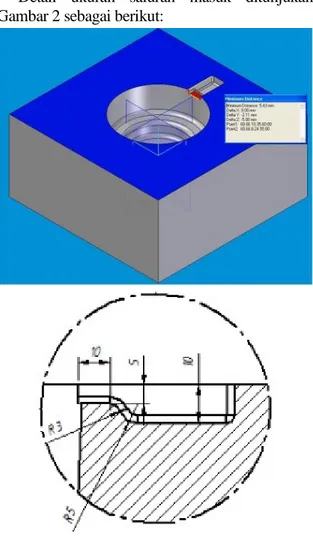
Pengaruh Dimensi Saluran Masuk pada Scrap Aluminium Sand Casting Pulley terhadap Kekerasan, Ketangguhan dan Struktur Mikro
Teks penuh
Gambar
Dokumen terkait
Dengan demikian novel sebagai karya sastra merupakan media dakwah.. yang relevan untuk saat ini karena novel memiliki daya tarik tersendiri
Mahkamah Konstitusi Republik Indonesia dalam menjalankan fungsinya sebagai pengawal konstitusi dilengkapi dengan empat kewenangan dan satu kewajiban yaitu (a)
2. Mampu menumbuhkan sikap dari yang dipimpin agar menerimanya sebagai bagian dari orang yang dipimpinnya. Penuh pertimbangan, artinya selalu bersikap, berfikir
Berdasarkan data observasi dari kegiatan yang dilakukan anak bahwa perbedaan menghubungkan benda dengan simbol angka berdasarkan gender pada anak usia 5-6 tahun di
16 Yang dimaksud mikro struktur dalam tulisan ini adalah sebuah instrumen untuk melacak bagaimana makna Alqur’an , melalui relasi-relasi struktur dalam kata
Betapapun yang berlaku sekarang ini masih tidak sempurna akan tetapi asal dilaksanakan dengan sungguhsungguh, maka reformasi stuktur politik kita sudah pasti akan lebih
1.5 Ringkasan Hasil Penelitian Hasil penelitian ini menjelaskan secara simultan variabel profitabilitas, leverage, dan ukuran perusahaan memiliki pengaruh signifikan pada
Seiring dengan semakin banyaknya kajian-kajian mengenai analisis runtun waktu (time series), muncul pemikiran adanya dugaan bahwa ada beberapa data dari suatu kejadian
