TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Persyaratan Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun Oleh :
ARY LAMBANG KUSUMA NIM : 025214119
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
2007
FINAL PROJECT
Presented as Partial Fulfillment of the Requirements To Obtain the Sarjana Teknik Degree
In Mechanical Engineering
By :
ARY LAMBANG KUSUMA Student Number : 025214119
MECHANICAL ENGINEERING STUDY PROGRAM
MECHANICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
2007
thank
Allah SWT
Ibunda & Ayahanda
AdHe’q Nana, Danu, Pipit
ShaRpex, Rico, MunaWir, Ambon
SimBah, kiR_, SaRNo, Bagas, Bob, Sinung
TuNg2, Boedha, AGit, Dony, CeNil, Lukas, ANgga
… Lintang …
RED Zone
Syukur alhamdulillah penulis panjatkan kepada Allah SWT yang telah melimpahkan rahmat dan karunia-Nya sehingga dengan kemurahan-Nya Tugas Akhir ini dapat terselesaikan.
Tugas Akhir ini merupakan salah satu syarat untuk dapat menyelesaikan pendidikan Strata-1 di Universitas Sanata Dharma. Penulis mengucapkan terima kasih kepada beberapa pihak atas bantuan, bimbingan dan nasihat yang diberikan. Ucapan terima kasih penulis tujukan kepada :
1. Romo Ir. Greg Heliarko, SJ., SS.,B.ST., MA., M.Sc., Dekan Fakultas Sains dan Teknologi Universitas Sanata Dharma.
2. Bapak Yosef Agung Cahyanta, S.T.,M.T., Wakil Dekan I Fakultas Sains dan Teknologi Universitas Sanata Dharma dan Dosen Pembimbing Akademik.
3. Bapak Budi Sugiharto, S.T., M.T., Ketua Jurusan Teknik Mesin dan Ketua Program Studi Fakultas Sains dan Teknologi Universitas Sanata Dharma. 4. Bapak I Gusti Ketut Puja, S.T., M.T., Dosen Pembimbing Tugas Akhir. 5. Bapak Ir. FX Agus Unggul Santosa, Kepala Laboratorium Bahan dan
Manufaktur Universitas Sanata Dharma.
6. Bapak Tri, Staff Sekretariat Jurusan Teknik Mesin Fakultas Sains dan Teknologi Universitas Sanata Dharma.
7. Bapak Martono, Laboran Laboratorium Ilmu Logam Universitas Sanata Dharma.
Penulis menyadari bahwa Tugas Akhir ini masih jauh dari sempurna sehingga kritik dan saran yang bersifat membangun sangat diharapkan guna penyempurnaan Tugas Akhir ini.
Wassalamu’alaikum Wr.Wb
Yogyakarta, 1 September 2007 Penulis
TITLE PAGE ... ii
HALAMAN PERSETUJUAN PEMBIMBING ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN PERSEMBAHAN ... v
PERNYATAAN KEASLIAN KARYA ... vi
KATA PENGANTAR ... vii
2.4 Faktor-Faktor yang Mempengaruhi Kekuatan FRP ... 21
2.4.4 Faktor Matrik ... 23
2.4.5 Fase Ikatan ... 24
2.5 Fraksi Volume ... 24
2.6 Teknologi Konstruksi Komposit ... 25
2.6.1 Teknik Cetak Terbuka (Open Mold Processes) ... 25
2.6.2 Teknik Cetak Tertutup (Closed Mold Processes) ... 27
3.2.1.6 Aquades ... 43
3.4.1.1 Pencetakan Matrik untuk Pengujian Tarik ... 52
3.4.1.2 Pencetakan Matrik untuk Pengujian Impak ... 53
3.4.2 Benda Uji Komposit ... 55
3.4.2.1 Pencetakan Komposit untuk Pengujian Tarik .. 56
3.4.2.2 Pencetakan Komposit untuk Pengujian Impak 57 3.5 Bentuk dan Dimensi Benda Uji ... 58
3.5.1 Bentuk dan Dimensi Benda Uji untuk Pengujian Tarik 58
3.5.1.1 Benda Uji Matrik ... 58
3.5.1.2 Benda Uji Komposit ... 59
DAFTAR PUSTAKA ... 77 LAMPIRAN ... 78
Tabel 2.2 Sifat Mekanis Serat Anorganik ... 17 Tabel 4.1. Kekuatan Tarik dan Regangan Rata-Rata Komposit ... 63 Tabel 4.2. Tenaga Patah Rata-Rata dan Keuletan Rata-Rata Komposit ... 65
Lampiran 2 Kurva Beban dan Pertambahan Panjang Hasil Pengujian Tarik Matrik Polyester
Lampiran 3 Kurva Beban dan Pertambahan Panjang Hasil Pengujian Tarik Komposit Tanpa Perendaman Serat
Lampiran 4 Kurva Beban dan Pertambahan Panjang Hasil Pengujian Tarik Komposit dengan Perendaman Serat 2,5% NaOH
Lampiran 5 Kurva Beban dan Pertambahan Panjang Hasil Pengujian Tarik Komposit dengan Perendaman Serat 5% NaOH
Lampiran 6 Kurva Beban dan Pertambahan Panjang Hasil Pengujian Tarik Komposit dengan Perendaman Serat 7,5% NaOH
Lampiran 7 Tabel Sifat Mekanik Hasil Pengujian Tarik Matrik Polyester Lampiran 8 Tabel Sifat Mekanik Hasil Pengujian Tarik Komposit Tanpa
Perendaman Serat
Lampiran 9 Tabel Sifat Mekanik Hasil Pengujian Tarik Komposit Perendaman Serat (2,5% NaOH)
Lampiran 10 Tabel Sifat Mekanik Hasil Pengujian Tarik Komposit Perendaman Serat (5% NaOH)
Lampiran 11 Tabel Sifat Mekanik Hasil Pengujian Tarik Komposit Perendaman Serat (7,5% NaOH)
Lampiran 12 Tabel Sifat Mekanik Hasil Pengujian Impak Matrik Polyester Lampiran 13 Tabel Sifat Mekanik Hasil Pengujian Impak Komposit Tanpa
Perendaman Serat
Lampiran 14 Tabel Sifat Mekanik Hasil Pengujian Impak Komposit Perendaman Serat (2,5% NaOH)
Lampiran 15 Tabel Sifat Mekanik Hasil Pengujian Impak Komposit Perendaman Serat (5% NaOH)
Lampiran 16 Tabel Sifat Mekanik Hasil Pengujian Impak Komposit Perendaman Serat (7,5% NaOH)
serat acak (isotropic). Bahan pengikat yang digunakan adalah resin bening super JUSTUS 108 dan katalis metoxone (methyle ethyl katone peroxide). Perlakuan kimia pada serat dilakukan dengan merendam serat pandan alas selama 3 jam dalam larutan NaOH. Variasi konsentrasi NaOH yang digunakan adalah 2,5%NaOH, 5%NaOH, dan 7,5%NaOH.
Proses pembuatan komposit ini menggunakan media kaca sebagai cetakan utama. Cetakan uji tarik dan uji impak dibuat dengan ukuran 250 x 200 x 4 mm dan 150 x 60 x 10 mm. Hasil komposit yang diperoleh selanjutnya dibuat benda uji yang mengacu pada standar pengujian ASTM A370 untuk uji impak dan uji tarik komposit serta ASTM D 638-1 untuk uji tarik matrik pengikat. Pengujian yang dilakukan yaitu pengujian tarik untuk memperoleh nilai kekuatan tarik dan regangan komposit, pengujian impak untuk mengetahui keuletan komposit, pengamatan bentuk patahan dan pengamatan struktur mikro.
Hasil pengujian tarik dan impak komposit dengan perendaman NaOH ataupun tanpa perendaman NaOH memperlihatkan tidak ada perbedaan yang signifikan terhadap nilai kekuatan tarik, regangan, energi patah dan keuletan. Komposit dengan perendaman serat 7,5%NaOH mempunyai harga kekuatan tarik tertinggi yakni sekitar 2,7 kg/mm2. Nilai energi patah dan keuletan yang paling besar ada pada komposit tanpa perendaman NaOH. Jenis patahan yang terjadi adalah patah getas, ulet dan debonding.
1.1 Latar Belakang
Dalam perkembangannya alam semakin banyak memberi peran penting
dalam kemajuan teknologi perindustrian. Keterbatasan sumber daya mineral yang
sejak mulainya revolusi industri yang diikuti pengekploitasian besar-besaran
sampai pada hari ini mengakibatkan bahan yang tak terbaharui ini semakin
terbatas dan tentunya menjadi semakin mahal. Menjadi hal yang biasa bagi
perkembangan perindustrian selanjutnya dimana manusia berlomba-lomba
mencari bahan alternatif yang bisa menggantikannya bahkan sebisa mungkin
menciptakannya dengan kualitas yang lebih baik.
Fenomena yang terjadi adalah mulai tergesernya bahan utama logam
dengan bahan polimer ataupun keramik. Tuntutan efisiensi dalam berbagai hal
membuat bahan alternatif ini menjadi sebuah peranan yang penting. Tuntutan
tersebut diantaranya: kebutuhan peralatan yang ringan, suku cadang murah, harga
bahan baku terjangkau, dan nilai kekuatan yang minimal mendekati bahan logam.
Komposit merupakan sejumlah sistem multi fasa sifat gabungan antara
bahan matrik atau pengikat dan reinforcement atau bahan penguat. Istilah fase
dalam hal ini memberi pengertian bahwa bahan tersebut adalah homogen, seperti
logam atau keramik yang semua butirannya mempunyai struktur kristal sama.
Dengan menggabungkan beberapa fase berbeda maka akan didapatkan suatu
bahan dengan unjuk kerja (performance) yang lebih baik dari fase-fase awal
sebagai penyusunnya. Efek seperti ini disebut synergistic.
Beberapa masalah yang sering dihadapi dalam pembuatan komposit
antara lain :
1. Pembuatannya memerlukan ketelitian dan ketekunan karena prosesnya
relatif lama.
2. Bahan yang dibeli tidak banyak dijual secara umum.
3. Harga bahan-bahannya relatif mahal.
4. Literatur tentang teori komposit jarang ditemukan karena bahan ini
termasuk baru digunakan dalam kehidupan masyarakat di negara kita.
Komposit serat merupakan perpaduan antara serat sebagai komponen
penguat dan matrik sebagai komponen penguat serat. Serat biasanya mempunyai
kekuatan dan kekakuan yang lebih besar dari pada matrik dan pada umumnya
bersifat orthotropic.
σ
FiberComposit
Matriks
ε
Gambar 1.1. Grafik Kekuatan Tarik Komposit dan Komponen Penyusunnya
Dengan semakin banyaknya bahan komposit yang diaplikasikan dalam
kehidupan masyarakat saat ini, maka banyak dilakukan pengembangan untuk
memperoleh kualitas komposit yang lebih baik. Dalam hal ini penulis ingin
mengetahui seberapa besar kualitas dari komposit khususnya komposit serat alam
pandan alas berdasar perlakuan kimia serat yang digunakan terhadap sifat
mekanisnya.
1.2 Tujuan Penelitian
Penelitian ini bertujuan untuk mengetahui :
1. Pengaruh perendaman NaOH pada serat pandan alas terhadap kekuatan
tarik dan regangan komposit pada pengujian tarik komposit.
2. Pengaruh perendaman NaOH pada serat pandan alas terhadap energi
patah dan keuletan komposit pada pengujian impak komposit.
3. Bentuk patahan dan struktur mikro komposit serat pandan alas setelah
dilakukan uji tarik dan uji impak.
1.3 Batasan Masalah
Pada penelitian ini penulis membatasi masalah pada:
1. Serat yang digunakan adalah serat organik yaitu serat pandan alas
(Pandanus dubius) yang disusun secara acak (isotropic) sebagai bahan
penguat komposit.
2. Pada penelitian ini dilakukan perlakuan kimia pada serat dengan
3. Fraksi volume serat yang digunakan adalah 10 %.
4. Matrik sebagai bahan pengikat yang digunakan adalah resin polyester
Justus 108 (bening super) yang diproduksi oleh PT JUSTUS SAKTI
RAYA CORPORATION, Semarang.
5. Pengujian yang dilakukan pada komposit adalah pengujian tarik dan
pengujian impak.
1.4 Sistematika Pembahasan
Pada BAB I ini, penulis membahas latar belakang penelitian, tujuan
penelitian, batasan masalah serta sistematika penulisan. Pada BAB II akan
diuraikan tentang pengertian komposit dan jenis–jenis komposit, khususnya
komposit serat, bahan penguat dan matrik pengikat Urutan proses pembuatan
spesimen beserta pengujian yang dilakukan diuraikan pada BAB III. Data dan
pembahasan tentang hasil pengujian akan dibahas pada BAB IV, kemudian
2.1 Pengertian Komposit
Komposit dapat didefinisikan sebagai penggabungan dua macam bahan
atau lebih dengan fase yang berbeda. Fase pertama disebut matrik yang berfungsi
sebagai pengikat dan fase kedua disebut penguat yang berfungsi sebagai penguat
bahan komposit secara keseluruhan. Karena karakteristik pembentuknya berbeda,
maka akan dihasilkan material baru yaitu komposit yang mempunyai sifat
mekanik dan karakteristik yang berbeda dari material pembentuknya. Gambar 2.1
menunjukkan unsur-unsur pembentuk komposit serat.
Gambar 2.1. Unsur Pembentuk Komposit Serat
Pada bahan komposit, unsur pembentuk komposit serat dicampur secara
makroskopis, yaitu bisa dibedakan atau dilihat dan bisa dipisahkan lagi secara
fisis maupun mekanis. Berbeda dengan paduan atau alloy yang penggabungan
unsur-unsurnya dilakukan secara mikroskopis, yaitu tidak bisa dibedakan atau
dilihat dan pemisahan bahan sulit dilakukan. Pada komposit sifat-sifat unsur
pembentuknya masih terlihat jelas, sedangkan pada paduan sudah tidak lagi
tampak nyata.
Banyak sekali kelebihan dan keunggulan yang diperoleh dari komposit.
Keunggulan komposit diantaranya :
1. Rapatannya rendah (ringan).
2. Daya hantar thermal dan listrik dapat diatur.
3. Daya redam bunyi yang baik.
4. Sifat produk dapat diatur dulu sesuai terapannya.
5. Bahan komposit dapat memberi penampilan (appearance) dan kehalusan
permukaan lebih baik.
6. Sifat-sifat fatik (fatigue) umumnya lebih baik dari logam biasa dan juga
ketangguhan (toughness) yang baik.
7. Dapat dirancang dengan kekuatan dan kekakuan tinggi, dapat memberi
kekuatan dan kekakuan spesifik yang melebihi logam biasa.
8. Dapat dirancang sedemikian rupa sehingga terhindar dari korosi, hal ini
sangat menguntungkan pada pemakaian sebagai elemen-elemen tertentu.
Disamping keunggulan diatas, bahan-bahan komposit memiliki
kelemahan antara lain:
1. Harga bahan komposit relatif mahal (khususnya untuk serat sintetis).
2. Proses pembuatan dan pembentukan komposit relatif lama dan mahal.
3. Sifat-sifatnya anisotoprik yaitu sifat-sifat bahan berbeda antara satu
lokasi dengan lokasi lainnya, tergantung pada arah pembebanan yang
dilakukan.
4. Banyak bahan komposit, umumnya bahan komposit polimer yang tidak
2.2 Klasifikasi Komposit
Secara umum klasifikasi komposit dapat dikelompokkan menjadi tiga
jenis (Jones, R.M, 1975) yaitu :
1. Fibrous composites
Pada komposit ini bahan penguat yang digunakan adalah serat yang
memiliki kekuatan dan kekakuan lebih besar bila dibandingkan dengan
bahan pengikat atau matriks. Bahan pengikat yang digunakan dapat
berupa polimer, logam maupun keramik. Agar dapat membentuk produk
yang efektif dan baik maka komponen penguat harus memiliki modulus
elastisitas yang lebih tinggi daripada matriknya selain itu juga harus ada
ikatan permukaan antara komponen penguat dan matrik.
2. Laminated composites
Komposit ini terdiri dari dua atau lebih material yang disusun
berlapis-lapis. Pelapisan ini bertujuan untuk mendapatkan sifat-sifat yang baru
seperti kekuatan, kekakuan, ketahanan korosi, sifat termal juga untuk
penampilan yang lebih atraktif.
3. Particulated composites
Particulated composites terdiri dari partikel-partikel yang ada dalam
matriks. Material partikel bisa dibuat dari satu jenis ataupun lebih dari
satu jenis material dan biasanya material partikel ini terbuat dari bahan
metal dan non-metal. Ada dua jenis particulated composites, yaitu :
1. Partikel komposit organik
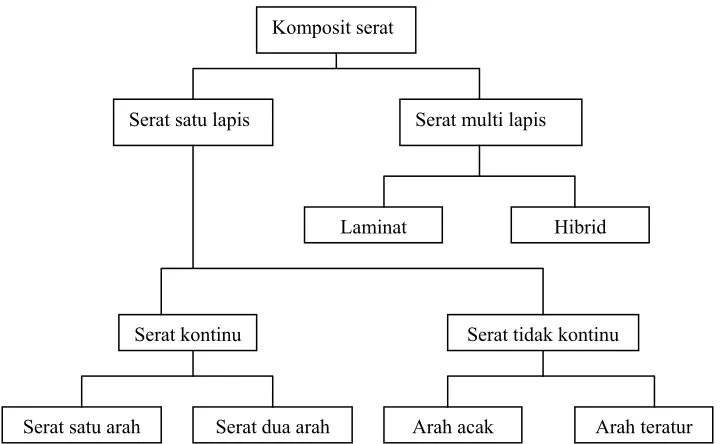
Secara garis besar, komposit serat terbagi menjadi dua macam, yaitu
continuous fiber dan discontinuous fiber. Klasifikasi komposit serat dapat dilihat
pada Gambar 2. 2.
Serat multi lapis Serat satu lapis
Laminat Hibrid
Serat kontinu Serat tidak kontinu
Serat satu arah Serat dua arah Arah acak Arah teratur Komposit serat
Gambar 2.2. Diagram Klasifikasi Komposit Serat
(Sumber : Hadi B.K, 2000)
Matrik bahan komposit dapat berupa logam, keramik, dan polimer.
Klasifikasi bahan komposit yang didasarkan pada fase matrik yaitu:
1. Komposit Matrik Logam (Metal Matrix composite, MMC)
Phase penguat pada komposit matrik logam dapat berupa partikel
keramik atau fiber yang dapat terdiri dari logam, keramik, karbon dan
boron. Cermet merupakan suatu bahan komposit matrik logam dengan
penguat berupa keramik.
2. Komposit Matrik Keramik (Ceramic Matrix Composite, CMC)
Keramik memiliki sifat-sifat yang cukup menarik seperti : kekakuan,
Bahan ini juga memiliki beberapa kelemahan antara lain ketangguhan
dan tegangan tarik rendah serta pada suhu tertentu mudah retak. Matrik
keramik dapat berupa : Alumina (Al2O3), Karbida Boron (B4C), Nitride
Boron (BN), Karbida Silikon (SiC), Karbida titanium (TiC). Sebagai
fiber dapat digunakan karbon, SiC, dan Al2O3.
3. Komposit Matrik Polimer (Polymer Matrik Composite, PMC)
Komposit ini menggunakan polimer sebagai matrik dan phase penguat
berupa fiber, partikel, dan flake. Dalam perdagangan dikenal ada tiga
kategori komposit sintetik : Plastic molding compound, Rubber
reinforced dengan karbon titan, Fiber reinforced polymer (FRP).
Sejumlah keuntungan bahan teknik Fiber-reinforced plastics adalah :
1. Kerapatan rendah
2. Sifat-sifat anisotropnya signifikan.
3. Modulus spesifik (ratio modulus to weight) cukup tinggi.
4. Tegangan spesifik (ratio strength to weight) cukup tinggi.
5. Memiliki tegangan fatik yang baik (good fatigue strength).
6. Koefisien dilatasi rendah sehingga stabilitas ukurannya baik.
7. Memiliki tahanan korosi yang baik (good corrosion resistance).
2.3 Komponen Bahan Komposit
Secara umum komposit terdiri dari dua fase saja, yaitu fase pertama yang
disebut matrik, dan fase keduanya adalah fase penguat (reinforcing agent). Fase
penguat bahan komposit secara keseluruhan. Reinforcing agent dapat berupa serat
(fiber), partikel, dan flake yang ditunjukkan pada Gambar 2.3.
Gambar 2.3. Bentuk Reinforcing Agent
(a) fiber, (b) partikel dan (c) flake
Untuk mendapatkan komposit yang baik diperlukan syarat khusus dari
tiap fase penyusunnya agar sistem benar-benar bekerja sebagai komposit :
1. Prasyarat serat: modulus kekenyalan besar, kekuatan ultimate besar,
kekuatan antarserat masing-masing setaraf, serat stabil dan tetap kuat
selama penanganan, serta luas dan diameter seragam.
2. Prasyarat matriks: mengikat serat-serat dan menjaga permukaan tidak
rusak, menjaga serat terdispersi dan terpisah (tak ada perambatan retakan
atau kegagalan), efisien memindahkan tegangan ke serat dengan
perekatan atau gesekan bila komposit terbebani, serasi termal dengan
penguatnya, serta serasi kimia dengan serat dalam jangka waktu lama.
Selain kedua fase prasyarat tersebut, terdapat juga bahan tambahan atau
lebih sering disebut katalis. Katalis berfungsi sebagai pemicu yang akan
mempersingkat reaksi curing pada temperatur ruang. Prosentase dari bahan
tambahan ini sangat kecil (sekitar 0,5 – 1 %) karena apabila berlebihan justru akan
2.3.1 Matrik Polyester
Selain bahan serat, komposit juga tidak terlepas dari bahan matrik. Tugas
utama bahan matrik adalah mengikat serat bersama-sama. Hal ini perlu karena
sekumpulan serat tanpa matrik tidak dapat menahan gaya dalam arah tekan dan
transversal.
Matrik pada umumnya terbuat dari bahan yang lunak dan liat. Polimer
plastik merupakan bahan umum yang biasa digunakan. Polimer adalah bahan
matrik yang tidak dapat menerima suhu tinggi. Poliester, vinillester dan epoksi
adalah beberapa jenis bahan polimer termoset yaitu mempunyai sifat dapat
memadat bila dipanaskan pada tekanan tertentu dan tidak dapat dilelehkan
kembali. Resin polyester tak jenuh adalah bahan matrik thermosetting yang paling
luas dalam penggunaan sebagai matrik pengikat plastik, dari bagian yang
menggunakan proses pengerjaan yang sangat sederhana sampai produk yang
dikerjakan dengan proses menggunakan cetakan mesin.
Polyester sebagai resin thermosetting mempunyai kekuatan mekanis yang
cukup baik, memiliki kemampuan ketahanan terhadap bahan kimia, isolator
listrik, selain itu harganya yang relatif murah. Dalam pengerjaan resin ini juga
cukup mudah, karena tidak mengalami perubahan dimensi yang signifikan saat
proses curing. Dalam pemakaian resin polyester, untuk mendapatkan hasil sebagai
matrik pengikat harus melalui proses curing. Polyester dapat mengalami proses
curing pada suhu kamar dengan bantuan katalis (peroxsida organic) sebagai
pemicu initiator. Polyester juga dapat mengalami proses curing dengan
Kemampuan resin polyester selain sebagai matrik pengikat serat yang
baik juga mempunyai karakteristik sebagai berikut :
a. Tahan terhadap panas
Karakteristik klasifikasi bahan resin, viskositas mengalami sifat gel (gel
time) pada suhu 25oC, dapat bereaksi pada suhu 80oC. Perubahan bentuk
bahan dapat dipertahankan sampai pada suhu 70oC.
b. Ketahanan terhadap bahan kimia
Bahan ini mempunyai kemampuan tahan terhadap pengaruh korosi
bahan-bahan kimia. Dibandingkan dengan bahan logam besi cord dan
baja, polyester mempunyai keunggulan terhadap korosi air laut,
hydrochloric acid, weak acid dan alcohol.
c. Kemampuan bahan terhadap beban kejut dan tidak abrasif.
Polyester tak jenuh diperoleh dengan cara mereaksikan asam basa dengan
alcohol dihidrat. Adanya reaksi kimia antara keduanya menghasilkan
ikatan tak jenuh pada rantai utama polymer kemudian dengan
mereaksikan 30% styrene sebagai monomer termasuk vinil tolvone,
methyl methacrylite dan ally alcohol derivates dengan polyester sehingga
berikatan dengan gugus tak jenuh saat pencetakan.
2.3.2 Serat
Serat digunakan sebagai bahan penguat komposit. Kekuatan komposit
dapat diatur dari persentase jumlah serat, pada umumnya semakin banyak jumlah
2.3.2.1 Serat Organik
Saat ini serat organik mulai mendapatkan perhatian serius oleh para ahli
material karena serat alam mempunyai banyak kelebihan, diantaranya :
1. Berat jenis rendah yang mengakibatkan kekakuan dan kekuatan spesifik
lebih tinggi dibanding serat gelas.
2. Pengolahan ramah, tidak meninggalkan sisa limbah yang tidak terolah.
3. Sifat redam suara yang baik.
4. Merupakan suatu sumber daya alam yang dapat diperbaharui, produksi
tidak perlu energi selain CO2 sedangkan O2 dikembalikan ke lingkungan.
5. Produktif dengan investasi rendah pada biaya rendah membuat material
ini menjadi produk yang baik untuk negara-negara berekonomi lemah
atau berkembang.
6. Isolator yang baik untuk getaran (accoustic)
Meskipun mempunyai banyak kelebihan, serat alam juga mempunyai
kekurangan yaitu :
1. Kekuatan lebih rendah terutama akibat beban kejut/impak dibanding
serat sintetik.
2. Kualitas serat bergantung pada variabel yang yang tidak tentu seperti
cuaca dan lingkungan. Cuaca yang berlainan saat pengambilan serat dari
alam akan memberi properti yang berbeda pula pada kekuatannya.
3. Panjang serat tidak homogen sehingga perlu pemintalan untuk
mendapatkan serat yang kontinyu.
5. Harga dapat berubah-ubah tergantung waktu memanen ataupun politik
agrikultur negara penghasil.
6. Temperatur yang sangat terbatas dalam pengolahan.
7. Kemampuan menyerap embun berakibat serat berubah volume dan berat.
8. Ketahanan api yang rendah.
Dengan semakin bertambahnya kebutuhan akan material komposit maka
mulai berkembang pula pemakaian serat alam. Sifat mekanis yang menengah
memungkinkan digunakan dalam aplikasi yang membutuhkan kekuatan tinggi
tetapi untuk banyak pertimbangan untung ruginya serat alam mampu bersaing
dengan serat gelas. Sifat mekanis serat organik dapat dilihat pada Tabel 2.1.
Tabel 2.1. Sifat Mekanis Serat Organik
Fibres
Properties E-glass
flax hemp jute ramie coir sisal Pisang Abaca
(Sumber : http://www.Internal report on life Assessment of natural fibre composite component by ECN, Pettern, the Netherlands.co.id diakses Sabtu 9
Umumnya bagian tumbuhan yang diambil seratnya adalah batang, daun
dan biji. Serat organik yang diambil dari batang tumbuhan antara lain jerami, jute,
pisang dan ramie. Serat organik yang diambil dari daun tumbuhan antara lain
sisal, pisang (abaca) dan palm. Serat organik yang diambil dari bijinya antara lain
katun (cotton), kelapa (coir/coconut) dan kapok. Contoh serat organik yaitu :
a. Pandan alas
Pandan alas (Pandanus dubius) berasal dari tumbuhan kelas Liliopsida,
sub kelas Arecidae, golongan Pandanales, genus Pandanus L. f. dan
famili dari tumbuhan Pandanaceae. Daun pandan alas tersusun dari
serat-serat yang bentuknya seperti benang. Keunggulan barang yang
dihasilkan dari serat alam tersebut antara lain tahan terhadap korosi,
ringan, pewarnaan dan tekstur dapat dimodifikasi serta lebih kedap suara.
Pohon pandan alas merupakan tumbuhan yang banyak terdapat di
daerah-daerah di Indonesia. Kabupaten Kulonprogo, Sleman, dan Bantul yang
masuk dalam wilayah DI Yogyakarta mempunyai persediaan pohon
pandan alas yang sangat melimpah. Sampai saat ini pandan alas sebagian
besar digunakan sebagai bahan dasar pembuatan tikar dan cambuk.
b. Ramie
Ramie yang dikenal dengan Boehmeria nivea atau China Grass adalah
salah satu serat alami tertua yang banyak digunakan selama beberapa
dekade ini. Keunggulan dari rami adalah : kekuatan tarik meningkat bila
dalam keadaan basah, dapat dicuci dan mudah kering, mempunyai daya
daya serap yang tinggi. Sedangkan kekurangan dari serat rami adalah :
getas, mudah untuk mengkerut, mempunyai elastisitas yang rendah dan
mempunyai ketahanan terhadap gesekan yang rendah
c. Jute
Jute berasal dari tumbuhan genus Corchorusa dan famili dari tumbuhan
tropis Tiliaceae. Jute yang banyak di gunakan diambil dari 2 jenis
tumbuhan yaitu Capsularis and Colitorius. Jute banyak digunakan
sebagai bahan pembuat karung goni, pakaian tali temali dan kertas. Jute
merupakan serat organik yang dapat didaur ulang dan ramah lingkungan.
Serat alami ini berwarna keemasan, kuning dan mengkilap, dan
merupakan serat yang mempunyai kekuatan tarik tinggi tetapi
mempunyai elastisitas yang rendah.
d. Kelapa (coir atau coconut)
Serat kelapa diambil dari sabut buah kelapa secara tradisonal. Serat
kelapa merupakan serat alami banyak digunakan untuk tali, sapu, kuas
dan sebagainya. Serat kelapa kering berwarna kuning keemasan bersifat
getas. Serat kelapa dibuat dengan memisahkan buah kelapa dengan sabut
kelapa kemudian sabut kelapa diolah secara tradisonal untuk
mendapatkan seratnya.
2.3.2.2 Serat Anorganik
Serat anorganik dibuat dari bahan sintetik seperti glass, boron, aramid
layaknya barang hasil fabrikasi lainnya, serat anorganik juga memiliki
kekurangan. Kekurangan dari serat anorganik adalah :
1. Tidak dapat di daur ulang.
2. Memerlukan proses fabrikasi yang rumit dalam membuatnya.
3. Berbahaya bagi kesehatan bila terhirup dan masuk ke tubuh manusia.
Kelebihan dari serat anorganik adalah :
1. Bentuk lebih homogen.
2. Isolator listrik yang baik.
3. Mempunyai kekuatan tinggi dan sifat anti korosi yang baik.
Pada Tabel 2.2 diperlihatkan sifat-sifat mekanis dari bermacam-macam
serat yang termasuk dalam klasifikasi serat anorganik.
Tabel 2.2 Sifat Mekanis Serat Anorganik Fiber Diameter
Banyak sekali jenis serat anorganik yang sering digunakan. Beberapa
bahan serat yang banyak digunakan adalah :
a. Glass
Serat glass merupakan bahan yang paling banyak digunakan pada
rendah, tidak mudah terbakar, isolator listrik yang baik dan mempunyai
sifat anti korosi, hal ini menyebabkan material ini aplikatif dalam
penggunaan polymer matrik komposit. Dua macam fiber glass yang
umum digunakan adalah S-glass dan E-glass.
b. Karbon
Karbon dapat dibuat menjadi fiber dengan modulus elastis tinggi.
Disamping kekakuannya yang tinggi, karbon memiliki kerapatan dan
koefisien dilatasi rendah. Fiber-C (C-fibers) merupakan kombinasi antara
grafit dengan karbon amorphous. Keunggulan ini memungkinkan
komposit serat karbon banyak dipakai untuk konstruksi aerospace dan
pesawat terbang.Tetapi harga serat karbon mahal dan hal ini
menyebabkan penggunaan komposit serat karbon jarang diaplikasikan
dalam industri seperti industri otomotif.
c. Aramid (aromatic polyamide)
Saat ini dikenal dua macam Kevlar : Kevlar 29 dan 49. Kevlar banyak
digunakan pada industri aerospace, marine dan otomotif. Serat Kevlar
(terutama Kevlar 49) mempunyai high performance karena bobotnya
ringan, kekuatan dan kekakuan tinggi dan tahan fatik.
d. Keramik
Karbide silikon (SiC) dan oksida aluminium (Al2O3) merupakan fiber
utama yang sering dijumpai pada keramik. Kedua bahan ini mempunyai
logam-logam dengan kerapatan dan modulus elastis rendah seperti aluminium
dan magnesium.
e. Boron
Boron memiliki modulus elastis sangat tinggi, tetapi bahan ini mahal
sehingga pemakaiannya dibatasi pada komponen peralatan aerospace.
2.3.3 Bahan Tambahan
Bahan sebagai pemicu (initiator) yang berfungsi untuk memulai dan
mempersingkat reaksi curing pada temperatur ruang adalah katalis. Reaksi katalis
akan menimbulkan panas saat curing dan hal ini dapat merusak produk yang
dibuat. Katalis yang digunakan sebagai proses curing berasal dari organic
peroxide deperti methyl ethyl katone peroxide dan Acetyl acetone peroxide.
Percabangan antara rantai polyester pada suhu kamar dapat terjadi pada
waktu yang sangat lama.Umumnya perlu suhu diatas 60ºC agar resin dapat kering
sempurna dalam waktu yang relatif singkat. Cara yang mudah untuk mempercepat
pengeringan dapat dipicu dengan penambahan katalis dengan perbandingan
0,1-0,5% volume. Ketika reaksi dimulai akan timbul panas (60-90oC) yang cukup
untuk mereaksikan resin hingga diperoleh kekuatan maksimal dan bentuk plastik.
Karena proses pencetakan akan mengakibatkan lengketnya produk
dengan cetakan maka untuk menghindari itu harus diadakan proses pelapisan pada
cetakan dengan realese agent sebelum dilakukan pencetakan. Realese agent yang
sering digunakan berupa waxes (semir), mirror glass, polyvinyl alcohol, ascralon,
2.3.4 Larutan Kimia
Dalam penelitian ini larutan kimia yang digunakan adalah larutan NaOH
(Natrium hidroxide). NaOH termasuk logam alkali golongan IA. Logam alkali
bersifat mudah larut dalam air dan merupakan logam pembentuk basa kuat.
Diantaranya adalah NaOH termasuk basa kuat. Basa adalah zat yang menaikkan
konsentrasi ion OH- dalam larutan. Seperti pada NaOH yang terionisasi menjadi
Na++OH-. Basa dapat terjadi bila oksida logam direaksikan dengan air. Berikut ini
adalah ciri-ciri larutan basa :
1. Larutannya bersifat elektrolit, rasanya pahit dan dapat merusak kulit.
2. Terasa licin di tangan (seperti merasakan larutan sabun).
3. Di dalam larutan membentuk ion logam atau gugus (kumpulan atom) lain
yang bermuatan positif dan ion hidroksil (OH) yang bermuatan negatif.
Alkali treatment dilakukan untuk mengurangi sisa-sisa kotoran yang
menempel pada permukaan serat dan agar serta lebih tahan terhadap bakteri atau
mikroorganisme. Gambar 2.4 menunjukkan perbedaan fisis yang dihasilkan dari
perlakuan kimia dengan logam alkali.
Tanpa alkali treatment Dengan alkali treatment
Dalam larutan suatu zat di dalam zat lain, zat yang dilarutkan disebut zat
terlarut atau solut (solute). Zat yang melarutkan zat terlarut itu disebut pelarut atau
solven (solvent). Bila suatu zat terdapat dalam jumlah yang relatif lebih banyak
dari yang lain, maka zat itulah yang biasanya dianggap sebagai pelarut. Zat
terlarut maupun pelarut dapat berupa zat padat, zat cair dan gas. Bila kita
menggunakan satuan fisika, konsetrasi larutan dapat dinyatakan dengan berbagai
cara :
1. Dengan massa zat terlarut per satuan volume larutan.
2. Dengan persen komposisi, atau jumlah satuan massa telarut per 100
satuan massa larutan. Contoh : larutan 10% dalam air mengandung 10 g NaOH dalam 100 g larutan. 10 g NaOH dilarutkan dalam 90 g air untuk
mendapatkan 100 g larutan.
2.4 Faktor-Faktor yang Mempengaruhi Kekuatan FRP
FRP adalah suatu bahan komposit yang diperkuat dengan serat dimana
bahan yang berbentuk serat diikat dalam bahan lain yang disebut matrik. Adapun
beberapa faktor yang mempengaruhi sifat bahan komposit yang diperkuat dengan
serat adalah jenis, orientasi, komposisi dan bentuk, sifat mekanik dari matrik, serta
ikatan di dalam campuran antara serat dan matrik (interface atau bonding).
2.4.1 Jenis Serat
Berdasarkan ukuran panjang serat terbagi menjadi dua jenis. kontinyu
(continuous) dan serat pendek. Ukuran ini menentukan kemampuan bahan
efisien juga menahan gaya dalam arah serat. Serat yang panjang itu juga
menghilangkan kemungkinan terjadinya retak sepanjang batas pertemuan antara
serat dan matrik. Oleh karena itu bahan komposit serat kontinyu sangat kuat dan
liat (tough) dibandingkan dengan bahan komposit serat tidak kontinyu. Fiber tidak
kontinyu biasanya mempunyai panjang fiber sekitar 100 kali diameter fiber (L/D
= 100). Contoh serat tidak kontinyu yaitu serat whiskers yang menyerupai rambut
(halus) dengan diameter sekitar 0,001 mm dan memiliki kekuatan sangat tinggi.
2.4.2 Orientasi Serat
Orientasi serat dapat menentukan kekuatan suatu bahan komposit, secara
umum penyusun serat pada komposit dapat dibedakan sebagai berikut:
1. Unidirectional : serat disusun secara searah paralel satu sama lain,
sehingga didapat kekakuan dan kekuatan optimal pada arah serat
sedangkan kekuatan paling kecil terjadi pada arah tegak lurus serat.
2. Bidirectional : serat disusun secara tegak lurus satu sama lain
(ortogonal). Pada susunan ini kekuatan tertinggi terdapat pada arah
pemasangan serat.
3. Pseudoisotropic : penyusunan serat dilakukan secara acak, sifat dan
susunan ini adalah isotropik yaitu kekuatan pada satu titik pengujian
mempunyai kekuatan yang sama.
2.4.3 Komposisi dan Bentuk Serat
Berdasarkan bentuk, serat penguat mempunyai penampang persegi
segitiga,heksagonal maupun lingkaran. Kekuatan serat dapat juga dilihat dari
mm sampai 0,13 mm. Kekuatan tarik komposit akan menurun apabila diameter
fiber yang digunakan meningkat. Sudut orientasi fiber juga mempunyai pengaruh
terhadap kekuatan dan kekakuan komposit.
Kekuatan mekanik komposit berpenguat secara umum dapat dikatakan
lebih tinggi dibanding resin yang tak berpenguat. Kekuatan mekanik dalam
komposit serat didominasi oleh besarnya kontribusi serat terhadap komposit.
Empat faktor yang mempengaruhi kontribusi serat terhadap komposit adalah:
1. Kekuatan mekanis dari serat itu sendiri.
2. Interaksi permukaan serat terhadap resin.
3. Seberapa banyak volume serat yang digunakan.
4. Orientasi serat terhadap arah beban.
2.4.4 Faktor Matrik
Matrik merupakan salah satu komponen bahan komposit. Adapun fungsi
dari matrik adalah :
1. Sebagai penerus beban, yaitu mendistribusikan beban ke serat sebagai
bahan yang mempunyai modulus kekuatan tinggi.
2. Sebagai pengikat fase serat pada posisinya, pada proses pembuatan bahan
komposit yang diperkuat serat dan diikat oleh matrik, matrik harus
mempunyai sifat adhesi yang baik terhadap serat untuk menghasilkan
struktur komposit yang sempurna karena hal ini berhubungan erat dengan
transfer beban. Jika matrik mempunyai sifat adhesi yang kurang baik
maka transfer beban tidak sempurna dan menyebabkan kegagalan berupa
garis besar kualitas matrik ditentukan oleh beberapa faktor, diantaranya
adalah kemampuan membasahi serat, banyak tidaknya rongga (void) saat
dituang dan temperatur atau tekanan curing.
3. Melindungi permukaan serat penguat dari abrasi yang diakibatkan oleh
perlakuan secara mekanik misalnya gesekan antara serat.
2.4.5 Fase Ikatan
Kemampuan ikatan antara fiber dan matrik dapat ditingkatkan dengan
memberikan aplikasi perlakuan permukaan yang disebut dengan coupling agent,
yang meningkatkan sifat adhesi antara matrik dan fiber. Coupling agent
diterapkan pada serat sebagai perlakuan secara kimiawi dalam bentuk sizing
(perlakuan permukaan ketika serat sedang dibentuk) dan finishing (perlakuan
yang diterapkan setelah serat diproduksi dalam bentuk benang atau wolven
fabric). Proses finishing juga dapat melindungi dan mencegah kerusakan akibat
gesekan antara serat sebelum dibuat menjadi struktur komposit.
2.5 Fraksi Volume
Fraksi volume (%) adalah perbandingan volume bahan pembentuk
komposit terhadap volume komposit.
Misal : Vs = % serat
Vm = % matrik
Vk = % katalis
Vc = 100 %
2.6 Teknologi Konstruksi Komposit
Salah satu keunggulan komposit adalah mudah dibuat dan dibentuk.
Komposit juga mudah dicetak, menghemat biaya piranti pengerjaan, dan
memungkinkan untuk bentuk yang rumit. Pembuatan komposit polimer dapat
dengan teknologi cetakan terbuka atau tertutup.
2.6.1 Teknik Cetak Terbuka (Open Mold Processes) (Santoso, H.BR, 1999) Teknik pencetakan komposit yang menggunakan prinsip cetak terbuka
antara lain:
1. Cara tangan (Hand Lay-Up).
Cara ini paling mudah. Lapis berlapis penguat (bentuk disesuaikan) ditata
dalam cetakan dan dituangi polimernya. Teknologi ini bercetakan
tunggal, mudah dan murah, untuk pengerjaan prototip maupun produksi.
Yang diperlukan adalah alat pencetakan, polimer sesuai dengan suhu
curing, pelumas (agar komposit tidak melekat), penguat serat gelas
(bentuk anyaman atau acak). Penguat dan polimer direkatkan kuat
merata, dibentuk sesuai cetakan, direkatkan oleh roller. Curing dilakukan
dengan zat pengikatsilang, pengeras (hardener) atau katalis. Curing
dapat dipercepat dengan pemanasan. Dapat dilakukan pasca-curing.
Setelah itu agar tahan pencuacaan, diberi “selimut” berupa gel. Cara
tangan memiliki beberapa keuntungan: teknik sederhana, biaya murah,
dapat dibuat bentuk rumit, ukuran cetakan tak terbatasi oleh proses.
tergantung pada ketrampilan, dan hanya satu sisi cetakan yang
berpermukaan halus. Proses Hand Lay-Up ditunjukkan pada Gambar 2.5.
Gambar 2.5. Proses Hand Lay-Up Teknik semprot (Spray-Up).
Pada proses ini serat gelas digepuk dan dipotong pendek-pendek,
dicampur resin pada saat penyemprotan secara bersama-sama. Dibentuk
lapisan demi lapisan, seragam. Cara ini semiotomatis, sangat praktis
untuk membuat panel bangunan, lining tanki, kolam, atap, dan lain-lain.
Proses Sprayy-Up ditunjukkan pada Gambar 2.6.
2. Cara lilitan filamen (Filament Winding).
Cara ini merupakan proses otomatis untuk membuat struktur amat
efisien, penguat menggunakan serat gelas kontinu. Dua cara pelilitan:
Heliks, yang sesuai untuk bentuk memanjang, tipis, ujung terbuka (pipa),
serta Kutub (Pole) yang sesuai bagi bejana bertekanan tinggi. Pembuatan
dengan melewatkan serat kontinu pada bak polimer dan melilitkannya
pada mandrel berputar. Curing dapat dilakukan pada suhu kamar maupun
panas, sesuai dengan jenis polimer dan jadwal produksinya. Keunggulan
teknik filament: menggunakan kelos penguatan termurah, filament dapat
diarahkan sesuai beban seefisien mungkin, dan sifat produk seragam.
Proses Wet Winding ditunjukkan pada Gambar 2.7.
Gambar 2.7. Proses Wet Winding
2.6.2 Teknik Cetak Tertutup (Closed Mold Processes) (Santoso, H.BR,1999) Teknik ini mencakup berbagai sistem cetak dingin dan panas, pultrusi
maupun cetak injeksi. Cara ini memunkinkan kandungan serat lebih banyak dan
sifat mekanis bagus. Cetak panas cocok untuk polyester tak jenuh berpenguat
serat secara cepat. Cetak kempa panas cocok untuk membuat cetakan prabentuk,
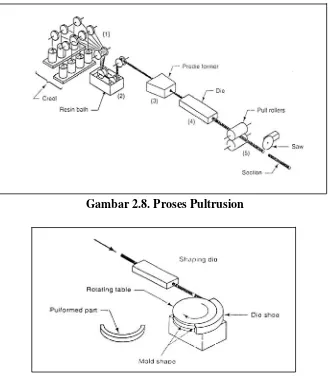
1. Cetak Pultrusi.
Adalah prosedur proses kontinu sesungguhnya. Dilengkapi alat potong
otomatis, dapat bekerja dengan pengawasan minimum. Untuk matrik
dapat menggunakan polyester takjenuh atau epoksi. Proses pultrusi dapat
diteruskan dengan proses pulforming, dengan penambahan contour
tertentu (misal: semicircular) untuk membentuk komposit sesuai
keinginan. Proses Pultrusi ditunjukkan pada Gambar 2.8 dan proses
Pulforming ditunjukkan pada Gambar 2.9.
Gambar 2.8. Proses Pultrusion
2. Proses Bag Molding.
Teknik ini terdiri dari Vacuum Bag Molding dan Pressure Bag Molding.
Proses ini merupakan pengembangan dari proses hand-lay up dengan
penambahan vacuum dam tekanan udara. Karena harga cetakan mahal,
cara ini lebih sesuai untuk produksi skala besar berbagai komponen
berukuran kecil sampai sedang. Proses Bag Molding ditunjukkan pada
Gambar 2.10.
Gambar 2.10. Proses Bag-Molding 3. Proses Molding Compound.
Proses ini juga merupakan pengembangan dari proses spray-up, hanya
saja proses ini berlangsung secara kontinu sehingga hanya untuk
produksi skala besar. Molding Compound dibedakan menjadi tiga
berdasarkan ketebalan dari produk yang akan dihasilkan, yaitu Sheet
Molding Compound (SMC) dengan produk relatif tipis, Thick Molding
Compound (TMC) yang prosesnya mirip dengan SMC, hanya saja
komposit yang dihasilkan relatif tebal (±50 mm), Bulk Molding
dilakukan dengan cara ekstrusi. Proses Sheet Molding Compound ini
ditunjukkan pada Gambar 2.11.
Gambar 2.11. Proses Sheet Molding Compound (SMC)
2.7 Macam-Macam Proses Curing Komposit
Proses curing adalah proses pengeringan bahan-bahan penyusun
komposit yang sedang dibuat. Kecepatan dari proses curing ini berbeda-beda
tergantung dari katalis dan temperature lingkungan sekitar tempat dicetaknya
bahan komposit tersebut. Diharapkan pada proses curing tersebut dapat
mengurangi rongga yang ada di dalam komposit dan merata pada seluruh bagian
dari komposit sehingga komposit yang dihasilkan berkualitas baik. Beberapa
proses curing antara lain: oven, hot oil, lamps, steam, autoclave, microwave dan
proses yang lain.
2.7.1 Oven
Oven dengan bahan bakar gas dan oven listrik bersirkulasi udara adalah
model yang umum digunakan. Model ini tergolong mahal dan digunakan dalam
skala besar. Beberapa tekanan ditambahkan dengan shrink tape atau kantong
yang lain. Hal ini disebabkan bahan yang dipanaskan adalah semua yang ada di
dalam oven, seluruh alat yang digunakan termasuk chassis dan penyangga oven.
2.7.2 Hot Oil
Metode curing dengan minyak panas terutama digunakan pada proses
curing resin yang sangat cepat, biasanya membutuhkan waktu kurang dari 15
menit. Digunakannya minyak panas untuk mendapatkan panas yang sangat cepat
pada lapisan dan mengurangi kebutuhan akan proses curing dengan menggunakan
oven. Suhu dengan minyak panas sekitar 150-240º C.
2.7.3 Lamps
Panas lampu digunakan pada komposit yang mempunyai permukaan
dapat memantulkan cahaya dan bahan yang berputar selama proses pembuatan
komposit. Panas yang dicapai sekitar 171º C. selain mudah dipergunakan
(portable), penanganan yang tepat diperlukan untuk menghasilkan prosess curing
yang merata pada seluruh bahan komposit. Metode lain dari proses ini adalah
lampu berpulsa xenon (pulsed xenon lamp) yang digunakan pada komposit
dengan katalis yang peka cahaya. Dapat juga digunakan lampu infra merah,
meskipun metode ini jarang digunakan.
2.7.4 Steam
Proses curing ini menggunakan uap panas sebagai media penyedia panas.
Dalam proses ini digunakan beberapa saluran pipa untuk sirkulasi air dan uap.
Pada ujung mandrel (alat penggulung serat) terdapat alat pengukur jalan uap dan
berongga (hollow mandrel) untuk melakukan curing. Setelah proses curing
selesai, air dingin dialirkan untuk mendinginkan mandrel.
2.7.5 Autoclave
Untuk mendapatkan bahan komposit yang akan digunakan pada pesawat
luar angkasa, maka diperlukan proses curing dalam autoclave dengan bantuan
ruang hampa udara (vacuum). Meskipun tidak digunakan untuk produksi masal,
padda proses ini mampu menghasilkan tekanan antara 1,4 sampai 2,1 MPa dan
temperature sekitar 371º C. Kelemahan dari proses ini adalah lamanya waktu
curing, tidak cocok untuk produksi masal dan jarang digunakan.
2.7.6 Microwave
Pengguanaan microwave dalam proses curing dapat memberikan
keuntungan yang signifikan pada komposit. Energi dari microwave diserap
dengan cepat dan baik oleh resin maupun serat, sehingga proses dapat lebih efektif
dari proses curing biasa yang memakan waktu berjam-jam. Energi yang
dibutuhkan dalam proses ini tergolong tinggi sehingga proses ini memerlukan
biaya yang tidak sedikit. Proses ini tidak dapat digunakan untuk bahan yang
bersifat konduktif seperti serat karbon.
2.7.7 Proses Curing Yang Lain
Proses curing yang lain biasanya menggunakan electron beam, laser,
radio frequency (RF) energy, ultrasonic, dan induction curing. Proses-proses ini
mempunyai tingkat keefektifan dan keberhasilan yang berbeda beda dalam
2.8 Pengujian Komposit
Untuk mengetahui sifat mekanis dari komposit maka dilakukan beberapa
pengujian. Jenis pengujian yang dilakukan adalah uji tarik dan uji impak.
2.8.1 Uji Tarik
Pengujian tarik yang dilakukan adalah untuk mengetahui kekuatan tarik
dan regangan dari matrik, maupun komposit serat. Metode yang digunakan adalah
benda uji dijepit pada mesin uji dengan pembebanan perlahan-lahan meningkat
sampai suatu beban tertentu dan akhirnya benda uji patah. Beban tarik yang
bekerja pada benda uji akan menimbulkan pertambahan panjang disertai
pengecilan diameter benda uji. Perbandingan antara pertambahan panjang (∆L)
dengan panjang awal benda uji (L) disebut regangan. Pengujian tarik ini
dilakukan di Laboratorium Ilmu Logam Universitas Sanata Dharma.
Untuk mengetahui kekuatan tarik dan regangan dari matrik maupun
komposit serat dilakukan suatu perhitungan dengan menggunakan rumus berikut :
A
ΔL : pertambahan panjang
2.8.2 Uji Impak
Berbagai jenis pengujian impak batang telah digunakan untuk
menentukan kecenderungan bahan untuk bersifat getas. Dengan uji ini dapat
diketahui perbedaan sifat bahan yang tidak teramati dalam uji tarik. Secara umum
benda uji dikelompokkan ke dalam dua golongan standar. Di Amerika (dengan
standar ASTM) biasanya mengikuti metode Charpy atau disebut batang uji
Charpy. Sedang di Inggris menggunakan benda uji standar Izod. Gambar prinsip
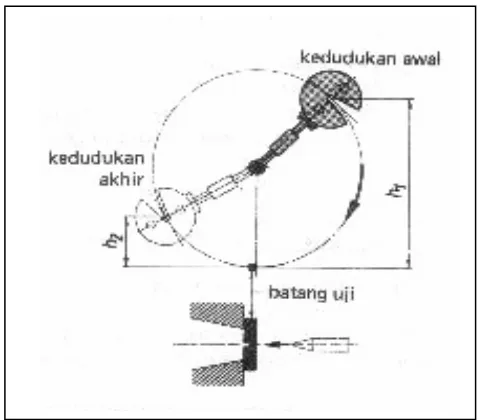
pengujian impak Charpy dapat dilihat pada Gambar 2.12.
Gambar 2.12. Skema Prinsip Pengujian Impak
Dalam penelitian ini pengujian impak menggunakan standar Amerika
(ASTM A370) dengan luas penampang lintang bujur sangkar (10x10 mm) dan
mengandung takik V-45º, dengan jari-jari dasar 0,25 mm dan kedalaman 2 mm.
Benda uji diletakkan pada tumpuan dalam posisi mendatar dan bagian yang
bertakik diberi beban impak dengan ayunan bandul ( kecepatan impak sekitar 16
sudut 150o (α). Karena pukulan tersebut benda uji akan melengkung dan patah
pada laju regangan yang tinggi,benda uji akan patah. kemudian palu akan berayun
kembali membentuk sudut (β) sebagai hasil dari keliatan benda uji. Makin besar
energi yang diserap, makin rendah ayunan kembali dari bandul. (Dieter, G.E.,
1990)
Perlu diketahui bahwa energi perpatahan yang di ukur dengan uji Charpy
hanyalah energi relatif dan tidak bisa digunakan secara langsung dalam persamaan
perancangan. Metode pengujian ini juga bisa digunakan untuk menelaah jenis
patahan yang terjadi.
Harga uji impak dapat dicari dengan rumus:
W = GR (cos β - cos α) (Joule) ... (2.3)
Dengan:
W = Tenaga patah (joule)
α = Besar sudut pada saat palu akan dilepaskan tanpa benda uji
β = Sudut yang dibentuk palu setelah mematahkan benda uji
G = Berat palu
R = Jarak titik putar palu sampai titik berat palu = 0,3948 m
Harga keliatan suatu bahan dapat dicari dengan persamaan :
Dari metode pengujian impak ini diperoleh keuntungan sebagai berikut:
1. Bentuk benda uji yang digunakan sangat cocok untuk mengukur
ketangguhan tarik pada bahan kekuatan rendah. Pengujian dapat
dilakukan pada suhu dibawah suhu ruang adalah:
2. Mudah dilakukan; murah dan benda ujinya kecil.
3. Dapat juga digunakan untuk perbandingan pengaruh paduan dan
perlakuan panas pada ketangguhan takik
Disamping beberapa keuntungan yang diperoleh dari pengujian impak
pada metode ini, terdapat juga kerugian yang terjadi diantaranya:
1. Hasil uji impak tidak bisa dimanfaatkan dalam perancangan, karena uji
ini bersifat merusak.
2. Tidak terdapat hubungan antara data uji impak dengan ukuran cacat.
2.8.3 Foto Makro
Foto makro dilakukan untuk mengetahui bentuk patahan yang terjadi
setelah dilakukan uji tarik dan uji impak
2.8.4 Foto Mikro
Foto mikro dilakukan untuk mengetahui struktur mikro dari komposit
baik matrik ataupun seratnya. Dengan foto mikro, proses pelapisan matrik pada
serat dapat diamati apakah ikatan antara matrik dan serat benar-benar kuat atau
2.9 Jenis Patahan
Dari hasil pengujian akan didapat jenis patahan yang menunjukkan
karakter dari bahan.
1. Patah liat : pada bahan ductile (liat) akan terlihat arah rambatan retak
yang tidak rata, tampak buram dan berserat.
2. Patah getas : patahan getas akan memberikan tampilan permukaan yang
rata tanpa terjadinya tanda-tanda kerusakan yang berarti pada sekitar
patahan, permukaannya pun mengkilap.
2.10 Kerusakan Pada Komposit
Suatu bahan dikatakan gagal bila struktur tersebut tersebut tidak dapat
berfungsi dengan baik. Dengan demikian definisi kegagalan berbeda menurut
kebutuhan yang berlainan. Untuk penerapan struktur tertentu, deformasi yang
kecil barang kali sudah dianggap gagal, sedang pada struktur yang lain hanya
kerusakan total yang dianggap gagal.
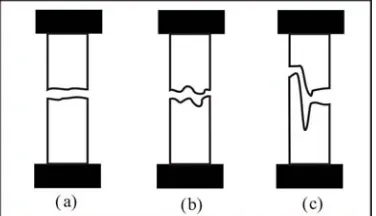
Bila serat yang patah semakin banyak, maka ada 3 kemungkinan :
1. Bila matrik mampu menahan gaya geser dan meneruskan ke serat sekitar,
maka serat yang patah akan semakin banyak sehingga timbul retakan.
Bahan komposit akan patah getas seperti pada Gambar 2.13a.
2. Bila matrik tidak dapat menahan konsentrasi tegangan geser yang timbul
diujung serat dapat terlepas dari matrik (debonding) dan komposit rusak
3. Kombinasi dari dua tipe di atas pada kasus ini patah serat yang terjadi di
sembarang tempat bersamaan dengan kerusakan matrik. Kerusakan
berwujud seperti sikat (brush type) seperti terlihat pada Gambar 2.13c.
Gambar 2.13. Kerusakan Serat Pada Bahan Komposit
(Sumber : Hadi, B.K,2000)
Pada bahan komposit ini, kerusakan internal mikroskopik dapat
diketahui sebelum kerusakan nyata terlihat. Kerusakan internal mikroskopik dapat
terjadi dalam beberapa bentuk seperti :
1. Patah pada serat (fiber breaking)
2. Retak mikro pada matrik (matrik micro crack)
3. Terkelupasnya serat dari matrik (debonding)
4. Terpisahnya lamina satu sama lain (delamination)
Kerusakan serat pada bahan komposit dapat dipengaruhi oleh beberapa
hal, seperti kekuatan serat dan matrik, maupun fraksi volume serat dan matrik.
Bila fraksi volume serat pada pada bahan komposit mengecil, modus patahan
yang terjadi kebanyakan bertipe getas. Pada kerusakan internal mikroskopis tidak
dapat diamati dengan mata telanjang dan baru dapat terlihat mata bila kerusakan
cukup besar di tempat yang sama. Karena itu pada kondisi sebenarnya sangat
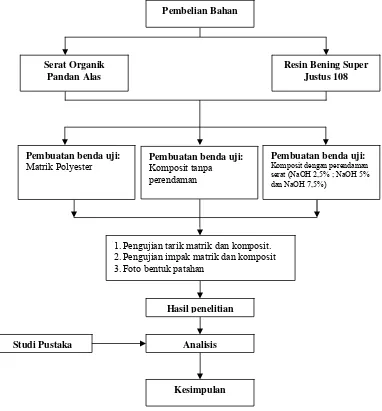
3.1 Skema Jalan Penelitian
Agar lebih sistematis dalam penelitian maka dibuat alur jalannya
penelitian seperti ditunjukkan pada Gambar 3.1 dibawah ini.
Pembelian Bahan
1.Pengujian tarik matrik dan komposit. 2.Pengujian impak matrik dan komposit 3.Foto bentuk patahan
Gambar 3.1. Skema Jalan Penelitian
3.2 Persiapan Benda Uji 3.2.1 Alat dan Bahan
Dalam pembuatan komposit dengan serat pandan alas dipergunakan
alat-alat sebagai berikut:
1. Cetakan, yang terbuat dari kaca.
2. Alat pemotong (gergaji, pisau, gunting, pemotong kaca).
3. Lem kaca silicone sealant dan double tape.
4. Timbangan digital, untuk menimbang massa serat yang akan digunakan.
Dapat dilihat pada Gambar 3.2.
5. Tempat untuk mengaduk dan mencampur resin dan katalis (gelas plastik,
stik pengaduk yang terbuat dari kaca).
6. Alat ukur (gelas ukur 500 cc, neraca, penggaris, spet 3 cc, jangka sorong)
7. Alat untuk finishing (gerinda, amplas, kikir).
8. Kuas, digunakan untuk melapisi permukaan cetakan.
9. Sekrap, untuk melepaskan komposit yang sudah kering dari cetakan
3.2.1.1 Matrik
Matrik atau resin yang digunakan dalam penelitian ini adalah resin
bening super Polyester Justus 108. Dengan ciri-ciri resin berwarna jernih yang
diproduksi P.T JUSTUS SAKTI RAYA CORPORATION, Semarang. Resin ini
tidak disertai informasi spesifikasi khusus sehingga untuk mengetahui sifat-sifat
mekanisnya, ataupun berat jenisnya dilakukan pengujian secara manual baik
dengan penimbangan maupun pengujian tarik terhadap resin pengikat tanpa serat.
3.2.1.2 Serat
Serat yang digunakan adalah serat pandan alas (Pandanus dubius). Bahan
serat ini diambil dari daerah Kulon Progo. Ditunjukkan pada Gambar 3.3.
Gambar 3.3. Tumbuhan Pandan Alas 3.2.1.3 Katalis
Dalam penelitian ini digunakan katalis metoxone (methyle ethyl katone
peroxide) untuk mempercepat laju curing komposit. Laju curing komposit
ditentukan oleh jumlah katalis yang ditambahkan dalam resin, semakin banyak
katalis yang ditambahkan semakin cepat laju curing yang dihasilkan. Namun jika
bersifat getas, sehingga penggunaan katalis harus disesuaikan dengan kebutuhan.
Dengan menggunakan katalis metoxone ±1% waktu yang dibutuhkan untuk curing
berkisar antara 4-6 jam.
3.2.1.4 Release Agent
Proses pembuatan komposit ini akan bersifat adhesive, maka untuk
mempermudah pemisahan komposit dari cetakan diperlukan suatu bahan yang
dapat mengurangi dan menghilangkan sifat adhesive (daya rekat). Release agent
yang digunakan adalah MAA Pelapisan dilakukan dengan menggunakan kuas
dan harus dilakukan dengan teliti dan merata pada setiap bagian cetakan agar
nantinya produk dengan cetakan dapat dengan mudah dipisahkan. Semakin
banyak proses pelapisan akan semakin mengurangi sifat adhesive resin terhadap
moulding. Release agent yang digunakan dapat dilihat pada Gambar 3.4.
Gambar 3.4. Release Agent ( MAA ) 3.2.1.5 NaOH Pro Analisis
NaOH (Sodium Hydroxide) adalah salah satu jenis alkali, maka NaOH
dipilih sebagai larutan yang digunakan untuk menghilangkan lapisan lilin atau sisa
lebih baik, lebih kuat dan lebih tahan lama terhadap serangan bakteri dan
mikroorganisme dibandingkan serat tanpa perendaman NaOH. NaOH yang
digunakan adalah jenis NaOH pro analisis. Pada Gambar 3.5 ditunjukkan jenis
NaOH pro analisis yang digunakan dalam proses perendaman serat pandan alas.
Gambar 3.5. NaOH pro analisis 3.2.1.6 Aquades
Untuk membuat variasi konsentrasi NaOH, maka NaOH (pro analisis)
dengan prosentase 2,5% ; 5% ; dan 7,5 % dilarutkan dengan air suling (Aquades).
Pada Gambar 3.6 dapat dilihat aquades yang ditempatkan pada sebuah jerigen.
3.2.2 Pembuatan Serat Pandan Alas
Untuk mendapatkan serat daun pandan alas seperti yang diinginkan,
maka diperlukan langkah-langkah yang tepat sehingga diperoleh serat yang
panjang dengan kekuatan yang optimal. Adapun langkah-langkah untuk
mendapatkan serat daun pandan alas adalah sebagai berikut :
a) Daun pandan alas yang sudah cukup tua dipotong sepanjang ujung
sampai pangkal daun, kemudian dijemur hingga layu selama 6-10 jam.
b) Daun yang sudah layu dipotong di bagian ujung daun (yang berduri) agar
duri tidak mengganggu saat proses pembersihan.
c) Daun yang sudah layu tadi dipukul-pukul dengan menggunakan palu
sampai daun memar agar proses pembersihan dapat dilakukan dengan
mudah. Seperti dapat dilihat pada Gambar 3.7.
Gambar 3.7. Daun Dipukul Dengan Palu
d) Setelah daun sudah memar, Daun bagian atas dikerjakan lebih lanjut,
dengan menggunakan bagian yang tumpul dari pisau. Gajih daun dikerok
hingga terkelupas sehingga diperoleh serat daun yang terpisah sebagian
Gambar 3.8. Daun yang Sebagian Gajih Sudah Bersih
e) Setelah bagian atas daun sudah dikerok sampai bersih, proses selanjutnya
adalah membersihkan bagian bawah yang masih ada sisa gajih. Setelah
daun terbalik maka bagian yang ada sisa gajih berada di atas. Lalu
bersihkan gajih daun dengan cara dikerok dengan menggunakan bagian
yang tumpul dari pisau hingga terkelupas dan didapat hasil berupa serat
yang masih basah. Seperti dilihat pada Gambar 3.9.
Gambar 3.9. Daun yang setiap bagian telah dibersihkan
f) Setelah didapatkan serat yang masih basah, maka serat harus dibersihkan
dari sisa gajih daun yang masih menempel. Seperti ditunjukkan pada
Gambar 3.10. Serat basah yang sudah dibersihkan dari gajih
g) Kemudian serat dikeringkan dengan diangin-anginkan hingga kering. Hal
ini bertujuan untuk menurunkan kadar air pada serat, sebelum disimpan
agar tahan lama. Dan didapatlah serat pandan yang sudah kering. Seperti
ditunjukkan pada Gambar 3.11.
Gambar 3.11. Serat pandan yang telah dikeringkan
h) Serat yang sudah kering disimpan didalam plastik ditempat yang sejuk
dan kering.
3.2.3 Perendaman Serat dengan NaOH
Perlakuan kimia yang dilakukan pada serat adalah dengan alkali
treatment. Perlakuan kimia yang dilakukan adalah dengan merendam serat dengan
dengan cara merendam serat selama 3 jam dengan NaOH sebelum pembuatan
komposit. Perendaman NaOH selama 3 jam ini dilakukan karena dari data hasil
penelitian sebelumnya waktu yang paling baik untuk merendam serat organik
adalah kurang lebih selama 3 jam (Li X, Panigrahi, S.A, Tabil, L.G, Crerar, W.J,
2004). Perendaman serat dengan NaOH ini dilakukan dengan tiga variasi
konsentrasi, yaitu 2,5%NaOH ; 5%NaOH dan 7,5%NaOH. Tujuan adanya variasi
konsentrasi ini untuk mengetahui prosentase yang paling baik diantara ketiga
variasi tersebut agar didapat serat yang sempurna dan maksimal untuk selanjutnya
diproses menjadi komposit. Untuk membuat variasi konsentrasi tersebut, NaOH
(pro analisis) dilarutkan dengan air suling (Aquades) dengan komposisi
masing-masing dihitung berdasarkan persamaan sebagai berikut :
Fraksi berat NaOH yang digunakan untuk setiap 1000 gr aquades adalah :
• 2,5 % NaOH ►
Setelah konsentrasi dan volume aquades diketahui, maka alat-alat yang
perlu disiapkan antara lain:
1. Akuarium (wadah untuk merendam serat).
2. NaOH (pro analisis) dan air suling (aquades) untuk melarutkan.
3. Timbangan digital (untuk menimbang NaOH).
5. Pengaduk dari kaca.
6. Loyang (wadah setelah perendaman serat untuk proses pengeringan).
7. Sarung tangan (untuk mengambil serat setelah proses perendaman).
Setelah seluruh alat tersedia, langkah-langkah yang perlu dilakukan
untuk proses perendaman serat adalah :
1. Mempersiapkan akuarium yang telah dibersihkan. Seperti ditunjukkan
pada Gambar 3.12.
Gambar 3.12. Akuarium
2. Mempersiapkan serat.
3. Menimbang berat NaOH (pro analisis) dengan timbangan digital.
4. Menimbang air suling dengan timbangan sesuai dengan berat yang
telah ditentukan.
5. Menuang air sulingyang ada di gelas ukur ke dalam akuarium.
6. Melarutkan NaOH yang telah ditimbang ke dalam air suling yang
berada di dalam akuarium.
7. Mengaduk dengan pengaduk kaca agar NaOH sudah benar-benar
8. Memasukkan serat ke dalam larutan NaOH dengan air suling. Seperti
ditunjukkan pada Gambar 3.13.
Gambar 3.13. Proses perendaman
9. Mengaduk serat dengan pengaduk kaca, dimaksudkan agar setiap serat
dapat benar-benar terendam dengan larutan NaOH dengan aquades.
Seperti ditunjukkan pada Gambar 3.14.
Gambar 3.14. Serat yang terendam larutan NaOH
10.Setelah ± 3 jam, serat diambil dari dalam akuarium dengan
menggunakan sarung tangan.
11.Membersihkan dan membilas serat yang telah direndam ± 3 jam tadi
dengan menggunakan air suling, lalu ditempatkan dalam sebuah
Gambar 3.15. Loyang tempat serat
12.Setelah serat dibersihkan dan dibilas dengan air suling maka serat
dikeringkan dengan dijemur.
13.Setelah kering, serat dipotong-potong menjadi ukuran 1-2 cm. Pada
Gambar 3.16 ditunjukkan perbedaan warna serat sebelum dan sesudah
perendaman. Serat yang telah direndam NaOH tersebut akan berwarna
berwarna kekuningan, sedangkan serat tanpa perendaman warnanya
lebih putih.
Sebelum Sesudah
Gambar 3.16. Serat pandan alas sebelum dan sesudah perendaman NaOH
3.3 Pembuatan Cetakan
Pembuatan komposit serat pandan alas ini menggunakan cetakan kaca
3.3.1 Cetakan Uji Tarik
Skema cetakan uji tarik matrik pengikat dan komposit dapat dilihat pada
Gambar 3.17.
Gambar 3.17. Skema Cetakan Uji Tarik 3.3.2 Cetakan Uji Impak
Skema cetakan uji impak matrik pengikat dan komposit dapat dilihat
pada Gambar 3.18.
3.4 Pembuatan Benda Uji
Pembuatan benda uji matrik dan komposit menggunakan cetakan
berbahan kaca yang telah diolesi pelapis. Metode pembuatan yang dipakai adalah
cara Hand Lay-Up karena cara ini paling mudah, dan sesuai diterapkan untuk
produksi skala kecil.
3.4.1 Benda Uji Matrik
3.4.1.1 Pencetakan Matrik untuk Pengujian Tarik
Langkah-langkah pencetakan benda uji matrik pengikat adalah sebagai
berikut:
1. Cetakan dipersiapkan, permukaan cetakan dilapisi release agent.
Pelapisan dilakukan 3 kali, setiap pelapisan dikeringkan terlebih dahulu
selama + 5 menit sampai menjadi keras seperti lapisan lilin. Pelapisan ini
dilakukan untuk mempermudah pelepasan produk dari cetakan.
2. Resin dan katalis disiapkan sesuai dengan volume cetakan 200 ml
Vcetakan = V(resin+katalis) = p x l x t
= 250 x 200 x 4
= 200.000 mm3
= 200 ml
Resin dan katalis dituang pada sebuah gelas ukur dengan perbandingan
100 ml resin : 1 ml katalis.
Vresin = 198,02 ml
3. Campuran resin dan katalis diaduk sampai rata dengan menggunakan
pengaduk dari kaca selama + 1 menit. Setelah campuran teraduk rata
kemudian dituang kedalam cetakan lalu cetakan ditutup menggunakan
kaca. Agar hasil yang didapat padat dan mendapatkan ukuran yang sesuai
kebutuhan, pada bagian atas penutup cetakan diberi beban + 20 kg.
4. Proses curing terjadi pada kurun waktu 4-5 jam, setelah itu matrik
dipisahkan dari cetakan. Dimensi hasil cetakan matrik dapat dilihat pada
Gambar 3.19.
5. Hasil cetakan benda uji matrik dipotong menurut standar pengujian tarik.
200 m
m
250 mm
4 mm
Gambar 3.19. Dimensi Hasil Cetakan Uji Tarik Matrik 3.4.1.2 Pencetakan Matrik untuk Pengujian Impak
Proses pembuatan dan pencetakan benda uji matrik pengikat untuk uji
impak sama dengan pembuatan benda uji matrik untuk uji tarik, menggunakan
media kaca sebagai cetakan. Perbedaannya hanya pada ukuran dan dimensinya.
Langkah-langkah pencetakan adalah sebagai berikut:
1. Cetakan disiapkan, kemudian cetakan dilapisi release agent 3 kali.
Vcetakan = V(resin+katalis) = 150 x 60 x 10
= 90.000 mm3
= 90 ml
Resin dan katalis dituang pada sebuah gelas ukur dengan perbandingan
100 ml resin : 1 ml katalis.
Vresin = 89,11 ml
Vkatalis = 0,89 ml
3. Campuran resin dan katalis diaduk sampai rata dengan menggunakan
pengaduk dari kaca selama + 1 menit. Setelah campuran teraduk rata
kemudian dituang kedalam cetakan lalu cetakan ditutup menggunakan
kaca. Agar hasil yang didapat padat dan mendapatkan ukuran yang sesuai
kebutuhan, pada bagian atas penutup cetakan diberi beban + 20 kg.
Dimensi hasil cetakan uji impak matrik dapat dilihat pada Gambar 3.20
4. Setelah 4-5 jam proses curing selesai, matrik dapat dilepas dari cetakan.
5. Hasil cetakan benda uji matrik dipotong sesuai standar pengujian impak.
100 mm
55 m
m
10 mm
3.4.2 Benda Uji Komposit
Langkah pertama dalam pembuatan benda uji komposit adalah
menghitung massa jenis (ρ) serat pandan alas. Adapun metode penghitungan
massa jenis (ρ) serat pandan alas adalah sebagai berikut :
1. Menimbang massa serat pandan alas dan massa plastik.
2. Memasukkan serat pandan alas tadi ke dalam plastik.
3. Memvakumkan plastik tadi yang telah dimasuki serat pandan alas.
4. Memasukkan air kedalam gelas ukur dan dicatat volume air yang ada
didalamnya.
5. Memasukkan plastik saja ke dalam gelas ukur dan dicatat pertambahan
volume air yang naik dan dipakai sebagai volume plastik. (karena masa
plastik sangat kecil, maka volume plastik diabaikan)
6. Memasukkan plastik yang telah dimasuki serat pandan alas dan telah
divakumkan tadi ke dalam gelas ukur dan mencatat pertambahan volume
air (∆V) yang naik.
7. Pertambahan volume air yang naik dikurangi volume plastik
8. Melakukan perhitungan dengan rumusan sebagai berikut:
ρ =
∆V = pertambahan volume air
Dengan rumus tersebut, diperoleh