PEMBAHASAN
Penelitian ini ditujukan untuk mengetahui bagaimanakah membentuk sebuah
jadwal produksi ditengah faktor ketidakpastian waktu proses, terutama pada
proses yang dikerjakan dengan tenaga manusia yang terjadi pada PT.Hart.CoPada pengolahan data untuk membentuk jadwal produksi dengan menggunakan tools dari Artificial Intelligence, yaitu algoritma genetik dan logika fuzzy, diperoleh hasil jadwal optimum seperti terlihat pada tabel di bawah ini :
Tabel 5.1 Hasil jadwal produksi dengan menggunakan algoritma genetik dan logika fuzzv Order Masuk Kode Produk Komponen CT Batas | Batas Bawah | Atas CT C Due Date Aktual Due Date Toleransi
SG j
Keterangao J 7 Feb MT.40.B Sambune 12.91 11,87 : 14,20 13 14,95 1 i 05 Feb MB.17.7.A Sambung 14.01 12,74 ; 15,41 16 18,4 l ! 0
R60(4) MB.17.7.A Sambung 16,21 13.29 1 19,45 43 46.44 1 ! 0 j
R60(6) MB.17.7.A Sambung 38.71 21,29 | 58,06 75 82,5 1 1 o
R60(5) MB.17.7.A Sambung 43,11 27,59 i 60,35 80 84 l i o
R60(6) MB.17.7.A Rangka 75,1 52,57 •; 93,87 75 82,5 0.99 0
R60(5) MB.17.7.A Rangka 81.78 62,15 i 98,13 80 84 0,90 0
5 Feb MB.17.7.A Rangka 82,66 77,70 i 86,79 16 18.4 0 j 1
R60(4) MB.17.7.A Rangka 85,69 75,40 ! 94,25 43 [ 46,44 0 1
7 Feb MT.40.B Ranska 90.63 83,37 j 98,78 13 14,95 0 | 1
R60 MC.40.A.1 | Rangka 92.88 78,94 ! 106,81 37 38,85 0 ! 1
Dari tabel tersebut, dapat dianalisa bahwa completion time untuk setiap
material tidak bersifat kaku atau hanya memiliki sebuah nilai tertentu, namun
berupa range batas atas dan batas bawah dari completion time aktual. Sehingga. waktu proses yang tidak pasti apabila dikerjakan oleh manusia dapat
terakomodasi. Misalnya, pada tabel diatas, completion time untuk produk
MT.40.B berada pada t = 11,87 sampai t = 14,20.
uM
11,87 12,91 14,20
Gambar 5.1 Completion time fuzzy
Penentuan keterlambatan juga diukur menggunakan possibility measure dari himpunan fuzzy completion time dengan himpunan fuzzy due date, sehingga penentuan keterlambatan sebuah pekerjaan tidak ditentukan oleh completion time yang lebih besar dari due date, namun ditentukan oleh seberapa besar tingkat kepuasan yang dimiliki dari keterlambatan sebuah produk terhadap due date yang juga telah diberi toleransi dengan tingkat kepuasan minimum yang telah ditetapkan (X). Semakin tinggi variabel X yang ditetapkan, maka akan semakin banyak produk yang dinyatakan terlambat. Seperti dijelaskan pada gambar 5.2 di
bawah, bahwa produk keterlambatan produk ditentukan dengan pandangan
pengambil keputusan (X). Jika besamya X = 0,5, produk yang selesai pada t =
antara 92,85 dan 118,64 dengan due date aktual t = 88 dan due date toleransi = t
-101.20 diyatakan terlambat. Namun, jika X= 0.3, produk tersebut dinyatakan tidak
dj[t] Cj[t]
88923J0,,2O 118,64
Gambar 5.2 Completion time fuzzy dengan due date fuzzy
Seperti yang biasa dikerjakan oleh manusia yang biasa menggunakan intuisi
dan toleransi dalam mengambil keputusan. sehingga, seringkali produk yang hanya terlambat sedikit, dalam batasan tertentu, tetap ikut dijadwalkan pada posisi
semula.
Batasan tersebut dalam model ini disimbolkan dengan variabel n", dimana n" menggambarkan batasan mengenai jumlah produk yang selesai di luar due date
yang dapat dimasukkan ke dalam jadwal. Semakin besar n", maka semakin besar
tingkat kepuasan mengenai jumlah produk yang terlambat.
Pada hasil penjadwalan awal dengan menggunakan algorima genetik dan
logika fuzzy ini, terdapat 4 pekerjaan yang terlambat dengan tingkat kepuasan
rata-rata pekerjaan yang terlambat adalah 0.62 dan tingkat kepuasan mengenai
jumlah pekerjaan yang terlambat adalah 0. Nilai tingkat kepuasan dari pekerjaan
yang terlambat bernilai 0 karena jumlah pekerjaan yang terlambat lebih banyak
dari jumlah toleransi (n") yang ditentukan, yaitu 15% dari total pekerjaan atau 2
Kegiatan penjadwalan ulang juga dilakukan dengan menggunakan kedua tools tersebut. Hanya saja metode yang digunakan untuk penjadwalan ulang tidak mengubah secara keselumhan susunan jadwal produksi yang telah terbentuk, susunan jadwal berubah hanya pada produk yang belum diproses dalam jadwal lama dan produk baru yang masuk dengan menyesuaikan waktu mulai proses
dengan waktu produk baru tersebut akan dijadwalkan.
Hal ini dilakukan karena apabila selumh jadwal dirombak untuk mecari solusi optimum setelah masuknya produk bam. dikhawatirkan produk yang sudah selesai akan dijadwalkan kembali dan produk yang belum diproses akan
dijadwalkan di waktu yang telah lewat. Berikut ini adalah hasil penjadwalan ulang
dengan menggunakan tools artificial intelligence :
Tabel 5.2 Hasil penjadwalan ulang dengan menggunakan algoritma genetik dan logika fuzzy setelah masuknya produk baru
Order Masuk Kode Produk Komponen CT Batas Bawah C, Batas Atas CT Due Date Aktual Due Date Toleransi SG Keterangan 7 Feb MT.40.B Sambung 12,91 11,87 14.20 13 14,95 0
5 Feb MB.17.7.A Sambung 14,01 12,74 15.41 16 18,4 0
R60(4) MB.17.7.A Sambung 16,21 13,29 19.45 43 46,44 0
R60(6) MB.17.7.A Sambung 38,71 21,29 58.06 75 82,5 0
R60(5) MB.17.7.A Sambung 43.11 27,59 60.35 80 84 0
R60(6) MB.17.7.A Rangka 75,1 52,57 93.87 75 82,5 0,99 0
R60(5) MB.17.7.A Ranska 81,78 62.15 98.13 80 84 0.90 0
5 Feb MB.17.7.A Rangka 82,66 77,70 86.79 16 18,4 0 1
R60(4) MB.17.7.A Rangka 85,69 75,40 94.25 43 46,44 0 1
R60 MC.40.A.1 Rangka 92,25 78,41 106,08 37 38,85 0 1
7 Feb MT.40.B Rangka 92,83 85,4036 101.1847 13 14,95 0 1
14 Feb MT.40.B Sambung 101,04 76,7904 131352 110 126,5 1 0
14 Feb MT.40.B Rangka 112,71 85,6596 143,1417 110 126,5 0,93 0 14 Feb MC.40.A.1 Rangka 118,97 107,073 130.867 118 135,7 0,91 0
Setelah dilakukan pembahan jadwal, hanya terdapat 2 buah material dari
jadwal lama yang bembah, dan 3 buah material baru yang masuk dalam jadwal.
Dari completion time jadwal bam tersebut, terdapat 4 pekerjaan yang terlambat secara keselumhan dan tingkat kepuasan untuk rata-rata pekerjaan yang terlambatadalah 0,69.
Untuk memudahkan penghitungan, dibangun sebuah software dengan
menggunakan Visual Basic for Application pada Ms. Excel 2007. Dari software
yang terbentuk, dapat dianalisa bahwa pembahan susunan mesin dan pembahan
material dapat dilakukan tanpa mengubah kode program yang telah terbentuk. Hal ini terjadi karena penghitungan dalam software menggunakan referensi dari tabel-tabel yang berisi waktu proses, parameter fuzzy, dan mesin yang digunakan, dengan memanfaatkan attitude dari Ms.Excel. Perubalian spesifikasi jadwal dapat dilakukan dengan mengubah data yang ada pada tabel-tabel tersebut. Dengan demikian, software ini dapat dijalankan baik oleh selumh departemen produksi di PT.Hart.Co (tidak hanya departemen komponen dasar. namun dapat menghubungakan semua departemen), maupun untuk peaisahaan-perusahaan manufaktur lain dengan berbagai tipe proses produksi.Jadwal produksi pada PT.Hart.Co seperti terlihat pada lampiran 9, tidak
berbentuk Gantt Chart. Hanya berbentuk tabel dengan perkiraan waktu selesai
produk di tiap departemen sebagai alat kontrol jadwal. Tidak terlihat dengan jelas berapa waktu yang dibutuhkan setiap material untuk melakukan proses produksi sebuah produk. Masukan untuk membuat jadwal produksi diperoleh dari waktu
order yang masuk. Order pertama yang diterima akan dijadwalkan pertama kali,
dan diikuti dengan order-order lain yang masuk selanjutnya.Dengan menggunakan waktu proses dari data pengamatan yang dilakukan,
dibentuk sebuah jadwal produksi dengan menggunakan metode first in first serve
dengan hasil sebagai berikut:Tabel 5.3 Completion time produk dengan metode penjadwalan,//™/ infirst serve
Tanggal Order Masuk Kode Produk Jenis Komponen CT (Jam) Due Date (Jam) Keterangan
5 Feb MB.17.7.A Sambung
5,44 16 Tidak Terlambat
Rangka 15,02 16 Tidak Terlambat
7 Feb MT.40.B Sambung
15.94 13 Terlambat 1
Rangka 16,52 13 Terlambat j
R60 MC.40.A.1 Rangka 37,74 37 Terlambat
R60 MB.17.7.A
Sambung 40,83 43 Tidak Terlambat
Rangka 45,09 43 Terlambat
R60 MB.17.7.A Sambung
54 80 Tidak Terlambat '
Rangka 77,02 80 Tidak Terlambat
R60
Sambung 86.85 75 Terlambat
MB.17.7.A
Rangka 105,1 75 Terlambat
Jadwal produksi yag terbentuk dengan menggunakan metode first in first
serve menghsilkan jadwal dengan 6 pekerjaan yang terlambat dan completion time
yang bersifat kaku (crisp). Jadwal ini kurang cocok apabila ditetapkan pada
perusahaan yang banyak menggunakan tenaga manusia pada proses produksinya
seperti pada PT.Hart.Co.Penjadwalan ulang untuk menjadwalkan produk bam juga dilakukan dengan
melanjutkan jadwal yang sudah terbentuk dengan memodifikasi waktu mulai dari
jadwal baru tersebut, hasil jadwal baru dapat dilihat pada tabel berikut:
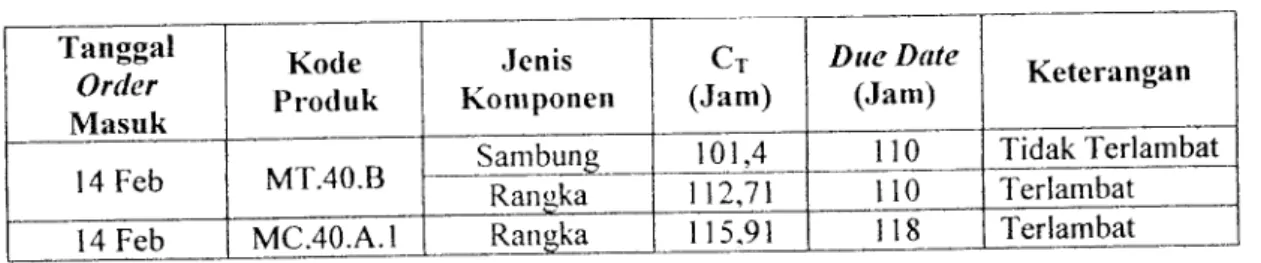
Tabel 5.4 Completion time produk pada jadwal bam dengan metode penjadwalan
first infirst serve
Tanggal Order Masuk Kode Produk Jenis Komponen CT (Jam) Due Date (Jam) Keterangan 14 Feb MT.40.B Sambung 101,4 n o Tidak Terlambat Rangka 112,71 110 Terlambat
14 Feb MC.40.A.1 Rangka 115.91 118 Terlambat
Dengan menggabungkan jadwal baru dan jadwal lama, terdapat 8 pekerjaan yang
terlambat dan nilai rata-rata pekerjaan yang terlambat secara keseluruhan adalah 0,42
apabila jadwal dibentuk dengan metode first in first serve. Hal ini terjadi karena faktor