BAB 2
LANDASAN TEORI
2.1 Pengertian dan Tujuan Perencanaan Tata LetakPerencanaan tata letak dapat dikemukakan sebagai proses perancangan tata letak, termasuk di dalamnya analisis, perencanaan, desain dan susunan tata letak, peralatan fisik dan manusia yang ditujuakan untuk meningkatkan efisiensi produksi dan sistem pelayanan.
Ada 2 hal pokok dalam perencanaan fasilitas yaitu, berkaitan dengan perencanaan lokasi pabrik dan rancangan fasilitas produksi yang meliputi perancangan struktur pabrik, perancangan tata letak fasilitas dan penanganan material. Lokasi pabrik perlu dilakukan perencanaan dengan tujuan memberikan dukungan bagi tercapainya tujuan industri secara makro. Lokasi perusahaan adalah lokasi yang mampu memberikan total biaya yang minimal dan mendatangkan keuntungan yang maksimal. Sedangkan perancangan fasilitas produksi yaitu untuk memenuhi kapasitas produksi dan kebutuhan kualitas dengan cara yang paling ekonomis melalui pengaturan dan koordinasi yang efektif dan efisien. Perancangan fasilitas ini terdiri dari: Perancangan sistem fasilitas, perancangan tata letak fasilitas produksi dan perancangan sistem penanganan material.
Tujuan dari perancangan tata letak antara lain: 1. Meminimasi biaya material handling
2. Mengurangi kemacetan, waktu tunggu dan kesimpangsiuran proses produksi 3. Penghematan penggunaan area (produksi, gudang, service dsb).
4. Peningkatan pendayagunaan pemakaian mesin, tenaga kerja, dan fasilitas produksi.
5. Mengurangi persediaan barang setengah jadi
6. Memberikan jaminan keselamatan dan kenyamanan bagi tenaga kerja 7. Menaikkan output produksi
2.2 Permasalahan Perencanaan Fasilitas
Permasalahan yang biasa dihadapi perusahaan mengenai tata letak. Permasalahan ini sangat erat terkait dengan berbagai faktor, baik faktor internal maupun eksternal. Faktor-faktor yang banyak mempengaruhi tersebut antara lain permintaan pasar yang sulit diprediksi, selera terhadap produk yang berubah-ubah, penggantian peralatan produksi, strategi dalam persaingan bisnis yang akan dijalankan, permodalan dan sebagainya. Pada dasarnya permasalahan yang dihadapi manajemen dalam perencanaan fasilitas antara lain sebagai berikut:
1. Perubahan rancangan
Perubahan pasar mengakibatkan perubahan rancangan produk yang sudah ada beserta proses produksinya sehingga mengakibatkan perubahan / pegantian sejumlah fasilitas yang telah ada.
2. Penambahan produk baru
Dengan penambahan produk baru maka akan dilakukan penggantian atau penambahan peralatan sehingga mengakibatkan perubahan sistem produksi dan diperlukan penyusunan ulang tata letak atau mungkin menambah departemen yang baru.
3. Perluasan departemen
Perluasan departemen terjadi apabila terjadi penambahan volume produksi. 4. Pengurangan departemen
Jika penurunan tingkat produksi disebabkan permintaan pasar yang cenderung menurun maka perlu pertimbangan untuk melakukan pengurangan peralatan atau departemen yang ada.
5. Memindahkan satu departemen
Alasan untuk melakukan pemindahan ini adalah jika tata letak departemen kurang memenuhi kriteria perancangan tata letak fasilitas.
6. Penambahan departemen baru
Alasan dilakukannya penambahan departemen adalah adanya pekerjaan yang belum pernah ada selama ini dan apabila perusahaan ingin mengabungkan departemen-departemen yang sebelumnya.
7. Peremajaan peralatan/mesin yang rusak
Peremajaan mesin / peralatan seringkali mengharuskan digunakannya peralatan / mesin yang sama sekali berbeda dari sebelumnya. Jadi tidak tertutup kemungkinan untuk dilakukannya penataan ulang.
8. Perubahan metode produksi
Dalam rangka efisiensi perusahaan, dilakukan perubahan metode produksi. Betapapun kecilnya perubahan metode produksi ini akan berpengaruh bagi perencanaan fasilitas secara keseluruhan.
9. Perencanaan fasilitas baru
Perencanaan ini hanya terjadi apabila perusahaan berkeinginan untuk membuka cabang perusahaan di lokasi yang baru.
10.Biaya
Masalah utama dalam perencanaan fasilitas adalah mengenai biaya. Seberapa besar biaya yang akan dikeluarkan akan sangat bergantung dari kemampuan mengatasi masalah-masalah di atas.
2.3 Tipe-tipe Layout
Penerapan tipe-tipe yang cocok pada proses manufaktur akan meningkatkan efisiensi dalam jangka waktu yang panjang. Tipe-tipe layout antara lain:
1. Process Layout
Adalah tipe layout yang digunakan dengan mengelompokkan tiap jenis mesin dalam satu kelompok untuk melaksanakan jenis pekerjaan yang sejenis.
Process Layout dilakukan bila volume produksi kecil dan terutama untuk jenis produk uang tidak standart, biasanya berdasarkan order.
Kelebihan dari tipe layout ini antara lain: total investasi lebih rendah karena digunakan mesin yang umum (general purpose), tenaga kerja dan fasilitas produksi lebih fleksible karena sanggup mengerjakan berbagai macam jenis dan model produk. Dan mudah untuk mengatasi breakdown dari mesin, yaitu dengan cara memindahkan ke mesin yang lain dan tidak menimbulkan hambatan-hambatan dalam proses produksi.
Sedangkan kelemahannya adalah terjadinya aktivitas pemindahan material karena tata letak mesin tergantung pada urutan proses produksi. Juga memerlukan penambahan space area untuk work-in-process, waktu proses produksi pun lebih lama. Selain itu banyaknya macam produk yang harus diproduksi menyebabkan proses dan pengendalian produksi menjadi lebih
kompleks dan dibutuhkan skill operator yang tinggi untuk menangani
berbagai macam aktivitas produksi yang memiliki macam-macam variasi. 2. Product Layout
Merupakan layout suatu garis operasi yang artinya mesin disusun berdasarkan urutan proses operasi yang dibutuhkan. Produk-produk bergerak secara terus menerus dalam suatu garis perakitan. Produk layout digunakan bila volume produksi cukup tinggi dan variasi produk tidak banyak dan sangat sesuai untuk produksi yang kontinyu.
Kelebihan dari layout ini adalah pekerjaan dari sdatu proses secara langsung dikerjakan pada proses berikutnya, akibatnya inventori barang setengah jadi menjadi kecil, total waktu produksi menjadi pendek, jarak
material handling menjadi lebih kecil dan aktivitas proses produksi yang sedikit.
Kekurangan / kelemahan dari layout ini antara lain: kerusakan pada satu mesin mengakibatkan terhentinya proses produksi selanjutnya, perubahan desain produk memerlukan penyusunan layout ulang, kecepatan produksi ditentukan oleh mesin yang beroperasi paling lambat dan membutuhkan investasi yang besar karena mesin akan dipasang lagi kalau proses yang sejenis diperlukan.
3. Group Layout
Merupakan penggabungan layout proses dengan layout produk dengan cara penyelesaian suatu operasi pada suatu departemen kemudian dilanjutkan dengan proses berikutnya.
Kelebihan layout ini adalah adanya pengelompokan produk sesuai dengan proses pembuatannya maka akan dapat diperoleh pendayagunaan mesin yang maksimal, lintasan aliran kerja menjadi lebih lancar bila dibandingkan dengan layout berdasarkan process dan product, dapat menciptakan suasana kerja yang lebih baik dan memiliki keuntungan-keuntungan dari Product layout dan process layout.
Kekurangannya antara lain: diperlukan tenaga kerja yang memiliki kemampuan dan ketrampilan yang tinggi untuk mengoperasikan semua fasilitas produksi yang ada. Dan kelemahan-kelemahan dari process layout
4. Fixed Position Layout
Fixed Position Layout merupakan layout yang berposisi tetap dimana mesin-mesin dan manusia bergerak menuju lokasi material untuk
menghasilkan produk. Layout ini biasanya digunakan untuk memproses
barang yang relatif besar dan berat sedangkan peralatan yang digunakan mudah untuk dilakukan pemindahan. Contohnya industri pesawat terbang, penggalangan kapal dan konstruksi bangunan.
2.4 Pola-Pola Aliran Material
Langkah awal dalam merancang fasilitas manufaktur adalah menentukan pola aliran secara umum. Pola aliran ini menggambarkan material masuk sampai pada produk jadi. Beberapa pola aliran umum adalah pola aliran garis lurus, pola aliran bentuk U, pola aliran bentuk O, pola aliran bentuk S, pola aliran bentuk L. Fungsi dan keguanaan pola-pola aliran:
1. Pola aliran garis lurus digunakan untuk proses produksi pendek dan
sederhana.
2. Pola aliran bentuk L, pola ini hampir sama dengan pola garis lurus, hanya saja pola ini digunakan untuk akomodasi jika pola aliran garis tidak bisa digunakan dan biaya bangunan terlalu mahal jika menggunakan aliran lurus.
3. Pola aliran bentuk U, pola ini digunakan jika aliran masik material dan aliran keluarnya produk pada lokasi yang relatif sama.
4. Pola aliran bentuk O, pola ini digunakan jika keluar masuknya material dan produk pada satu tempat, kondisi ini memudahkan pengawasan keluar masuknya barang.
5. Pola aliran bentuk S, digunakan jika aliran produksi panjang dan lebih panjang dari ruangan yang ditempati. Karena panjangnnya proses maka aliran dizigzag. Garis lurus Bentuk L Bentuk U Bentuk S Bentuk O
Gambar 2.1 Macam-macam pola aliran bahan
Dalam menentukan lokasi masuk keluarnya suatu aliran dalam suatu rancangan tata letak, harus dilakukan analisis yang mendalam, dengan mempertimbangkan beberapa aspek, terutama mengenai sistem pemindahan bahan untuk mengidentifikasikan pengaruhnya pada waktu, biaya dan kualitas. Selain itu
perencanaan lokasi masuk keluarnya aliran harus disesuaikan dengan kendala-kendala yang ada. Ada beberapa pola masuk dan keluarnya aliran yang dapat dipakai sebagai dasar untuk perencanaan letak departemen penerimaan dan departemen distribusi.
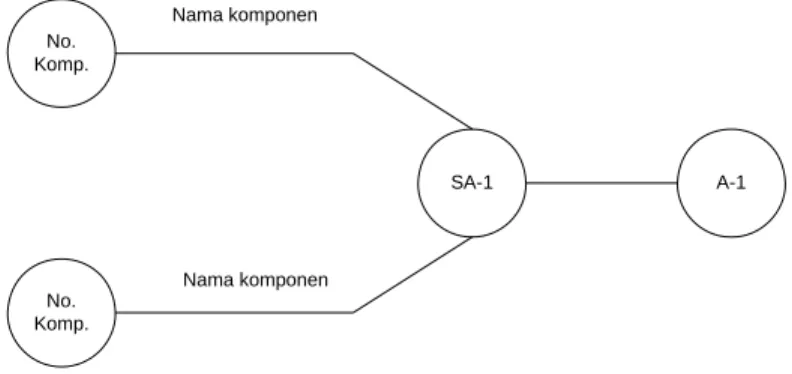
2.5 Teknik-Teknik Analisis Konvensional 2.5.1 Assembly Chart
Assembly Chart adalah gambaran grafis dari urutan-urutan aliran komponen dan rakitan-rakitan ke dalam rakitan suatu produk. Peta rakitan menunjukkan cara mudah untuk dipahami tentang:
1. Komponen- komponen yang membentuk produk
2. Bagaimana komponen-komponen ini bergabung bersama
3. Komponen yang menjadi bagian suatu rakitan bagian 4. Aliran komponen ke dalam sebuah rakitan
5. Keterkaitan antara komponen dengan rakitan bagian 6. Gambaran menyeluruh dari proses rakitan
7. Urutan waktu komponen bergabung bersama 8. Suatu gambaran awal dari pola aliran bahan
No. Komp. No. Komp. SA-1 A-1 Nama komponen Nama komponen
Gambar 2.2 Peta rakitan
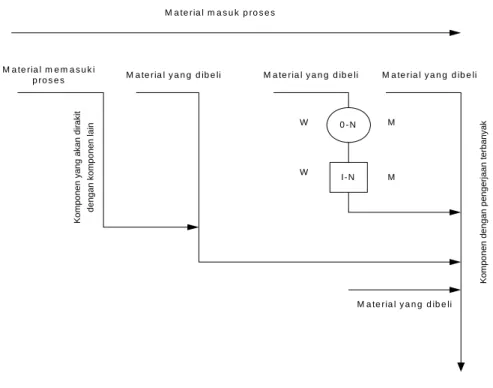
2.5.2 Operation Process Chart (OPC)
Peta proses operasi adalah suatu peta yang menggambarkan langkah-langkah proses yang dialami oleh suatu bahan yang meliputi urutan proses operasi dan pemeriksaan. Pembuatan peta proses operasi ini merupakan tahapan pertama dalam urutan langkah untuk merencanakan tata letak fasilitas dan pemindahan bahan, dimana di dalamnnya terdapat suatu simbol yang terdiri dari operasi, pemeriksaan dan gudang. Selain itu berisi juga informasi tentang hal-hal sebagai berikut:
9 Deskripsi proses bagi setiap kegiatan
9 Waktu penyelesaian masing-masing kegiatan
9 Peralatan / mesin yang digunakan
0 - N I- N M a te ria l m e m a s u k i p ro s e s M a te r ia l y a n g d ib e li M a te r ia l y a n g d ib e li M a te r ia l y a n g d ib e li W W M M M a te r ia l y a n g d ib e li Komp on e n ya n g a k an dir a kit den gan k o mpone n lai n K o m p one n d enga n pe nger jaan t e rb an y a k M a te r ia l m a s u k p ro s e s
Gambar 2.3 Peta proses operasi
Prinsip-prinsip dalam pembuatan peta proses operasi sebagai berikut:
9 Baris paling atas dinyatakan kepala peta dengan menulis ”Peta Proses
Operasi” yang diikuti dengan na,a benda kerja yang akan dibuat.
9 Material yang akan diproses diletakkan di atas garis horizontalddd,
kodmponen yang memiliki jumlah operasi terbanyak digambarkan pertama terletak paling kanan.
9 Penomoran pada suatu kegiatan operasi diberikan secara beruntun sesuai
dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut atau sesuai dengan proses yang terjadi. Di sebelah kiri lambang operasi perlu dicatat waktu penyelesaian pekerjaan, jumlah mesin atau ongkos buruh.
9 Penomoran terhadap suatu pemeriksaan secara tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi.
9 Semua komponen yang dibeli dalam keadaan jadi harus tercantum dalam peta, dengan cara menyisipkan garis horizontal pada posisi barang tersebut dirakit dan perlu diberi nama barang yang dibeli.
2.5.3 Peta dari Ke- (From to Chart)
Peta dari ke- adalah salah satu teknik yang dipergunakan dalam pekerjan tata letak dan pemindahan bahan. Biasannya sangat berguna jika barang yang mengalir pada suatu wilayah berjumlah banyak, seperti misalnnya di bengkel, bengkel mesin umum, kantor atau fasilitas lainnya. Juga berguna jika keterkaitan terjadi antara beberapa kegiatan dan jika diinginkan adannya penyusunan kegiatan optimum.
Kegunaan dan keuntungan adalah dalam: 1. Menganalisa perpindahan bahan 2. perencanaan pola aliran
3. Penentuan lokasi kegiatan
4. Perbandingan pola aliran atau tata letak pengganti 5. Pengukuran efisiensi pola aliran
6. Menunjukkan ketergantungan satu kegiatan dengan kegiatan lainnya 7. Menunjukkan volume perpindahan antar kegiatan
8. Menunjukkan keterkaitan lintas produksi
10.Perencanaan keterkaitan antara beberapa produk, komponen, barang , bahan dan sebagainnya
11.Menunjukkan hubungan kuantitatif antara kegiatan dan
perpindahannya
12.Pemendekan jarak perjalanan selama proses Tabel 2.1 Peta dari ke-
Dari ke- A B C D
A 15 8
B 16 18
C
D 10
2.5.4 Peta Keterkaitan Kegiatan (Activity Relation Chart)
Peta Keterkaitan Kegiatan adalah teknik ideal untuk merencanakan keterjaitan antara setiap kelompok kegiatan yang saling berkaitan. Peta ini berguna dalam:
1. Penyusunan urutan pendahulan bagi satu peta dari ke-
2. Lokasi nisbi dari pusat kerja atau departemen dalam satu kantor 3. Lokasi kegiatan dalam satu usaha pelayanan
4. Lokasi pusat kerja dalam operasi perawatan atau perbaikan 5. Lokasi nisbi dari derah pelayanan dalam satu fasilitas produksi
6. Menunjukkan hubungan satu kegiatan dengan yang lainnya, serta alasannya 7. Memperoleh satu landasan bagi penyusunan daerah selanjutnya
Peta Keterkaitan Kegiatan serupa dengan Peta dari-ke tetapi hanya satu perangkat lokasi saja yang ditunjukkan. Kenyataannya peta ini serupa dengan tabel jarak sebuah peta jalan; jaraknya digantikan dengan huruf sandi kualitatif, dan angka menunjukkan alasan bagi huruf sandi tadi.
Contoh:
Pengiriman Gudang Ruang dan rak alat
Perawatan Produksi Ruang pakaian Kantin Kantor A I O O O O A A O A U U O U U U A U U E U U E O I E X O 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 1,2,3 6 6 6 6 6 4,6 6 6 1,2,3 4 -4 -4 9 1,4 4,5 5 4,5
-Gambar 2.4 Peta keterkaitan Kegiatan
2.5.5 Diagram Keterkaitan Kegiatan (Activity Relation Diagram)
Informasi dari Peta Keterkaitan Kegiatan hanya akan berguna apabila diolah ke dalam satu diagram. Diagram Keterkaitan Kegiatan merupakan diagram balok yang menunjukkan pendekatan keterkaitan kegiatan, yang menunjukkan pendekatan
keterkaitan kegiatan sebagai 1 model kegiatan tunggal. Namun sebelum itu, analisa dari peta keterkaitan kegiatan dibantu dengan menggunakan lembar keterkaitan kegiatan contohnya:
Tabel 2.2 Contoh lembar keterkaitan kegiatan
A E I O U X
Penerimaan dan pengiriman 2 5 3,4,8 6,7
Gudang 1,5 3,4,8 6,7
Ruang dan rak peralatan 4,5 1,2 6,7,8 perawatan 3,5 1,2,8 6,7 produksi 2,3,4 6,7,8 1 ruang pakaian 5 7 1,2,3,4 8 Kantin 5 6 8 1,2,3,4 kantor 5 1,2,4,7 3 6 Derajat Kedekatan Kegiatan
Dari lembar ini kemudian dilanjutkan ke diagram keterkaitan kegiatan
(gambar 3.2) A-2 E-I-5 0-3,4,8 X-1 Penerimaan dan Pengiriman A-1,5 E-I- 0-3,4,8 X-2 Gudang A-3,5 E-I- 0-1,2,8 X-4 Perawatan A- E-5 I-7 0-X-8 6 Penerimaan dan Pengiriman A-2,3,4 E-6,7,8 I-1 0- X-5 Penerimaan dan Pengiriman A-4,5 E-I- 0-1,2 X-3 Penerimaan dan Pengiriman A- E-5 I-6 0-8 X-7 Penerimaan dan Pengiriman A- E-6 I- 0-1,2,4,7 X-6 8 Penerimaan dan Pengiriman
Manfaat dari mengetahui keterkaitan fasilitas dan kegiatan ini ini antara lain:
9 Menaikkan output produksi
9 Mengurangi waktu tunggu
9 Mengurangi proses pemindahan bahan
9 Penghematan penggunaan area (produksi, gudang, service, dsb)
9 Peningkatan pendayagunaan pemakaian mesin, tenaga kerja, dan fasilitas produksi Mengurangi kemacetan dan kesimpangsiuran
Memperbaiki moral dan kepuasaan kerja
9 Dan lain-lain
Yang pada dasarnya kesemuanya itu akan bisa meningkatkan produktivitas kerja dan mengurangi biaya operasi, dapat diperoleh harga produk yang rendah, sehinga mampu bersaing di pasar bebas.
2.5.6 Diagram Alir
Diagram alir dalah bentuk grafis dari urutan-urutan proses yang dibuat di atas tata letak yang sedsang dibahas. Diagram alir menunjukkan lokasi dari suatu aktivitas yang terjadi dalam peta aliran proses. Dengan demikian diagram alir dapat digunakan sebagai rancangan kasar dari tata letak di mana rancangan tersebut termuat jarak dari lokasi-lokasi terpasang. Kegunaan diagram alir dapat dijelaskan sebagai berikut.
1. Memperjelas peta aliran proses, dengan menunjukkan arah aliran yang sesuai dengan peta aliran proses.
2. Membantu dalam proses perbaikan tata letak tempat kerja, dengan cara memindahkan tata letak apabila ada aliran material yang tidak sempurna sehingga dapat diperoleh tata letak yang lebih ekonomis ditinjau dari segi waktu dan jarak.
Prinsip-prinsip pembuatan diagram alir adalah sebagai berikut.
1. Bagian kepala ditulis: “ Diagram Alir” yang diikuti dengan identifikasi seperti nama pekerjaan yang dipetakan, nomor peta, dipetakan oleh dan tanggal pemetaan.
2. Buat lambang / gambar dari setiap proses sesuai dengan hasil dari peta aliran proses.
3. Lambang / gambar diberi nomor seperti pada peta aliran proses.
4. Hubungkan lambang-lambang dengan garis sepanjang garis aliran yang
1 2 3 4 7 6 8 9 5
2.6 Rancangan Alternatif Tata Letak
Diagram keterkaitan kegiatan merupakan dasar dalam pembuatan rancangan alternatif tata letak dengan mempertimbangkan modifikasi dan batasan praktis. Untuk membuat rancangan tata letak dapat dibuat suatu block layout yang merupakan diagram blok dengan skala tertentu dan merupakan representasi bangunan. Block layout mengambarkan batasan-batasan ruang dengan adanya dinding yang memisahkan antara blok yang satu dengan blok lainnya. Berikut ini contoh suatu
block layout.
Gambar 2.6 Block Layout
Langkah selanjutnya adalah perancangan detail layout berdasarkan block layout yang telah dibuat. Analisis yang digunakan untuk merancang detail layout
tata letak secara menyeluruh atau overall layout. Perbedaanya adalah bahwa detail
layout digunakan untuk mengatur mesin atau fasilitas kerja yang ditempatkan pada blok-blok yang ada, dan di dalam detail layout ini kita sangat berkepentingan untuk mengetahui hubungan di antara stasiun kerja yang terdapat pada blok tersebut. Sedangkan perancangan overall layout adalah pengaturan suatu blok terhadap blok lainnya dan dari overall layout dapat tergambarkan aliran material antara blok/ departemen satu dengan lainnya. Yang perlu diperhatikan dalam proses perancangan tata letak ini, baik detail layout maupun overall layout adalah bahwa rancangan harus bersifat fleksibel untuk mengakomodasi perubahan yang nantinya bias terjadi baik pada rancangan produk, rancangan proses maupun rancangan jadwal.
Pada dasarnya detail layout dirancang dengan tidak meninggalkan konsep
materialhandling. Aktivitas yang menyangkut pemilihan metode dan peralatan yang digunakan dalam penanganan material, merupakan suatu aktivitas yang tidak terpisahkan dengan aktivitas perancangan tata letak. Atau dengan kata lain bahwa aktivitas dalam penanganan material merupakan bagian integral dari perancangan tata letak, dan semua itu dilakukan agar proses perancangan dapat berlangsung secara efisien.
Terdapat 3 metode yang digunakan untuk merepresentasikan tata letak yang dirancang yaitu:
1. Gambar atau sketsa 2. Model dua dimensi 3. Model tiga dimensi
Metode gambar atau sketsa merupakan metode yang cukup menguntungkan karena mudah dan murah untuk dibuat. Untuk mempermudah pembuatannya biasanya digunakan kertas grafik berskala dan penggunaan warna-warna untuk menunjukkan fasilitas-fasilitas yang berbeda. Hanya saja metode ini adalah bahwa gambar atau sketsa tata letak tidak dapat memberikan gambaran yang lebih jelas dan detail. Disamping itu tata letak yang telah dibuat terdahulu akan sulit dibuat penyesuaian dan perubahannya, kalau pun dapat akan membutuhkan waktu dan biaya lebih banyak. Dengan demikian kemungkinan untuk mendapatkan alternatif-aleternatif tata letak menjadi berkurang.
Untuk mendapatkan alternatif-alternatif tata letak yang lebih banyak, dewasa ini sering digunakan model dua dimensi atau biasannya disebut template. Template
merupakan representasi dalam bentuk dua dimensi dari suatu objek fisik yang berupa mesin, peralatan material handling, manusia dan fasilitas kerja lain, yang dibuat untuk keperluan perancangan tata letak. Biasanya terbuat dari bahan kertas tebal atau bahan lain yang mudah untuk ditempelkan pada kertas grafik/skala. Dibandingkan dengan gambar/sketsa, template mempunyai sifat yang fleksible sehingga akan memberikan kemudahan didalam melakukan perubahan tata letak yang direncanakan. Fleksibilitas template ini akan memberikan banyak alternative-alternatif tata letak yang dirancang.
Dewasa ini terdapat beberapa perusahaan yang bergerak dibidang tata letak
pabrik memproduksi bermacam-macam bentuk template untuk memudahkan para
bermacam-macam template sebagai pedoman bagi perusahaan-perusahaan atau pemasok
template, dan bagi perancang tata letak pabrik.
Selain model dua dimensi, terdapat model yang dirasa lebih baik dalam merepresentasikan suatu objek fisik yang digunakan dalam perancangan tata letak, yaitu model tiga dimensi. Model dengan tiga dimensi akan memudahkan kita untuk mengamati dan menganalisis tata letak yang dirancang. Dibandingkan dengan gambar, model baik dua dimensi maupun tiga dimensi membutuhkan biaya yang lebih besar pula, karena bisa digunakan untuk bermacam-macam proyek perencangan tata letak yang lain lagi.
2.7 Ukuran Jarak
Terdapat beberapa macam system yang dipergunakan untuk melakukan pengukuran jarak suatu lokasi terhadap lokasi lain, antara lain Euclidean, square Euclidean, rectilinear, aisle distance, adjacency dan sebagainya. Ukuran yang dipergunakan banyak tergantung dari adanya personil yang memenuhi syarat, waktu untuk mengumpulkan data dan tipe-tipe system pemindahan material yang digunakan. Ukuran rectilinear misalnya diaplikasikan dalam pengukuran jarak perpindahan material sepanjang perpendicular rail (rel yang tegak lurus), sedangkan jika material dipindahkan melalui automated guide vehicles (AGVs), maka digunakan ukuran aisle distance.
1 2 3 4 1 2 3 4 (Xi,Yi) (Xj,Yj) 2.7.1 Jarak Euclidean
Jaral Euclidean merupakan jarak yang diukur lurus antara pusat fasilitas satu dengan pusat fasilitas lainnya. Sistem pengukuran dengan jarak Euclidean sering digunakan. Contoh aplikasi dari jarak Euclidean misalnya pada beberapa model conveyor, dan juga jaringan transportasi dan distribusi.
Untuk menentukan jarak Euclidean fasilitas satu dengan fasilitas lainnya menggunakan formula sebagai berikut
[
2 2]
1/2 ) ( ) ( i j i j ij x x y y d = − + − dimana:xi = Koordinat x pada pusat fasilitas i
yi = Koordinat y pada pusat fasilitas i
dij = jarak antara pusat fasilitas i dan j
Perhitungan jarak Euclidean antara i dan j seperti pada gambar 2.7 adalah sebagai berikut.
[
(1−4)2 +(3−1)2]
1/2 =3.6= ij
d
1 2 3 4 1 2 3 4 (Xi,Yi) (Xj,Yj) 2.7.2 Jarak Rectilinear
Jarak rectilinear, sering juga disebut dengan jarak Manhattan merupakan
jarak yang diukur mengikuti jalur tegak lurus. Disebut dengan jarak Manhattan, mengingatkan jalan-jalan di kota Manhattan yang membentuk garis-garis parallel dan saling tegak lurus antara satu jalan dengan jalan lainnya. Pengukuran dengan jarak
rectilinear sering digunakan kerena mudah penghitungannya, mudah dimengerti dan untuk beberapa masalah lebih sesuai, misalnya untuk menentukan jarak antar kota, jarak antar fasilitas dimana peralatan pemindahan bahan hanya dapat bergerak sevara tegak lurus.
Dalam pengukuran jarak rectilinear digunakan notasi sebgai berikut.
j i j i ij X Y Y d = − + −
Ukuran jarak rectilinear digambarkan berikut ini.
b a c d a b c d e f h g (b) (a) 2.7.3 Square Euclidean
Sebagimana namanya, square Euclidean merupakan ukuran jarak dengan
menkuadratkan bobot terbesar suatu jarak antara dua fasilitas yang berdekatan. Relative untuk beberapa persoalan terutama menyangkut persoalan lokasi fasilitas diselesaikan dengan penerapan square Euclidean. Formula yang digunakan dalam
square Euclidean:
[
2 2]
) ( ) ( i j i j ij x x y y d = − + − 2.7.4 AisleUkuran jarak aisle sangat berbeda dengan ukuran jarak seperti dikemukakan di depan. Aisle akan mengukur jarak sepanjang lintasan yang dilalui alat pengangkut pemindah bahan. Dari gambar 2.8 (a) jarak aisle antara departemen K dan M merupakan jumlah dari a, b dan d. Sedang gambar 9 (b) jarak aisle departemen1 dengan departemen 3 merupakan jumlah dari a, c, f dan h. Aisle distance pertama kali diaplikasikan pada masalah tata letak dari proses manufaktur.
2.7.5 Adjacency
Adjacency merupakan ukuran kedekatan antara fasilitas-fasilitas atau departemen-departemen yang terdapat dalam suatu perusahaan. Dalam perancangan tata letak dengan metode SLP, sering digunakan ukuran adjacency yang biasa digunakan untuk mengukur tingkat kedekatan antara departemen untuk mengukur tingkat kedekatan antara departemen yang satu dengan yang lainnya. Kelemahan ukuran jarak adjacency adalah tidak dapat memberi perbedaan secara rill jika terdapat dua pasang fasilitas dimana satu dengan lainnya tidak berdekatan. Sebagai contoh (gambar 2.9), jarak antara departemen K dan departemen N yang tidak saling berdekatan berjarak 40 m dasn jarak antara departemen M dan departemen N yang berjarak 75 m, hal ini bukan berarti antara departemen K dan departemen N memiliki tingkat kedekatan yang lebih tinggi. Dalam hal ini kedua-duanya baik dkn (tingkat
kedekatan depatemen K dan N) dan dmn (tingkat kedekatan dengan departemen M dan
N) dalam adjacency akan sama-sama diberi nilai 0. Sebaliknya meskipun
departemen M, dan departemen N masing-masing jika diukur dengan jarak rectilinear
maupun jarak Euclidean sama dengan departemen L, bukan berarti mempunyai nilai
adjacency yang sama. Bisa saja antara departemen M dan departemen L mempunyai jarak adjacency yang lebih dibandingkan jarak adjacency antara departemen N dan L. Misalnya antara departemen M dan L nilai adjacency sebesar 3, sedang antara departemen N dan L nilai adjacency sebesar 1.
No. Nama Operasi Nama Peralatan Kapasitas Alat Teoritis (kilogram)/bulan % Serap Tiap Operasi Jumlah Diharapkan Jumlah Disiapkan Produksi dengan Efisiensi Reliabilitas Mesin (%) Jumlah Mesin Teoritis 1 2 3 4 5 6 7 8 9 10
Dept K
Dept M
Dept L
Dept N
Gambar 2.9 Adjancency distance
2.8 Routing Sheet
Routing sheet merupakan tabulasi langkah-langkah yang dicakup dalam memproduksi komponen tertentu dan rincian yang perlu diketahui dari hal-hal yang saling berkaitan.
Routing sheet berguna untuk menghitung jumlah mesin yang dibutuhkan dan untuk menghitung jumlah part yang harus dipersiapkan dalam usaha memperoleh sejumlah produk jadi yang diinginkan.
Tabel 2.3 Contoh tabel routing sheet
Keterangan:
Kolom 1 : urutan operasi
Kolom 3 : nama mesin
Kolom 4 : (kapasitas mesin per jam) x (jam kerja) x (jumlah hari kerja dalam 1 bulan)
Kolom 5 : perkiraan scrap / sisa material yang terbuang
Kolom 6 : jumlah akhir produksi yang diharapkan
Kolom 7 : %Scrap -1 6 Kolom Kolom 8 : Mesin %Efisiensi 7 Kolom
Kolom 9 : Perkiraan Reliabilitas mesin
Kolom 10 : 9 Kolom 4 Kolom 8 Kolom ×