OPTIMASI PENJADWALAN TWO-STAGE ASSEMBLY FLOWSHOP MENGGUNAKAN ALGORITMA GENETIKA YANG DIMODIFIKASI
Teks penuh
Gambar
Dokumen terkait
Metode penjadwalan perusahaan yang diterapkan saat ini memiliki kelemahan yaitu urutan penggunaan mesin yang belum optimal. Hasil perhitungan dengan menggunakan
Suatu solusi layak penjadwalan adalah sehimpunan waktu tij dibutuhkan oleh job i , operasi j yang dimulai pada bij dan berakhir pada cij dan memenuhi relasi precedence serta
Untuk setiap kasus penjadwalan produksi single-stage di mesin paralel, algoritma greedy selalu menghasilkan solusi optimal minimum dengan waktu proses lebih cepat
Untuk setiap kasus penjadwalan produksi single-stage di mesin paralel, algoritma greedy selalu menghasilkan solusi optimal minimum dengan waktu proses lebih cepat
- Pengumpulan data yang terkait dengan penjadwalan produksi yaitu jenis produk, jenis mesin yang digunakan, urutan pekerjaan, waktu produksi, jumlah permintaan
tidak ada waktu perkuliahan yang lewat dari jam 18.00, tidak ada proses belajar mengajar pada waktu 12.10 sampai 13.00 karena waktu tersebut dialokasikan untuk
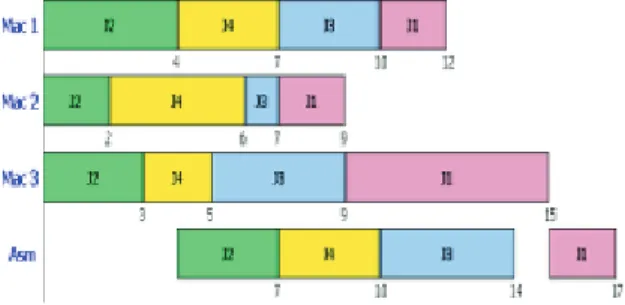
Kondisi di perusahaan dimana dalam satu mesin dapat dilakukan lebih dari satu pekerjaan atau bersifat n-jobs m-machine dan semua job melewati lintasan yang sama
Dengan menganggap bahwa pada tiap waktu, suatu unit bisa dalam kondisi on maupun off, maka untuk UC dengan 10 unit pembangkit dan 24 jam periode penjadwalan,
