Universitas Kristen Maranatha ABSTRAK
Dengan seiring berkembangnya ilmu pengetahuan dan teknologi. Hal ini mengakibatkan permintaan konsumen akan suatu produk mulai berubah. Yang dulunya konsumen mencari produk yang murah, sekarang konsumen melihat mutu produk tersebut terlebih dahulu sebelum membelinya. Oleh sebab itu, setiap perusahaan diharapkan untuk dapat menghasilkan produk dengan kualitas yang baik sehingga konsumen tetap loyal akan produk yang dibuat perusahaan tersebut.
PT. Dwidaya Mandrasakti merupakan perusahaan elektronik yang bergerak di sektor industri. Perusahaan ini memproduksi tiga jenis barang, yaitu: booster, satelit receiver analog, dan mesin Vcd. Perusahaan memproduksi mesin Vcd hingga sekarang berdasarkan pesanan saja. Dalam menghasilkan produk akhir mesin Vcd, perusahaan selalu mengalami produk cacat. Sehingga hal ini mengakibatkan efisiensi perusahaan sulit dicapai.
Berdasarkan hasil penelitian yang dilakukan diketahui bahwa dengan menggunakan peta kendali atribut u dengan dibantu dua alat bantu utama, yaitu: diagram pareto dan diagram Fishbone, dapat mengetahui proses mana yang menyebabkan kegagalan terbesar serta penyebab yang menyebabkan masalah
Universitas Kristen Maranatha DAFTAR ISI
Halaman ABSTRAK
KATA PENGANTAR... i
DAFTAR ISI ... iv
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
DAFTAR LAMPIRAN ... ix
BAB I PENDAHULUAN 1.1 Latar Belakang Penelitian ... 1
1.2 Identifikasi Masalah ... 4
1.3 Maksud dan Tujuan Penelitian ... 6
1.4 Kegunaan Penelitian ... 6
1.5 Kerangka Pemikiran ... 7
1.6 Metode Penelitian... 11
1.7 Lokasi Penelitian ...11
1.8 Sistematika Pembahasan……….12
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Manajemen Operasi atau Produksi... 14
2.2 Pengertian Pengendalian, Kualitas dan Pengendalian Kualitas ... 15
2.2.1 Pengertian Pengendalian. ... 15
2.2.2 Pengertian Kualitas ... 16
Universitas Kristen Maranatha
2.2.3 Pengertian Pengendalian Kualitas ... 19
2.3 Tujuan dan Langkah-langkah Pengendalian Kualitas. ... 20
2.3.1 Tujan Pengendalian Kualitas...20
2.3.2 Langkah-langkah Pengendalian Kualitas...20
2.4 Faktor-faktor yang Mempengaruhi Pengendalian Kualitas ... 22
2.5 Ruang Lingkup Pengendalian Kualitas. ... 23
2.6 Proses Pengendalian Kualitas... 24
2.7 Teknik-teknik Pengendalian Kualitas ... 25
2.8 Jenis Peta Kendali ... 27
2.8.1 Peta Kendali Variabel...27
2.8.1.1 Peta Kendali Variabel x...27
2.8.1.2 Peta Kendali Variabel R...28
2.8.2 Peta Kendali Atribut...28
2.8.2.1 Peta Kendali Atribut p...29
2.8.2.2 Peta Kendali Atribut np...29
2.8.2.3 Peta Kendali Atribut c...30
2.8.2.4 Peta Kendali Atribut u...30
2.9 Alat Penunjang Pengendalian Kualitas………..32
BAB III OBJEK PENELITIAN 3.1 Sejarah Singkat Perusahaan ... 38
3.2 Struktur Organisasi... 40
3.3 Deskripsi Tugas...41
Universitas Kristen Maranatha
3.5 Fasilitas Perusahaan...44
3.6 Peralatan dan Bahan Baku...45
3.7 Proses Produksi Mesin Vcd...49
BAB IV HASIL PENELITIAN dan PEMBAHASAN 4.1 Kegiatan Pengendalian Kualitas yang dilakukan Perusahaan...57
4.1.1 Pengendalian Kualitas Terhadap Proses...57
4.1.1.1 Pengendalian Terhadap Mesin dan Peralatan...57
4.1.1.2 Pengendalian Terhadap Proses...58
4.1.1.3 Pengendalian Terhadap Produk Jadi...59
4.1.2 Pengendalian Kualitas Terhadap Hasil Akhir...59
4.2 Analisis Kegagalan Produk...59
4.3 Analisis Peta Kendali u...61
4.4 Analisis Diagram Pareto...69
4.5 Analisis Diagram Fishbone...72
4.5.1 Masalah Pada Tahap Assembling...72
4.5.2 Masalah Pada Tahap Deep Solder...73
4.6 Usulan Perbaikan Terhadap Faktor Penyebab Cacat Produk...74
4.6.1 Perbaikan Masalah dengan Menggunakan Siklus PDCA...76
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan...79
5.2 Saran...81 DAFTAR PUSTAKA
Universitas Kristen Maranatha DAFTAR TABEL
Halaman
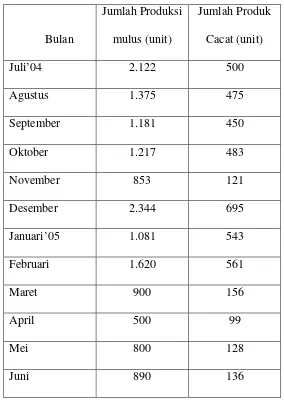
Tabel 1.1 Jumlah Produksi Mulus dan Produk Cacat Mesin Vcd 2004/2005... .3
Tabel 1.2 Diagram Komponen Mesin Vcd yang rusak Periode 2004/2005... .5
Tabel 3.1 Jumlah Produksi Mesin Vcd Player Periode 2004/2005... 39
Tabel 4.1 Jumlah Produksi Mulus dan Produk Cacat Mesin Vcd 2004/2005... 60
Tabel 4.2 Perhitungan Batas-batas Kendali……… ..…62
Tabel 4.3 Perhitungan Batas-batas Kendali baru……… ..…66
Tabel 4.4 Jenis Masalah Pembuatan Karaoke dan Power PCB…………..…… ..70
Universitas Kristen Maranatha DAFTAR GAMBAR
Halaman
Gambar 1.1 Komponen Mesin Vcd yang rusak Periode 2004/2005... 5
Gambar 1.2 Kerangka Pemikiran ... ...10
Gambar 2.1 Flow Chart………3 2 Gambar 2.2 Check Sheets ... ...33
Gambar 2.3 Histogram ... 33
Gambar 2.4 Diagram Pareto... 35
Gambar 2.5 Diagram Scatter (diagram Pencar) ... 35
Gambar 2.6 Control Charts ... 36
Gambar 2.7 Cause and Effect Diagram…... 37
Gambar 3.1 Struktur Organisasi PT. Dwidaya Mandrasakti... 40
Gambar 3.2 OPC Pembuatan Karaoke dan Power PCB……… ...56
Gambar 4.1 Batas-batas Peta Kendali……… ..65
Gambar 4.2 Batas-batas Peta Kendali baru……….. 68
Gambar 4.3 Diagram Pareto Jenis Masalah Pembuatan Karaoke dan Power PCB ... ..71
Gambar 4.4 Diagram Fishbone Assembling...73
Universitas Kristen Maranatha Daftar Lampiran
Lampiran 1
Tabel Appendix I Lampiran 2
Surat Penelitian Untuk Penyusunan Skripsi Lampiran 3
1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1 Latar Belakang Penelitian
Perekonomian negara Indonesia saat ini didukung oleh banyak sektor yang dapat memberikan pendapatan bagi negara, Salah satu sektor tersebut adalah sektor industri yang memberikan kontribusi besar bagi pendapatan negara. Dalam menghadapi persaingan yang tajam seperti saat ini, maka tiap perusahaan yang ada dituntut untuk dapat bersaing dengan perusahaan lain agar perusahaan tersebut tidak bangkrut.
Dalam menghadapi persaingan yang tajam itu, banyak perusahaan yang bangkrut atau pailit atau gulung tikar. Hal ini diakibatkan ketidakmampuan perusahaan untuk membiayai seluruh kegiatannya atau tidak memenuhi persyaratan yang ada bagi perusahaan yang baru berdiri. Sehingga perusahaan yang memiliki modal yang kuat dan yang usahanya yang berjalan dengan stabil yang dapat bertahan di bidang bisnis ini.
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 2
bertahan dalam persaingan, diperlukan suatu manajemen dan pengendalian kualitas yang baik pula dari perusahaan dalam menghasilkan produknya agar produk akhirnya memiliki kualitas yang disukai oleh pelanggan.
Untuk menghasilkan produk yang memiliki kualitas baik maka perusahaan harus selalu melakukan perbaikan atau perubahan secara terus-menerus ( Continuous
Improvement ) agar dapat menghasilkan produk yang memiliki kualitas yang tinggi.
Sebab dengan kualitas produk yang tinggi maka konsumen akan merasa puas sehingga tujuan utama perusahaan yaitu mencari laba dapat tercapai dan juga konsumen akan loyalitas terhadap produk tersebut.
Di PT Dwidaya Mandrasakti ini, penulis menemui suatu masalah, yaitu adanya produk gagal dimana produk yang dihasilkan tidak sesuai dengan standar yang ada sehingga produk ini disebut produk gagal. Dimana produk gagal ini akan mengakibatkan naiknya opportunity cost dan mengakibatkan efisiensi perusahaan sulit dicapai. Hal ini dapat dilihat pada tabel 1.1 dibawah ini.
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 3
Tabel 1.1 Jumlah Produksi Mulus dan Produk Cacat Mesin Vcd
Tahun 2004/2005
Dengan latar belakang tersebut, maka penulis bermaksud untuk melakukan suatu penelitian ilmiah terhadap perusahaan tersebut. Hal ini oleh penulis diwujudkan dalam bentuk karya ilmiah berupa skripsi dengan judul:
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 4
1.2 Identifikasi Masalah
Perusahaan Dwidaya Mandrasakti memiliki banyak macam produk yang dihasilkan, antara lain booster VHF dan UHF, satelit receiver analog, dan mesin Vcd. Penulis akan membahas tentang produk mesin Vcd saja, hal ini dikarenakan penulis tertarik dengan produk mesin Vcd yang baru diproduksi pada tahun 2000.
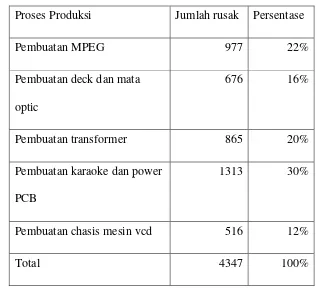
Pada produk mesin Vcd, penulis mendapatkan masalah pada produk akhirnya yang selalu didapati produk yang cacat. Dalam proses produksinya, terdiri dari sebelas proses, dan berdasarkan gambar 1.1 diketahui bahwa pada proses pembuatan karaoke dan power PCB yang memiliki jumlah cacat yang terbesar. Sehingga penulis membatasi penelitian ini hanya pada proses pembuatan karaoke dan power PCB.
Sebagaimana yang telah dijelaskan diatas, maka penulis dapat mengidentifikasikan masalah-masalah sebagai berikut:
1. Bagaimana cara menggunakan SQC di perusahaan ini?
2. Mencari jenis kerusakan produk gagal pada tahap pembuatan karaoke dan power PCB (Print Circuit Board)?
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 5
Gambar 1.1 Komponen mesin Vcd yang rusak periode 2004/2005
Proses Produksi Jumlah rusak Persentase
Pembuatan MPEG 977 22%
Pembuatan deck dan mata optic
676 16%
Pembuatan transformer 865 20%
Pembuatan karaoke dan power PCB
1313 30%
Pembuatan chasis mesin vcd 516 12%
Total 4347 100%
Tabel 1.2 Diagram Komponen mesin Vcd yang rusak periode 2004/2005
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 6
1.3 Maksud dan Tujuan Penelitian
♣ Maksud dan tujuan yang paling utama ialah agar penulis dapat menyelesaikan skripsi sebagai salah satu syarat untuk menempuh ujian sidang sarjana ekonomi program strata S1
♣ Maksud dari penelitian ini adalah untuk mendapatkan dan mengetahui informasi dan data mengenai kegiatan usaha dari PT Dwidaya Mandrasakti.
♣ Tujuan penelitian ini adalah :
1. Untuk mengetahui cara menggunakan SQC di perusahaan ini?
2. Untuk mengetahui jenis kerusakan apa saja yang terjadi di tahap pembuatan karaoke dan power PCB?
3. Untuk mengetahui tindakan apa yang perlu dilakukan bila mengadakan perbaikan kualitas?
1.4 Kegunaan Penelitian
Penulis berharap penelitian ini dapat memberikan manfaat kepada berbagai pihak, yaitu :
1. Bagi Penulis sendiri, dapat menambah pengetahuan dan wawasan mengenai masalah manajemen operasi, khususnya menyangkut masalah kualitas.
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 7
3. Bagi pihak-pihak lain yang membutuhkan, semoga dengan adanya informasi ini dapat memberikan manfaat bagi yang bersangkutan.
1.5 Kerangka Pemikiran
Pengertian Statistical Quality Control ( SQC ) secara umum ialah sarana ilmiah yang digunakan manajemen modern dengan cara mengumpulkan, menganalisa dan menginterprestasi data yang digunakan dalam aktivitas pengendalian kualitas. Dari pengertian diatas, penulis ingin mencoba menggunakan SQC untuk mendeteksi kualitas produk mesin vcd yang dihasilkan diharapkan dapat memuaskan keinginan pelanggan. Karena pada saat sekarang ini, pelanggan selalu melihat kualitas suatu barang terlebih dahulu sebelum membelinya. Oleh karena itu dapat dikatakan bahwa kualitas memegang peranan yang sangat penting sekali.
Kualitas secara umum dapat diartikan sebagai jumlah dari atribut atau sifat-sifat sebagaimana dideskripsikan didalam produk yang bersangkutan seperti bentuk, kegunaan, warna, dan lain-lain.
Untuk menciptakan produk mesin vcd yang sesuai dengan keinginan pelanggan dibutuhkan suatu pengendalian atau pengawasan terhadap kualitas suatu produk. Agar pelanggan dapat merasakan kepuasan dari produk vcd tersebut sehingga pelanggan akan tetap loyal terhadap produk mesin vcd.
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 8
Pengendalian kualitas ini diperlukan perusahaan agar perusahaan tidak melakukan penyimpangan yang terlalu jauh dari standar yang ada. Dalam proses produksi, diketahui bahwa penyimpangan akan selalu terjadi dan sebagai akibat dari penyimpangan itu adalah perusahaan mengalami kerugian karena banyaknya produk akhir yang gagal atau cacat.
Dalam hal ini, penulis mendapatkan bahwa pada hasil produk akhir selalu didapati produk gagal. Sehingga penulis mencoba menggunakan peta kendali atribut yang artinya peta kendali yang digunakan untuk mengendalikan kualitas produk selama proses produksi yang bersifat atribut karena produk yang dihasilkan adalah mesin vcd
(Video Compact Disc) yang diakhir proses produksinya hanya berupa produk cacat
dan produk baik sehingga tidak ada ukuran yang dapat dipakai. Untuk menentukan ukurannya, maka digunakan peta kendali atribut u sebagai alatnya. Peta kendali u digunakan karena produk mesin vcd yang gagal akan selalu diperbaiki kembali dan jumlah jenis kerusakan yang terjadi lebih dari satu.
Dan untuk mengetahui proses mana yang menyebabkan produk gagal maka penulis mencoba menggunakan Pareto diagram untuk mengetahui proses mana yang memiliki jumlah cacat terbesar. Lalu dari cacat terbesar itu akan dicari penyebabnya dengan menggunakan Fish Bone Diagram.
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 9
ialah menentukan spesifikasi yang sesuai dengan keinginan konsumen, Do
(Pelaksanaan) yaitu menjalankan proses produksi apakah sudah sesuai dengan standar yang telah ditetapkan, Check (Pemeriksaan) yaitu memeriksa apakah hasil produksi sesuai dengan spesifikasi dari konsumen, Action (Tindakan perbaikan) yaitu perlu dilakukan analisa penyebab kegagalan suatu produk dan bagaimana cara mengatasinya jika produk akhirnya didapati cacat.
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 10
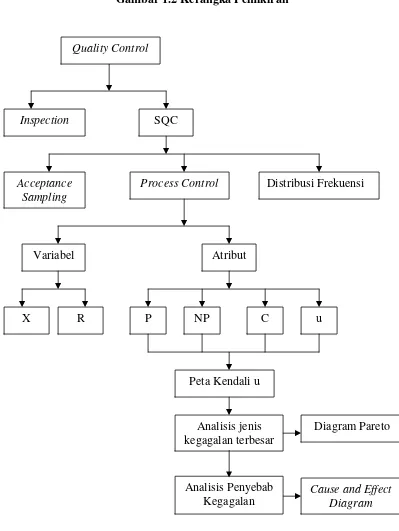
Gambar 1.2 Kerangka Pemikiran
Analisis jenis kegagalan terbesar P
Quality Control
Peta Kendali u
Inspection SQC
Acceptance Sampling
Process Control
Variabel Atribut
X R NP C u
Diagram Pareto
Analisis Penyebab Kegagalan
Cause and Effect Diagram
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 11
1.6 Metode Penelitian
Metode yang digunakan dalam penyusunan skripsi ini adalah metode deskriptif analitis, yaitu suatu metode yang dilakukan dengan mengumpulkan data untuk mendapatkan gambaran tentang objek yang akan diteliti. Sedangkan sumber-sumber informasinya diperoleh dari:
1. Riset Lapangan ( Field Research) Dapat dilakukan dengan cara:
• Observasi, dengan mengadakan tinjauan langsung terhadap keadaan perusahaan.
• Wawancara, dengan mengadakan Tanya jawab dengan pihak yang berwenang dari perusahaan.
2. Studi Kepustakaan (Library Research)
Penelitian dilakukan dengan cara mempelajari teori-teori yang berkaitan dengan masalah yang diteliti, biasanya diperoleh dari buku-buku literatur atau bahan bacaan lainnya yang gunanya untuk menjamin kebenaran dari penyusunan skripsi ini.
1.7 Lokasi Penelitian
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 12
1.8 Sistematika Pembahasan
Agar dapat memberikan gambaran yang menyeluruh mengenai pembahasan ini, maka penulis membagi sistematika pembahasan menjadi lima daftar pustaka. Pembagian bab dalam skripsi ini adalah sebagai berikut:
BAB I PENDAHULUAN
Pada bab ini penulis melakukan penelitian pada perusahaan PT. Dwidaya Mandrasakti karena penulis menemukan suatu masalah yaitu adanya produk cacat yang akan mengakibatkan biaya-biaya bertambah. Namun karena adanya keterbatasan dari penulis, maka penulis hanya melakukan penelitian pada mesin Vcd saja dan pada tahap pembuatan karaoke dan power PCB, karena pada tahap ini penulis mendapatkan jenis kerusakan yang terbesar diantara tahap lainnya.
BAB II TINJAUAN PUSTAKA
Dalam bab ini penulis mencoba memasukkan berbagai teori yang ada seperti teori pengertian manajemen operasi atau produksi menurut Prof. Dr. Sofjan Assauri, seven tools menurut William J. Stevenson, dan lain-lain dimana semua teori yang berhubungan dengan penelitian penulis akan dipakai oleh penulis dalam melakukan penelitian.
BAB III OBJEK DAN METODE PENELITIAN
Bab I Pendahuluan
__________________________________________________________________
Universitas Kristen Maranatha 13
perkembangan zaman yang semakin maju dan perusahaan tidak ingin kehilangan pangsa pasar sehingga pada tahun 2000, perusahaan mengeluarkan produk baru yaitu berupa mesin Vcd (Video Compact
Disc). Namun pembuatan mesin Vcd ini hanya berdasarkan pesanan saja
hingga sampai saat sekarang ini. Hingga sekarang perusahaan ini memiliki karyawan kira-kira berjumlah 900 orang. Karena penulis membahas hanya pada mesin Vcd saja, maka proses produksi yang akan disajikan adalah proses produksi mesin Vcd
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
Penulis akan mencoba membahas masalah yang dihadapi perusahaan yaitu berupa banyakknya produk gagal atau cacat. Penulis mencoba menggunakan teori peta kendali atribut u karena Peta kendali u digunakan karena produk mesin vcd yang gagal akan selalu diperbaiki kembali dan jumlah jenis kerusakan yang terjadi lebih dari satu. Setelah itu, penulis akan mencoba mencari dimana jumlah kerusakan terbesar dengan diagram pareto dan mencari sumber penyebabnya dengan diagram sebab-akibat sehingga dapat dilakukan perbaikan dengan PDCA. BAB V KESIMPULAN DAN SARAN
79 Universitas Kristen Maranatha BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Berdasarkan hasil penelitian dan analisa yang telah diuraikan penulis pada bab
sebelumnya, maka penulis dapat mengambil beberapa kesimpulan sebagai
berikut:
1. PT. Dwidaya Mandrasakti mulai menjalankan bisnis baru yaitu produk
mesin Vcd pada tahun 2000. Dari tahun 2000 hingga sekarang, PT.
Dwidaya Mandrasakti selalu mengalami kerugian yang disebabkan oleh
banyaknya produk akhir yang didapati cacat.
2. Penulis mencoba meneliti dan mendapatkan bahwa dalam proses
produksinya, penulis mendapatkan banyaknya masalah-masalah pada tiap
tahap proses produksi. Dan berdasarkan data perusahaan, penulis
menemukan bahwa banyaknya kesalahan yang terjadi pada proses
produksi ialah pada proses pembuatan karaoke dan power PCB dengan
jumlah persentase kerusakan sebesar 30%.
3. penulis mencoba untuk membahas masalah pada tahap pembuatan karaoke
dan power PCB saja. Berdasarkan data perusahaan tentang proses
pembuatan karaoke dan power PCB, penulis mendapatkan bahwa yang
menyebabkan terjadinya kegagalan yang paling besar adalah pada tahap
assembing dengan persentase 55% dan pada tahap deep solder sebesar
Universitas Kristen Maranatha 80
4. Dari diagram fishbone, dapat diketahui bahwa faktor yang menyebabkan
masalah pada tahap assembling adalah faktor manusia, faktor bahan baku,
dan faktor metode. Sedangkan pada tahap deep solder adalah faktor
manusia, dan faktor bahan baku. Sehingga penulis memberi kesimpulan
bahwa faktor manusia adalah faktor paling dominan untuk melakukan
kesalahan diikuti dengan faktor bahan baku, dan faktor metode.
5. Penulis mencoba memberikan usulan dengan siklus PDCA untuk semua
faktor diatas (faktor manusia, faktor bahan baku, faktor metode).
Diharapkan dengan usulan ini, dapat memberikan manfaat bagi PT.
Dwidaya Mandrasakti dalam menjalankan proses produksi mesin Vcd agar
perusahaan dapat mengurangi jumlah produk cacat menjadi seminimal
Universitas Kristen Maranatha 81
5.2 Saran
Adapun saran-saran yang dapat penulis kemukakan sehubungan dengan
pelaksanaan pengendalian kualitas terhadap proses produksi adalah sebagai
berikut :
1. Penulis berharap agar perusahaan bersedia untuk menambah jumlah
pegawai dan tidak memberikan waktu yang sebentar untuk pegawai
kerjakan sehingga pegawai tidak akan terburu-buru dalam mengerjakan
tugasnya.
2. Faktor manusia adalah faktor yang paling penting sehingga diharapkan
perusahaan harus selalu memperhatikan keadaan para karyawannya dan
memberikan pengarahan yang jelas serta training kepada karyawan yang
Universitas Kristen Maranatha DAFTAR PUSTAKA
1. Amrine, Harold T. Manufacturing Organization and Management. 6th
Edition. New Jersey: Prentice Hall, Inc: Englewood Cliffs, 1993.
2. Assauri, Sofjan, Prof., Dr. Manajemen Produksi dan Operasi. Edisi Revisi.
Jakarta: FE UI, 2004.
3. Kuswadi, dan Mutiara, Erna. Delapan Langkah dan Tujuh Alat Statistik
untuk Peningkatan Mutu Berbasis Komputer. Jakarta: PT. Elex Media
Komputindo, 2004.
4. Manullang, M., Drs. Dasar-Dasar Manajemen. Cetakan ke-17. Yogyakarta:
Gajah Mada University Press, 2004.
5. Montgomery, Douglas C. Introduction To Statistical Quality Control. 4th
Edition, 2001.
6. Render, Barry, Heizer, Jay. Operations Management. 7th Edition. New
Jersey: Prentice Hall, Inc: Englewood Cliffs, 2004.
7. Stevenson, William J. Operations Management. 8th Edition. Boston:
Irwin-Mc Graw Hill, 2005.
8. Yamit, Zulian, Drs., M.SI. Manajemen Produksi dan Operasi. Edisi Kedua.