IMPLEMENTASI DDA INTERPOLATOR UNTUK
PERGERAKAN MOTOR STEP DUA SUMBU
PADA MESIN GRAFIR 2,5D
BERBASIS ARDUINO
Reza Maliki Akbar
Hadi Supriyanto, S.T., M.T., Dr. Noval Lilansa, Dipl.Ing(FH)., M.T. Jurusan Teknik Otomasi Manufaktur dan Mekatronika,
Politeknik Manufaktur Negeri Bandung Jl. Kanayakan 21, Bandung, Indonesia
ABSTRAK
Mesin grafir2,5D merupakan mesin yang digunakan untuk penggoresan, mesin ini memiliki tiga sumbu yaitu X, Y dan Z, dimana dua sumbu (X dan Y) bergerak secara bersamaan dan sumbu lainnya (sumbu Z) tidak bersamaan. Permasalahan yang muncul adalah bagaimana mengimplementasikan sebuah mekanisme pemrograman yang paling efektif untuk melakukan proses interpolasi sumbu X dan sumbu Y yang digerakkan oleh penggerak motor stepper 5 fasa.
Pengontrol yang digunakan adalah mikrokontroler Arduino sebagai pengendali utama dan software
Python TkInter sebagai antarmuka. Perangkat kerasnya menggunakan motor stepper yang dikendalikan oleh MOSFET IRF540 dan IRF9540 serta komponen pendukung lainnnya. Pada pengontrol ini menerapkan konsep interpolasi secara linear dan circular untuk proses pengontrolan pergerakan kedua buah motor stepper dua sumbu (X dan Y). Metode interpolasi linear memanfaaatkan selisih antara koordinat X dan Y tujuan dengan koordinat X dan Y sebelumnya, sedangkan metode interpolasi circular memanfaatkan perubahan frekuensi dari pulsa yang menyerupai fungsi sinus dan cosinus.
Dari hasil pengujian yang telah dilakukan, mesin grafir 2,5D sudah bisa melakukan interpolasi linear
dan circular pada empat kuadran. Pada pengujian kecepatan putar motor stepper apabila frekuensi masukan bernilai 3000 Hz maka kecepatan putaran motor yang dihasilkan adalah 176 rpm, berbeda dengan hasil perhitungan yang seharusnya bernilai 180 rpm. Nilai keakuratan pada interpolasi linear memiliki rata-rata selisih 0,43 mm, sedangkan pada interpolasi sirkular memiliki rata-rata selisih 2,7 mm dibandingkan dengan perkiraan perhitungan. Rata-rata waktu tempuh secara aktual lebih lama 4,44 detik untuk interpolasi linear, sedangkan pada interpolasi sirkular memiliki rata-rata selisih waktu tempuh 3,27 detik dibandingkan dengan hasil perhitungan.
Kata kunci : mesin grafir 2.5D, motor stepper 5 fasa, interpolasi, DDA.
ABSTRACT
2.5D engraving machine is a machine used for etching, this machine has three axes which are X, Y and Z, which move two axes (X and Y) simultaneously, and the Z axis moves is not the same. Emerging issues how to implement a programming mechanism which is the most effective to perorm the interpolation process the X and Y axes are driven by 5-phase stepper motor.
Arduino microcontroller is used as a main controller, and Python TkInter as an interface. Hardware used are stepper motors which is controller by MOSFET IRF540 and IRF9540, and other supporting components. This controller apply the interpolation concept in linear and circular for the process of controlling the movement of two-axis stepper motors (X and Y). Linear interpolation method uses the difference between the X and Y coordinates of the destination with the previously coordinates, while the circular interpolation method using a change in frrequency of the pulses that are similar to the sine and cosine functions.
From the results of tests that have been done, 2,5D engraving machine is able to do linear and circular interpolation on four quadrant. On testing the stepper motor speed, if the input frequency is 3000 Hz, then the motor speed is 176 rpm, in contrast to the result of calculation that ought to be worth 180 rpm. The value of the accuracy of the linear interpolation has an average difference of 0,43 mm, while the circular interpolation has an average difference of 2,7 mm compared with the estimated calculation. The average time required to perform the interpolation process is actually much longer 4,44 second for linear interpolation, while the circular interpolation has an average of 3,27 second time difference compared with the calculation results.
1. PENDAHULUAN Tujuan
Tujuan dibuatnya sistem penggerak mesin grafir
2.5D berbasis Arduino adalah sebagai berikut : a. Membuat sistem kendali interpolasi
motor stepper 5 fasa pada sumbu X dan sumbu Y mesin grafir 2.5D,
b. Membuat program Arduino untuk sistem kendali keseluruhan yang terintegrasi.
Teknologi yang Digunakan pada Proyek Akhir
1.2.1. Plant mesin grafir 2.5D
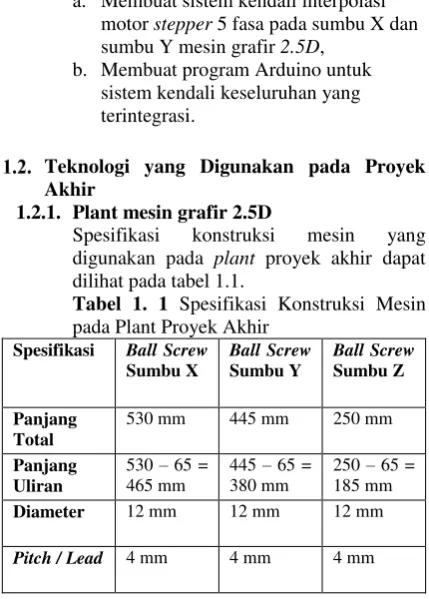
Spesifikasi konstruksi mesin yang digunakan pada plant proyek akhir dapat dilihat pada tabel 1.1.
Tabel 1. 1 Spesifikasi Konstruksi Mesin pada Plant Proyek Akhir
Spesifikasi Ball Screw Sumbu X
Tabel 1.2. Spesifikasi Arduino Mega 2560 Tegangan kerja 5 V Masukan pin analog 16
Arus DCpermasukan digunakan bootloader) SRAM 8 Kb
EEPROM 4 Kb Kecepatan clock 16 MHz
Tabel 1.3. Spesifikasi Arduino Nano Tegangan kerja 5 V
Flash memory 32 Kb (2 Kb digunakan bootloader)
SRAM 2 Kb EEPROM 1 Kb Kecepatan clock 16 MHz
1.2.3. HMI (Human Machine Interface)
HMI yang digunakan pada sistem kendali mesin grafir 2.5D ini memiliki spesifikasi yang perlu diperhatikan diantaranya tipe dan ukuran layar, sumber tegangan, serta tipe koneksi komunikasi. HMI yang digunakan ialah LCD HDMI Waveshare 7 inci tipe C, dari kode nama HMI dapat diketahui HMI yang digunakan memiliki spesifikasi ukuran 7 inci, layar warna dengan resolusi 1024 x 600, koneksi dari HMI ke mikorkomputer
menggunakan HDMI dan USB,
Gambar 1.1 LCD Waveshare dan Raspberry Pi
1.2.4. Motor
Spesifikasi motor yang digunakan pada
plant proyek akhir dapat dilihat pada tabel dibawah ini.
Tabel 1. 4 Spesifikasi Motor pada Plant Proyek Akhir
Jenis Motor Spesifikasi Motor
Stepper (sumbu X dan sumbu
Y)
Autonics A41K-M599 (maks. torsi 4,1Nm ; 1,4A/fasa ; 5 fasa ; 85 x 85 x
98mm ; Tipe koneksi : Pentagon)
Motor DC (sumbu Z dan
spindle)
RS-715-112 (6 - 24 VDC)
1.2.5. Penggerak Motor (Motor Driver)
Penggerak motor (Motor Driver) yang digunakan pada plant proyek akhir menggunakan komponen semikonduktor dengan pertimbangan kemampuan switching,
dan ketahanan arus, serta kecocokan komponen sebagai komponen penggerak motor.
Tabel 1.5 Spesifikasi komponen semikonduktor untuk penggerak motor
Komponen VDSS
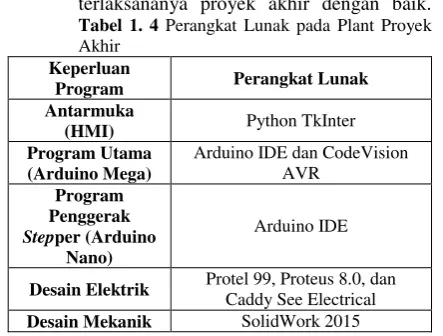
Berbagai perangkat lunak digunakan untuk berbagai macam keperluan guna menunjang
terlaksananya proyek akhir dengan baik.
Tabel 1. 4Perangkat Lunak pada Plant Proyek Akhir
Keperluan
Program Perangkat Lunak Antarmuka
(HMI) Python TkInter Program Utama
(Arduino Mega)
Arduino IDE dan CodeVision AVR
Desain Elektrik Protel 99, Proteus 8.0, dan
Caddy See Electrical
Desain Mekanik SolidWork 2015
2. PROSES PENYELESAIAN PROYEK Gambaran Umum Sistem
Mesin grafir 2.5D merupakan suatu mesin perkakas yang bertujuan untuk mempermudah pengerjaan manusia (operator) dalam proses penggoresan benda kerja (grafir) yang mempunyai 3 sumbu, namun hanya 2 sumbu saja yang dapat bergerak secara bersamaan melakukan gerak interpolasi yang simultan, yaitu sumbu X dan sumbu Y, sedangkan sumbu Z bergerak terpisah dan terdapat pula spindle
untuk memutarkan alat potong yang menggores benda kerja.
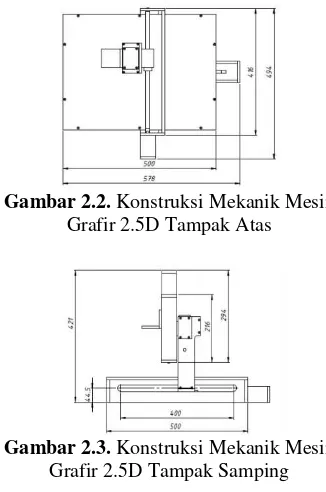
Mesin grafir ini mempunyai area kerja seluas 347,4mm x 377,92 mm. Motor stepper yang digunakan memiliki spesifikasi 5 fasa; 1,4 A/phase; 0,72o/step; 3,6 VDC, sedangkan motor DC yang digunakan memiliki tegangan kerja 24 VDC dan terintegrasi dengan encoder serta
proximity induktif dan dibatasi area kerjanya oleh limit switch. Sebagai sistem transmisi dari putaran motor pada sumbu X, Y, dan Z digunakan ball screw dengan spesifikasi utama yaitu diameter 12 mm dan pitch 4 mm. Berikut visualisasi plant diperlihatkan pada gambar.
Gambar 2.2 Mesin Grafir 2,5D
Gambar 2.2. Konstruksi Mekanik Mesin Grafir 2.5D Tampak Atas
Gambar 2.3. Konstruksi Mekanik Mesin Grafir 2.5D Tampak Samping
Mesin grafir 2.5D ini dikontrol menggunakan Arduino Mega 2560. Komunikasi antara mikrokontroler dengan mesin grafir 2.5D menggunakan pengendali motor stepper dan pengendali motor DC sebagai penerjemah program yang telah dibuat. Sistem pengendali pada motor stepper menggunakan MOSFET IRF9540 dan IRF540.
Gambar 2.4 Gambaran umum sistem
Operator memasukkan data titik koordinat melalui perangkat antarmuka yang sudah disediakan. Untuk memasukkan data titik koordinat yang dimaksud yakni melalui LCD
touchscreen. Nilai-nilai koordinat yang telah dimasukan akan diproses oleh Arduino dan dikonversikan menjadi jumlah pulsa dalam frekuensi tertentu. Jumlah pulsa yang keluar tersebut akan dkonversikan kembali oleh rangkaian penggerak menjadi sinyal untuk memutarkan motor stepper pada sumbu X dan sumbu Y. Lama pergerakan motor stepper ini tergantung pada jumlah pulsa yang diberikan sedangan kecepatan putarnya tergantung dari frekusensi pulsa tersebut. Setelah koordinat X dan Y tercapai pengontrol akan menggerakan motor DC secara otomatis. Arduino akan membaca status running pada motor stepper X,
Y dan Z, lalu akan mengirimkan pulsa dengan jumlah dan frekuensi tertentu kepada arduino pengendali motor DC. Pulsa ini akan dibandingkan dengan pulsa yang dihasilkan oleh rotary encoder dan dikonversikan menjadi nilai PWM. Nilai PWM yang dihasilkan akan disesuaikan dengan parameter pengontrol PID yang telah dimasukan dalam program arduino di dalamnya. Sinyal PWM yang dihasilkan akan mendetak rangkaian pengendali motor DC sehingga dapat memutarkan motor DC penggerak sumbu Z dan Spindle, sesuai dengan parameter yang diberikan.
Tuntutan Sistem 2.2.1. Fungsi standar
Fungsi standar yang harus dipenuhi adalah sebagai berikut.
a. Mampu melakukan proses grafir dengan kelajuan konstan setelah operator melakukan pemilihan kelajuan proses. b. Mampu mengimplementasikan G-Code. c. Mampu melakukan interpolasi linear
dan interpolasi srikular pada empat kuadran pada koordinat kartesian. d. Mampu melakukan pergerakan sumbu
X dan Y baik otomatis maupun manual. e. Mampu melakukan pergerakan sumbu Z
baik otomatis maupun manual.
2.2.2. Fungsi tambahan
Fungsi tambahan yang harus dipenuhi sebagai berikut.
a. Mampu melakukan proses grafir multi koordinat secara otomatis pada dua area ketinggian.
b. Mampu melakukan pengendalian kecepatan spindle dengan metode PID dan melakukan proses grafir dengan putaran spindle yang konstan.
c. Mampu menambahkan fungsi M-Code. d. Kontrol mesin grafir menggunakan
komunikasi nirkabel (wireless).
Perencanaan dan Pembuatan Program Interpolasi
2.3.1. Konsep pengendalian sumbu X dan Y
Sebagai arah pergerakan motor (CW atau CCW). Hasil keluaran Arduino dikonversi menjadi keluaran bit eksitasi motor stepper yang terlebih dahulu dikuatkan dengan
Gambar 2.5 Diagram blok pengendali sumbu X dan Y
1. Perhitungan jumlah pulsa Pada tahapan ini terdapat dua metode perhitungan, yaitu dengan menggunakan full step dan half step. Namun penulis menggunakan metode half step.
1 Pulsa = 0.36⁰
Pulsa /Rotasi = 3600.36⁰0= 1000 𝑝𝑢𝑙𝑠𝑎
Pitch = 4 mm
𝐽𝑢𝑚𝑙𝑎ℎ 𝑃𝑢𝑙𝑠𝑎 = 𝐽𝑎𝑟𝑎𝑘 × 𝑃𝑢𝑙𝑠𝑎𝑃𝑖𝑡𝑐ℎ𝑅𝑜𝑡𝑎𝑠𝑖
𝐽𝑢𝑚𝑙𝑎ℎ 𝑃𝑢𝑙𝑠𝑎 = 32 𝑚𝑚 × 5004
𝐽𝑢𝑚𝑙𝑎ℎ 𝑃𝑢𝑙𝑠𝑎 = 8000 𝑝𝑢𝑙𝑠𝑎
Maka, untuk menempuh satu koordinat (jarak 3,2 cm) dibutuhkan pulsa sebanyak 8000. Pemberian kecepatan frekuensi harus diberikan pada kisaran 2,5 kHz, pada pemberian frekuensi feedrate sekitaran 4000 ke atas akan menyebabkan melencengnya garis interpolasi dari koordinat yang diharapkan.
Pada proyek akhir ini terdapat tiga buah
plant yaitu plant A, plant B, dan plant C, ketiga plant tersebut memiliki karakteristik mekanik penggerak sumbu horizontal yang berbeda-beda. Maka dari itu, untuk mendapatkan hasil yang diinginkan, diaturlah kecepatan frekuensi yang berbeda-beda pula. Plant A diatur pada kecepatan frekuensi 3,7 kHz, plant B diatur pada kecepatan frekuensi 3kHz, dan plant C diatur pada kecepatan frekuensi 2,5kHz. Semakin besar frekuensi semakin cepat kecepatan putar motor lalu semakin kecil pula torsi semakin kecil arus listrik, karena kecepatan putar motor dan torsi selalu berbanding terbalik. Begitu juga, semakin kecil frekuensi semakin lambat kecepatan putar motor, semakin besar torsi semakin besar arus listrik.
2.3.2. Perancangan program interpolasi
1. Metode pembangkit sinyal
interpolator linear
Salah satu tuntutan pada sistem yang akan dibuat adalah sistem pembangkitan sinyal interpolator linear. Mengacu pada ketersediaan referensi dari metode yang akan digunakan, maka diputuskan untuk menggunakan DDA integrator sebagai metode pembangkit sinyal
interpolator linear.
Pada DDA integrator digunakan dua buah register yang dapat
membangkitkan sinyal pulsa. Untuk menghasilkan garis linear, maka DDA
integrator harus memiliki perbandingan frekuensi yang sama pada masing-masing sumbu. Setiap sumbu
pergerakan memerlukan satu integrator
DDA. Integrator DDA 1 menghasilkan pulsa-pulsa pergerakan untuk sumbu X dan integrator DDA 2 menghasilkan pulsa-pulsa untuk pergerakan sumbu Y. Dengan demikian gerakan resultan yang dihasilkan merupakan gerakan dari dua sumbu pergerakan yang bergerak secara simultan.
Cara kerja dari DDA integrator ini menggunakan sistem open loop yaitu pulsa yang dihasilkan tidak
mempengaruhi nilai p atau nilai p konstan. Jadi, hasil pulsa dikeluarkan langsung untuk pergerakan motor stepper. DDA integrator menggunakan sistem open loop ini di tunjukan pada gambar 2.6
Dari integrator yang ditunjukkan pada gambar 2.6, dibuatlah algoritma untuk
interpolator linear yang memanfaatkan proses iterasi pada proses
interpolasinya. Iterasi berfungsi sebagai pengurang variabel proses yang akan mempengaruhi jumlah pulsa yang dihasilkan dan sebagai indikator bahwa proses DDA telah berlangsung selama 1 siklus.
Interpolator linear membutuhkan inisialisasi beberapa variabel yang diperlukan seperti X1, Y1, X2, Y2, dltPX, dltPY, iterasi, dan jarak_tempuh. X1 dan Y1 merupakan variabel yang menyimpan koordinat awal sebelum proses interpolasi, sedangkan X2 dan Y2 merupakan variabel yang menyimpan koordinat X dan Y yang menjadi tujuan akhir proses interpolasi. DltPX dan dltPY merupakan variabel yang menghitung jarak dari koordinat awal hingga koordinat tujuan sekaligus menjadi arah kuadran tempat proses interpolasi akan diproses. Iterasi adalah variabel untuk menyimpan kapasitas register dari proses interpolasi dan jarak_tempuh merupakan variabel yang berisi panjang iterasi yang akan dilaksanakan. Apabila digambarkan dalam bentuk diagram alir adalah seperti yang ditunjukkan pada gambar 2.7.
Gambar 2.7 Diagram alir linear interpolator 2. Metode pembangkit sinyal interpolator
sirkular
Tuntutan lain yang harus dicapai pada sistem yang akan dibuat adalah sistem pembangkitan sinyal interpolator circular. Mengacu pada ketersediaan referensi dari metode yang akan digunakan, maka diputuskan untuk menggunakan DDA
integrator sebagai metode pembangkit sinyal interpolator circular.
Pada DDA integrator digunakan dua buah register yang dapat membangkitkan sinyal pulsa yang perubahan frekuensi dari pulsa yang dihasilkan menyerupai fungsi sinus dan
cosinus. Fungsi cosinus yang dimaksud adalah frekuensi dari pulsa keluaran yang menyerupai fungsi cosinus dimana perubahan frekuensinya dari nilai yang tinggi ke nilai yang lebih rendah. Fungsi
sinus yang dimaksud adalah frekuensi dari pulsa keluaran yang menyerupai fungsi sinus
dimana perubahan frekuensinya dari nilai yang rendah ke nilai yang lebih tinggi. Untuk membuat frekuensi dari pulsa yang menghasilkan fungsi sinus dan cosinus maka DDA integrator dihubungkan saling mengumpan balik.
Umpan balik dari masing-masing keluaran DDA integrator akan dipengaruhi oleh frekuensi dari pulsa selanjutnya. Untuk memperoleh frekuensi dari pulsa menyerupai fungsi cosinus, maka keluaran dari DDA integrator dengan fungsi sinus
diumpan balikkan pada DDA integrator
dengan fungsi cosinus dengan nilai negatif. Sementara pada DDA integrator dengan fungsi sinus berlaku sebaliknya.
berfungsi sebagai jantung DDA. Masukan berasal dari clock yang akan membuat DDA interpolator bekerja. Bila tidak ada masukan
clock maka tidak ada pulsa keluar.
Pada Gambar 2.8 menunjukan DDA integrator yang saling bersilangan yaitu bila pada DDA 1 menghasilkan pulsa maka nilai P pada DDA 2 akan bertambah dan apabila DDA 2 menghasilkan pulsa maka nilai P pada DDA 1 akan berkurang. Begitu seterusnya hingga hingga nilai p pada DDA 1 bernilai nol dan nilai P pada DDA 2 bernilai maksimum.
Gambar 2.8 DDA integrator untuk interpolator sirkular
Dari integrator yang ditunjukkan pada gambar 2.8, dibuatlah algoritma untuk
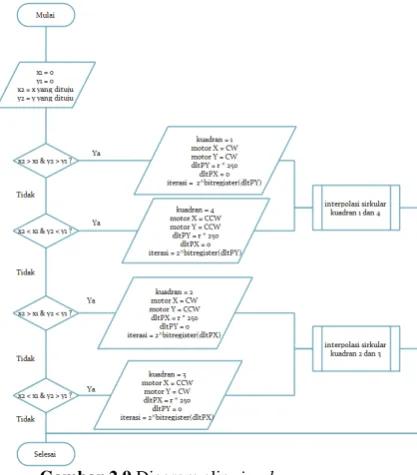
interpolator circular yang memanfaatkan proses iterasi pada proses interpolasinya. Iterasi berfungsi sebagai pengurang variabel proses yang akan mempengaruhi jumlah pulsa yang dihasilkan dan sebagai indikator bahwa proses DDA telah berlangsung selama 1 siklus. Untuk itu, diperlukan variabel untuk mengakomondasi proses iterasi tersebut. Gambar 2.9 merupakan diagram alir dari pengolahan awal variabel pada interpolator circular.
Gambar 2.9 Diagram alir circular interpolator (1)
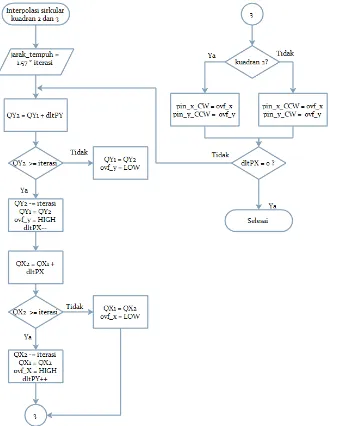
Setelah pengolahan awal variabel dilakukan untuk menentukan kuadran tempat dilakukannya proses interpolasi
circular maka langkah selanjutnya adalah mengolah data variabel yang diperoleh untuk melakukan proses interpolasi. Gambar 2.10 merupakan diagram alir dari interpolator circular
untuk proses pada kuadran 1 dan 4.
Gambar 2.10 Diagram alir circular interpolator (2)
gambar 3.15, maka langkah selanjutnya setelah ditentukan kuadran 1 dan 4 adalah nilai QY2 adalah QY1 yang ditambahkan dengan nilai dltPY. Apabila nilai QY2 lebih besar dari iterasi maka nilai QY2 akan dikurangi kapasitas register, nilai QY2 dimasukkan pada QY1, nilai ovf_y high dan nilai dltPX akan bertambah. Sedangkan apabila QY2 lebih kecil daripada iterasi maka ovf_y low dan nilai QY2 tetap dimasukkan ke QY1. Selanjutnya nilai QX2 adalah nilai QX1 yang ditambahkan dengan nilai dltPX. Apabila nilai QX2 lebih besar dari iterasi maka nilai QX2 akan dikurangi kapasitas register, nilai QX2 dimasukkan pada QX1, nilai ovf_x high dan nilai dltPY akan berkurang. Proses ini akan terus berulang hingga nilai dltPY mencapai 0 dan dltPX sama dengan nilai r. Adapun untuk diagram alir untuk kuadran 2 dan 3 ditunjukkan pada gambar 2.11.
Gambar 2.11 Diagram alir circular interpolator (3)
Setelah dilakukan pengolahan awal pada variabel seperti yang ditunjukkan pada gambar 2.9, maka langkah selanjutnya setelah ditentukan kuadran 2 dan 3 adalah nilai QY2 adalah QY1 yang ditambahkan dengan nilai dltPY. Apabila nilai QY2 lebih besar dari iterasi maka nilai QY2 akan dikurangi kapasitas register, nilai QY2 dimasukkan pada QY1, nilai ovf_y high dan nilai dltPX akan berkurang. Sedangkan apabila QY2 lebih kecil daripada iterasi maka ovf_y
low dan nilai QY2 tetap dimasukkan ke QY1. Selanjutnya nilai QX2 adalah nilai QX1 yang ditambahkan dengan nilai dltPX. Apabila nilai QX2 lebih besar dari
iterasi maka nilai QX2 akan dikurangi kapasitas register, nilai QX2 dimasukkan pada QX1, nilai ovf_x high dan nilai dltPY akan bertambah. Proses ini akan terus berulang hingga nilai dltPX mencapai 0 dan dltPY sama dengan nilai r.
Integrasi Program Pengendalian Mesin Grafir 2,5D
Seluruh program kendali perlu diintegrasikan pada pengendali utama (master). Master
menangani beberapa masukan dan keluaran. Pengintegrasian ini ada yang menggunakan dari pin ke pin mikrokontroler dan ada juga yang menggunakan komunikasi serial.
Pada proses intergrasi program keseluruhan hal yang dilakukan adalah mengatur dan menaikkan nilai baud rate yang awalnya 9600 menjadi 115200 agar pada proses pengiriman data tidak mengalami jeda waktu.
Saat melakukan komunikasi serial dengan
driver-driver tidak dapat dilakukan monitoring karena karena akan mempengaruhi kinerja
driver menjadi lebih lambat beserta data yang dikirimnya menjadi tidak sempurna.
Kapasitas buffer serial pada Arduino yang mula-mula 64 byte dinaikkan menjadi 128 byte, agar tampungan data masukan lebih banyak ketika memasukkan program G-Code.
Gambar 2.12 Alurproses masukan dan keluaran Arduino
3. HASIL IMPLEMENTASI Pengujian
3.1.1. Frekuensi keluaran mikrokontroler
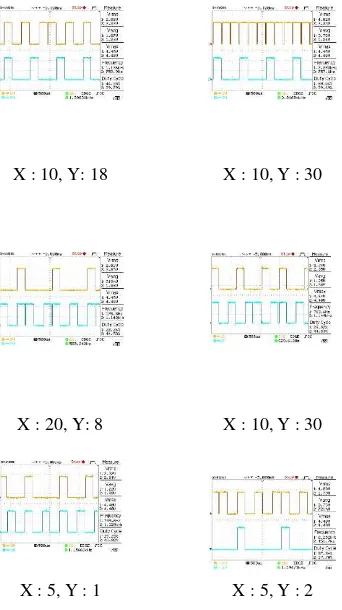
ondisi off. Pengujian frekuensi keluaran menggunakan metode interpolasi linear
Gambar 3.1. Hasil keluaran frekuensi koordinat linear pada osiloskop
3.1.2. Kecepatan
Pada pengujian kecepatan putar motor stepper pada proses interpolasi, pengujian kecepatan putar motor stepper dilakukan dengan mengatur berdasarkan tinggi rendahnya frekuensi yang dikirim oleh interpolator. Pengujian ini menggunakan alat tachometer untuk mendapatkan nilai kecepatannya (rpm). Pada dasarnya, nilai frekuensi yang dikirim akan berbanding lurus dengan nilai kecepatan putar motor. Semakin tinggi nilai frekuensi yang dikirim, maka kecepatan putar motor stepper pun akan semakin tinggi. Adapun perhitungan untuk pengujian kecepatan putar motor stepper ditunjukkan pada persamaan (4-1).
𝜔 = 60 𝑝𝑝𝑠𝑁𝑝 [rotasi/menit]...(4-1)
Tabel 3.1. Pengujian kecepatan putaran motor stepper dengan frekuensinya
Gambar 3.2. Kurva kecepatan – frekuensi motor stepper
3.1.3. Keakuratan
Pada pengujian keakuratan tujuannya adalah membandingkan jarak pada perhitungan dan jarak sebenarnya (aktual). Keakuratan pada proses interpolasi diukur berdasarkan jumlah pulsa yang dikirim dengan panjang iterasi yang seharusnya. Alat ukur yang digunakan dalam pengujian adalah penggaris dengan ketelitian 1 mm, dikarenakan pergerakan 1 step pulsa pada motor stepper bergerak sebesar 0,004 mm, ketelian alat ukur yang terbatas dan alat ukur
0 100 200 300
0 1000 2000 3000 4000
Ke
ce
pa
tan
(rpm
)
Frekuensi (Hz)
Kurva Kecepatan
-Frekuensi
X : 10, Y: 18 X : 10, Y : 30
X : 20, Y: 8 X : 10, Y : 30
X : 5, Y : 1 X : 5, Y : 2
No Frek. (Hz) Tachometer (rpm)
Perhitungan (rpm)
1 300 15,7 18
2 600 30,4 36
3 900 51,3 54
4 1200 68,7 72
5 1500 89,9 90
6 1800 105,7 108
7 2100 121,2 126
8 2400 139 144
9 2700 155,5 162
10 3000 176 180
11 3300 198,4 198
yang belum terkalibrasi, data pada pengujian dikatakan perkiraan perhitungan. Untuk menghitung persentase perkiraan keakuratan dapat menggunakan persamaan sebagai (3-2).
%𝑃𝑒𝑟𝑘𝑖𝑟𝑎𝑎𝑛 𝐾𝑒𝑎𝑘𝑢𝑟𝑎𝑡𝑎𝑛 = 𝑃𝑒𝑟𝑘𝑖𝑟𝑎𝑎𝑛 𝑝𝑒𝑛𝑔𝑢𝑘𝑢𝑟𝑎𝑛
𝑝𝑒𝑟ℎ𝑖𝑡𝑢𝑛𝑔𝑎𝑛 × 100%...(3-2) 1. Interpolasi linear
Keakuratan pada proses interpolasi linear diuji pada garis resultan pada interpolasi linear menggunakan teorema Pythagoras, terdapat pada persamaan (4-3).
𝑅 = √𝑥2+ 𝑦2………..(3-3)
Contoh :
x = 3 mm, y = 3 mm. R = √32+ 32 = 4,24 mm
Tabel 3.2 Perbandingan hasil pengukuran dan perhitungan koordinat linear
Pada tabel 3.2 ditunjukkan perbandingan antara hasil perhitungan untuk pengukuran keakuratan dengan hasil pengukuran menggunakan penggaris dengan ketelitian 1 mm. Dari tabel tersebut dapat dihitung bahwa rata-rata selisih keakuratan untuk interpolasi linear bernilai 0,43 mm dan rata-rata dari persentase perkiraan keakuratan 100,06%. Adapun perbedaan yang terjadi antara hasil pengukuran dengan perhitungan bisa disebabkan oleh kondisi lain pada sistem, seperti konstruksi plant yang kurang baik, ataupun kondisi pada penggerak dan lain sebagainya.
2.Interpolasi sirkular
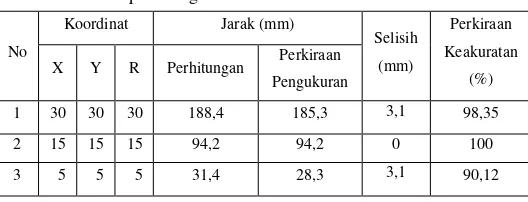
Keakuratan pada proses interpolasi sirkular diuji pada garis resultan pada interpolasi sirkular menggunakan rumus
keliling lingkaran, terdapat pada persamaan (3-4).
Tabel 3.3 Perbandingan hasil pengukuran dan perhitungan koordinat sirkular
Pada tabel 3.3 ditunjukkan perbandingan antara hasil perhitungan untuk pengukuran keakuratan dengan hasil pengukuran menggunakan penggaris dengan ketelitian 1 mm. Dari tabel tersebut dapat dihitung bahwa rata-rata selisih keakuratan untuk interpolasi sirkular bernilai 2,7 mm dan rata-rata dari perkiraan keakuratan 96,16% . Adapun perbedaan yang terjadi antara hasil pengukuran dengan perhitungan bisa disebabkan oleh kondisi lain pada sistem, seperti konstruksi plant yang kurang baik ataupun kondisi pada penggerak dan lain sebagainya.
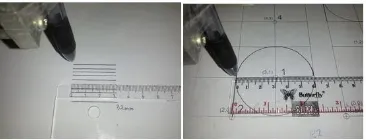
3.1.4. Kepresisian (Repeatability)
Kepresisian adalah variasi dalam pengukuran yang dilakukan oleh seseorang atau isntrumen pada hasil yang sama dan dalam kondisi yang sama. Dalam uji coba kepresisian ini yang diukur adalah garis yang dihasilkan dari pergerakan interpolasi linear dan sirkular pada mesin grafir 2,5D. Pengujian untuk interpolasi linear dilakukan secara berulang sebanyak 10 kali pergerakan, dengan cara menggerakkan salah satu sumbu sejauh 32 mm yang bernilai 8000 pulsa. Lalu pada pengujian untuk interpolasi sirkular diberikan sejumlah pulsa 7500 yang berarti dengan nilai radius 30 mm, dilakukan berulang kali pada masing-masing kuadran lingkaran, mulai dari kuadran 1-4. Alat ukur yang digunakan dalam pengujian adalah penggaris dengan ketelitian 1 mm. Berikut merupakan hasil daripada uji coba kepresisian.
No
Koordinat Jarak (mm)
Selisih
Koordinat Jarak (mm)
Gambar 3.4 Pengujian kepresisian interpolasi linear dan sirkular
3.1.5. Waktu tempuh antar koordinat
Pengujian ketepatan waktu tempuh adalah variabel yang di ukur adalah waktu tempuh alat dalam melakukan interpolasi terhadap koordinat yang dituju. Pada pengujian ini, alat ukur yang digunakan adalah stopwatch
digital.
1. Interpolasi linear
Ketepatan waktu tempuh pada interpolasi linear menggunakan teorema Pythagoras pada pengujiannya untuk menentukan garis miring dari koordinat yang ditentukan. Untuk menentukan waktu tempuh interpolasi linear terdapat pada formula (3-5):
7500
𝑓𝑟𝑒𝑘 𝑚𝑎𝑘𝑠𝑖𝑚𝑎𝑙× √𝑋2+ 𝑌2 ……….(3-5)
Nilai 7500 merupakan pulsa yang diberikan mikrokontroler untuk bergerak sejauh 30mm yang juga merupakan nilai pulsa yang dijadikan referensi untuk menentukan jumlah pulsa untuk jarak yang diinginkan. Nilai 7500 didapatkan dari perbandingan aktuator yang digunakan pada plan dengan sistem mekanik yang terpasang pada plan, juga kebutuhan yang diinginkan oleh sistem. Nilai 7500 di dapat kan dari formula (4-6).
∑ 𝑃𝑢𝑙𝑠𝑎 =(𝑠𝑢𝑑𝑢𝑡 𝑝𝑒𝑟 𝑠𝑡𝑒𝑝 𝑚𝑜𝑡𝑜𝑟360° )
𝑃𝑖𝑡𝑐ℎ 𝑏𝑎𝑙𝑙 𝑠𝑐𝑟𝑒𝑤 𝑗𝑎𝑟𝑎𝑘(𝑚𝑚)
…(3-6)
Tabel 3.4 Waktu tempuh antar koordinat pada uji interpolasi linear
Pada tabel 3.4 hasil data pengujian menunjukan waktu tempuh mesin bekerja pada koordinat tertentu. Untuk memastikan ketepatan pada pada
pergerakan mesin, maka hasil yang didapatkan dibandingkan dengan persamaan (3-5). Pada perbandingan waktu tempuh aktual dengan waktu tempuh ideal didapatkan persentase ketepatan pergerakan mesin yang ditunjukan pada persamaan (3-7).
%𝐾𝑒𝑡𝑒𝑝𝑎𝑡𝑎𝑛 =𝑊𝑎𝑘𝑡𝑢 𝑃𝑒𝑟ℎ𝑖𝑡𝑢𝑛𝑔𝑎𝑛𝑊𝑎𝑘𝑡𝑢 𝑃𝑒𝑛𝑔𝑢𝑘𝑢𝑟𝑎𝑛×
100% ……….. (3-7)
Contoh : %Ketepatan= 7.18
13.4𝑥100% =
53.58%
Dari tabel tersebut dapat dihitung bahwa rata-rata selisih waktu tempuh untuk interpolasi linear bernilai 4,44 detik dan rata-rata dari persentase keakuratan 65,69% .
2. Interpolasi sirkular
Ketepatan waktu tempuh pada interpolasi sirkular menggunakan rumus keliling lingkaran pada pengujiannya untuk menentukan bentuk lingkaran dari koordinat yang ditentukan. Untuk menentukan waktu tempuh Interpolasi linear terdapat pada formula (3-8):
250
𝑓𝑟𝑒𝑘 𝑚𝑎𝑘𝑠𝑖𝑚𝑎𝑙× 2 × 3.14 × 𝑟……(3-8)
Nilai 250 merupakan pulsa yang diberikan mikrokontroler untuk bergerak sejauh 1 mm yang juga merupakan nilai pulsa yang dijadikan referensi untuk menentukan jumlah pulsa untuk jarak yang diinginkan. Nilai 250 didapatkan dari perbandingan aktuator yang digunakan pada plan dengan sistem mekanik yang terpasang pada plan. Nilai 250 didapatkan dari rumus (3-9).
∑ 𝑃𝑢𝑙𝑠𝑎 =(
360° 𝑠𝑢𝑑𝑢𝑡 𝑝𝑒𝑟 𝑠𝑡𝑒𝑝 𝑚𝑜𝑡𝑜𝑟)
𝑃𝑖𝑡𝑐ℎ 𝑏𝑎𝑙𝑙 𝑠𝑐𝑟𝑒𝑤 ….(3-9)
Tabel 3.5 Waktu tempuh antar koordinat pada uji interpolasi sirkular
Pada tabel 3.5 hasil data pengujian menunjukan waktu tempuh mesin bekerja pada koordinat tertentu. Untuk memastikan ketepatan pada pada
No Koordinat
Koordinat Waktu Tempuh
pergerakan mesin, maka hasil yang didapatkan dibandingkan dengan persamaan (3-8). Pada perbandingan waktu tempuh aktual dengan waktu tempuh ideal didapatkan persentase ketepatan pergerakan mesin yang ditunjukan pada persamaan (3-7). Dari tabel tersebut dapat dihitung bahwa rata-rata selisih waktu tempuh untuk interpolasi sirkular bernilai 3,27 detik dan rata-rata dari persentase keakuratan 65,93% .
Waktu tempuh interpolasi linear dan sirkular yang tidak tepat 100% dikarenakan penggunaan delay pada program Arduino, maka ketika menggunakan delay pada Arduino menggunakan frekuensi clock utama pada Arduino. Hal ini menyebabkan panjangnya program sebelum delay
berpengaruh pada proses looping
program untuk membangkitkan keluaran pulsa.
Hasil Pengujian Pada Plant
Gambar 3.5 Pola yang diuji
Pada gambar 3.5 Menunjukkan pengujian pada
plant yang dilakukan sebanyak sekian kali terhadap sekian titik pengujian. Pengujian dilakukan dari posisi titik (0,4) yang sebelumnya sudah diatur pada titik tersebut, setelah itu melakukan penggoresan berdasarkan titik-titik yang telah ditentukan pada kertas uji. Berikut adalah tabel hasil pengujian pada plant.
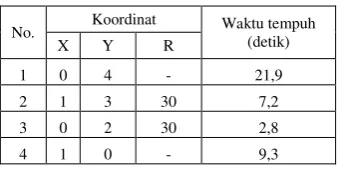
Tabel 3.6 Hasil pengujian pada plant
No. Koordinat Waktu tempuh
(detik)
X Y R
1 0 4 - 21,9
2 1 3 30 7,2
3 0 2 30 2,8
4 1 0 - 9,3
Berdasarkan hasil pengujian pada plant dapat disimpulkan beberapa hal, antara lain:
1. Keakuratan
%𝑘𝑒𝑎𝑘𝑢𝑟𝑎𝑡𝑎𝑛 = 𝑗𝑢𝑚𝑙𝑎ℎ 𝑡𝑖𝑡𝑖𝑘 𝑦𝑎𝑛𝑔 𝑡𝑒𝑝𝑎𝑡𝑗𝑢𝑚𝑙𝑎ℎ 𝑡𝑖𝑡𝑖𝑘 𝑝𝑒𝑛𝑔𝑢𝑗𝑖𝑎𝑛
× 100
%𝑘𝑒𝑎𝑘𝑢𝑟𝑎𝑡𝑎𝑛 = 34 𝑥 100
𝑘𝑒𝑎𝑘𝑢𝑟𝑎𝑡𝑎𝑛 = 75%
Keakuratan dari program interpolasi yang dibuat, untuk pola uji seperti di atas adalah 75%.
2. Kepresisian
%𝑘𝑒𝑝𝑟𝑒𝑠𝑖𝑠𝑖𝑎𝑛
= 𝑗𝑢𝑚𝑙𝑎ℎ 𝑡𝑖𝑡𝑖𝑘 𝑦𝑎𝑛𝑔 𝑝𝑟𝑒𝑠𝑖𝑠𝑖
𝑗𝑢𝑚𝑙𝑎ℎ 𝑡𝑖𝑡𝑖𝑘 𝑝𝑒𝑛𝑔𝑢𝑗𝑖𝑎𝑛 × 𝑝𝑒𝑛𝑔𝑢𝑙𝑎𝑛𝑔𝑎𝑛 × 100
%𝑘𝑒𝑝𝑟𝑒𝑠𝑖𝑠𝑖𝑎𝑛 = 4 × 4 𝑥 10012
%𝑘𝑒𝑝𝑟𝑒𝑠𝑖𝑠𝑖𝑎𝑛 = 1216 𝑥 100
𝑘𝑒𝑝𝑟𝑒𝑠𝑖𝑠𝑖𝑎𝑛 = 75%
Keakuratan dari program interpolasi yang dibuat, untuk pola uji seperti di atas adalah 75%. Hal ini disebabkan pada saat penitikan titik utama, setting kertas dan pengaruh karakteristik pada plant.
4. PENUTUP
Ketercapaian Tujuan dan Tuntutan
Adapun ketercapaian tuntutan sistem perancangan mesin grafir 2,5D adalah sebagai berikut :
1. Mesin mampu melakukan penggoresan pada beberapa sebaran titik di bidang pertama dan beberapa sebaran titik di bidang kedua dengan dua ketinggian bidang yang berbeda.
2. Mesin mampu melakukan gerak interpolasi linear dan interpolasi sirkular pada empat kuadran koordinat kartesian.
3. Dapat mengintegrasikan seluruh sistem kendali pada mesin grafir 2,5D. 4. Rata-rata selisih waktu tempuh interpolasi linear secara aktual lebih lama 4,44 detik dibandingkan dengan hasil perhitungan. Untuk rata-rata selisih waktu tempuh interpolasi sirkular secara aktual lebih lama 3,27 detik dibandingkan dengan hasil perhitungan.
Permasalahan yang Ditemukan
Dari pengujian yang telah dilakukan terhadap rangkaian penggerak yang dibuat sudah mendekati dengan tuntutan yang ada, akan tetapi tidak terlepas dari permasalahan. Beberapa masalah yang ditemukan adalah :
1. Berpengaruhnya penampilan data serial ketika komunikasi dan pengendalian motor stepper membuat pergerakan menjadi tidak sempurna juga tidak sesuai lalu driver motor stepper menjadi panas. 2. Berpengaruhnya kecepatan transfer data serial pada saat pengiriman data untuk pengendalian. Sehingga terjadi waktu tunda dalam pengiriman data apabila transfer datanya lambat.
3. Kapasitas serial buffer pada mikrokontroler Arduino terbatas, sehingga apabila G-Code dan M-Code
yang dimasukkan lebih besar dari 18 baris. Apabila data yang dimasukkan lebih dari yang disebutkan, beberapa baris perintah G-Code dan M-Code ada yang tidak dieksekusi.
4. Pada rasio feedrate semisal 4 kHz ke atas terdapat masalah yaitu melencengnya garis dari koordinat yang diharapkan. 5. Perbedaan karakteristik mekanik
penggerak sumbu horizontal (sumbu X dan Y) antara plant A, plant B dan plant
C serta kemampuan driver motor stepper yang hanya mampu bekerja optimal pada
plant C sumbu Y sebagai sumbu yang membawa beban keseluruhan meja ringan karena ulir dan kopling tepat satu sumbu, membuat akurasi menurun pada perbandingan X dan Y besar, karena salah satu sumbu bekerja pada frekuensi rendah, karena berdasarkan percobaan semakin rendah frekuensi yang diberikan pada motor stepper, maka arus yang ditarik akan semakin besar.
Solusi Permasalahan
Adapun solusi ataupun saran untuk menyelesaikan permasalahan diatas adalah
1. Tidak perlu ditampilkan data serial atau
monitoring prosesnya, sehingga hanya proses read dan write saja yang dilakukan.
2. Menaikkan baud rate dari 9600 ke 115200.
3. Menaikkan kapasitas serial buffer
Arduino hinnga 512 byte pada file header
AVR hardware cores.
4. Frekuensi feedrate diatur pada kisaran 2,5 kHz dengan cara mengatur lebih kecil dari nilai 4 kHz.
5. Dengan mengatur kecepatan frekuensi penyulutan motor stepper , maka kerja
driver MOSFET akan lebih ringan dan tentunya performa motor stepper akan lebih optimal.
DAFTAR PUSTAKA
[1] Kartidjo, Muljowidodo, dan Djodikusumo, Indra, 1996, Mekatronika, Higher Education Development Support Project.
[2] Koren, Yoram. 1983. Computer Control of Manufacturing Systems, Mc-Graw Hill. [3] Mohan, Ned, Undeland, Tore M. and Robbins,
William P., 1995, Power Electronics Converters, Application, and Design, John Wiley and Sons, Inc
[4] Nasar, Syed Abu, 1987, Handbook of Electric Machines, Mc-Graw Hill.
[5] Wiawan, Muhammad Iqbal. 2015.
Pemrograman Interpolasi Sumbu X dan Sumbu Y Pada Mesin Grafir 2.5D. Bandung: Politeknik Manufaktur Negeri Bandung. [6] Autonics. 2005. 5-Phase Stepping Motor
Selection Guide. Korea: Autonics.
[7] Autonics. 2005. E50S Rotary Encoder Datasheet. Korea: Autonics.
[8] STMircoelectronics. 2003. MOSFET IRF540 Datasheet. China: STMircoelectronics. [9] STMircoelectronics. 2003. MOSFETIRF9540
Datasheet. China: STMircoelectronics. [10] STMircoelectronics. 2000. MOSFET L298
Datasheet. China: STMircoelectronics. [11] Arduino. http://www.arduino.cc/ . (diakses
pada 10 Juni 2016)
[12] Waveshare Wiki.
http://www.waveshare.com/wiki/Main_Page/ (diakses pada 13 Juni 2016)
[13] Nick Johantgen. 2010. The 5-phase New
Pentagon Driver Chip Set.