4. ANALISA DAN PEMBAHASAN
4.1 Alur Proses Produksi
Proses produksi pada PT. XYZ terdiri dari beberapa alur. Sebelum produksi, pertama-tama marketing mendapatkan order dan membuat OPI (Order Produksi Internal) yang berisi jumlah produksi yang dipesan dan bahan-bahan yang dibutuhkan untuk produk tersebut. OPI diberikan kepada departemen PPIC untuk disusun jadwal dan jumlah bahan baku yang akan dipakai untuk membuat produk tersebut. Pihak PPIC membuat Production Order (berisi bahan yang dibutuhkan, jumlah produksi, warna tinta yang dibutuhkan, tanggal keluar, dan lain-lain) yang kemudian akan diserahkan kepada semua departemen. Departemen desain mendapatkan PO pre-press tentang pembuatan plate untuk mencetak. Ketika plate untuk produksi telah jadi, maka akan langsung diberikan ke produksi untuk dipasang ke mesin offset. PO ada banyak macamnya dan setiap bagian yang berkaitan dengan produksi mendapat PO yang isinya berbeda sesuai kegunaannya, tetapi format PO hanya satu jenis dan dapat dilihat pada Lampiran 1.
Gambar 4.1 Aliran Proses Produksi
Aliran proses produksi secara umum dapat dilihat pada Gambar 4.1. Aliran produksi dimulai ketika kertas dari gudang bahan baku turun sesuai jenis
Input =
Proses = Kertas dari
GBB
Proses potong kertas
Proses offset
Proses QC
tinta, map approval, plate, dieline Proses Rajang Proses Varnish Proses Hotstamp Proses Laminasi Proses Plong hotstamp minyak WB/UV, polymer/blanket lem, singleface/duplex
pisau plong, emboss (jika perlu) Proses Pretel Proses Glueing Proses Packaging Penyimpanan lem Proses Calendaring
kertas yang tertera pada PO. Kertas akan dipotong terlebih dahulu pada mesin potong untuk menyesuaikan ukurannnya sebelum masuk mesin offset. Setelah plate dipasang pada mesin offset, tinta dan kertas dapat dimasukkan ke mesin offset untuk memulai proses produksi. Operator akan menyesuaikan ketebalan warna pada mesin offset agar hasil yang didapatkan sesuai dengan pesanan pelanggan. Kertas yang telah di printing (offset) selanjutnya akan menuju bagian QC untuk diperiksa kualitasnya. Produk dari QC selanjutnya menuju bagian hotstamp terlebih dahulu (jika memakai hotstamp), setelah itu menuju bagian varnish untuk dilapisi dengan WB (water based) dan atau UV. Setelah itu ada produk yang menuju ke mesin calendaring (mesin ini khusus untuk produk Ritz) atau laminasi. Proses mesin calendaring hanya seperti penyetrikaan raksasa untuk kertas dan masih merupakan tahap dalam proses varnish. Proses mesin laminasi merupakan proses penempelan produk dengan bahan jenis single face ataupun duplex sesuai dengan spesifikasi produk yang ditentukan pelanggan. Selanjutnya produk menuju bagian plong yang digunakan untuk membentuk dan memotong produk sesuai bentuk lipatannya. Ada juga produk yang tidak memerlukan proses plong, biasanya berupa produk label yang tidak memerlukan bentuk lipatan. Produk label akan menuju ke proses rajang setelah keluar dari QC. Produk dari proses rajang biasanya akan langsung ke bagian packaging.
Produk yang sudah di plong menuju bagian pretel untuk dilepaskan sisa-sisa dari plong. Hasil produk yang sudah melalui proses plong dan pretel dapat dilihat pada Gambar 4.2. Selanjutnya produk akan menuju bagian glueing (pengeleman) agar produk mudah dibentuk menjadi box. Produk sebelum glueing, hanya berupa lembaran (berupa bangun datar ketika balok dibuka). Hanya beberapa sisi pada produk yang direkatkan, tetapi bentuknya masih berupa bangun 2 dimensi. Setelah di gluing produk akan di packaging sesuai dengan permintaan pada PO (isi bundle berbeda-beda sesuai permintaan customer) dan akan menuju ke gudang barang jadi. Tidak semua produk melalui semua proses pada Gambar 4.1, tergantung pesanan pelanggan yang menentukan mau produk yang seperti bagaimana.
Gambar 4.2 Contoh Produk Hasil Plong dan Pretel
4.2 Kondisi Awal
PT. XYZ memproduksi berbagai macam produk kemasan dengan bentuk yang berbeda-beda, warna yang berbeda-beda, desain yang berbeda-beda, dan perlakuan khusus yang berbeda-beda seperti yang dijelaskan pada alur proses produksi. Banyaknya jenis produk kemasan yang berbeda-beda, membuat PT. XYZ mempunyai material penunjang yang sangat banyak untuk setiap produknya. Gudang material yang ada sekarang hanyalah merupakan gudang untuk pisau plong saja, untuk peralatan material penunjang lainnya diletakkan diluar gudang. Jika dikelompokkan menurut jenisnya, material penunjang yang dibutuhkan untuk proses produksi setidaknya hanya berjumlah 7 jenis.
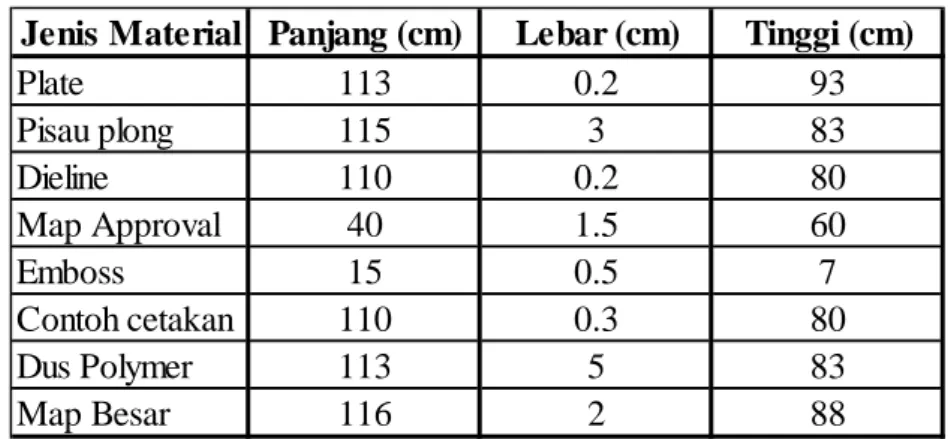
Tidak semua produk memakai ke 7 jenis material pendukungnya, sesuai dengan treatment yang dijalani produk tersebut selama proses produksi. Dimensi material akan diambil acuannya berdasarkan ukuran material terbesar untuk setiap jenisnya. Hal ini dilakukan karena dimensi material yang paling besar membutuhkan tempat yang lebih besar. Dimensi ukuran untuk setiap jenis material dapat dilihat pada Tabel 4.1. Map besar merupakan material untuk
menyimpan dieline, map approval dan contoh cetakan. Map besar bukan merupakan material produksi.
Tabel 4.1 Jenis Material dan Ukuran Dimensinya
4.2.1 Sistem Gudang Saat Ini
Struktur organisasi gudang pisau saat ini cukup sederhana dikarenakan hanya ada 1 staf gudang pisau untuk setiap shift-nya (2 shift per hari). Staf gudang pisau juga merangkap sebagai “helper” (pembantu) pembuatan pisau plong membantu staf pembuatan pisau plong. Sistem yang ada pada gudang pisau sekarang hanya berupa penerimaan, penyimpanan barang, dan pengeluaran barang. Tidak ada dokumen yang mencatat keluar masuk material penunjang tersebut. Staf gudang pisau harus mengantarkan sendiri pisau plong ke bagian plong ketika dibutuhkan.
Selain gudang pisau, gudang material lain seperti dieline, map approval, dan contoh cetakan menjadi tanggung jawab staf persiapan. Memang material yang ada sekarang berada di luar gudangnya, tetapi staf persiapan yang harus mencari material ketika akan dibutuhkan produksi (lebih kearah persiapan produksi daripada mengatur material). Material seperti plate juga dikontrol oleh staf persiapan ketika produksi akan turun. Sistem yang ada sekarang untuk staf persiapan sama dengan staf gudang pisau. Tidak ada dokumen yang mencatat material keluar/masuk maupun daftar induk material. Berikut sistem gudang material pada PT. XYZ :
a) Penerimaan barang
Jenis Material Panjang (cm) Lebar (cm) Tinggi (cm)
Plate 113 0.2 93 Pisau plong 115 3 83 Dieline 110 0.2 80 Map Approval 40 1.5 60 Emboss 15 0.5 7 Contoh cetakan 110 0.3 80 Dus Polymer 113 5 83 Map Besar 116 2 88
Ada 2 jenis penerimaan barang pada gudang pisau maupun material lainnya. Penerimaan material dilakukan pada saat material yang baru selesai dibuat/dibeli dan ketika bagian produksi selesai memakai material tersebut maka akan dikembalikan kepada staf gudang pisau atau persiapan.
b) Penyimpanan barang
Material yang baru dibuat/dibeli akan disimpan dahulu pada gudang sampai ketika dibutuhkan oleh produksi. Material yang telah selesai dipakai juga akan disimpan oleh staf gudang pisau atau persiapan.
c) Pengeluaran barang
Staf gudang pisau ataupun staf persiapan mengeluarkan material dan mengantarkannya ke bagian produksi yang memakai material tersebut ketika ada permintaan.
Staf PPIC selalu mengontrol material yang akan dipakai sebelum PO (production order) turun ke produksi. Staf PPIC akan memberitahu produksi apa yang akan turun ke produksi, kemudian menginformasikan staf gudang pisau dan staf persiapan untuk menyiapkan materialnya. Jika materialnya tidak ada, maka akan diperintahkan untuk membuat baru. Material yang membutuhkan pembelian akan langsung dibelikan oleh PPIC melalui R&D dan diserahkan kepada staf gudang pisau atau staf persiapan.
4.2.2 Layout Awal Gudang
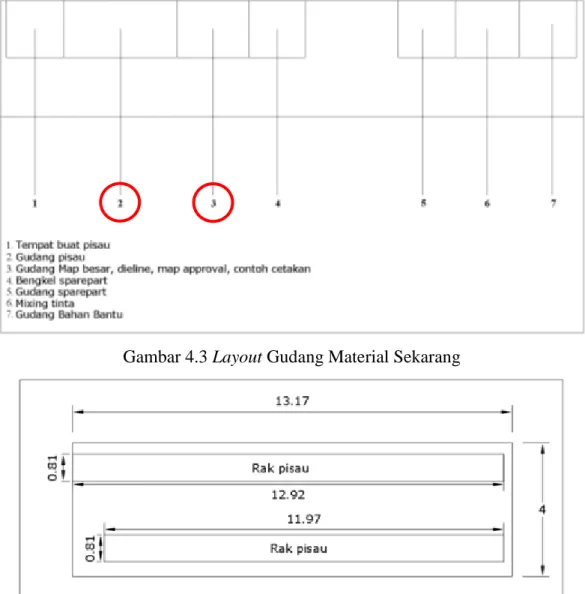
Layout gudang hanya ada 2 yang dipakai dalam pembuatan gudang material penunjang. Layout awal yang dipakai perusahaan sangatlah berdekatan antara kedua gudang. Layout gudang material dapat dilihat pada Gambar 4.3 dan Gambar 4.4.
Gambar 4.3 Layout Gudang Material Sekarang
Gambar 4.4 Layout Gudang Pisau Sekarang (Tampak Atas)
Pada Gambar 4.3 dapat dilihat bahwa disamping gudang pisau terdapat gudang untuk material seperti dieline, map approval, dan contoh cetakan. Tetapi gudang tersebut rencananya akan dipakai perusahaan untuk dijadikan tempat mixing tinta baru dan sebagian material telah dikeluarkan dari gudang tersebut. Belum adanya pengalokasian tempat baru untuk peletakan material membuat material tersebut diletakkan diluar gudangnya, tepatnya didepan gudangnya yang dapat dilihat pada Gambar 4.5.
Gambar 4.5 Sebagian Kecil Material Dieline dan Contoh Cetakan dalam Kardus Bekas Plate diluar Gudang
Material penunjang seperti dieline dan contoh cetakan disimpan dalam kardus-kardus bekas plate dan tidak beraturan (1 kardus plate belum tentu berisi job yang sama untuk dieline dan contoh cetakan, 1 kardus plate dapat berisi 2-10 job). Emboss disimpan di lemari tempat pembuatan pisau plong karena akan dipasang pada pisau, plate mempunyai tempat peletakannya sendiri diluar gudang sehabis dipakai, dan polymer diletakkan dalam dusnya pada lantai produksi. Untuk layout gudang dieline, map approval, dan contoh cetakan sekarang tidak bisa digambarkan layout-nya karena materialnya telah dikeluarkan dan diletakkan diluar gudang. Pisau pada rak diatur terserah staf gudang, hal ini karena staf sebelum-sebelumnya juga begitu, hanya beberapa rak yang mendapat pelabelan sesuai customer-nya.
4.3 Permasalahan dan Akar permasalahan pada Gudang Material
Dari pengamatan, wawancara, dan informasi yang didapatkan, ada beberapa permasalahan pada gudang material yang sekarang. Gudang pisau yang penuh dan pencarian material yang susah setiap kali dibutuhkan merupakan permasalahan pada gudang material sekarang. Permasalahan yang ada pada gudang material harus diselesaikan sampai pada akar permasalahannya. Hal ini
dilakukan agar masalah awal tidak kembali lagi dan membuat penyelesaian masalah menjadi sia-sia. Metode fishbone diagram dapat digunakan untuk membantu mencari akar permasalahan yang ada dan menyelesaikan permasalahan sampai akarnya. Fishbone diagram untuk permasalahan pada gudang dapat dilihat pada Gambar 4.6 dan Gambar 4.7.
Gambar 4.6 Fishbone Diagram Permasalahan Gudang Penuh
Gambar 4.6 menjelaskan akar permasalahan dari penyebab-penyebab yang membuat gudang penuh. Kebanyakan akar permasalahan dari permasalahan gudang penuh adalah karena disebabkan tidak adanya aturan yang dibuat untuk mengatur gudang material. Dari sisi “man” staf gudang material tidak berfungsi sebagai pengontrol material, tetapi lebih kearah persiapan material untuk
GUDANG PENUH
Staf kurang inisiatif, hanya menunggu perintah
Material tidak terpakai masih disimpan karena belum rusak Staf tidak pernah melaporkan kondisi gudang
Material masuk tidak pernah dicatat
Tidak ada aturan tentang hal ini Tidak ada aturan mengenai lama penyimpanan
Staf tidak berfungsi sebagai pengontrol material Tugas utama staf kearah persiapan material
MAN
produksi. Material untuk produk-produk lama banyak yang tidak terpakai dan tidak dikeluarkan dari gudang membuat tumpukan material semakin banyak. Staf gudang juga tidak ada yang mempunyai inisiatif untuk melakukan perubahan atau perbaikan pada gudang materialnya seperti melaporkan keadaan gudang ke PPIC dan mencatat material dalam gudangnya sendiri juga tidak dilakukan.
Gambar 4.7 Fishbone Diagram Permasalahan Pencarian Material Susah
PENCARIAN MATERIAL SUSAH MAN Staf bergantian setiap shift Informasi penempatan
tidak jelas antar staf
Penataan material pada rak sembarangan
Tidak ada aturan tentang pengaturan material
Tidak pernah ada inspeksi material
Tidak ada aturan tentang hal ini Tidak ada aturan tentang hal ini
Fokus staf terpecah karena merangkap pekerjaan lain Pekerjaan ringan jika hanya
simpan-keluar material
Label pada material tidak lengkap
Penulisan label disingkat-singkat
Tidak ada pencatatan material keluar-masuk
Dari Gambar 4.7 didapatkan akar permasalahan dari sisi “man” yang membuat pencarian material susah pada gudang material adalah karena staf bergantian setiap shift-nya menyebabkan buruknya informasi soal penempatan material yang keluar masuk pada gudang selama jam kerja shift-nya ketika berganti shift. Staf tidak saling menginformasikan untuk peletakan material yang masuk keluar, hanya memeberi tahu bahwa material apa saja yang masuk dan keluar. Label material yang tidak jelas (tidak semua material) dikarenakan penamaan material oleh staf gudang sering disingkat (tidak semua nama barang ditulis) juga membuat pencarian akan material yang dibutuhkan semakin susah. Dari sisi “method” yang menjadi akar masalahnya adalah tidak adanya aturan yang jelas mengenai bagaimana penataan material pada rak, tidak ada perintah atau aturan untuk mencatat material keluar masuk, dan tidak ada aturan mengenai kejelasan stok opname. Tidak berjalannya inspeksi/stok opname juga membuat material semakin banyak dan membuat pencarian material bertambah susah, walaupun sudah ada pengumuman yang ditempel pada gudang yang menjelaskan stok opname dilakukan 3 bulan sekali.
4.4 Usulan Perbaikan
Usulan-usulan yang akan diberikan untuk memperbaiki masalah yang ada yaitu dengan merancang sistem manajemen gudang yang baru bagi gudang material. Tata letak material pada gudang juga harus ditata ulang agar dapat meletakkan material-material lainnya dan memudahkan pencarian material. Membuat job description baru, Standart Operating Procedure, serta aturan pada gudang material merupakan bagian dari rancangan perbaikan sistem yang akan dilakukan.
4.4.1 Rancangan Gudang Material Penunjang
Gudang Material Penunjang merupakan gudang yang berfungsi sebagai tempat penerimaan, penyimpanan, dan penyediaan material-material yang dibutuhkan untuk membantu proses produksi. Diberikan nama Gudang Material Penunjang sebagai tanda bahwa gudang material ini benar-benar akan mengontrol material penunjang, bukan seperti gudang material yang ada sekarang. Lokasi
Gudang Material Penunjang ini akan memakai dua tempat sebagai operasionalnya. Lokasi pertama yaitu gudang pisau plong sendiri dan lokasi kedua yaitu tempat mixing tinta lama yang tidak digunakan. Gudang dieline akan digunakan perusahaan sebagai tempat mixing tinta baru, karena itu tempat mixing tinta lama yang akan digunakan untuk Gudang Material Penunjang. Pada gudang ini juga akan langsung disediakan kantor untuk staf agar dapat mengontrol material dengan baik. Layout yang akan dipakai untuk Gudang Material Penunjang dapat dilihat pada Gambar 4.8.
Gambar 4.8 Layout untuk Gudang Material Penunjang
Staf untuk Gudang Material Penunjang hanya akan membutuhkan satu staf dalam operasionalnya (1 shift), tidak seperti sebelumnya yang membutuhkan 2 staf hanya untuk menangani pisau plong dan material lainnya. Staf Gudang Material Penunjang akan difokuskan untuk menangani secara total material didalamnya dan tidak akan mengerjakan tugas diluar job description-nya. Gudang Material Penunjang akan benar-benar fokus untuk mengontrol material penunjang yang dibutuhkan untuk proses produksi.
4.4.1.1 Material dalam Gudang Material Penunjang
Pada proses produksi ada beberapa material penunjang yang dibutuhkan seperti plate, pisau plong, dan lain-lain. Semua material penunjang ini mempunyai umur hidup yang harus dikontrol karena jika melebihi, tentu saja akan berpengaruh kepada kelancaran produksi. Gudang Material Penunjang menyediakan dan mengontrol jumlah material penunjang yang dibutuhkan produksi. Misalnya ketika memproduksi 100.000 produk “Ritz” membutuhkan 5 plate (1 warna menggunakan 1 plate, 1 produk bisa terdiri dari beberapa warna). Jika masa umur hidup plate adalah 70.000 sheet, maka harus menyediakan setidaknya 2 set plate (1 set isi 5). Hal ini dilakukan agar produksi tidak ada delay yang terlalu lama dalam mengganti plate. Material yang disimpan pada Gudang Material Penunjang ada 7 jenis yaitu berupa dieline, map approval, contoh cetakan, pisau plong, emboss, plate, dan polymer. Ketujuh jenis material tersebut mempunyai masa hidup agar dapat dipakai atau tidak. Berikut penjelasan tentang material dan masa hidup (life time) dari setiap material :
- Plate : Digunakan untuk membuat gambar cetakan pada kertas. Mesin offset membutuhkan plate untuk beroperasi. Masa penyimpanan plate setelah selesai dipakai hanya 2-3 bulan dan setelah itu tidak dapat dipakai lagi. Kapasitas pemakaian plate dalam sekali produksi adalah ± 70.000 sheet pemakaian dan harus diganti baru ketika produksi melebihi 70.000 sheet. Semua produk membutuhkan plate dalam proses produksinya dan setiap plate unik untuk 1 produk. Plate akan disediakan dan disimpan ketika PO produksi sudah turun (± 3 hari sebelum produksi) dikarenakan masa simpannya relatif singkat. - Pisau plong : Pisau plong merupakan pisau untuk memotong sheet menjadi
bentuk lipatan box-nya. Pisau plong terbagi menjadi 2 yaitu pisau manual (perusahaan yang membuat) dan pisau laser (membeli dari luar). Pisau manual dipakai setelah 250.000 sheet dan harus diganti baru, pisau laser dipakai setelah 1.000.000 sheet dan harus diganti baru. Pisau plong harus diperiksa keadaannya setelah 6 bulan tidak dipakai (kalau berkarat, maka harus dimusnahkan).
- Dieline : Dieline terbagi menjadi dieline untuk offset, dieline untuk UV spot, dieline untuk emboss, dan dieline untuk hotstamp. Kebanyakan 1 dieline dapat
dipakai untuk semua macam job diatas. Dieline digunakan untuk men-setting mesin dan mencocokkan hasil produksi sesuai dengan garis-garis layout pada dieline. Dieline ada yang terbuat dari kertas dan dari mika, dieline dari kertas akan dibuat ketika mengerjakan job baru. Dieline mika biasanya digunakan untuk produk yang memakai emboss/hotstamp dan UV spot. Dieline mika harus diperiksa keadaannya setelah 1 tahun tidak dipakai.
- Klise Emboss/Hotstamp : Emboss/hotstamp merupakan material yang mirip karena bentuknya kecil dan terbuat dari aluminium atau kuningan. Emboss/ hotstamp digunakan untuk memberikan motif pada produk. Selama tidak rusak, maka material ini dapat dipakai terus.
- Map approval : Map approval merupakan map yang berisi contoh produk yang akan diproduksi. Map ini dipakai untuk acuan warna dari produk yang akan diproduksi. Departemen R&D sebenarnya sudah menentukan masa pakai map approval adalah 1 tahun (6 bulan khusus untuk produk Garudafood) dan harus dikonfirmasikan kepada R&D untuk diperbarui jika telah melewati masanya.
- Contoh cetakan : Contoh cetakan ini sebenarnya hanya dipakai untuk keaadaan darurat sebagai acuan warna ketika map approval dari produk tersebut lagi tidak tersedia/belum jadi. Contoh cetakan dipakai untuk acuan warna produk-produk jenis giftbox yang bentuknya besar dan tidak dibuatkan map approval-nya. Biasanya produk yang sudah pernah jalan dan akan jalan kembali pasti mempunyai contoh cetakan (hasil cetakan yang sudah di acc customer).
- Polymer UV Spot : Sama hal-nya dengan emboss dan hotstamp, polymer untuk UV spot dan tidak menentu kapan rusaknya dikarenakan jika cetakan pada polymer kecil, maka akan lebih cepat rusak daripada yang besar.
Untuk menghindari penyimpanan material yang tidak perlu dan menghindari gudang material menjadi penuh, maka semua material diatas akan dikonfirmasikan kepada marketing apakah masih ada order produk tersebut kedepannya ketika 1 tahun sudah tidak terpakai (masuk dalam job description staf Gudang Material Penunjang).
4.4.1.2 Tujuan adanya Gudang Material Penunjang
Gudang material penunjang keberadaannya sangat erat dengan produksi, maka tujuan pembuatan gudang material penunjang secara garis besar adalah untuk mempermudah produksi. Gudang material penunjang dibuat untuk memenuhi tujuan-tujuan dibawah ini :
- Memudahkan pengontrolan material penunjang produksi.
Tujuan adanya gudang material seperti sebelum adanya rancangan Gudang Material Penunjang adalah sebagai tempat penyimpanan material penunjang. Penyusunan Gudang Material Penunjang diharapkan dapat memudahkan pencarian dan pengontrolan material.
- Membuat proses produksi berjalan smooth.
Gudang Material Penunjang menghitung kebutuhan produksi dengan baik dan menyediakan material sesuai perhitungan agar tidak adanya mesin yang berhenti dalam waktu lama hanya untuk menunggu penggantian material ketika material yang dipakai telah habis kapasitasnya.
- Mencegah terjadinya kesalahan pemakaian material.
Produksi akan diatur pemakaian material penunjangnya agar tidak adanya kesalahan pemakaian material yang berakibat ke waste produksi.
- Mencegah hilangnya material.
Material yang keluar dari Gudang Material Penunjang akan dipantau terus agar tidak adanya material yang berceceran pada lantai produksi dan hilang. - Mencegah tidak tersedianya material.
Produksi tidak akan berhenti hanya karena belum/tidak tersedianya material untuk produksi produk selanjutnya. PPIC juga akan merasa aman karena planning berjalan sesuai yang ditetapkan jika material sudah tersedia.
4.4.2 Rancangan Pembuatan Job Description Staf Gudang Material
Penunjang
Staf gudang yang sebelumnya bekerja merangkap-rangkap dan tidak fokus pada satu kerjaan saja. Hal ini mungkin dilihat baik oleh perusahaan dalam penghematan anggaran, tetapi dampak buruknya dalam mengerjakan dua pekerjaan adalah tidak terkontrolnya 1 dari 2 pekerjaan tersebut. Staf untuk
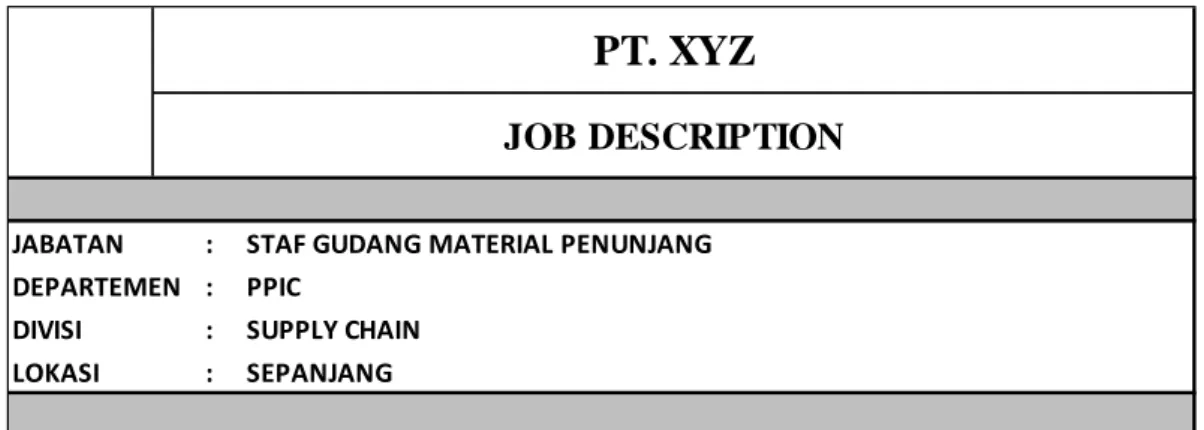
Gudang Material Penunjang (gudang material yang baru) haruslah orang yang fokus hanya pada pengaturan dan persiapan material penunjang untuk produksi seperti staf gudang bahan baku yang fokus dalam penyediaan bahan baku. Staf Gudang Material Penunjang harus mempunyai job description yang jelas agar dapat berfungsi sebagaimana mestinya dalam pengoperasian gudang. Rancangan pembuatan job description untuk staf Gudang Material Penunjang dapat dilihat pada Gambar 4.9 dan lanjutan rancangan job description staf Gudang Material Penunjang dapat dilihat pada Lampiran 2. Job description yang dibuat merupakan usulan, karena itu perusahaan dapat merubah ketentuan isi sesuai situasi dan kebutuhan perusahaan.
Gambar 4.9 Job Description Staf Gudang Material Penunjang
JABATAN : STAF GUDANG MATERIAL PENUNJANG DEPARTEMEN : PPIC
DIVISI : SUPPLY CHAIN LOKASI : SEPANJANG
A. FUNGSI JABATAN
B. TANGGUNG JAWAB UTAMA
1. Mengatur dan mengontrol material penunjang yang dibutuhkan untuk proses produksi. 2. Melakukan pendataan stok material.
3. Memeriksa keadaan setiap material dalam keadaan siap pakai atau tidak. 4. Membuat surat permintaan, pemusnahan, dan perbaikan material. 5.
6.
C. KEWENANGAN & HAK
1. Memberikan keputusan untuk menerima material atau tidak berdasarkan kelengkapannya. 2. Mengajukan pengadaan tool pendukung kepada Inventory Planning dan Control.
3. Menagih kepada pihak peminjam tool untuk pengembalian tool. 4. Meminta informasi kendala pemenuhan tool dari dept. purchasing.
5. Menerima pelatihan/training dari HRD sesuai dengan yang diajukan oleh PPIC Process.
D. LAPORAN
1. Laporan penggunaan tool (3 Bulan) 2. Jadwal kedatangan tool (3 Bulan) 3. Laporan stok tool (3 Bulan) 4. Laporan deadstock tool (3 Bulan)
PT. XYZ
JOB DESCRIPTIONMengendalikan dan mengontrol ketersediaan semua material penunjang yang diperlukan di proses produksi (Offset-Finishing 1) untuk memastikan kelancaran proses produksi sebuah job.
Mengkonfirmasikan kepada marketing tentang order produk dari material yang tidak terpakai selama 1 tahun
Melakukan investigasi jika terjadi lonjakan permintaan kebutuhan tool pendukung dan melaporkan hasilnya kepada Inventory Planner
4.4.3 Rancangan Standard Operating Procedure Gudang Material Penunjang
Gudang Material Penunjang membutuhkan Standard Operating Procedure (SOP) agar proses didalam gudang dapat berjalan sesuai fungsi dan standart yang berlaku. Fungsi SOP adalah dapat memperlancar tugas dari staf Gudang Material Penunjang, sebagai dasar hukum bila terjadi pelanggaran, mengetahui kesulitan yang terjadi dalam proses operasional, dan sebagai pedoman dalam melaksanakan pekerjaan rutin. Tujuan adanya SOP secara khusus adalah untuk mengontrol kinerja staf Gudang Material Penunjang dalam bekerja. Rancangan SOP penerimaan, penyimpanan, dan pengeluaran material dapat dilihat pada Lampiran 3.
Pada SOP penerimaan, penyimpanan, dan pengeluaran material, dapat dilihat bahwa yang pertama dilakukan adalah staf Gudang Material Penunjang melihat jadwal induk (format jadwal induk dapat dilihat pada Lampiran 4) produksi dari PPIC agar dapat mengetahui produksi untuk produk mana yang jalan duluan. Setelah cek jadwal, maka staf harus mengecek material pada gudang apakah material penunjangnya tersedia atau tidak. Jika tidak tersedia atau kapasitas material habis, maka staf gudang akan melakukan pengadaan material mengikuti instruksi kerja penyediaan material yang bisa dilihat pada Lampiran 5. Staf Gudang Material Penunjang selanjutnya menyiapkan material yang akan dipakai untuk produksi ketika material ada dan menunggu produksi mengambil material tersebut. Ketika produksi mau mengambil material, maka staf gudang harus mengikuti instruksi kerja pengeluaran dan pengembalian material yang bisa dilihat pada Lampiran 6. Begitu juga ketika produksi ingin mengembalikan material yang telah dipinjam. Untuk aliran dokumen penyediaan material dapat dilihat pada Lampiran 7.
Selain SOP penerimaan, penyimpanan, dan pengeluaran material, Gudang Material Penunjang juga harus mempunyai SOP pemusnahan material. Hal ini diperlukan agar material tidak menumpuk begitu saja dan membuat gudang material semakin penuh. Rancangan SOP pemusnahan material dapat dilihat pada Lampiran 8. Dalam SOP pemusnahan material hal yang dilakukan
pertama kali adalah staf gudang mendata dahulu material apa saja yang sudah tidak pernah keluar atau terpakai dalam kurun waktu 1 tahun. Setelah selesai membuat list materialnya (rancangan format list material tidak terpakai dapat dilihat pada Lampiran 9), staf gudang akan mengajukannya ke divisi marketing. Hal ini dilakukan karena marketing yang lebih memahami dan bisa memutuskan persoalan pesanan dari customer. Dari data material yang diajukan, hanya material yang disetujui oleh marketing yang akan dibuat BAP (format Berita Acara Pemusnahan dapat dilihat pada Lampiran 10) dan diajukan ke marketing, GM, dan HRD (HR-GA) untuk mendapat persetujuan pemusnahan. Data material yang tidak disetujui, materialnya akan tetap disimpan dan akan diajukan kembali untuk pemusnahan jika tidak/belum dipakai 6 bulan setelah pengajuan pertama. Aliran dokumen pada proses pemusnahan dapat dilihat pada Lampiran 11.
4.4.4 Rancangan Aturan dan Wewenang Gudang Material Penunjang
Dengan SOP dan instruksi kerja saja, dirasa masih kurang penerapannya untuk melancarkan dan mengontrol kerja staf Gudang Material Penunjang. Setiap staf baru pada PT. XYZ selalu mendapatkan dokumen tata tertib dan sanksi karyawan yang harus disetujui sebelum menjadi karyawan, oleh karena itu perlu juga dibuatkan aturan dan wewenang tambahan yang berlaku untuk staf gudang agar tidak terjadinya pelanggaran yang tidak diinginkan dan selalu dapat dikontrol kerja dari staf gudang. Aturan dan wewenang yang dibuat lebih bertujuan kearah penerapan proses agar menjadi lebih maksimal dan terkontrol. Aturan dan wewenang yang berlaku bagi staf, peminjam (produksi), maupun material dapat dilihat pada Lampiran 12 sampai dengan Lampiran 14. Adapun PPIC sebagai atasan dari staf gudang wajib mengadakan inspeksi material/stok opname setiap 3 bulan sekali (dapat berubah sesuai kebutuhan) agar terkontrolnya material dalam Gudang Material Penunjang.
4.4.5 Perancangan Tata Letak
Material diletakkan dahulu pada Gudang Material Penunjang sebelum produksi agar memudahkan produksi dalam pengambilan. Selain itu juga agar tersedianya stok material penunjang dan memudahkan PPIC dalam perencanaan
produksi. Tata letak material pada gudang harus dirancang sebaik mungkin agar memudahkan proses keluar masuk barang. Maka dari itu material-material yang terdapat pada gudang harus disusun sebaik mungkin. Material pada gudang tidak dapat disusun berdasarkan frekuensi keluar masuknya dikarenakan sistem job order membuat produk-produk yang diproduksi PT. XYZ selalu berganti-ganti setiap bulannya. Penentuan isi rak menggunakan frekuensi order atau keluar masuk material akan menyusahkan staf gudang nantinya karena harus selalu mengatur kembali susunan raknya setiap bulan. Penyusunan rak berdasarkan cutomer seperti yang ada sekarang pada gudang material (gudang pisau) juga akan membuat bingung staf Gudang Material Penunjang (karena hanya beberapa customer yang mendapat rak) dalam pencarian material pada raknya. Hal ini juga dikarenakan nama customer sangat jarang disebut ketika membutuhkan material, selain itu jumlah customer yang banyak juga akan membuat beberapa customer kecil tidak mendapatkan raknya sendiri-sendiri.
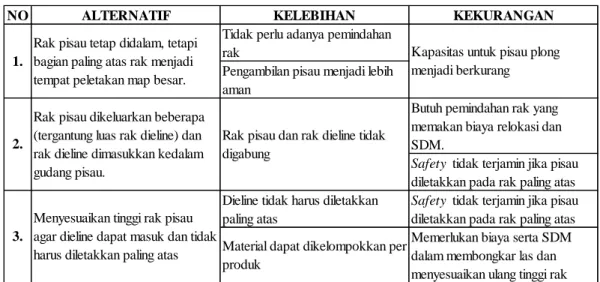
Layout untuk Gudang Material Penunjang akan terbagi 2 yaitu gudang material dan kantor Gudang Material Penunjang. Layout yang digunakan sebagai gudang material adalah gudang pisau untuk memyimpan pisau plong, map besar, (isi : dieline, map approval, contoh cetakan), dan polymer. Layout untuk kantor Gudang Material Penunjang adalah ruangan mixing tinta lama untuk material-material lain yang tidak masuk dalam gudang beserta kantor staf. Rak pisau tetap dipakai dalam peletakan material pada gudang dikarenakan rak tersebut cukup besar untuk menampung material lain selain pisau. Pengeluaran rak pisau diganti dengan rak lain juga akan memakan biaya seperti yang dapat dilihat pada Tabel 4.2. Kapasitas gudang pisau dipastikan dapat memuat semua material penunjang ketika nantinya telah diatur dan dijalankan sesuai standar yang dibuat.
Tabel 4.2 Alternatif Peletakan Material pada Gudang Material Penunjang
Alternatif 1 merupakan alternatif yang paling baik dilihat dari segi kekurangannya. Alternatif 1 menguntungkan karena tidak perlu dilakukan pemindahan rak yang tentu saja akan membutuhkan SDM yang berdampak pada pengeluaran perusahaan. Rak yang digunakan untuk peletakan material adalah rak pisau pada gudang material yang mempunyai banyak kolom dengan ukuran lebar berbeda-beda dan bertumpuk 3. Ukuran lebar setiap kolom dan kapasitas yang dipunyai rak pisau dapat dilihat pada Tabel 4.3.
Tabel 4.3 Lebar dan Kapasitas Rak Pisau
NO ALTERNATIF KELEBIHAN KEKURANGAN
3.
Menyesuaikan tinggi rak pisau agar dieline dapat masuk dan tidak harus diletakkan paling atas
Dieline tidak harus diletakkan paling atas
Safety tidak terjamin jika pisau diletakkan pada rak paling atas Memerlukan biaya serta SDM dalam membongkar las dan menyesuaikan ulang tinggi rak Material dapat dikelompokkan per
produk
1. Kapasitas untuk pisau plong
menjadi berkurang
2.
Tidak perlu adanya pemindahan rak
Pengambilan pisau menjadi lebih aman
Rak pisau tetap didalam, tetapi bagian paling atas rak menjadi tempat peletakan map besar.
Butuh pemindahan rak yang memakan biaya relokasi dan SDM.
Safety tidak terjamin jika pisau diletakkan pada rak paling atas Rak pisau dan rak dieline tidak
digabung Rak pisau dikeluarkan beberapa
(tergantung luas rak dieline) dan rak dieline dimasukkan kedalam gudang pisau. RAK 1 2 3 1 2 3 A 110 36 36 55 M 66 13 13 33 B 113 37 37 56 N 99 19 19 49 C 112 37 37 56 O 99 19 19 49 D 110 36 36 55 P 99 33 33 49 E 99 33 33 49 Q 99 33 33 49 F 99 33 33 49 R 99 33 33 49 G 99 33 33 49 S 99 33 33 49 H 99 33 33 49 T 99 33 33 49 I 99 33 33 49 U 180 60 36 90 J 99 19 19 49 V (TEMPAT KHUSUS) 180 60 36 90 K 99 19 19 49 L 68 13 13 34 PISAU PLONG POLYMER 204 MAP BESAR 952 EKSTRA RAK 975 MATERIAL AFKIR TOTAL KAPASITAS POLYMER PISAU PLONG MAP BESAR
KAPASITAS RAK KANAN
RAK UKURAN (cm) KOLOM UKURAN (cm) KOLOM
Pada Tabel 4.3 dapat dilihat bahwa pembagian rak dan kolom untuk material pisau plong, map besar, dan polymer telah dilakukan. Untuk gambar rak kanan dapat dilihat pada Lampiran 15 dan rak kiri dapat dilihat pada Lampiran 16. Alternatif penempatan material sesuai dengan alternatif 1 maka pisau plong akan diletakkan pada kolom paling bawah dan kolom tengah. Hal ini dilakukan lantaran pisau merupakan material terberat daripada material yang lainnya (±20 Kg). Tinggi setiap kolom pada rak sebesar 84 cm yang membuat map besar tidak dapat masuk (tinggi map besar 87 cm). Sedangkan dus polymer tingginya hanya berkisar 83 cm dan bisa masuk pada kolom manapun. Berikut rancangan layout untuk gudang material pada Gambar 4.10 dan kantor Gudang Material Penunjang pada Gambar 4.11.
Gambar 4.11 Kantor Gudang Material Penunjang (Tampak Atas)
Pada gudang material, layout tidak berubah tetapi hanya peletakan material pada setiap kolom raknya saja yang berbeda. Ruang gudang yang kecil cukup menyusahkan jika dilakukan layout dan kurang efektif jika dilakukan re-layout. Memodifikasi rak pisau untuk melakukan re-layout pada ruang gudang juga tidak menguntungkan seperti yang terdapat pada Tabel 4.2.
Kantor Gudang Material Penunjang merupakan rancangan yang dibuat jika nantinya ruangan mixing tinta yang lama telah berpindah. Penempatan setiap benda pada kantor Gudang Material Penunjang mempunyai maksud dan tujuan tertentu. Meja staf yang berada dekat dengan pintu membuat semua orang yang mau berurusan dengan Gudang Material Penunjang harus melalui staf dahulu (sistem keluar-masuk satu arah). Penempatan tempat dropship dekat dengan pintu juga agar material yang keluar atau masuk tidak menempuh jarak yang terlalu jauh (jika material diletakkan pada gudang). Lemari emboss & hotstamp diletakkan membelakangi kaca bertujuan agar tidak mudah terlihat oleh orang luar
ketika mengatur emboss & hotstamp dalam lemari. Tempat peletakan plate disusun berdasarkan mesin offset yang memakai plate tersebut. Sebenarnya bisa saja plate diletakkan digabung tanpa memisahkan berdasarkan mesinnya, tetapi hal itu akan membuat plate bertumpuk dan lebih susah dicari seperti yang ada sekarang. Ukuran untuk plate pun dapat berbeda-beda sesuai dengan mesinnya.
4.4.5.1 Pelabelan dan Penyusunan Material
Material pada gudang perlu disusun dengan rapi dan teratur untuk memudahkan pencarian material pada gudang. Metode penataan dengan menggunakan frekuensi tidak dapat digunakan seperti yang dijelaskan sebelumnya karena job yang berganti-ganti. Perubahan rak yang terlalu sering kurang efektif jika diterapkan pada Gudang Material Penunjang yang notabene satu raknya berisi job produk yang berbeda-beda antar satu sama lain. Perpindahan material juga akan memakan banyak waktu ketika ada perubahan frekuensi pemesanan. Penyusunan material dengan menggunakan penggabungan antara metode floating location system dan fixed location system yang dirasa lebih memungkinkan dan cocok untuk diterapkan.
Rak material akan diberikan abjad, mulai dari A-V (Rak ada 22), kolom paling bawah akan mendapatkan tambahan angka 1, kolom tengah akan mendapat tambahan angka 2, dan kolom paling atas akan mendapat tambahan angka 3. 1 rak A akan terdiri dari kolom A1, A2, dan A3, begitu juga dengan rak lainnya. A1 berarti rak A untuk kolom paling bawah, A2 berarti rak A untuk kolom tengah, dan A3 berarti rak A untuk kolom paling atas. Penataan material pada rak diurutkan dari kode barangnya agar memudahkan pencarian material. Penataan selalu dimulai dari rak A1, kemudian ke A2, dan baru ke B1 (pengaturan sesuai materialnya, jika map besar, maka dimulai dari rak A3). Setelah meletakkan material tersebut, staf Gudang Material Penunjang akan meng-update pada tabel induk material untuk posisi material berada pada kolom mana. Tabel induk material dapat dilihat pada Lampiran 15. Karena merupakan penggabungan dua metode dari floating location system yang memakai sistem pengalokasian dan fixed location system yang menggunakan metode pengurutan berdasarkan kode barangnya, maka sistem penataan ini juga mempunyai kelemahan. Kelemahan
pada sistem ini adalah ketika ada pertambahan material baru dan tidak ada tempat kosong sesuai dengan kode barangnya, maka harus menggeser material yang sudah tertata sebelumnya. Untuk mengatasi kelemahan ini, maka material baru akan diletakkan dahulu pada rak ekstra (rak U) sampai ada material yang keluar dan memberikan space kosong yang dirasa cukup untuk menggeser material atau sampai pada saatnya stok opname nantinya (3 bulan sekali). Pada saat stok opname, staf Gudang Material Penunjang dapat mengatur kembali raknya bersamaan dengan mencocokkan data pada tabel materialnya. Pencarian material dengan menggunakan metode ini telah dipersempit dan dipermudah, tidak seperti sebelumnya ketika staf tidak tahu pada kolom mana material berada dan mencari/memastikan semua rak agar dapat menemukan material yang dicari.
Kolom rak bagian kiri yang paling dekat dengan pintu (rak V) akan digunakan sebagai rak khusus material afkir (material yang rusak, sudah habis kapasitasnya, atau yang mau dimusnahkan). Seperti yang dapat dilihat pada Tabel 4.3 sebelumnya, untuk kolom rak paling atas (semua kolom 3, tidak termasuk rak U dan V) dipakai untuk penempatan map besar yang juga akan disusun dan di update seperti pisau plong. 2 kolom keatas dan 3 kolom kesamping paling belakang (tepatnya kolom 1 dan 2 rak J, K, L, M, N, O) pada rak akan digunakan untuk meletakkan polymer yang juga disusun dan di update seperti pisau plong. Polymer lebih sedikit daripada material lain dan tidak membutuhkan space sebesar pisau plong. Polymer sendiri tidak berat dan dapat diletakkan di rak atas seperti map besar jika tidak cukup. Penentuan rak dapat dilihat juga pada Lampiran 16 dan 17. Pelabelan rak dapat dilihat pada Gambar 4.12.
Kode barang pada setiap job unik dan tidak sama satu dengan yang lain. Kode barang terdiri dari 8 karakter yang dipisah menjadi 2. Contoh nama job dan kode barang dapat dilihat seperti ini “IN TONGJIE LUBANG – T037-0032”. Karakter paling awal adalah huruf yang mewakili huruf depan perusahaan customer atau nama perseorangan. Tiga angka setelah huruf menunjukkan urutan customer tersebut terdaftar pada data customer PT. XYZ ketika baru pertama kali melakukan order pada PT. XYZ. Empat angka belakang menunjukkan banyaknya jenis produk yang telah dipesan customer. Angka 0032 pada belakang menunjukkan bahwa produk tersebut merupakan produk ke 32 dari customer tersebut. Produk tersebut bisa saja merupakan produk yang sebelumnya pernah dimasukkan pada PT. XYZ, tetapi telah mengalami pergantian desain, pergantian dimensi, ataupun merupakan produk yang benar-benar baru dari customer tersebut.
Pelabelan nama material pada Gudang Material Penunjang akan dibuat berdasarkan nama produk dan kode barang produk tersebut. Hal ini dilakukan agar memudahkan mencari material, serta dapat mencocokkan apakah material yang dicari sudah sesuai dengan kode barangnya atau tidak. Contoh pelabelan nama material pada fisik material (pisau plong) :
IN TONGJIE LUBANG – T037-0032
IN JASMINE TEA – T037-0002
GB NAGOYA – T039-0010
Pengurutan material sesuai kode barangnya dapat dilihat pada contoh dibawah ini (map besar) :
ET CENDANA 7000 BENANG “TUTUP” - A093-0004
ET CENDANA PREMIER “TUTUP” - A093-0007
ET CENDANA 7000 BENANG HIJAU “TUTUP” - A093-0010
IN CARAMELIZED SHANG GREEN - C038-0005
IN CALORTUSIN SYRUP 60 ML - R052-0001
4.4.6 Rancangan Operasional Sistem Manajemen Gudang
Setelah rancangan sistem manajemen gudang material penunjang telah disusun sedemikian rupa, Gudang Material Penunjang akan kembali lagi seperti gudang material lama jika tidak adanya penambahan sistem operasional yang dilakukan. Pembuatan kartu stok dilakukan untuk mengetahui material apa saja yang lagi keluar dari gudang. Selain itu, pembuatan kartu stok sebagai kontrol terhadap posisi material agar material tidak diletakkan sembarangan pada lantai produksi. Kartu stok juga berfungsi sebagai pencocokan data material dengan stok fisik ketika dilakukannya stok opname. Kartu stok dibuat untuk setiap job yang jalan pada PT. XYZ dan berisi list kelengkapan material yang digunakan untuk menjalankan produksi produk tersebut. Contoh format kartu stok dapat dilihat pada Tabel 4.4.
Tabel 4.4 Contoh Format Kartu Stok
: IN BAKMI MEWAH RASA 110 GR.N3
: M027-1700
STATUS KELUAR MASUK KELUAR MASUK KELUAR MASUK KELUAR MASUK KELUAR MASUK
13-06-16 15-06-16 Agus Agus 13-06-16 17-06-16 Agus Edi -- V - V 15-06-16 17-06-16 Edi Edi 15-06-16 17-06-16 Edi Edi Map Approval ITEM NAMA JOB KODE BARANG Contoh Cetakan Dieline
KARTU STOK
Pisau Plong Klise Hotstamp Klise Emboss Polymer / Blanket Map Besar Plate V V V VTidak semua produk memakai semua material penunjang. Material yang dipakai produk tersebut akan dicentang pada kolom status ketika material tersebut ada. Untuk dieline biasanya hanya ada 1 dan dapat dipakai untuk proses produksi dari offset sampai finishing 1. Kolom yang berisi nama dibawah tanggal pada kartu stok dipakai untuk tanda tangan peminjam. Seperti yang dilihat pada Tabel 4.4 Contoh format kartu stok, material map besar di pinjam oleh Agus (Kepala regu offset) dan dikembalikan oleh Edi (Kepala sie finishing 1). Map besar diserahkan ke bagian finishing 1 dan tidak dikembalikan pada Gudang Material Penunjang dahulu, hal ini diperbolehkan dengan aturan orang terakhir yang memakai akan mengembalikan. Jika produksi tidak mengembalikan material sampai waktu pada PO sudah selesai, staf Gudang Material Penunjang wajib menagih material tersebut pada produksi.
Gudang Material Penunjang rencananya akan memakai komputer untuk pengoperasiannya, hal ini agar staf dapat meng-update langsung stok material yang ada pada gudangnya ketika diminta PPIC. Staf Gudang Material Penunjang sendiri membutuhkan komputer untuk membuat PO material, laporan bulanan, deadstock, dan lain-lain seperti yang tertulis pada rancangan job description staf Gudang Material Penunjang. Komputer sendiri diberikan untuk memudahkan staf Gudang Material Penunjang dalam mengontrol dan mencatat masa hidup (life time) dari suatu material. Staf Gudang Material Penunjang hanya perlu men-sort dan filter data material yang tercatat pada tabel induk material (tabel excel) untuk mengetahui material mana yang akan habis masa pakainya atau sudah berapa lama material tidak terpakai. Staf Gudang Material Penunjang juga tidak perlu memeriksa apakah materialnya tersedia pada gudangnya dengan memeriksa satu-satu pada gudang. Staf hanya perlu melihat data tabel induk material pada komputer untuk memeriksa ketersediaan material, walaupun setelahnya staf Gudang Material Penunjang harus tetap memeriksa material pada gudang dan mengkonfirmasinya pada PPIC apakah cocok dengan yang dibutuhkan produksi ketika material tersebut ada pada data materialnya.
Tabel induk material (Lampiran 15) dibuat agar staf Gudang Material Penunjang selalu mengetahui kapan batas pakai material, kondisi material, kapasitas material, terakhir produksi suatu job, dan lokasi material dimana. Dari
tabel material ini juga staf Gudang Material Penunjang akan melihat job yang sudah tidak jalan selama 1 tahun dan mengajukan persetujuan pemusnahan materialnya kepada marketing. Material yang baru juga akan di-update oleh staf Gudang Material Penunjang pada tabel induk material agar terkontrol dengan baik. Intinya adalah kartu stok sebagai bukti keluar masuk material ketika terjadi sesuatu yang tidak diinginkan (contoh : kehilangan) dan tabel induk material sebagai kontrol gudang agar tidak penuh. Untuk menghindari kecurangan staf Gudang Material Penunjang dalam penerimaan material, kartu stok tidak boleh diganti ketika belum habis (terisi semua) dan penggantian kartu stok harus meminta pada PPIC atau terdapat tanda tangan PPIC pada kartu stok yang sah agar tidak terjadi kecurangan yang dapat dilakukan oleh staf Gudang Material Penunjang.
4.5 Perbaikan Instruksi Kerja Produksi
Perbaikan instruksi kerja produksi dilakukan pada instruksi kerja pengoperasian setiap mesin pada produksi. Hal ini dilakukan karena instruksi kerja pengoperasian mesin produksi yang ada sekarang sudah terlalu lama dan tidak relevan. Juga sebagai persiapan perusahaan dalam menghadapai audit internal maupun eksternal ISO yang akan datang. Instruksi kerja pengoperasian mesin yang ada pada produksi sekarang merupakan instruksi kerja lama yang hanya diperbarui tanggalnya saja sebagai syarat kelengkapan dokumen kontrol dalam ISO. Kenyataannya pada lapangan sama sekali berbeda dengan apa yang tertulis pada instruksi kerja pengoperasian mesin yang sekarang. Hal ini yang mendasari perlunya segera mungkin dilakukan pembaruan instruksi kerja dan agar tidak terjadinya kesalahan dalam pemakaian material yang berakibat waste produksi.
Pembuatan instruksi kerja baru berdasarkan acuan instruksi kerja lama yang ada, pengamatan langsung pada lapangan, dan buku manual pengoperasian mesin tersebut. Mesin yang tidak terdapat buku manualnya akan langsung dicocokkan langsung dengan kenyataan pada lapangan. Instruksi kerja lama untuk mesin cetak (offset) CD 4B dapat dilihat pada Gambar 4.13 dan instruksi kerja baru untuk mesin offset CD 4B dapat dilihat pada Gambar 4.14. Dari kedua
gambar tersebut dapat diketahui bahwa perbedaan-perbedaan yang terdapat pada instruksi kerja lama dan baru sangat signifikan. Instruksi kerja lama tidak sesuai dengan apa yang ada pada lapangan untuk pengoperasian mesin, tetapi lebih ke arah prosedur operator dalam mengerjakan suatu job yang dimana telah terdapat pada SOP produksi. Instruksi kerja baru pengoperasian mesin lebih sesuai dengan apa yang dilakukan operator dalam mengoperasikan suatu mesin produksi mulai dari menyalakan sampai mematikan.
Dari jumlah halaman antara instruksi kerja lama dan instruksi kerja baru juga berbeda karena instruksi kerja baru mempunyai halaman lebih banyak dan lebih detil langkah-langkah maupun gambarnya. Instruksi kerja baru yang telah disesuaikan dengan kondisi nyata pada lapangan dan buku manual pengoperasian mesin juga membantu memahami istilah-istilah untuk nama tombol dan bagian-bagian pada mesin yang sebelumnya tidak disebutkan pada instruksi kerja lama. Lanjutan instruksi kerja lama untuk mesin CD 4B dapat dilihat pada Lampiran 18. Lanjutan instruksi kerja baru pengoperasian mesin dapat dilihat pada Lampiran 19. Karena instruksi kerja lama mesin yang lain hampir sama gaya penyusunannya dengan instruksi kerja lama pengoperasian mesin CD 4B, maka instruksi kerja lama tidak akan dilampirkan lagi. Ada banyak mesin yang cukup baru juga tidak mempunyai instruksi kerja sebelumnya, maka dari itu instruksi kerja lama mesin selain mesin CD 4B tidak akan dilampirkan. Contoh instruksi kerja baru pengoperasian mesin yang lain dapat dilihat pada Lampiran 20 dan Lampiran 21. Instruksi kerja mesin yang diperbarui adalah untuk mesin :
- Proses Offset : CD 4B, CD 8W, CD 6 LYL, CD 6 LX, CD 6L, 3F, 4E - Proses Varnish : UV 1, UV 2 (UV Spot), UV 3
- Proses Hotstamp : Baoder
- Proses Laminasi : Mesin Laminasi - Proses Calendaring : Mesin Calendaring - Proses Plong Manual : RRT & Jumbo