TESIS-SM 142501
FORMULASI PROGRAM LINEAR MASALAH MODEL
PREDICTIVE CONTROL (MPC) UNTUK SISTEM
MAX-PLUS LINEAR DAN APLIKASINYA PADA FLOW LINE
SISTEM PRODUKSI
Meidy Kaseside 1215 201 209
DOSEN PEMBIMBING Dr. Subiono, M.S.
Dr. Dieky Adzkiya, S.Si., M.Si.
PROGRAM MAGISTER
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA 2017
THESIS-SM 142501
LINEAR PROGRAMMING FORMULATION MODEL
PREDICTIVE CONTROL (MPC) PROBLEM FOR
MAX-PLUS
LINEAR
SYSTEMS
AND
ITS
APPLICATION TO FLOW LINE PRODUCTION
SYSTEMS
Meidy Kaseside 1215 201 209
SUPERVISORS Dr. Subiono, M.S.
Dr.Dieky Adzkiya, S.Si., M.Si.
MASTER’S DEGREE
MATHEMATICS DEPARTMENT
FACULTY OF MATHEMATICS AND NATURAL SCIENCES SEPULUH NOPEMBER INSTITUTE OF TECHNOLOGY SURABAYA
FORMULASI PROGRAM LINEAR MASALAH MODEL PREDICTIVE CONTROL (MPC) UNTUK SISTEM MAX-PLUS LINEAR DAN APLIKASINYA
PADA FLOW LINE SISTEM PRODUKSI
Nama Mahasiswa : Meidy Kaseside NRP : 1215201209
Pembimbing : 1. Dr. Subiono, M.S.
2. Dr. Dieky Adzkiya, S.Si., M.Si.
ABSTRAK
Model predictive control (MPC) adalah salah satu desain kontrol yang dapat digunakan dalam dunia industri dan dapat didesain berdasarkan model matematika. Keuntungan utama dari MPC adalah kemampuannya untuk memberikan batasan pada pengendali input maupun output. Biasanya MPC menggunakan sistem event diskrit yang dikaji dalam bentuk sistem aljabar max-plus linear (MPL). Masalah MPC untuk MPL adalah meminimumkan kriteria biaya, dimana kriteria biaya terbagi atas dua yaitu kriteria biaya input dan kriteria biaya output. Kriteria biaya tersebut harus memenuhi kondisi prediksi output, constraint atau batasan, evolusi input setelah kontrol horizon.Masalah MPC untuk MPL tersebut dapat diselesaikan dengan menggunakan program linear. Pada penelitian ini, dipaparkan bagaimana cara membentuk formulasi program linear dari masalah MPC untuk MPL dan aplikasinya pada flow line sistem produksi.
LINEAR PROGRAMMING FORMULATION MODEL
PREDICTIVE (MPC) CONTROL PROBLEM FOR MAX-PLUS LINEAR SYSTEMS AND ITS APPLICATION TO FLOW LINE PRODUCTION SYSTEMS
Name : Meidy Kaseside NRP : 1215201209
Supervisors : 1. Dr.Subiono, M.S.
2. Dr. Dieky Adzkiya, S.Si., M.Si.
ABSTRACT
The model predictive control (MPC) is one type of design controller that can be applied to industrial area and designed based on mathematical models. A key advantage of MPC is that it is can accomodate constraints on the inputs and outputs . Usually MPC is uses discrete event systems which is studied in the form of a max-plus linear algebra system (MPL). MPC problem for MPL is minimize cost criterion, where cost criterion is divided into two parts namely, cost criterion for input and cost criterion for output. The cost criterion must meet the output prediction condition, constraint or limitation and evolution of inputs after the horizon control. The MPC problem for the MPL can be solved by using a linear program. In this research, we discuss how to formulate a linear programming MPC problem for MPL and its application to flow line of production systems.
KATA PENGANTAR
Segala puji syukur, hormat dan kemuliaan penulis panjatkan kepada Tuhan Yang Maha Esa yang telah memberikan kesehatan, kekuatan, hikmat dan pengetahuan sehingga penulis dapat menyelesaikan tesis dengan judul
“FORMULASI PROGRAM LINEAR MASALAH PREDICTIVE CONTROL (MPC) UNTUK SISTEM MAX-PLUS LINEAR DAN APLIKASINYA PADA FLOW LINE SISTEM PRODUKSI”
Sebagai salah satu syarat kelulusan Program Studi Strata (S-2) Program Magister Jurusan Matematika Fakultas Matematika dan Ilmu Pengetahuan Alam Institut Teknologi Sepuluh November Surabaya dengan baik.
Dalam penyusunan tesis ini penulis mendapatkan kemudahan dan kelancaran berkat doa dan dukungan dari berbagai pihak. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Prof. Dr. Basuki Widodo, M.Sc. selaku Dekan FMIPA ITS.
2. Dr. Imam Mukhlash, S.Si., M.T. selaku Ketua Departemen Matematika ITS.
3. Dr. Mahmud Yunus, M.Si. selaku Ketua Program Studi Pascasarjana Matematika ITS.
4. Dr. Subiono, MS selaku dosen pembimbing penulis, yang sangat membantu, membimbing dan memotivasi penulis dalam menyelesaikan tesis.
5. Dr. Dieky Adzkiya, S.Si., M.Si. selaku dosen pembimbing penulis yang sangat berjasa dan dengan sabar telah membimbing, membantu, mengarahkan dan memotivasi penulis untuk segera menyelesaikan studi sekaligus dosen wali penulis yang senantiasa membantu dan mendukung penulis.
6. Bapak Ibu dosen penguji atas masukan, saran dan informasi yang telah diberikan kepada penulis.
7. Seluruh dosen jurusan Matematika ITS yang telah mendidik penulis di waktu kuliah maupun waktu diluar kuliah.
8. Seluruh staf dan petugas administrasi jurusan Matematika ITS terutama dipasca sarjana Matematika ITS yang telah membantu penulis dalam bentuk pelayanan yang terbaik.
9. Suami tercinta Denston Barani dan anak- anakku Christian Gabriel Barani, Christania Gabriela Barani, Christiano Gilber Barani yang selalu mendukung dan mendoakan penulis.
10. Kedua orang tua penulis Frans Kaseside dan Meike Pelehang, adik-adik penulis yaitu Frida Kaseside dan Dedy Kalong, Noldi Kaseside dan Yuliana Manoy, Tirza Kaseside dan Andris Pansing yang selalu mendukung, memotivasi, dan mendoakan penulis demi kelancaran dalam studi dan penyusunan tesis ini.
11. Teman-teman mahasiswa S2 Matematika ITS angkatan 2015 genap (Mas Lalu, mas Rizky, mas Habib, mbak Rita, mbak Vimala, mbak Meilista, mbak Nabila, mbak Ifah, mbak Yessi, mbak Pingkan, mbak Nadia), angkatan 2015 ganjil (Mas Hakim, mas Haqul, mas Umam, mas Shahab, mas Danang, mas Ridho, mbak Ida, mbak Echa, mbak Tresna, mbak Ena, mbak Nurul) yang selalu mendukung dan memberikan kebahagiaan pada penulis.
Penulis menyadari bahwa tesis ini masih banyak kekurangan yang semuanya disebabkan oleh kelemahan dan keterbatasan penulis, sehingga kritik dan saran dari pembaca sangat penulis harapkan untuk perbaikan kedepannya. Semoga tesis ini bermanfaat dan dapat menambah wawasan keilmuan khususnya ilmu Matematika.
Surabaya, Juli 2017
DAFTAR ISI
Hal
LEMBAR PENGESAHAN ... i
ABSTRAK ... iii
ABSTRACT ... v
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR GAMBAR ... xi
DAFTAR NOTASI ... xiii
BAB 1 PENDAHULUAN... 1 1.1 Latar Belakang ... 1 1.2 Rumusan Masalah ... 2 1.3 Batasan Masalah... 2 1.4 Tujuan Penelitian... 2 1.5 Manfaat Penelitian ... 2
BAB 2 KAJIAN PUSTAKA DAN DASAR TEORI ... 3
2.1 Penelitian-Penelitian Sebelumnya ... 3
2.2 Aljabar Max-Plus ... 4
2.2.1 Pengertian Aljabar Max-Plus ... 4
2.2.2 Vektor dan Matriks dalam Aljabar Max-plus... 5
2.3 Model Predictive Control ( MPC ) ... 7
2.4 Sistem Max-Plus Linear (MPL ) ... 9
2.5 Model Predictive Control untuk Sistem Max-Plus Linear... 9
2.5.1. Evolusi Sistem ... 9
2.5.2. Constraint (Batasan) ... 10
2.5.3. Evolusi Input setelah Kontrol Horizon ... 10
2.5.4. Kriteria Biaya ... 11
2.6 Model Flow Line Sistem Produksi Tanpa Buffer ... 11
2.7 Program Linear ... 13
BAB 3 METODE PENELITIAN ... 15
Hal
3.2 Diagram Alir Penelitian ... 16
BAB 4 HASIL DAN PEMBAHASAN ... 17
4.1 Langkah-langkah Membentuk Formulasi Program Linear Masalah MPC untuk MPL ... 22
4.1.1 Menentukan Lower Bound (VLB) Input dan Output ... 22
4.1.2 Transformasi Evolusi Input setelah Kontrol Horizon menjadi Matriks UReduksi dan USebenarnya ... 24
4.1.3 Transformasi Sistem Persamaan Max Plus Linear Menjadi Sistem Pertidaksamaan Linear ... 30
4.1.4 Transformasi Batasan Input Menjadi Sistem Pertidaksamaan Linear ... 35
4.1.5 Memodifikasi Fungsi Objektif dari Masalah MPC untuk MPL ... 40
4.2 Contoh Kasus Masalah MPC untuk MPL ... 43
BAB 5 KESIMPULAN DAN SARAN ... 59
5.1 Kesimpulan ... 59
5.2 Saran ... 60
DAFTAR PUSTAKA ... 61
DAFTAR GAMBAR
Hal Gambar 2.1 : Skema dari MPC ... 8 Gambar 2.2 : Model flow line sistem produksi tanpa buffer ... 12 Gambar 4.1 : Flow line sistem produksi beserta waktunya dengan 4 input, 1
DAFTAR NOTASI
Notasi Pengertian Notasi
Operasi penjumlahan dalam aljabar max-plus (maksimalisasi)
Operasi perkalian dalam aljabar max- plus (penjumlahan)
k n k a
1 n a a a1 2 k n k a
1 n a a a1 2 k A AA Adengankdank 0 k k x x x x x k k (Elemen identitas dalam aljabar max-plus)
k Ui Variabel input
k1
Yi Variabel output Np Prediksi horison Nc Kontrol horizon Bilangan tak negatif
VLB Batas bawah
zeros Matriks nol
eye Matriks identitas
k j
U Selisih waktu dari setiap langkah kejadian ketika bahan baku masuk kesistem pada saat kejadian ke-
k j
1 BAB 1 PENDAHULUAN
1.1 Latar Belakang
Suatu pabrik industri beroperasi dalam menghasilkan suatu produk membutuhkan berbagai macam sumber daya. Dalam proses tersebut, suatu pabrik harus memenuhi berbagai macam persyaratan seperti spesifikasi produk, kondisi operasi, keuntungan optimal dan lain sebagainya, sehingga dibutuhkan suatu pengontrol untuk mengontrol sistem agar hasil yang diperoleh bisa maksimal. Model Predictive Control (MPC) adalah salah satu desain kontrol yang sering digunakan dalam dunia industri.
Keuntungan dari MPC adalah kemampuannya memberikan batasan pada sinyal pengendali input maupun output. MPC telah dikembangkan dalam sistem event diskrit yang didesain berdasarkan model matematika dan dikaji dalam bentuk sistem max-plus linear (MPL). Aljabar max-plus dapat digunakan untuk memodelkan berbagai macam event (Schutter dan Boom, 2001), seperti sistem produksi, jaringan telekomunikasi, sistem transportasi dan lain sebagainya.
Penelitian tentang pemodelan sistem produksi menggunakan aljabar max-plus telah banyak dilakukan sebelumnya. Misalnya Bart De Schutter dan Van Den Boom dalam papernya (Schuter dan Boom, 2001) meneliti solusi permasalahan model predictive control pada sistem max-plus linear. Kemudian Imam Fauzi dan Dieky Adzkiya dalam papernya (Fauzi dan Adzkiya, 2016) telah menerapkan Model Predictive Control (MPC) pada flow line sistem produksi menggunakan aljabar max-plus.
Pada penelitian Schutter dan Boom, permasalahan MPC pada MPL dapat diselesaikan dengan menggunakan program linear, tetapi belum ada penjelasan yang lengkap bagaimana cara membentuk formulasi program linear tersebut. Untuk itu, penelitian ini mengembangkan penelitian-penelitian sebelumnya dengan membentuk formulasi program linear masalah MPC untuk sistem max-plus linear dan aplikasinya pada flow line sistem produksi.
2 1.2 Rumusan Masalah
Berdasarkan latar belakang diatas, rumusan masalah dalam penelitian ini adalah bagaimana cara membentuk formulasi program linear masalah model predictive control (MPC) untuk sistem max-plus linear (MPL) dan aplikasinya pada flow line sistem produksi.
1.3 Batasan Masalah
Permasalahan yang dibahas pada penelitian ini dibatasi pada: 1. Kondisi awal dari sistem MPL telah ditentukan.
2. Data yang digunakan untuk proses pada sistem produksi ditentukan sendiri. 3. Nilai matriks parameter berdasarkan dari data yang telah ditentukan. 4. Proses dan mesin produksi tidak mengalami gangguan dan kerusakan. 1.4 Tujuan Penelitian
Tujuan penelitian berdasarkan rumusan masalah di atas adalah untuk membentuk formulasi program linear masalah MPC untuk MPL dan penerapannya pada flow line sistem produksi.
1.5 Manfaat Penelitian
Manfaat yang diperoleh dari penelitian ini adalah
1. Dapat mengetahui cara membentuk formulasi program linear masalah Model Predictive Control (MPC) untuk sistem max-plus linear (MPL) dan penerapannya pada flow line sistem produksi.
2. Sebagai referensi untuk penelitian atau pengembangan formulasi program linear selanjutnya.
3 BAB 2
KAJIAN PUSTAKA DAN DASAR TEORI
Pada bab ini akan dibahas mengenai kajian pustaka yang berkaitan dengan penelitian-penelitian sebelumnya dan dasar-dasar teori yang dibutuhkan dalam penelitian ini, yaitu pembahasan mengenai aljabar max-plus, Model Predictive Control (MPC), sistem max-plus linear (MPL), flow line sistem produksi dan program linear.
2.1 Penelitian-Penelitian Sebelumnya
Model predictive control for max-plus linear discrete event systems (De schutter dan Van Den Boom, 2001). Dalam penelitian ini menjelaskan tentang permasalahan model predictive control (MPC) untuk sistem max-plus linear (MPL) dapat diselesaikan dengan menggunakan program linear.
Generalisasi model sistem produksi menggunakan aljabar max-plus (Bintoto. P dan Subiono, 2015). Dalam penelitian ini telah menyempurnakan penelitian-penelitian sebelumnya dengan mendapatkan dua buah lemma, yaitu lemma yang pertama menjelaskan tentang bentuk umum dari flow line sistem produksi tanpa buffer yang dimodelkan sebagai sistem persamaan aljabar max-plus. Lemma yang kedua menjelaskan tentang bentuk umum dari flow line sistem produksi yang disertai buffer yang dimodelkan sebagai sistem persamaan aljabar max-plus.
Application of Model Predictive Control (MPC) for Flow Line Production System Using Max-Plus Algebra (Fauzi dan Adzkiya, 2016). Dalam penelitian ini menjelaskan bagaimana menerapkan MPC pada flow line sistem produksi bentuk sebarang dengan pemrosesnya baik tanpa buffer maupun dengan buffer yang dimodelkan sebagai sistem max-plus linier (MPL). Kemudian dari sistem MPL yang telah diperoleh kemudian diterapkan MPC untuk mendapatkan waktu optimal terprediksi dari sistem produksi.
Penelitian ini, fokus pada formulasi program linear masalah MPC untuk sistem max-plus linear dan aplikasinya pada flow line sistem produksi.
4 2.2 Aljabar Max-Plus
Pada bagian ini akan dijelaskan mengenai pengertian aljabar max-plus, vektor dan matriks aljabar max-plus (Subiono, 2015).
2.2.1 Pengertian Aljabar Max-Plus
Aljabar max-plus adalah struktur aljabar dengan menggunakan dua operasi dasar yaitu maksimum yang dinotasikan dan penjumlahan yang dinotasikan
. Dalam aljabar max-plus didefinisikan dan e0. Himpunan max adalah himpunan , diman adalah himpunan bilangan real. Untuk setiap a,bmaxdengan operasi dan didefinisikan
a b dan a b a b b a def def max ,himpunan max dengan dua operasi dan disebut aljabar max-plus dan dinyatakan dengan
max,,,,e
.Berikut diberikan contoh penyelesaian dari aljabar max-plus dengan dua operasi
dan .
Contoh 2.1 Operasi dalam aljabar max-plus :
6,5 6 max 5 6
6,
6 max 6
0,5 5 max 5 e 11 5 6 5 6
6 6 sedangkan operasi pangkat dalam aljabar max-plus untuk setiap xmaxadalah kali n n x x x x x ,
untuk semua nNdengan n0dan untuk n0 didefinisikan xe0, sehinggaxn setiap nN dalam aljabar biasa dapat ditulis
x n x x x x x kali n n
5
Contoh 2.2 Penyelesaian pangkat dalam aljabar max-plus
30 6 5 65 1 5 30 30 6 5 6 4 8 2 1 8 2 1 1 2 1 4 4 8 2 1 8
2.2.2 Vektor dan Matriks dalam Aljabar Max-Plus
Himpunan matriks ukuran nm dalam aljabar max-plus dinotasikan oleh
m n
max . Matriks
m n
Amax dengan n
1,2,3,,n
dan m
1,2,3,,m
ditulis sebagai berikut: nm n n m m a a a a a a a a a A 1 1 2 22 21 1 12 11elemen aij dinotasikan oleh
Aij dengan in dan jm (Subiono, 2015).Definisi 2.1 (Bintoto,2015)
Penjumlahan matriks ukuran Anmaxm dinotasikan dengan AB didefinisikan sebagai berikut :
AB
ij aij bij max
aij,bij
dengan in dan im.
Contoh 2.3 Penyelesaian penjumlahan matriks dalam aljabar max-plus
1 8 4 3 8 , 5 max 1 , max 6 , 4 max 3 , 2 max 8 5 1 6 4 3 2 8 1 6 3 5 4 2 Definisi 2.2 (Bintoto, 2015)DiberikanAnmaxm dan , perkalian skalar A didefinisikan
sebagai berikut :
A
ij aij,6
Contoh 2.4 Penyelesaian perkalian skalar dengan matriks dalam aljabar max-plus
5 6 2 6 5 , 0 6 8 6 6 2 6 3 6 4 6 1 6 5 6 2 6 5 , 0 6 8 6 6 2 6 3 6 4 6 1 6 5 2 5 , 0 8 2 3 4 1 6 11 4 5 , 6 14 8 3 10 7 Definisi 2.3 (Bintoto, 2015)
Perkalian matriks Anmaxp dan Bmaxpm hasil perkalian matriks AB didefinisikan sebagai berikut :
AB
ij max
aik bkj
,dengan in dan jm.
Contoh 2.5 Penyelesaian perkalian matriks dalam aljabar max-plus
4 2 4 5 8 2 10 4 2 4 0 6 5 3 8 0 10 6 2 3 4 8 10 5 2 2 4 0 6 3
. 2 14 8 8 2 , , max 6 , 14 , max 4 , , 8 max 8 , 4 , 5 max Matriks perpangkatan pada aljabar max-plus dengan matriks Ann
didefinisikan sebagai A En
0
dan Ak AAk1 untuk k 1,2,. Menurut
Baccelli dkk (2001) sebuah persamaan bentuk umum: U B X A
X
dengan X adalah variabel vektor ukuran n1, U adalah input vektor ukuran 1
m ,A adalah matriks persegi ukuran nn, dan Badalah matriks ukuran nm , mempunyai solusi:
U B A
X
dengan A didefinisikan sebagai A EA , dimana
. 2 1 n n n i n i A A A A A
7 2.3 Model Predictive Control (MPC)
Model Predictive Control (MPC) adalah suatu metode proses kontrol yang banyak diterapkan pada proses industri. MPC adalah algoritma pengendali peubah banyak. Ada satu hal yang membedakan MPC dari desain pengendali yang lain, yaitu Horizon Prediksi. Dalam MPC, horizon prediksi menjadi suatu alat untuk mendapatkan prediksi nilai pada saat sampai .
Horizon prediksi mengacu pada langkah yang digunakan untuk memprediksi keluaran. Pada horizon prediksi, kendali masukan sebelumnya menjadi pedoman untuk menentukan prediksi kendali masukan yang akan digunakan untuk memprediksi keluaran selanjutnya. Metode MPC memiliki beberapa keuntungan dibandingkan dengan metode pengendali konvensional lainnya, diantaranya adalah (Enda W. S., 2012):
1. Konsepnya sangat intuitif serta penalarannya mudah.
2. Dapat digunakan untuk mengendalikan proses yang beragam, mulai dari proses yang sederhana sampai proses yang kompleks, memiliki waktu tunda yang besar, non-minimum phase atau proses yang tidak stabil.
3. Dapat menangani sistem multivariable.
4. Mempunyai kompensasi terhadap waktu tunda.
5. Mempunyai kemampuan dari pengendali feed forward untuk mengkompensasi gangguan yang terukur.
6. Mudah untuk mengimplementasikan pengendali yang diperoleh.
7. Dapat memperhitungkan batasan atau constraint dalam merancang pengendali.
8. Sangat berguna jika sinyal acuan untuk masa yang akan datang diketahui. Prinsip yang mendasari pada setiap jenis pengendali prediktif antara lain: 1. Menggunakan model proses untuk memprediksi keluaran yang akan datang
dalam rentang waktu yang telah ditentukan (horizon)
2. Menghitung sinyal kendali dengan meminimasi fungsi kriteria yang ditetapkan sebelumnya dengan tujuan untuk menjaga keluaran proses agar sedekat mungkin dengan trayektori acuan.
3. Sinyal kendali ( | ) dikirim ke proses sedangkan sinyal kendali terprediksi berikutnya dibuang, karena pada pencuplikan berikutnya,
8
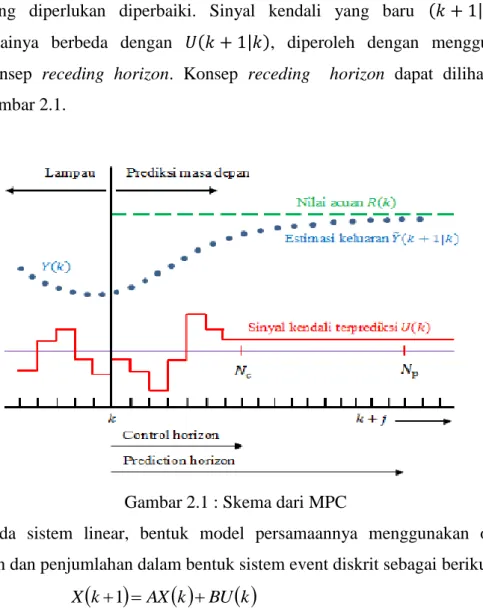
keluaran ( ) sudah diketahui nilainya. Maka langkah pertama diulang dengan nilai keluaran proses yang baru dan semua prosedur perhitungan yang diperlukan diperbaiki. Sinyal kendali yang baru ( | ) nilainya berbeda dengan ( | ), diperoleh dengan menggunakan konsep receding horizon. Konsep receding horizon dapat dilihat pada gambar 2.1.
Gambar 2.1 : Skema dari MPC
Pada sistem linear, bentuk model persamaannya menggunakan operasi perkalian dan penjumlahan dalam bentuk sistem event diskrit sebagai berikut:
k
AX
k BU
kX 1 (2.1)
k CX
kY (2.2) Model predictive control untuk model persamaan sistem max-plus linear (MPL) diadaptasikan dari bentuk MPC untuk persamaan (2.1) dan (2.2) dengan menggantikan operasi perkalian menjadi penjumlahan dan operasi penjumlahan digantikan dengan maksimalisasi.
MPC untuk sistem MPL juga menggunakan prinsip reciding horizon yaitu pada saat kejadian ke-k , urutan kontrol waktu input U
k ,,U
kNc1
yang akan datang ditentukan, sehingga kriteria biaya diminimalkan tergantung pada batasan. Pada saat kejadian ke-k ,elemen pertama
U
k
dari urutan optimal diterapkan dalam proses. Pada saat waktu kejadian berikutnya horizon digeser.9
Model diperbaharui dengan informasi baru dari perhitungan yang pertama, dan optimasi baru saat kejadian ke-
k1
dilakukan, dan begitu seterusnya.Parameter dasar yang digunakan pada MPC adalah parameter Np,Nc dan
. Np(prediksi horizon) adalah panjang langkah dari proses dan Nc (kontrol horizon). Kontrol horizon Nc Np biasanya diambil sama dengan urutan sistem. Parameter 0 adalah sebagai trade-off antara kriteria biaya input J dan in Jout.
2.4 Sistem Max-Plus Linear (MPL)
Bentuk persamaan pada sistem event diskrit dapat dimodelkan ke dalam bentuk sistem max-plus linear sebagai berikut:
k
A X
k B U
kX 1 (2.3) Y
k CX
k (2.4) dengan Ann, Bnm, Cln, dimana m adalah banyaknya input dan l adalah banyaknya output.2.5 Model Predictive Control untuk Sistem Max-Plus Linear
Pada bagian ini akan dijelaskan mengenai MPC untuk MPL. Masalah MPC untuk MPL meliputi:
2.5.1 Evolusi Sistem
Misalkan X
k adalah waktu ketika pemproses memulai proses pada saat kejadian ke-k , waktu taksiran dapat dihitung menggunakan perhitungan sebelumnya. Jika keadaan dari sistem X
k pada saat ke- k diketahui, maka dapat diperkirakan taksiran evolusi sistem output untuk urutan input yang diberikan U
k ,,U
kNp1
adalah sebagai berikut:Y
k jk
C A X
k C A j i B U
k i
j i j
1 0 (2.5) persamaan (2.5) dapat ditulis dalam bentuk matriks
k H U
k G
k10 dengan
k Np k Y k k Y k k Y k Y 2 1 ,
1 1 Np k U k U k U k U ,
X
k A C A C A C k G Np 2 dan B C B A C B A C B C B A C B C H Np Np 2 1 dengan U
k adalah waktu input dan Y
k adalah waktu taksiran output . 2.5.2 Constraint (Batasan)MPC untuk sistem MPL dapat menggunakan batasan untuk sistem event diskrit, yaitu memberikan batas maksimum dan minimum pada kejadian input maupun output, yaitu
k j
U
k j
b
k j
a1 1 1 untuk j1 , ,Nc
k j
Y
k jk
b
k j
a2 2 untuk j1 , ,Np
atau waktu deadline maksimum untuk kejadian output adalah
k jk
R
k j
Y untuk j 1 , ,Np
2.5.3 Evolusi Input setelah Kontrol Horizon
Pada batasan kontrol horizon, input harus tetap konstan pada saat kejadian ke-
kNc
, ini tidak digunakan dalam sistem MPL karena urutan input harus monoton naik. Oleh karena itu, kondisi ini dirubah sebagai berikut:Tingkat laju harus tetap konstan setelah kejadian ke-
kNc
, yaitu
1
U k j U k Nc untuk j Nc,,Np1 atau
0 2 U k j untuk jNc,,Np1.11 2.5.4 Kriteria Biaya
Kriteria biaya MPC untuk sistem MPL adalah
Jout Jin
J min
min
persamaan diatas disebut masalah MPC untuk MPL. Kriteria biaya ada dua macam, yaitu kriteria biaya untuk output Jout dan kriteria biaya untuk input Jin yang dijelaskan sebagai berikut:
1. Kriteria biaya untuk output Jout
Jika waktu deadline R
k produk jadi diketahui dan jika harus membayar denda untuk setiap keterlambatan, formula kriteria biaya keterlambatan yang tepat adalah:
Np j l i i i out Y k jk R k j J 1 1 0 , max2. Kriteria biaya untuk input J in
Np j m i i in U k j J 1 1 1 Jadi masalah standar MPC untuk sistem MPL adalah
Jout Jin
J min
min
persamaan diatas artinya adalah dengan memaksimumkan waktu ketika bahan baku masuk ke sistem sedemikian hingga waktu bahan jadi meninggalkan sistem tidak melewati batas waktu deadline maksimum yang telah ditentukan dan kriteria biaya harus memenuhi kondisi sebagai berikut:
g U H Y
0 U k j , untuk j0,,Np1
0 2 U k j , untuk j Nc,,Np12.6 Model Flow Line Sistem Produksi Tanpa Buffer
Model flow line sistem produksi tanpa buffer adalah sebuah bentuk flow line dimana pada semua pemprosesnya tidak disertai buffer. Misalkan U
k adalah waktu ketika bahan dasar masuk dan siap untuk diproses saat yang ke-k , Y
k adalah waktu ketika produk selesai diproses dan meninggalkan sistem saat ke-k ,12
dan Xi
k adalah waktu memulai proses saat yang ke-k pada pemproses yang ke-i.
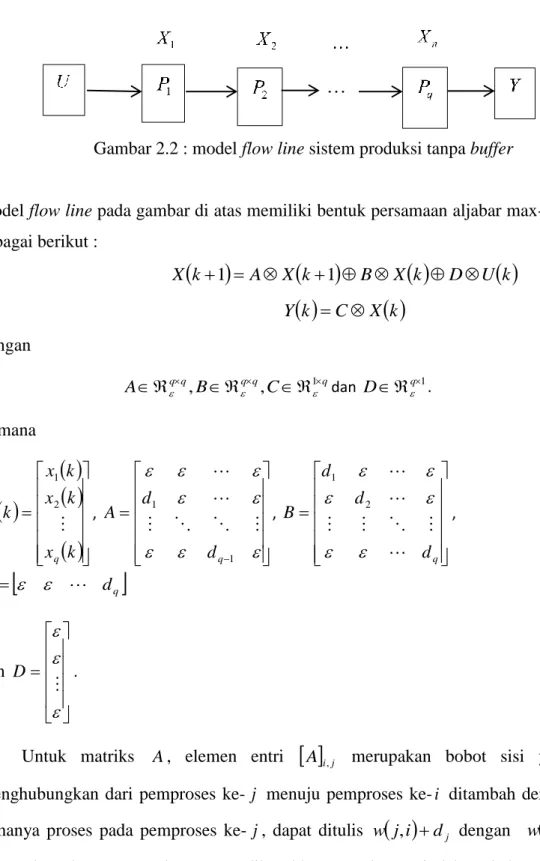
Gambar 2.2 : model flow line sistem produksi tanpa buffer
model flow line pada gambar di atas memiliki bentuk persamaan aljabar max-plus sebagai berikut :
k
A X
k
B X
k D U
k X 1 1
k C X
k Y dengan q q q q q C B A , , 1 dan Dq1. Dimana
k x k x k x k X q 2 1 , 1 1 q d d A , q d d d B 2 1 ,
dq
C dan D .Untuk matriks A, elemen entri
Ai,j merupakan bobot sisi yang menghubungkan dari pemproses ke- j menuju pemproses ke-i ditambah dengan lamanya proses pada pemproses ke- j , dapat ditulis w
j,i dj dengan w ,
j i merupakan lamanya waktu yang dibutuhkan untuk perpindahan bahan dari pemproses ke- j menuju pemproses ke-i. Untuk matriks B, elemen-elemen pada diagonal utamanya adalah merupakan lamanya proses dari masing-masing13
pemproses. Sedangkan matriks C , elemen-elemennya merupakan bobot sisi dari pemproses yang terhubung dengan Ydan untuk matriks D, elemen-elemennya merupakan bobot sisi dari U menuju pemproses yang terhubung dengan U .
Penerapan MPC pada flow line sistem produksi dalam bentuk sebarang baik tanpa buffer maupun dengan buffer telah dijelaskan oleh (Fauzi, 2016). Dalam penerapan MPC pada flow line produksi ada beberapa tahapan penyelesaian, yaitu sebagai berikut:
1. Mengetahui susunan skema dari suatu mesin produksi yang akan dimodelkan sebagai flow line sistem produksi mulai dari input, pemproses sampai output.
2. Mengkontruksi model flow line sistem produksi sesuai dengan susunan skema dari mesin produksi beserta waktu prosesnya.
3. Mendapatkan model sistem MPL dari flow line sistem produksi tanpa buffer
4. Mendapatkan waktu optimal terprediksi dari flow line sistem produksi tanpa buffer dengan cara menerapkan MPC pada flow line produksi tersebut. Dalam penerapan MPC pada flow line sistem produksi tanpa buffer yang dimodelkan sebagai sistem max plus linear (MPL) artinya adalah dari bentuk flow line sistem produksi yang kemudian dikontruksi menjadi bentuk sistem MPL, kemudian sistem MPL inilah yang digunakan dalam penerapan MPC untuk mendapatkan waktu terprediksi dari sistem produksi.
2.7 Program Linear
Program linear adalah salah satu model matematika yang digunakan untuk menyelesaikan masalah optimisasi, yaitu memaksimumkan atau meminimumkan fungsi tujuan yang bergantung pada sejumlah variabel input.
Untuk menyelesaikan masalah dalam dunia nyata dengan menggunakan metode program linear, maka persoalan tersebut harus diterjemahkan terlebih dahulu dalam bentuk model matematis, dimana model matematis persoalan program linear terdiri dari 2 fungsi yaitu (Retnaningsih dan Irhamah, 2011) : 1. Fungsi tujuan (objektif) yaitu memuat tujuan apa yang akan dicapai dalam
14
2. Fungsi kendala (batasan) yaitu memuat batasan-batasan atau kendala-kendala yang ada pada permasalahan tersebut.
Model baku program linear dapat dirumuskan sebagai berikut: Optimumkan (maksimumkan atau minimumkan)
∑
dengan syarat kendala
∑ ∑
Fungsi objektif mengoptimumkan tujuan dari suatu permasalahan, maka fungsi tersebut bisa berbentuk maksimum atau berbentuk minimum. Fungsi objektif berbentuk maksimumkan jika masalah yang ingin dioptimumkan misalnya keuntungan, sedangkan berbentuk minimumkan jika masalah yang ingin dioptimumkan adalah biaya.
15 BAB 3
METODE PENELITIAN
Pada bab ini diuraikan langkah-langkah penelitian yang digunakan atau dikerjakan untuk mencapai tujuan penelitian.
3.1 Tahapan Penelitian
Tahapan-tahapan yang dilakukan dalam penelitian ini adalah sebagai berikut: 1. Pemahaman konsep dan studi literatur
Pada tahap ini, mempelajari model predictive control (MPC), sistem max-plus linier (MPL), program linear dan flow line sistem produksi.
2. Mempelajari masalah MPC untuk MPL (Fauzi, 2016).
Pada tahap ini, mempelajari bagaimana masalah MPC untuk MPL yang meliputi evolusi sistem, constrait atau batasan, evolusi input setelah kontrol horizon dan kriteria biaya input output.
3. Membentuk formulasi program linear masalah MPC untuk MPL.
Berdasarkan penelitian dari Schutter dan Boom (2001) yang menjelaskan tentang permasalahan MPC untuk MPL dapat diselesaikan dengan menggunakan program linear tetapi belum ada penjelasan yang lengkap bagaimana cara membentuk formulasi program linear tersebut. Untuk itu, pada tahap ini akan dijelaskan bagaimana cara membentuk formulasi program linear masalah MPC untuk sistem max-plus linear dan aplikasinya pada flow line sistem produksi. 4. Menyajikan suatu contoh
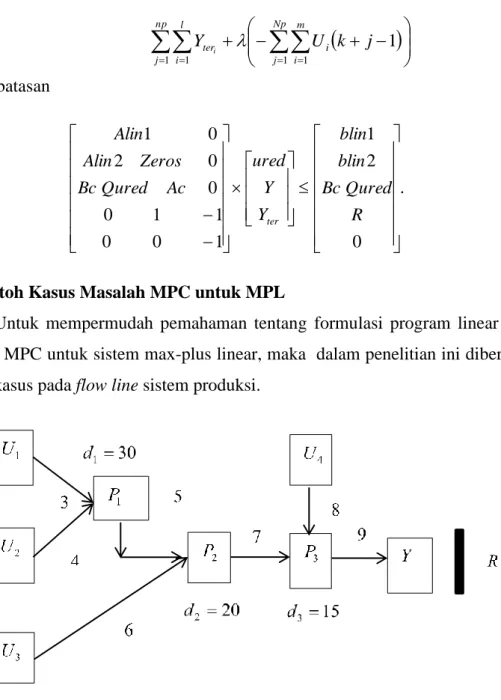
Untuk mempermudah pemahaman tentang bagaimana pembentukan formulasi program linear masalah MPC untuk MPL, maka diberikan suatu contoh model flow line sistem produksi.
16 3.2 Diagram Alir Penelitian
Secara umum diagram alir dalam menyelesaikan penelitian ini adalah sebagai berikut:
Pemahaman konsep dan study literatur
Mempelajari masalah MPC untuk MPL
Membentuk formulasi program linear yaitu
Menentukan lower bound (VLB) input dan output Mentransformasikan evolusi input setelah kontrol
horizon menjadi matriks reduksi dan sebenarnya Mentransformasikan sistem persamaan max-plus linear
menjadi sistem pertidaksamaan linear
Mentransformasikan batasan input menjadi sistem pertidaksamaan linear
Memodifikasi fungsi objektif dari masalah MPC untuk MPL
17 BAB 4
HASIL DAN PEMBAHASAN
Pada bagian ini akan dibahas mengenai formulasi program linear masalah model predictive control untuk sistem max-plus linear dan aplikasinya pada flow line sistem produksi. Berdasarkan pada Bab 2, persamaan (2.3) dan (2.4) adalah bentuk umum sistem max-plus linear, yaitu
k
A X
k B U
k X 1
k C X
kY
dengan ARmaxnxn,BRmaxnxm,CRmaxlxn dan masalah MPC untuk MPL adalah meminimumkan
J min
JoutJin
(4.1) dimana artinya adalah dengan memaksimumkan waktu ketika bahan baku masukke dalam sistem sedemikian hingga bahan jadi meninggalkan sistem tidak melewati batas waktu deadline maksimum
R yang telah ditentukan, dan kriteria biaya
J harus memenuhi kondisi sebagai berikut:Y HUg (4.2) U
k j
U
k j1
, untuk j 0,,Np1 (4.3) Y
k j
Y k j1
, untuk j0,,Np1 (4.4)
0 U k j , untuk j 0,,Np1 (4.5)
0 2 U k j , untuk j Nc,,Np1 (4.6) untuk menentukan formulasi program linear masalah MPC untuk MPL diberikan matriks Nc Np Cc Bc Ac R Uprev X C B A, , , 0, , , , , , ,18 dengan nn n n n n a a a a a a a a a A 2 1 2 22 21 1 12 11 , nm n n m m b b b b b b b b b B 2 1 2 22 21 1 12 11 ln 2 1 2 22 21 1 12 11 C C C C C C C C C C l l n n n n x x x R X 0 0 0 0 2 1 , m Uprev Uprev Uprev R Uprev 2 1 , lNp r r r R 2 1 , bulat bilangan Nc dan Np
19 Matriks Ac diberikan oleh
mNp lNplNp lNp lNp lNp lNp lNp mNp lNp mNp lNp lNp Ac 3 2 1 0 1 0 0 0 1 0 1 0 0 0 1 0 1 0 0 0 1 0 0 0 0 0 1 1 0 1 0 0 0 1 0 1 0 0 0 1 0 1 0 0 0 1 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 1 0 0 0 0 0 1 0 0 0 0 0 1 0 0 0 0 0 1
20
matriks Ac memiliki ukuran matriks yang terdiri dari lNplNp,mNplNp,
,
lNp
mNp lNplNp,lNplNp, sehingga ukuran keseluruhan dari matriks Ac
adalah
2mNp3lNp
lNp. Matriks Bc diberikan oleh mNp lNPmNp mNp lNp mNp lNp mNp Mn p mNp mNp mNp lNp Bc 3 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 1 0 0 0 1 0 1 0 0 0 1 0 1 0 0 0 1 0 0 0 0 0 1 1 0 1 0 0 0 1 0 1 0 0 0 1 0 1 0 0 0 1 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
21
matriks Bc memiliki ukuran matriks yang terdiri dari lNpmNp,mNpmNp,
,
mNp
mNp lNpmNp,lNpmNp, sehingga ukuran keseluruhan dari matriks
Bc adalah
2mNp3lNp
mNp. Matriks Cc diberikan oleh2 3 1 1 3 2 1 1 2 1 1 2 1 1 2 1 1 2 1 max max max min min min max max max min min min lNp mNp lNp lNp lNP mNp mNp mNp mNp lNp lNp dy dy dy dy dy dy du du du du du du duedates duedates duedates Cc
matriks Cc memiliki ukuran matriks yang terdiri dari lNp1,mNp1,mNp1, 1
, 1
lNp
22
4.1 Langkah-langkah Membentuk Formulasi Program Linear Masalah MPC untuk MPL
Pada bagian ini dijelaskan mengenai langkah-langkah untuk membentuk formulasi program linear masalah MPC untuk MPL. Dalam pembentukan formulasi program linear masalah MPC untuk MPL, ada beberapa langkah penyelesaian yaitu sebagai berikut:
4.1.1 Menentukan lower bound (VLB) input dan output
Untuk menentukan lower bound
VLB diberikan matriks
Yprev(kondisi awal waktu output) yang diperoleh dari hasil perkalian max-plus antara matriks Cdan matriks X0 (kondisi awal waktu proses pada pemproses)
1 2 1 1 2 1 ln 2 1 2 22 21 1 12 11 1 0 0 0 0 l l n n n l l l n n n n l Yprev Yprev Yprev x x x C C C C C C C C C X C Yprev
selanjutnya diberikan lower bound untuk input
VLBu yang diperoleh dari hasil
perkalian antara Uprev (kondisi awal waktu input) dengan matriks ones ,
1 Nc
Nc m m Uprev Uprev Uprev VLBu 1 1 2 1 1 1 1 Nc m m m m Uprev Uprev Uprev Uprev Uprev Uprev Uprev Uprev Uprev 2 2 2 1 1 1dan diberikan lower bound untuk output
VLBy yang diperoleh dari hasil
perkalian Yprev dengan matriks ones ,
1 Np
yaitu23
Np l l Yprev Yprev Yprev VLBy 1 1 2 1 1 1 1 Yprevl Yprevl Yprevl l Np
Yprev Yprev Yprev Yprev Yprev Yprev 2 2 2 1 1 1
untuk VLBu
: diberikan oleh
1 2 1 2 1 2 1 : mNc m m m Uprev Uprev Uprev Uprev Uprev Uprev Uprev Uprev Uprev VLBu 24 dan VLBy
: diberikan oleh
1 2 1 2 1 2 1 : lNp l l l Yprev Yprev Yprev Yprev Yprev Yprev Yprev Yprev Yprev VLBy sehingga
: 1. : lNp mNc VLBy VLBu VLB4.1.2 Transformasi Evolusi Input Setelah Kontrol Horizon Menjadi Matriks
U Reduksi dan U Sebenarnya
Pada bagian ini, sistem pertidaksamaan (4.6) akan dibentuk menjadi matriks
Ureduksi
Ured dan matriks
Usebenarnya
Ufull . Matriks
Ured adalah matriks yang diperoleh dari urutan kejadian input
, 2
, ,
1
1 kj U k j U kNc
U m untuk j0,,Nc1. Untuk menentukan elemen matriks Ured diberikan
: 10 rand
mNc,1
VLBu25 1 2 1 2 1 2 1 1 2 1 2 1 2 1 mNc Nc m m mNc m m m rand rand rand rand rand rand rand rand rand Uprev Uprev Uprev Uprev Uprev Uprev Uprev Uprev Uprev
1 2 1 2 1 2 1 1 1 1 1 1 1 mNc m m m Nc k U Nc k U Nc k U k U k U k U k U k U k U dan matriks Ufull adalah matriks yang diperoleh dari urutan kejadian input
, 2
, ,
1
1 k j U k j U kNp
U m untukj 0,,Np1. Untuk menghitung matriks Ufull jika matriks Ured diketahui maka digunakan rumus berikut ini:
j Ured
jU untuk j1,...,Nc (4.7)
j 2U
j1
U
j2
26
Persamaan (4.7) menyatakan bahwa Nc komponen pertama dari Ufull sama dengan Ured sedangkan untuk persamaan (4.8) merupakan formula yang digunakan untuk menghitung komponen berikutnya. Formula ini diperoleh dari fakta bahwa U
Nc U Nc1
U
Nc1
U Nc U
Np U Np1
sedangkan untuk menghitung U
Nc1
digunakan rumus
Nc1
U Nc U
Nc U Nc1
U
Nc1
2U
Nc U Nc1
U
persamaan tersebut berlaku untuk j Nc,,Np dan diberikan matriks
1 2 1 2 1 2 1 1 1 1 1 1 1 mNp m m m Np k U Np k U Np k U k U k U k U k U k U k U Ufull matriks Ured dan matriks Ufull diperoleh dari evolusi input setelah kontrol horizon
02
U k j untuk j Nc,,Np1
artinya, untuk j Nc,,Np1 selisihnya sama sehingga tidak perlu dihitung pada saat optimasi sehingga waktu komputasi menjadi semakin cepat. Hubungan antara matriks Ufull dan matriks Ured adalah
27
k U
k U1 1
k U
k U2 2
k U
k Um m ,
1
1
1
1 k U k U
1
2
1
2 k U k U
k1
U
k1
Um m ,
1
1
1
1 kNc U kNc U
1
2
1
2 kNc U kNc U
kNc1
U
kNc1
Um m ,
2 1
1
1
2
1 kNc U kNc U kNc U
2 2
1
2
2
2 kNc U kNc U kNc U
kNc
2U
kNc1
U
kNc2
Um m m ,
1
2 1
2
1
3
1 kNp U kNp U kNp U
1
2 2
2
2
3
2 kNp U kNp U kNp U
kNp1
2U
kNp2
U
kNp3
Um m m .28
Hubungan-hubungan tersebut dapat dinyatakan dalam bentuk umum yaitu sebagai berikut:
Qalpha Ured
Qured
Ufull
sehingga untuk mendapatkan matriks Qured jika adalah sebagai berikut: diberikan matriks m m m m m m m m Qsub 2 3 2 2 2 4 0 0 3 0 0 0 4 0 0 3 0 0 0 4 0 0 3 3 0 0 2 0 0 0 3 0 0 2 0 0 0 3 0 0 2 2 0 0 1 0 0 0 2 0 0 1 0 0 0 2 0 0 1
matriks Qsub diperoleh dari
ieye
m,m
, i1eye
m,m
untuk i1:NpNcdan matriks Qureddiberikan oleh
Qsub eye Qured
29 4 0 0 3 0 0 0 4 0 0 3 0 0 0 4 0 0 3 3 0 0 2 0 0 0 3 0 0 2 0 0 0 3 0 0 2 2 0 0 1 0 0 0 2 0 0 1 0 0 0 2 0 0 1 1 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 1 Qured
dan matriks Qalphadiberikan oleh
1 0 0 0 mNp Qalpha
30
dan untuk mendapatkan matriks Qalpha jika Nc1 adalah sebagai berikut: diberikan matriks 1 1 0 0 0 0 0 0 0 0 0 0 0 0 3 0 0 0 3 0 0 0 3 2 0 0 0 2 0 0 0 2 1 0 0 0 1 0 0 0 1 mNc mNp m m mNc mNp Qsub dan
1 0 0 0 0 0 0 1 , 1 , mNp mNc mNp Qsub mNc zeros Qalpha sehingga untuk Nc1, Qalphatidak selalu bernilai nol.
4.1.3 Transformasi Sistem Persamaan Max-Plus Linear Menjadi Sistem Pertidaksamaan Linear
Sistem persamaan max-plus linear (4.2) adalah sebagai berikut : 1 1 1 lNpmNp mNp lNp lNp H U g Y
sistem persamaan tersebut akan diubah menjadi sistem pertidaksamaan linear dalam aljabar biasa. Jika ada elemen didalam matriks H yang berhingga dan ada
31
elemen didalam matriks g yang berhingga maka persamaan untuk Y yang bersesuaian dapat dituliskan sebagai berikut:
i mNp j i i g u u u h y 2 1 ,persamaan diatas dapat dituliskan dalam bentuk
i j j i
i h u g
y max , ,
karena Y merupakan maksimum dari i hi,j uj dan g , maka persamaan diatas i artinya i j uj yi h , i i y g
sehingga diperoleh sistem pertidaksamaan linear yaitu i j j i u h y , . i i g y
Untuk menentukan elemen matriks H dan elemen matriks g, diberikan matriks mNp lNp Np Np B C B A C B A C B C B A C B C H 2 1 0 0 0 dan 1 2 0 0 0 lNp Np X A C X A C X A C g
32 sehingga untuk menghitung matriks Ydiberikan
g Ufull H Y yaitu
1 2 1 2 1 2 1 2 1 2 1 0 0 0 1 1 1 1 1 1 0 0 0 lNp Np mNp m m m mNp lNp Np Np X A C X A C X A C Np k U Np k U Np k U k U k U k U k U k U k U B C B A C B A C B C B A C B C hasil dari proses diatas adalah