BAB II
TINJAUAN PUSTAKA
2.1 Aus pahat
Pada prinsipnya kecepatan pertumbuhan keausan menentukan laju saat berakhirnya masa guna pahat. Pertumbuhan keausan tepi pada umumnya mulai dengan pertumbuhan yang relatif cepat sesaat setelah pahat digunakan, diikuti pertumbuhan yang linier setaraf dengan bertambahnya waktu pemotongan (jumlah waktu yang digunakan untuk proses memotong), dan kemudian pertumbuhan yang cepat terjadi lagi. Saat dimana pertumbuhan keausan cepat mulai berulang lagi dianggap sebagai batas umur pahat, dan hal ini umumnya terjadi pada harga keausan tepi (VB) yang relatif sama untuk kecepatan potong yang berbeda.
Keausan adalah proses bertahap, kurang lebih seperti ujung pada pensil. Laju pada keausan pahat tergantung kepada pahat dan material benda kerja, geometri pahat, parameter proses, cairan pemotongan dan karakteristik dari pahat yang digunakan.keausan pahat dan perubahan pada geometry selama pemesinan dapat diklasifikasikan menjadi beberapa jenis yaitu: keausan tepi (flank wear), keausan kawah (crater wear), Keausan ujung (nose wear), Notching, deformasi plastik dari ujung pahat (plastic deformation of tool tip), chipping dan gross fracture.
Keasusan tepi ( flank wear ) terjadi pada bagian sisi dari pahat. Keausan ini memiliki tanda seperti gesekan antara pahat dengan permukaan benda kerja yang menyebabkan keausan abrasif dan adhesif, dan temperatur yang tinggi dan menyebabkan perubahan properti dari pahat dan juga benda kerja.
Keausan kawah terjadi pada permukaan beram pada pahat. Dapat terlihat bahwa keausan kawah mempengaruhi kotak pada geometri pahat dengan chip. Faktor yang mempengaruhi keausan kawah adalah temperatur antara chip dengan pahat, pengaruh kimia antara pahat dengan benda kerja dan juga faktor yang mempengaruhi keausan tepi juga mempengaruhi keausan kawah. Keausan kawah biasanya dikaitkan dengan mekanisme, yaitu perpindahan antara atom-atom dari kontak antara pahat dengan geram benda kerja. Nilai difusi akan meningkat seiring dengan kenaikan temperatur. Mengaplikasikan lapisan pada pahat akan mengurangi proses difusi dan mengurangi keausan pahat. Lapisan yang umum digunakan adalah: titanium nitride, titanium carbide, titanium carbonitride,dan aluminium oxide.
Nose wear yaitu pembulatan dari pahat yang tajam dikarenakan efek dari temperatur dan mekanis. Nose wear ini membuat pahat tumpul, mempengaruhi formasi chip, menyebabkan gesekan berlebih antara pahat dengan benda kerja sehingga terjadi kenaikan temperatur dan mungkin terjadi stress sisa pada permukaan benda kerja.
Takik (Notches) atau alur (grooves) juga biasanya terlihat pada pahat bisanya terjadi ketika chip tidak lagi terjadi kontak dengan pahat. Chipping juga merupakan keausan pahat yang berart terjadi pecahan dari sudut potong pahat. Fenomena ini biasanya terjadi pada material pahat yang getas seperti keramik, sama dengan terpecahnya ujung pensil jika terlalu tajam. Bagian pahat yang terpecah bisa menjadi sangat kecil (microchipping / macrochipping) ataupun bisa menjadi ukuran yang relative besar yang disebut gross chipping, gross fracture dan catastrophic failure.
Chipping bisa juga terjadi pada bagian pahat yang retak ataupun cacat. Tidak seperti aus, yang mana adalah proses bertahap. Chipping terjadi kehilangan material dari pahat secara tiba tiba dan berubah sesuai dengan bentuknya. Chipping bisa menjadi efek kerugian utama dalam hasil permukaan benda kerja, integritas permukaan, dan akurasi dimensi dari benda kerja
Dua penyebab utama daripada chipping adalah:
1. Shock mekanis (mechanical shock) : akibat proses pemotongan yang terputus.
2. Kelelahan thermal (thermal fatigue) : variasi dari temperatur pahat pada saat pemotongan terputus.
Retak thermal biasanya tegak lurus dari pada sudut pemotongan dari pahat. Variasi utama dari komposisi atau sturktur/material benda kerja juga bisa menyebabkan chipping. Chipping bisa dikurangi dengan memilih material yang memiliki nilai impact yang tinggi dan tahan terhadap shock temperatur.
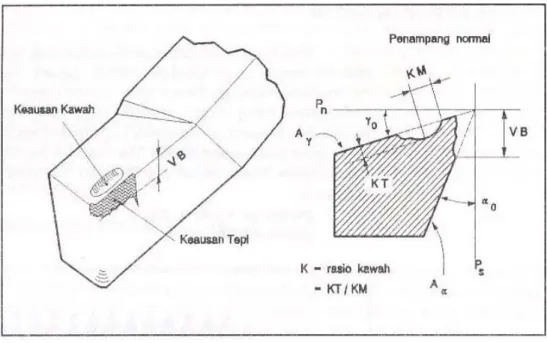
Adapun Karakteristik beberapa ragam aus pahat yang mungkin terjadi seperti pada Gambar 2.1. Adapun aus pahat dikarakteristikkan dengan:
1. Pembentukan kawah (crater) dihasilkan dari suhu pemotongan dan aksi serpihan yang mengalir sepanjang permukaan sadak (rake face)
2. Aus pada sisi tepi (flank) VB adalah aus sisi pahat berupa aus mekanis abrasif yang terjadi pada sisi rusuk pahat karena perubahan bentuk radius ujung pahat potong
Sumber : Taufiq Rochim (1993)
Gambar 2.1 Kriteria mode kegagalan pahat aus sisi dan aus kawah
2.2 Suhu pemotongan
Hampir seluruh energi pemotongan diubah menjadi panas melalui proses gesekan, antara geram dengan pahat dan antara pahat dengan benda kerja, serta proses perusakan molekuler atau ikatan atom pada bidang geser (shear plane). Panas ini sebagian besar terbawa oleh geram, sebagian merambat melalui pahat dan sisanya mengalir melalui benda kerja menuju kesekeliling. Panas yang timbul tersebut cukup besar dan karena luas bidang kontak relatif kecil maka temperatur pahat, terutama bidang geram dan bidang utamanya, akan sangat tinggi. Karena tekanan yang besar akibat gaya pemotongan serta temperatur yang tinggi maka permukaan aktif dari pahat akan mengalami keausan. Keausan tersebut makin lama makin membesar yang selain memperlemah pahat juga akan memperbesar gaya pemotongan sehingga dapat menimbulkan kerusakan fatal. [2]
Kerja / energy mekanik dalam proses pemotongan yang bebas getaran seluruhya diubah menjadi panas/kalor. Berdasarkan hasil penelitian pada berbagai kondisi pemotongan, presentase panas yang dihasilkan pada bidang geser, bdang gram dan bidang utama masing masing berkisar antara harga 80%, 18%, dan 2% panas tersebut sebagian akan terbawa oleh geram , sebagian mengalir menuju ke pahat dan benda kerja dengan persentase panas yang terbawa oleh geram 75%, panas yang merambat melalui pahat dengan persentase sekitar 20% dan panas yang merambat melalui benda kerja sekitar 5%.
Meskipun persentase panas yang terbawa geram sangat tinggi tidaklah berarti bahwa temperature geram menjadi lebih tinggi daripada temperature pahat. Panas mengalir bersama sama geram menjadi lebih tinggi daripada temperature pahat . panas mengalir bersama sama geram yang selalu terbentuk dengan kecepatan tertentu , sedangkan panas yang merambat melalui pahat terjadi sebagai proses konduksi panas yang dipengaruhi oleh konduktivitas panas material pahat serta penampang pahat yang relative kecil. Dengan demikian temperature pahat akan lebih tinggi (kurang lebih 2 kalinya) dari temperature rata rata geram , serta temperature benda kerja.
2.3 Pembubutan CNC
Elemen dasar dari proses bubut seperti diketahui atau dihitung dengan menggunakan rumus yang dapat diturunkan dengan memperlihatkan kondisi pemotongan ditentukan dengan berikut,
Benda kerja : d0 = diameter mula; mm,
lt = panjang pemesinan; mm,
Pahat : kr = sudut potong utama; o,
0 = sudut geram ; 0,
Mesin bubut; a = kedalaman potong; mm, 𝑎𝑎= (𝑑𝑑0− 𝑑𝑑𝑚𝑚)/2 ; mm,
f = gerak makan; mm/(r)
n = putaran poros utama (benda kerja); (r)/min. Elemen dasar dapat dihitung dengan rumus rumus berikut,
1. Kecepatan potong :
𝑣𝑣= 𝜋𝜋1000.𝑑𝑑.𝑛𝑛 ; m/min ………..………..…(2.1) Dimana, d = diameter rata rata, yaitu,
𝑑𝑑 =𝑑𝑑0+ 𝑑𝑑𝑚𝑚 2 =𝑑𝑑0 ; mm, ………(2.2) 2. Kecepatan makan : 𝑣𝑣𝑓𝑓 = 𝑓𝑓.𝑛𝑛 ; mm/min, ………(2.3) 3. Waktu pemotongan : 𝑡𝑡𝑐𝑐 = 𝑙𝑙𝑠𝑠/𝑣𝑣𝑓𝑓 ; min, ………(2.4)
4. Kecepatan penghasilan geram
Dimana, penampang geram sebelum terpotong A= f.a ; mm2,
Maka = 𝑓𝑓.𝑎𝑎.𝑣𝑣 ; cm3/min ………...………(2.5) Mesin perkakas CNC sebenarnya serupa dengan mesin perkakas biasa (konvensional) yang terdiri dari beberapa jenis sesuai dengan jenis proses yang biasa dilakukan. Mesin CNC ini memerlukan berbagai perangkat lunak (program) dalam pengoperasiannya, misalnya program sistem operasi (Operating System), program program kelengkapan (Utility Program), dan program program aplikasi khusus (Special Aplication Program) bagi computer pengontrolnya.
CNC singkatan dari Computer Numerically Controlled, merupakan mesin perkakas yang dilengkapi dengan sistem mekanik dan kontrol berbasis komputer yang mampu membaca instruksi kode N, G, F, T, dan lain-lain, dimana kode-kode
tersebut akan menginstruksikan ke mesin CNC agar bekerja sesuai dengan program benda kerja yang akan dibuat. Secara umum cara kerja mesin perkakas CNC tidak berbeda dengan mesin perkakas konvensional. Fungsi CNC dalam hal ini lebih banyak menggantikan pekerjaan operator dalam mesin perkakas konvensional. Misalnya pekerjaan setting tool atau mengatur gerakan pahat sampai pada posisi siap memotong, gerakan pemotongan dan gerakan kembali keposisi awal, dan lain-lain.
Demikian pula dengan pengaturan kondisi pemotongan (kecepatan potong, kecepatan makan dan kedalaman pemotongan) serta fungsi pengaturan yang lain seperti penggantian pahat, pengubahan transmisi daya (jumlah putaran poros utama), dan arah putaran poros utama, pengekleman, pengaturan cairan pendingin dan sebagainya. Mesin perkakas CNC dilengkapi dengan berbagai alat potong yang dapat membuat benda kerja secara presisi dan dapat melakukan interpolasi yang diarahkan secara numerik (berdasarkan angka). Parameter sistem operasi CNC dapat diubah melalui program perangkat lunak (software load program) yang sesuai. Tingkat ketelitian mesin CNC lebih akurat hingga ketelitian seperseribu millimeter, karena penggunaan ballscrew pada setiap poros transportiernya. Ballscrew bekerja seperti lager yang tidak memiliki kelonggaran/spelling namun dapat bergerak dengan lancar.
Pada awalnya berlubang sebagai media untuk mentransfer kode G dan M ke sistem kontrol. Setelah tahun 1950, ditemukan metode baru mentransfer data dengan menggunakan kabel RS232, floppy disks, dan terakhir oleh Komputer Jaringan Kabel (Computer Network Cables) bahkan bisa dikendalikan melalui internet.
Akhir-akhir ini mesin-mesin CNC telah berkembang secara menakjubkan sehingga telah mengubah industri pabrik yang selama ini menggunakan tenaga manusia menjadi mesin-mesom otomatik.
Dengan telah berkembangnya Mesin CNC, maka benda kerja yang rumit sekalipun dapat dibuat secara mudah dalam jumlah yang banyak. Selama ini pembuatan komponen/suku cadang suatu mesin yang presisi dengan mesin perkakas manual tidaklah mudah, meskipun dilakukan oleh seorang operator mesin perkakas yang mahir sekalipun. Penyelesaiannya memerlukan waktu lama. Bila ada permintaan konsumen untuk membuat komponen dalam jumlah banyak dengan waktu singkat, dengan kualitas sama baiknya, tentu akan sulit dipenuhi bila menggunakan perkakas manual. Apalagi bila bentuk benda kerja yang dipesan lebih rumit, tidak dapat diselesaikan dalam waktu singkat. Secara ekonomis biaya produknya akan menjadi mahal, hingga sulit bersaing dengan harga di pasaran. Tuntutan konsumen yang menghendaki kualitas benda kerja yang presisi, berkualitas sama baiknya, dalam waktu singkat dan dalam jumlah yang banyak, akan lebih mudah dikerjakan dengan mesin perkakas CNC (Computer Numerlcally Controlled), yaitu mesin yang dapat bekerja melalui pemogramman yang dilakukan dan dikendalikan melalui komputer.
Mesin CNC dapat bekerja secara otomatis atau semiotomatis setelah diprogram terlebih dahulu melalui komputer yang ada. Program yang dimaksud merupakan program membuat benda kerja yang telah direncanakan atau dirancang sebelumnya. Sebelum benda kerja tersebut dieksikusi atau dikerjakan oleh mesin CNC, sebaikanya program tersebut di cek berulang-ulang agar program benar- benar telah sesuai dengan bentuk benda kerja yang diinginkan, serta benar-benar
dapat dikerjakan oleh monitor yang terdapat pada mesin atau bila tidak ada fasilitas cheking melalui monitor (seperti pada CNC TU EMCO 2A/3A) dapat pula melalui plotter yang dipasang pada tempat dudukan pahat/palsu frais. Setelah program benar-benar telah berjalan seperti rencana, baru kemudian dilaksanakan/dieksekusi oleh mesin CNC.
Dari segi pemanfaatannya, mesin perkakas CNC dapat dibagi menjadi dua, antara lain:
1. Mesin CNC Training unit (TU), yaitu mesin yang digunakan sarana pendidikan, dosen dan training.
2. Mesin CNC produktion unit (PU), yaitu mesin CNC yang digunakan untuk membuat benda kerja/komponen yang dapat digunakan sebagai mana mestinya.
Dari segi jenisnya, mesin perkakas CNC dapat dibagi menjadi tiga jenis, antara lain:
1. Mesin CNC 2A yaitu mesin CNC 2 aksis, karena gerak pahatnya hanya pada arah dua sumbu koordinat (aksis) yaitu koordinat X, dan koordinat Z, atau dikenal dengan mesin bubut CNC.
2. Mesin CNC 3A, yaitu mesin CNC 3 aksis atau mesin yang memiliki gerakan sumbu utama kearah sumbu koordinat X, Y, dan Z, atau dikenal dengan mesin frais CNC.
3. Mesin CNC kombinasi, yaitu mesin CNC yang mampu mengerjakan pekerjaan bubut dan freis sekaligus, dapat pula dilengkapi dengan peralatan pengukuran sehingga dapat melakukan pengontrolan kualitas pembubutan/pengefraisan pada benda kerja yang dihasilkan. Pada umumnya mesin CNC yang sering dijumpai adalah mesin CNC 2A (bubut) dan
Pada saat ini, industri skala besar telah menggunakan mesin Computerized Numerical Control (CNC) untuk menggantikan mesin-mesin perkakas konvensional. Apabila dibandingkan dengan mesin konvensional, mesin CNC memiliki banyak kelebihan dalam hal akurasi dan tidak memerlukan keahlian operator. Namun, tidak semua industri mampu memenuhi kebutuhannya dengan menggunakan mesin CNC. Pada industri skala menengah dan kecil, mesin CNC terlalu mahal sehingga tidak cocok digunakan. Mode pemrograman pada CNC terbagi menjadi dua, yaitu mode pemrograman absolut dan mode pemrograman inkremental. Mode pemrograman absolut cocok digunakan untuk gerakan cepat sedangkan mode pemrograman inkremental cocok digunakan gerakan interpolasi. Gerakan cepat digunakan untuk memposisikan pahat pada posisi siap potong atau setelah pemotongan. Gerakan interpolasi digunakan untuk memotong benda kerja sesuai dengan bentuk yang diinginkan.
Pada mesin bubut CNC terbaru ini operator mesin CNC yang akan memasukkan program pada mesin sebelumnya harus sudah memahami gambar kerja dari komponen yang akan dibuat pada mesin tersebut. Gambar kerja biasanya dibuat dengan cara manual atau dengan computer menggunakan program
CAD (Computer Aided Design). Dengan semakin meningkatnya kemajuan teknologi di bidang computer, maka telah dikembangkan suatu software yang berisi aplikasi gambar teknik dengan CAD yang sudah dapat diminta untuk menampilkan program untuk dikerjakan dengan mesin CNC. Aplikasi program tersebut dikenal dengan sebutan CAM (Computer Aided Manufacturing) sehingga semakin memudakan kita dalam mengoperasikannya. (http://www.rider-system.net/2011/10/mesin-cnc.html)
2.4 Baja AISI 4340
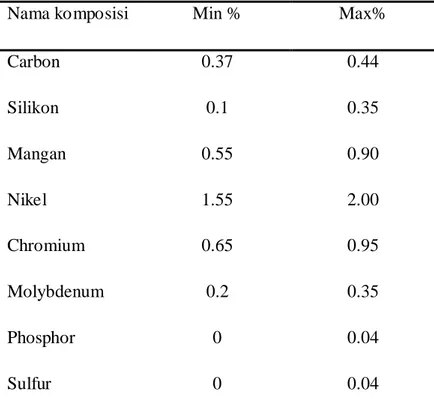
Benda kerja yang digunakan untuk penelitian ini adalah baja AISI 4340 yang telah dilakukan proses pengerasan (hardening process). Pemilihan baja AISI 4340 karena baja ini banyak dipakai dalam pembuatan komponen-komponen permesinan, murah dan mudah didapatkan di pasaran, komponen mesin yang terbuat dari baja ini contohnya automotive dan aircrafts crankshafts, rear axle shafts, connecting rod, propeller hub, gear, drive shafts. Adapun karekteristik dari baja AISI 4340 adalah sebagai berikut :
Nama komposisi Min % Max% Carbon 0.37 0.44 Silikon 0.1 0.35 Mangan 0.55 0.90 Nikel 1.55 2.00 Chromium 0.65 0.95 Molybdenum 0.2 0.35 Phosphor 0 0.04 Sulfur 0 0.04
Sumber: Sertifikat uji bahan PT. SUMINSURYA MESINDOLESTARI Tabel 2.1. Kadar komposisi kimia
Sifat Mekanis Besaran
Kekuatan Tarik, Maks 935 MPa
Kekuatan Tarik, lulur 795 MPa
Elongasi pada saat patah (dalam ukuran 50mm)
22.0%
Reduksi Area 55,0 %
Modulus Elastisitas 190GPa – 210GPa
Modulus Bulk 140GPa
Modulus Geser 80Gpa
Sumber: Sertifikat uji bahan PT. SUMINSURYA MESINDOLESTARI
2.5 Pahat Karbida
Jenis karbida yang “disemen” (Cemented Carbide) ditemukan pada tahun 1923 (KRUPP WIDIA) merupakan bahan pahat yang dibuat dengan cara menyinter (sintering) serbuk karbida (nitride, oksida) dengan bahan pengikat yang umumnya dari cobalt (Co). Dengan cara carbruzing masing-masing bahan dasar (serbuk) tungsten (wolfram,W) titanium (Ti), tantalum (Ta) dibuat dengan karbida yang kemudian digiling (ball mill) dan disaring. Salah satu atau serbuk karbida tersebut kemudian dicampur dengan bahan pengikat cobalt (Co) dan dicetak dengan memakai bahan pelumas (lilin). Setelah itu dilakukan presintering (1000℃ pemanasan mula untuk menguapkan bahan pelumas) dan kemudian sintering (1600℃) sehingga bentuk keping (sisipan) sebagai hasil proses cetak tekan (cold atau HIP) akan menyusut menjadi sekitar 80% dari volume semula.
Hot hardness karbida yang disemen (diikat) ini hanya akan menurun bila tejadi pelunakan elemen pengikat. Semakin besar presentase pengikat Co maka kekerasannya menurun dan sebaliknya keuletannya membaik. Modulus elastisitasnya sangat tinggi demikian pula berat jenisnya (density, sekitar 2 kali baja). Koefisien muainya setengah daripada baja dan konduktifitas panasnya sekitar 2 atau 3 kali konduktifitas panas HSS. Ada tiga jenis utama pahat karbida sisipan :
1. Karbida tungsten (WC+Co) yang merupakan jenis pahat
karbida untuk memotong besi tuang (cast iron cutting grade)
2. Karbida tungsten paduan (WC-TiN+Co; WC-TaC-TiC+Co;
WC-TaC+Co; WC-TiC-TiN+Co; TiC-Ni Mo) merupakan jenis pahat karbida untuk memotong baja (steel cutting grade)
3. Karbida lapis (coated cemented carbide) merupakan jenis karbida tungsten yang dilapis (satu atau beberapa lapisan) karbida, nitride, atau oksida lain yang lebih rapuh tetapi hot hardnessnya tinggi. (Taufiq Rochim 1993)
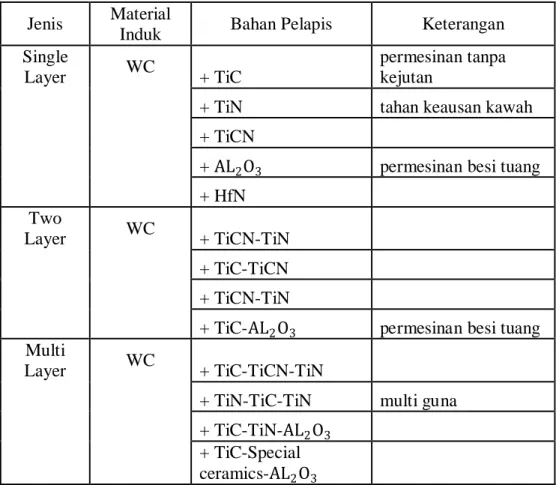
2.5.1 Karbida lapis
Coated cemented carbide pertama kali diperkenalkan oleh KRUPP WIDIA (1968) dan sampai saat ini jenis karbida lapis semakin berkembang dan banyak dimanfaatkan dalam berbagai proses permesinan (dinegara-negara maju, pemaikainya sekitar 40% dari seluruh jenis pahat karbida yang digunakan). Umumnya sebagai material dasar adalah karbida tungsten (WC+Co) yang dilapis dengan bahan keramik (karbida, nitride, dan oksida yang keras tahan temperature tinggi serta nonadhesif). Lapisan setebal 1-8 mikron ini diperoleh dengan cara PVD atau CVD. Pelapisan secara CVD (Chemical Vapour Deposition) menghasilkan ikatan lebih kuat daripada PVD (Physical Vapour Deposition). CVD dilaksanakan dengan mengendapkan elemen atau paduan elemen (keramik) yang terjadi akibat reaksi pada fasa uap antara elemen/paduan tersebut dengan gas pereaksi. (Taufiq Rochim 1993)
Jenis Material
Induk Bahan Pelapis Keterangan
Single
Layer WC + TiC
permesinan tanpa kejutan
+ TiN tahan keausan kawah
+ TiCN
+ AL2O3 permesinan besi tuang
+ HfN
Two
Layer WC + TiCN-TiN
+ TiC-TiCN
+ TiCN-TiN
+ TiC-AL2O3 permesinan besi tuang
Multi
Layer WC + TiC-TiCN-TiN
+ TiN-TiC-TiN multi guna
+ TiC-TiN-AL2O3
+ TiC-Special
ceramics-AL2O3
Tabel 2.3 Jenis Karbida Lapis (Coated Cemented Carbides)
2.6 Pemesinan keras
Saat ini pemesinan keras adalah suatu hal yang menarik dalam industri dan penelitian dan pengembangan, baja yang dikeraskan sebagian besar digunakan dalam industri mobil, cetakan, roda gigi, bantalan. Oleh karena itu, teknologi canggih diperlukan untuk memesin baja yang dikeraskan yang Material Removal Rate(MRR) yang tinggi. Pembubutan keras dapat dilakukan pada bahan dengan kekerasan berkisar 46-68 menggunakan berbagai jenis alat pemotong seperti karbida yang dilapisi, CBN, CBN yang dilapisi dan PCBN.
Pembubutan keras ( Hard Turning ) adalah proses pemesinan benda kerja berupa baja dengan nilai kekerasan lebih dari 45 HRC (Hardness Rockwell) untuk
mendapatkan benda kerja selesai langsung dari bahan. Perkembangan proses hard turning adalah berkat munculnya alat potong baru seperti Cubic Boron Nitrida (CBN), polycrystalline Cubic Boron Nitrida (PCBN), Chemical Vapor Deposition (CVD), Physical Vapor Deposition (PVD) dan alat-alat potong Keramik sejak tahun 1970. Pengurangan biaya mesin, pemotongan tanpa cairan pendingin, peningkatan fleksibilitas , efesiensi dan biaya bagian-penanganan. Suatu keuntungan besar dari balik pembubutan keras itu adalah sebagian besar dilakukan tanpa adanya pelumas . (Varaprasad,2014)
Pemesinan keras dilakukan pada baja yang dikeraskan di kisaran 45-68 rockwell hardness terutama digunakan dalam berbagai keperluan seperti cetakan peralatan, roda gigi, cams,poros, as roda,bantalan dan alat tempa. Pemesinan untuk baja yang dikeraskan menggunakan alat unggulan seperti karbida yang dilapisan dan Cubic Boron Nitride (CBN) memiliki manfaat yang lebih tinggi dibandingkan grinding tradisional seperti tingkat removal material yang tinggi, dapat menghasilkan permukaan akhir yang baik, mengurangi biaya pengolahan, kemampuan untuk memesin bagian yang sempit dan masalah lingkungan minimum tanpa menggunakan cairan pemotong. Meskipun proses ini dicapai dengan kedalaman potong dan kecepatan makan yang rendah,mengevaluasi untuk meminimalkan waktu pemesinan setinggi 60% dalam proses pemesinan keras. (Srithar, 2014)
2.7 Pemesinan kering
Permesinan kering (dry machining) adalah proses permesinan yang tidak menggunakan fluida pendingin dalam proses pemotongannya. Fenomena
kegagalan pahat dan pengunaan cairan pemotong merupakan salah satu masalah yang banyak dikaji dan mendapat perhatian dalam kaitannya yang sangat berpengaruh terhadap kekasaran permukaan hasil pengerjaan, keteltian geometri produk dan mekanisme keausan pahat serta umur pahat, melaporkan bahwa umumya cairan pemotongan bekas disimpan dalam kontainer dan kemudian ditimbun di tanah. Selain itu, masih banyak praktek yang membuang cairan pemotongan bekas langsung ke alam bebas. Hal ini jelas akan merusak lingkungan.
Pilihan alternatif dari pemesinan basah adalah pemesinan kering, karena selain tidak ada cairan pemotongan bekas dalam junlah besar yang akan mencemari lingkungan juga tidak ada kabut partikel cairan pemotongan yang akan membahayakan operator dan juga serpihan pemotongan tidak terkontaminasi oleh residu cairan pemotongan. Pemesinan kering mempunyai beberapa masalah yang antara lain, gesekan antara permukaan benda kerja dan pahat potong, kecepatan keluar serpihan, serta temperatur potong yang tinggi dan hal tersebut semuanya terkait dengan parameter pemesinan.
Secara umum industri pemesinan pemotongan logam melakukan pemesinan kering adalah untuk menghindari pengaruh buruk akibat cairan pemotongan yang dihasilkan oleh pemesinan basah. Argumen ini secara khusus didukung oleh penelitian yang telah dilakukan Mukun et. al., (1995) secara kuantitatif menyangkut pengaruh buruk pemesinan basah dengan anggapan pada pemesinan kering tidak akan dihasilkan pencemaran lingkungan kerja dan ini berarti tidak menghasilkan kabut partikel cairan pemotongan. Oleh sebab itu perlu diketahui pentingnya pemesinan kering dilakukan dalam proses. pertimbangan hal
diatas pakar pemesinan mencoba mencari solusi dengan suatu metode pemotongan alternatif dan mereka merumuskan bahwa pemesinan kering (dry cutting) yang dari sudut pandang ekologi disebut dengan pemesinan hijau (green machining) merupakan jalan keluar dari masalah tersebut. Melalui pemesinan kering diharapkan disamping aman bagi lingkungan, juga bisa mereduksi ongkos produksi.
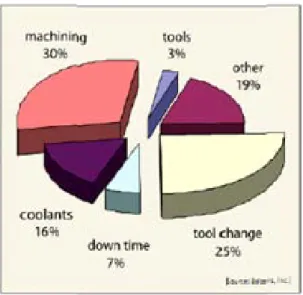
Pemesinan kering direkomendasikan penggunaanya untuk mengatasi masalah pencemaran lingkungan akibat limbah cairan pendingin, maka para pakar pemesinan merekomendasikan dengan pemesinan kering. Selain karena alasan masalah pencemaran lingkungan hal lain yang menjadi alasan dipakainya metode pemesinan kering adalah untuk meng hemat biaya produksi.
(Sumbes: Balzers Inc)
Gambar 2.2 Ongkos Produksi secara umum
Pemesinan kering di akui mampu mengatasimasalah pada dampak yang telah di uraikan diatas. Pilihan alternatif dari pemesinan basah adalah pemesinan kering, karena selain tidak ada cairan pemotongan bekasdalam jumlah besar yang akan
mencemari lingkungan juga tidak ada kabut partikelcairan pemotongan yang akan membahayakan operator dan juga serpihan pemotongan tidak terkontaminasi oleh residu cairan pemotongan. Pemesinan kering mempunyai beberapa masalah yang antara lain, gesekan antara permukaan bendakerja dan pahat potong, kecepatan keluar geram, serta temperatur potong yang tinggidan hal tersebut semuanya terkait dengan parameter pemesinan.
Konsep pemesinan kering ini sebenarnya biasa dilakukan oleh industri manufaktur. Dari aspek proses pemesinan, pemesinan kering berarti pemotongan logam dilakukan pada suhu dan gesekan yang relative tinggi. Sejak akhir tahun 1970 penggunaan proses pembubutan keras (hard turning) dijadikan inovasi berikutnya untuk mengatasi permasalahan yang ada, hal ini terbukti melalui proses pembubutan keras dapat mereduksi waktu pemesinan hingga 60 %. (Thonsoff, et.al, 1995).