran antara lain :lain : i.
i. Menentukan lebar dan tebal geram sebelum terpotong (b dan h).Menentukan lebar dan tebal geram sebelum terpotong (b dan h). ii.
ii. Menentukan Menentukan panjang mata potong panjang mata potong yang yang aktif atau panjang aktif atau panjang kontak antarakontak antara geram dengan bidang pahat, dan
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
iii. Menentukan besarnya gaya radial Fx
Gaya radial akan membesar dengan pengecilan k r , hal ini akan menyebabkan
lenturan yang besar ataupun getaran sehingga menurunkan ketelitian geometri produk dan hasil pemotongan terlalu kasar.
e. Sudut Potong Bantu (k’r )
Pada prinsipnya, sudut potong bantu dapat dipilih sekecil mungkin karena selain memperkuat ujung pahat, maka kehalusan produk dapat dipertinggi. Yang menjadi kendala adalah kekakuan sistem pemotongan karena k’r yang kecil akan
mempertinggi gaya radial Fx, sebagai petunjuk :
i. sistem pemotongan yang kaku, k’r = 5o s.d 10o
ii. sistem pemotongan yang lemah, k’r = 10o s.d 20o
f. Radius Pojok (r є)
Radius pojok berfungsi untuk memperkuat ujung pertemuan antara mata potong utama S dengan mata potong minor S’ dan selain itu menentukan kehalusan permukaan hasil pemotongan
Untuk r є yang relatif besar, maka bersama-sama dengan gerak makan yang
dipilih sehingga mempengaruhi kehalusan permukaan produk.
2. Kondisi Pemotongan
Pada dasarnya dalam setiap proses pemesinan ada tiga variabel proses yang perlu ditetapkan harganya yaitu kedalaman potong a, gerak makan f, dan kecepatan potong v, untuk menghasilkan produk sesuai dengan geometri dan toleransi yang diminta. Sesuai dengan urutan proses yang direncanakan, jelas perlu ditentukan terlebih dahulu jenis mesin perkakas dan pahatnya (material pahat disesuaikan dengan
material benda kerja, geometri pahat disesuaikan dengan kondisi proses yang direncanakan). Kemudian tiga variabel proses di atas harus dipilih supaya kecepatan penghasilan geram setinggi mungkin. Kecepatan penghasilan gera m yang tinggi dapat dicapai dengan menaikkan ketiga variabel proses tersebut dengan urutan yaitu kedalaman potong (sebesar mungkin) ditentukan terlebih dahulu dengan memperhatikan dimensi bahan dan dimensi produk (dimensi akhir), kekakuan sistem, dan dimensi mata potong pahat, sehingga langkah pemotongan sependek mungkin (satu atau beberapa langkah pengasaran dan mungkin diperlukan langkah akhir yang berupa penghalusan). Gerak makan ditentukan sebesar mungkin, tergantung pada gaya pemotongan maksimum yang diizinkan ( defleksi) serta tingkat kehalusan permukaan yang diminta (tidak selalu harus halus), kecepatan potong harus ditentukan supaya daya pemotongan (Nc) tidak melebihi daya tersedia (Nmr ) serta
umur pahat diharapkan sesuai dengan batasan yang akan ditentukan kemudian. Prosedur penentuan harga ketiga variabel proses ini pada umumnya dapat dilaksanakan dengan mudah pada proses pemesinan dimana tidak terjadi fluktuasi gaya.
3. Aus Pahat
Dalam prakteknya umur pahat tidak hanya dipengaruhi oleh geometri pahat saja melainkan juga oleh semua factor yang berkaitan dengan proses pemesinan, yaitu antara lain jenis material benda kerja dan pahat, kondisi pemotongan (kecepatan potong, kedalaman potong, dan gerak makan), cairan pendingin dan jenis proses pemesinan. Dalam berbagai situasi seperti ini proses pemesinan tidak akan berlangsung terus sebagaimana yang dikehendaki karena makin lama pahat akan
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
menunjukkan tanda-tanda yang menjurus kepada kegagalan proses pemesinan. Kerusakan atau keausan pahat akan terjadi dan penyebabnya harus diketahui untuk menentukan tindakan koreksi sehingga dalam proses pemesinan selanjutnya umur pahat diharapkan menjadi lebih tinggi.
Selama proses pembentukan geram berlangsung, pahat dapat mengalami kegagalan dari fungsinya yang normal karena berbagai sebab, antara lain :
a. Keausan yang secara bertahap membesar (t umbuh) pada bidang aktif pahat. b. Retak yang menjalar sehingga menimbulkan patahan pada mata potong
pahat.
c. Deformasi plastik yang akan mengubah bentuk/geometri pahat.
2.3 Bahan Material
Secara garis besar material bahan dapat dikelompokkan kedalam dua jenis, yaitu bahan logam (Ferrous Metal) dan bahan bukan logam ( Non Ferrous Metal).
2.3.1. Bahan Logam ( Ferrous Metal ) 1. Paduan Aluminium
Aluminium mempunyai sifat tahan karat yang baik selain itu juga sebagai penghantar listrik yang baik dan mudah ditempa. Pada umumnya, alumunium bersifat lunak, yaitu 20 BHN (Kalpakjian, 1995). Unsur-unsur lain ditambahkan untuk meningkatkan sifat-sifat Al.
Pengaruh dari elemen paduan akan menentukan karakteristik Al sebagai berikut : a. Seri 1000
Dengan 99% Al atau lebih tinggi banyak digunakan pada batang kelistrikan dan kimia. Sifatnya yaitu tahan korosi, termal yang tinggi, konduktivitas elektrik, sifat mekanik yang rendah dan ketermesinan yang baik.
b. Seri 2000
Elemen paduan utamanya tembaga 4.5% yang memiliki sifat mekanis dan ketermesinan yang baik tapi mampu cor yang buruk. Paduan ini butuh laku panas untuk dapat sifat yang optimum. Paduan ini memiliki ketahanan korosi
yang paling buruk di antara paduan seri lainnya. Paduan yang terkenal : 2024 yang digunakan pada industri penambangan.
c. Seri 3000
Mn elemen utama paduan yang biasanya tak dilaku panas. Tetapi dengan penambahan Mn sampai optimal (15%) untuk mendapatkan sifat keter mesinan
yang baik. Contoh seri 3003.
d. Seri 4000
Elemen utama dalam paduannya adalah Si yang dapat menurunkan titik lebur tanpa menyebabkan kegetasan.Sebagai contoh, AL-Si digunakan sebagai elektroda las dan paduan Brazing. Paduan ini biasanya tak dilaku panas.
e. Seri 5000
Mg adalah elemen paduan terbaik untuk Al. Mg dianggap lebih efektif dari Mn. Sebagai pengeras (0.8% Mg = 1.25% Mn). Paduan ini memiliki sifat mampu las dan ketahanan korosi yang baik. Penambahan kandungan Mg lebih banyak 3,5% akan menaikkan temperatur operasi sampai 150 0F.
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
Paduan ini dari Mg dan Si yang membentuk MgSi sehingga mampu mengalami laku panas. Paduan yang terkenal adalah 6061, paduan yang paling mampu dilaku panas walaupun kurang kuat dibanding seri 2000 atau 4000. Paduan ini memiliki mampu bentuk dan ket ahanan yang baik dengan kekuatan menengah.
g. Seri 7000
Zinc adalah paduan utama dan ketika dicampur dengan persentase Mg yang kecil menghasiulkan paduan yang mampu laku panas dengan kekuatan yang sangat tinggi, paduan yang terkenal: 7075, yaitu paduan dengan kekuatan yang sangat tinggi.
2. Baja Karbon (Carbon Steel )
Faktor utama yang mempengaruhi sifat dari baja karbon adalah kandungan karbon dan mikrostruktur yang ditentukan oleh komposisi baja, seperti : C, Mn, Si, P, S, dan elemen sisanya seperti O2H2 dan N. Dan dengan pengerjaan akhir, pengerolan,
penempaan dan perlakuan panas.
Baja karbon biasa dalam fase perilitic, dalam kondisi penuangan, pengerolan, dan penempaan. Dalam kondisi hypo eutectoid adalah ferrite dan pearlite. Dan hypo eutectoid adalah cementite dan pearlite.
2.4 Pemesinan Kering ( Dry Machining) 2.4.1 Definisi
Pemesinan kering atau dalam dunia manufakturing dikenal dengan pemesinan hijau (Green Machining) merupakan suatu cara proses pemesinan atau pemotongan logam tanpa menggunakan cairan pendingin melainkan menggunakan partikel udara
sebagai media pendingin selama proses pemesinan berlangsung untuk menghasilkan suatu produk yang diinginkan dengan maksud untuk mengurangi biaya produksi, meningkatkan produktivitas serta ramah lingkungan.
Mengingat persaingan dalam dunia manufakturing begitu ketatnya maka penelitian terhadap teknologi pemesinan hijau (green machining) terus dilakukan, karena walaupun teknologi pemesinan hijau (green machining) terus berkembang akan tetapi teknologi yang ada sekarang ini hanya mampu digunakan untuk proses dengan pemakanan yang kecil sehingga biasanya hanya dipakai untuk proses penghalusan ( finishing).
2.4.2 Perkembangan Pemesinan Kering
Saat ini pengembangan pemesinan kering (Green machining) hangat dibicarakan di kalangan orang teknologi pemesinan. Pemesinan kering pada industri manufaktur sekarang ini masih sedikit sekali atau boleh dikatakan masih dalam tahap uji coba, ini disebabkan karena belum tegaknya undang-undang lingkungan hidup dan masih minimnya pahat yang direkomendasi untuk pemesinan kering, sehingga industri manufaktur masih tetap bertahan pada sistem yang lama yaitu pemesinan basah ( Molinary & Nouari 2003, Grzesik & Nieslony 2003 ). Ada tiga
faktor yang menyebabkan pemesinan kering menjadi menarik dibicarakan yaitu : 1. Pemesinan kering hanya dipilih untuk mengatasi masalah pemutusan atau
penguraian rantai ikatan kimia yang panjang dengan waktu paruh yang sangat lama (non biodegradable) yang potensial untuk merusak lingkungan. 2. Teknik pemesinan kering sangat potensial untuk mengurangi biaya produksi.
Yuki Febrian : Mengembangkan Model Matematika Tl, Q Dan Mrr Sebagai Parameter Karakteristik Performa
pemotongan (7-20) % dari biaya pahat total. Jumlah ini adalah dua sampai empat kali lebih besar dari biaya pahat potong.
3. Salah satu cara pemesinan yang tidak menimbulkan limbah dan pengabutan udara serta tidak menimbulkan sisa pada serpihan adalah pemesinan kering (Sreejith & Ngoi 2000, Sokovic & Mijanovic 2001).
Keuntungan utama dari cairan pemotongan adalah untuk mengurangi panas dan gesekan yang ditimbulkan sepanjang daerah pemotongan serta juga bermanfaat untuk membersihkan serpihan dari daerah pemotongan. Jika cairan pemotongan tidak digunakan pada proses pemesinan maka kedua keuntungan di atas tidak diperoleh mengakibatkan koefisien gesekan serta suhu pemotongan meningkat sehingga akan menimbulkan keausan pada pahat yang disebabkan difusi pahat. Mekanisme keausan pahat ditunjukkan dalam pemotongan kering beban kerja tinggi (beban termal) Sebaliknya dalam perspektif pahat sebagai material yang rapuh, pemotongan kering memberikan manfaat untuk menghindari tegangan termal yang umumnya diindikasikan oleh keretakan sisir (comb crack ) pada permukaan pahat potong (Che Haron 2001).
Pahat potong dioptimalkan dengan pemilihan material pahat bersalut dan geometri pahat yang sesuai. Material yang tahan terhadap suhu yang tinggi dan keausan tinggi adalah karbida, sermet, keramik, CBN dan PCD. Tujuan penggunaan pemesinan kering ini, untuk mencapai peningkatan kemampuan mesin dengan mengurangi koefisien gesekan dan panas selama proses pemotongan. Sekarang ini material yang berlapis telah ditemukan menjamin suksesnya pemesinan kering. Studi literatur menyatakan bahwa pengaruh cairan pemotongan yang digunakan terhadap dampak lingkungan pertama sekali dianalisa dan dipublikasikan (Klocke and
Eisenblatter 1997). Mereka melaporkan bahwa pemesinan kering dapat dilakukan dengan hasil yang diharapkan pada besi tuang, karbon dan baja tuangan. Graham (2000) juga melaporkan bahwa perubahan dari pemesinan yang menggunakan cairan pemotongan ke pemesinan kering dapat dilakukan untuk beberapa logam seperti baja, besi tuang dan aluminium. Sreejith and Ngoi (2000) di dalam papernya berjudul pemesinan kering untuk masa yang akan datang sangat diharapkan.
Graham (2000), Sreejith and Ngoi (2000) melaporkan bahwa pemesinan yang sukses untuk masa yang akan datang adalah pemesinan kering dengan menggunakan pahat potong karbida berlapis, CBN, Sialon dan PCD. CBN dan PCD telah banyak digunakan untuk pemesinan kering kecepatan tinggi 1000 m/menit. Dalam kasus baja paduan, beberapa peneliti melaporkan bahwa karbida berlapis keramik, CBN dan
PCD sangat potensial digunakan (Che Haron et al 2001, Grzesik & Nieslony 2003). Pemesinan kering meniadakan kebutuhan untuk pembuangan dan pembelian cairan pendingin, menghapus ditutupnya produksi pembersih pemesinan dan meningkatkan keselamatan dan kesehatan pekerja. Pemesinan kering juga akan memberikan lebih bersih lingkungan benda kerja seperti tak adanya minyak yang melekat pada benda kerja. Selain itu, geram akan menjadi tak terkontaminasi. Keuntungan biaya dari pemesinan kering meliputi tanpa pendingin, tanpa pompa pendingin, tak ada pembelian filter dan tak ada penjualan pembersih geram (Bulloch