program keahlian Teknik otomasi industri
bidang keahlian Teknologi dan Rekayasa Teknik Instalasi Tenaga Listrik
Abdul Rozak Muh. Badrun
Instalasi
Pengarah:
Direktur Pembinaan SMK
Kepala Sub Direktorat Kurikulum Kepala Seksi Penilaian
Kepala Seksi Pembelajaran Penulis: Abdul Rozak Muhamad Badrun Yovie Rahmatullah Danang Kurniawan Pengendali Mutu: Winih Wicaksono Penyunting: Rais Setiawan Erna Fauziah Editor:
Raditya Setyo Hardani Desain Sampul Sonny Rasdianto Layout/Editing:
Intan Sulistyani Widiarti Apfi Anna Krismonita Rifda Ayu Satriana
iv TEKNIK INSTALASI KATA PENGANTAR
KA TA PENGANTAR
Dalam menyediakan referensi materi pembelajaran bagi guru dan peserta didik di SMK, Direktorat Pembinaan SMK berupaya menyediakan bahan ajar kejuruan yang sesuai dengan kebutuhan pembelajaran di SMK pada mata pelajaran C2 dan CJ dari 142 kompetensi keahlian yang ada pada Perdirjen Dikdasmen Nomor 06/D.DS/KK/2018 tanggal 7 Juni 2018 tentang Spektrum Keahlian SMK/ MAK dan Struktur Kurikulum 2013 sesuai Perdirjen Dikdasmen Nomor 07/D. DS/KK/2018 tanggal 7 Juni 2018 ten tang Struktur Kurikulum SMK/MAK.
Bah an ajar yang disusun pad a tahun anggaran 2019 diharapkan dapat rnenumbuhkan motivasi belajar bagi peserta didik maupun guru kejuruan di SMK. Karena bahan ajar yang telah disusun ini selain menyajikan materi secara tertulis, juga dilengkapi dengan beberapa materi yang bersifat interaktifdengan penggunaan tautan pencarian yang dapat mernperluas pernahaman individu yang menggunakannya.
Bahan ajar kejuruan yang disusun pada tahun 2019 ini disusun oleh para guru kejuruan di SMK yang telah berpengalalaman menyelenggarakan proses pembelajaran sesuai dengan kompetensi keahlian masing-rnasing. Oleh karena itu, diharapkan dapat menjadi referensi bagi guru yang mengarnpu mata pelajaran yang sama pada program keahlian sejenis di SMK seluruh Indonesia.
Kepada para guru penyusun bahan ajar kejuruan yang telah mendedikasikan waktu, kompetensi, clan perhatiannya, Direktorat Pembinaan SMK menyampaikan ucapan terimakasih. Diharapkan karya ini bukan merupakan karya terakhir, namun seterusnya akan dilanjutkan dengan karya-karya berikutnya, sehingga SMK rnempunyai guru-guru yang procluktif dan kreatif dalam menyumbangkan pemikiran, potensi dan kornpetensinya bagi pengembangan pernbelajaran di SMK.
Puji syukur kami panjatkan kepada Tuhan Yang Maha Esa sehingga buku yang berjudul Instalasi Motor-Motor Listrik Kelas XII ini sebagai penunjang pembelajaran pada Sekolah Menengah Kejuruan Bidang Keahlian Teknologi dan Rekayasa, Program Keahlian Teknik Ketenagalistrikan untuk Kompetensi Keahlian Teknik Instalasi Tenaga Listrik dan Teknik Tenaga Listrik. Buku ini disusun berdasarkan Kurikulum 2013 yang telah disempumakan sesuai SK Dirjen NOMOR: 130/D/KEP/KR/2017 tanggal 14 Februari 2017 tentang Struktur Kurikulum Sekolah Menengah Kejuruan (SMK)/ Madrasah Aliyah Kejuruan (MAK) yang bertujuan untuk memperkuat kompetensi siswa dari sisi spiritual, sikap, pengetahuan, dan keterampilan di bidang Teknik Instalasi Motor-Motor Listrik.
Buku ini berisi materi pembelajaran yang membekali peserta didik dengan pengetahuan, dan keterampilan dalam dunia teknologi dan rekayasa. Buku ini juga mendorong siswa untuk memiliki sikap sosial dan spiritual melalui berbagai macam bentuk penugasan yang mendorong peserta didik agar dapat berdiskusi dan saling menghargai di antara mereka. Dengan pembelajaran yang mengacu pada kurikulum nasional ini para siswa dididik untuk selalu mensyukuri anugerah alam semesta yang dikaruniakan kepadanya melalui pemanfaatan yang bertanggung jawab.
Sesuai dengan pendekatan yang digunakan dalam kurikulum nasional, peran guru sangat penting untuk meningkatkan dan menyesuaikan daya serap para siswa dengan ketersediaan kegiatan buku Instalasi Motor-Motor Listrik Kelas XII ini. Guru dapat memperkayanya dengan kreasi dalam bentuk kegiatan-kegiatan lain yang sesuai dan relevan yang bersumber dari lingkungan dunia Teknik Instalasi Tenaga Listrik.
Buku Instalasi Motor-Motor Listrik Kelas XII, membutuhkan perbaikan dan penyempurnaan sehingga kritik, saran, dan masukan untuk perbaikan sangatlah penting bagi kami. Harapan kami, buku ini dapat memberikan kontribusi yang terbaik bagi kemajuan dunia pendidikan.
Penyusun Abdul Rozak Muhamad Badrun
vi TEKNIK INSTALASI
KATA PENGANTAR ...iv
PRAKATA ...v
DAFTAR ISI ...vi
DAFTAR GAMBAR ... viii
DAFTAR TABEL ...xi
PETUNJUK PENGGUNAAN BUKU ... xii
PETA KONSEP BUKU ... xiii
APERSEPSI ... xiv
BAB I SPESIFIKASI SISTEM DAN KOMPONEN PROGRAMMABLE LOGIC CONTROL (PLC) 1 A. Pengetahuan Umum mengenai Programmable Logic Control (PLC) ... 3
B. Fungsi dan Prinsip Kerja Programmable Logic Controllers (PLC) ... 6
C. Spesifikasi Sistem dan Komponen Programmable Logic Control (PLC) ... 7
D. Tipe-Tipe Programmable Logic Control (PLC) Merek dan Tipe PLC...10
BAB II PROGRAMMABLE LOGIC CONTROL (PLC) MOTOR LISTRIK 1 FASA DAN MOTOR LISTRIK 3 FASA ...19
A. Prosedur Kerja Komponen Programmable Logic Control (PLC) ...21
B. Pemrograman dengan Programmable Logic Control (PLC) untuk Motor 1 Fasa 26 C. Pemrograman dengan Programmable Logic Control (PLC) untuk Motor 3 Fasa 33 Contoh Pemrograman SAFETY CRANE ...33
BAB III INSTALASI KONTROL MOTOR DENGAN MENGGUNAKAN CONSULE DAN CX-PRO-GRAMMER PADA PROGRAMMABLE LOGIC CONTROL (PLC)...41
A. Sistem Operasi Programmable Logic Control (PLC)...43
B. Membuat Program Programmable Logic Control (PLC) Dengan Console ...43
C. Membuat Program Programmable Logic Control (PLC) Dengan CX Program ...51
PENILAIAN AKHIR SEMESTER GASAL ...81
BAB IV VARIABLE FREQUENCY DRIVE (VFD) ...87
A. Pengetahuan Umum mengenai Variable Frequency Drive (VFD) ... 88
B. Komponen Variable Frequency Drive (VFD) ...90
BAB V MOTOR LISTRIK BERBASIS VFD ...105
A. Instalasi Motor Listrik Berbasis VFD ...106
B. Konfigurasi Program Rangkaian Instalasi Motor Berbasis Variable Frequency Drive (VFD) ...122
PENILAIAN AKHIR SEMESTER GENAP ...129
DAFTAR PUSTAKA ...137
GLOSARIUM ...139
viii TEKNIK INSTALASI
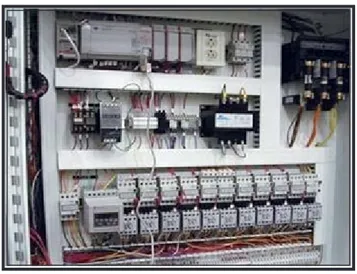
Gambar 1.1 Panel PLC Pada Industri ... 2
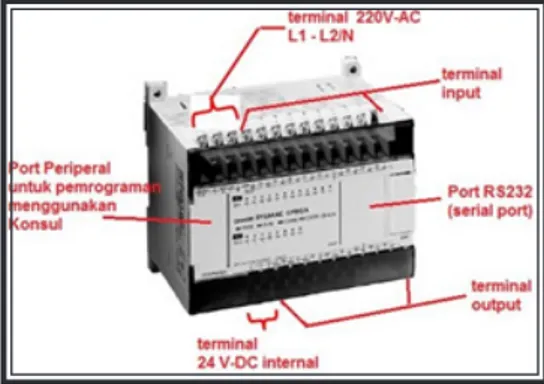
Gambar 1.2.Programmable Logic Control (PLC) ... 3
Gambar 1.3 Bagian-Bagian Pada PLC ... 7
Gambar 1.4. Konfigurasi Komponen-Komponen PLC ... 8
Gambar 1.5 Dick Morley ...15
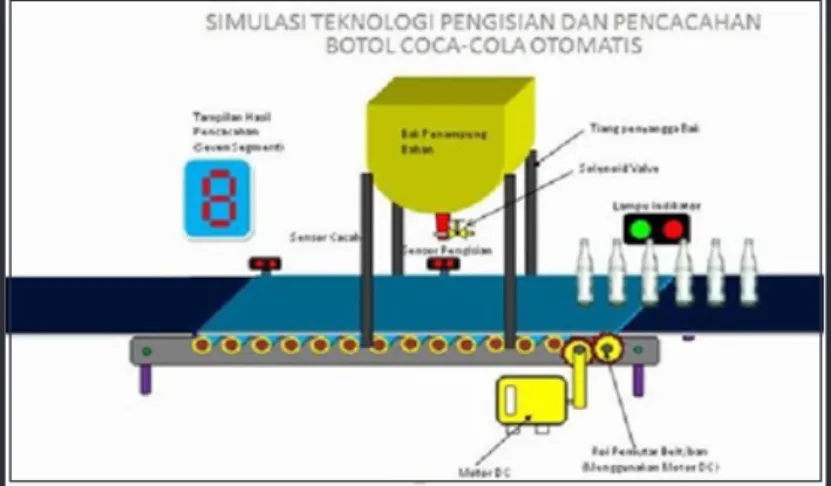
Gambar 2.1 Simulasi Teknologi PLC Pada Pengisian dan Pencacahan Botol Coca-Cola Otomatis ...20
Gambar 2.2 Integrasi komponen input, unit prosesor, dan output ...21
Gambar 2.3 Peletakan Terminal Input dan Output pada PLC Omron CPM2A ...21
Gambar 2.4 Peletakan Terminal Input dan Output pada PLC Omron CP1L-L ...22
Gambar 2.5 Susunan terminal Power supply dan terminal Input PLC Omron CPM2A-20 CDR ...22
Gambar 2.6 Power Supply Eksternal ...23
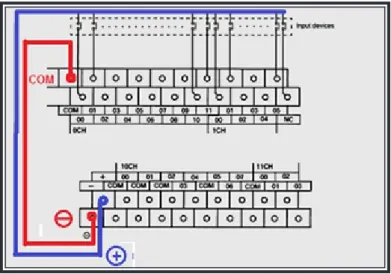
Gambar 2.7 Cara pengkabelan input device: (a) Power supply eksternal, (b) Power supply internal ...23
Gambar 2.8 Terminal Power Supply internal 24V-DC dan output PLC OMRON CPM2A ...24
Gambar 2.9 Pengkabelan pada sisi output PLC ...25
Gambar 2.10 Terminal Input-Output PLC Omron Tipe CP1L ...25
Gambar 2.11 LOAD (LD) ...27
Gambar 2.12 NOT...27
Gambar 2.13 AND ...27
Gambar 2.14 AND NOT ...28
Gambar 2.15 OR ...28
Gambar 2.16 OR NO ... 28
Gambar 2.17 OUT ...28
Gambar 2.18 OUT NOT ...29
Gambar 2.19 TIMER (TIM) ...29
Gambar 2.20 COUNTER (CNT) ...29
Gambar 2.21 COUNTER (CNT) ...30
Gambar 2.22 Ladder Diagram...31
Gambar 2.23 Diagram Ladder CPM2A ...32
Gambar 2.24 Diagram Ladder CP1L ...32
Gambar 2.25 Model Safety Crane ...33
Gambar 2.26 Ladder diagarm untuk safety crane ...35
Gambar 2.27 Mesin Industri dengan sistem Robot ...37
Gambar 3.1 Console Program PLC ...42
Gambar 3.2. Logo CX Programmer ...42
Gambar: 3.3 Console ...43
Gambar 3.4 Tombol Keyboard ...44
Gambar 3.5 Fungsi Tombol-Tolmbol Console ...45
Gambar 3.5 Fungsi Tombol-Tolmbol Console ...46
Gambar 3.6 Langkah Input Password ...46
Gambar 3.8 Tampilan Console Posisi MONITOR ...47
Gambar 3.9 Tampilan Console CLR ...47
Gambar 3.10 Tampilan Console CLR ...48
Gambar 3.11 Langkah Menghapus Memori ...48
Gambar 3.12 Setelah Memori Dihapus...48
Gambar 3.13 Memulai Program Baru ...48
Gambar 3.14 Tampilan Console CLR ...49
Gambar 3.15 Menghapus Memori...49
Gambar 3.16 Memori Telah Terhapus ...49
Gambar 3.17 Menghapus Sebagian Data ...49
Gambar 3.18 Menghapus Memori...49
Gambar 3.19 Langkah Penulisan Program Console ...51
Gambar 3.20 Mengaktifkan CX Programmer melalui Start ...52
Gambar 3.21 Icon CX Programmer pada Desktop ...52
Gambar 3.22 Bagian layar CX-Programmer V 9.1 ...53
Gambar 3.23 Membuat projek baru ...53
Gambar 3.24 Kotak dialog pemilihan tipe PLC ...54
Gambar 3.25 Penyetingan jenis PLC dan kabel komunikasi dari komputer ke PLC untuk PLC Type CP1L-L ...54
Gambar 3.26 Rangkaian Start-Stop dengan Pengunci ...54
Gambar 3.27 KEEP Instruction ...55
Gambar 3.28 Ladder diagram dengan instruksi KEEP ketika sudah jadi ...55
Gambar 3.29. Penulisan Instruksi Timer, 30 detik ...56
Gambar 3.30 Ladder diagram penggunaan Timer ...56
Gambar 3.31 Membuat kontak NC-Timmer seri dengan tombol STOP ...57
Gambar 3.32 Pengunci Dengan Stop Manual-Otomatis ...57
Gambar 3.33. Mengatur Counter ...58
Gambar 3.34. Ladder setelah counter terpasang ...58
Gambar 3.35 Ladder setelah tombol RESET terpasang ...58
Gambar 3.36 Program Counter lengkap ...59
Gambar 3.37 Ladder Up/Down Counter ...60
Gambar 3.38 Contoh penggunaan instruksi PULSE untuk membuat lampu berkedip 60 Gambar 3.39 Instruksi DIFU untuk aplikasi start-stop lampu dengan satu tombol. 61 Gambar 3.40. Edit Contact ...62
Gambar 3.41. Program Compar ...63
Gambar 3.42. Edit Contact ...64
Gambar 3.43 contoh penggunaan internal relay. ...65
Gambar 3.44 Membuat internal relay dengan addres 600 ...65
Gambar 3.45 Contoh penggunaan holding relay dan internal relay ...66
Gambar 3.46 Membuat tombol START ...67
Gambar 3.47 Hasil setelah START dan STOP dimasukkan ...67
Gambar 3.48 Membuat Coil K1 ...68
Gambar 3.49 Satu baris ladder (RUNG) ...68
Gambar 3.50. Membuat OR pada START ...69
Gambar 3.51 Diagram Ladder Pengunci Yang Sudah Jadi ...69
x TEKNIK INSTALASI
Gambar 3.53. Ladder diagram kendali pengasutan motor Star-delta 72
Gambar 3.54. Prinsip kerja pengasutan motor star-delta dengan PLC ...73
Gambar 3.55. Wiring PLC pengasutan motor star-delta ...74
Gambar 3.60. Wiring PLC pengasutan motor star-delta ...75
Gambar 3.56. Tampilan CX-Programmer Pertama dibuka ...76
Gambar 3.57. Membuat Dokument Baru ...76
Gambar 3.58. Dokumen Baru Dibuat ...77
Gambar 3.59. Keterangan Detail Tampilan CX-Programmer ...77
Gambar 4.1 2.2KW 3PH 380V VFD Inverter VFD Drive Variabel Frekuensi Drive ...88
Gambar 4.2 2.2 KW 3PH 380V VFD Inverter VFD Drive Variabel Frekuensi Drive ...90
Gambar 4.3 Rectifier ...91
Gambar 4.4 Prinsip Kerja Inverter ...91
Gambar 4.5 Variable voltage inverter (VVI) ...93
Gambar 4.6 Current source inverter (CSI) ...94
Gambar 4.7 PWM Drive ...94
Gambar 4.8 Insulated Gate Bipolar Transistor ... 95
Gambar 4.9 PWM Waveform ...95
Gambar 4.10 Prinsip Kerja VSD ...96
Gambar 4.11 Pengawatan Sistem Kontrol Manual ...97
Gambar 4.12 Pengawatan Sistem Kontrol Otomat ...97
Gambar 4.13 Simulasi pengisian air tangki water level otomatis ...98
Gambar 4.14 Komponen Simulasi pengisian air tangki water level otomatis ...98
Gambar 4.15 Ladder diagram Simulasi pengisian air tangki water level otomatis ..99
Gambar 4.16 Realisasi Hardwaring ...100
Gambar 5.1 Simulasi Inverter ...106
Gambar 5.2 Bentuk Gelombang Sinusoida Dan Timbulnya Medan Putar Pada Stator Motor Induksi ...108
Gambar 5.3 Konstruksi Stator Dengan Alur-alurnya ...111
Gambar 5.4 Rotor Sangkar Tupai ...113
Gambar 5.5. Rotor Lilit ...115
Gambar 5.6. Terminal Box ...115
Gambar 5.7. Torsi beban tetap...119
Gambar 5.8. Daya beban tetap ...119
Gambar 5.8. Beban torsi bervariasi ...120
Gambar 5.9. Tipikal efisiensi dari motor induksi standar 10 HP efisiensi vs. beban ...121
Gambar 5.10. Blok Diagram Inverter ...123
Gambar 5.11. Rangkaian pengukuran variabel speed drive ...124
Gambar 5.12. Rangkaian Pengukuran VSD dengan Motor ...124
Belajar Inverter Di Dunia Industri ...126
DAFTAR TABEL
Tabel 1.1 Merek dan Tipe PLC Allen Bradley ...10
Tabel 1.2 Merek dan Tipe PLC Siemens ...11
Tabel 1.3 Merek dan Tipe PLC Omron ...12
Tabel 1.4 Merek dan Tipe PLC Schneider ...13
Tabel 1.5 Merek dan Tipe PLC Mitsubishi ...14
Tabel 2.1 pengalamatan PLC Omron CPM2A ...32
Tabel 2.3 Pengalamatan ...34
Tabel 3.1. Pengalamatan Rangkaian Start-Stop dengan Pengunci (PLC Type CPM2A) 66 Tabel 3.2. Pengalamatan Rangkaian Start-Stop dengan Pengunci (PLC Type CP1L-L) 66 Tabel 3.3 Input/Output kendali star-delta ...70
Tabel 5.1. Tipe beban, aplikasi dan penghematan energi ...118
xii TEKNIK INSTALASI
Syukur Alhamdulillah kami panjatkan kehadirat Allah SWT atas rahmatnya dan hidayah-Nya sehingga penulis dapat menyelesaian buku ini.
Buku ini merupakan buku pelajaran Instalasi Motor Listrik yang diharapkan dapat menjadi panduan, memperkaya dan meningkatkan penguasaan pengetahuan dan keterampilan bagi peserta didik. Perlu diketahui, karena buku ini termasuk penting maka bagi pengguna perlu untuk memperhatikan beberapa hal berikut :
1. Lebih baik Anda membaca bagian tujuan pembelajaran lebih dahulu agar Anda dapat mengetahui tujuan mempelajari materi yang terdapat pada buku ini. 2. Diharapkan Anda dapat membaca dan mempelajari materi yang terdapat pada
buku ini dengan teliti, saksama dan dapat berdiskusi dengan teman Anda maupun guru mata pelajaran terkait.
3. Manfaatkan fitur yang terdapat pada bagian cakrawala dan jelajah internet yang sudah terdapat pada buku ini untuk menambah wawasan Anda.
4. Pada bagian akhir setiap materi yang terdapat pada buku ini ada uji kompeternsi yang dapat Anda gunakan sebagai tolak ukur kepahaman Anda terkait materi yang terdapat pada buku ini
Sebagai catatan tidak perlu Anda tergesa-gesa untuk mempelajari banyak materi pada buku ini. Cukup perlahan yang penting Anda dapat memahami setiap materi yang tertulis dalam buku ini. Di setiap akhir materi dan pada bab akhir buku terdapat penilaian harian dan latihan PAS yang dapat Anda gunakan untuk mengukur seberapa jauh kepahaman Anda terkait materi yang telah dipelajari. Pahami setiap materi yang ada dan silakan bertanya pada guru mata pelajaran terkait apabila ada materi yang kurang Anda pahami.
Buku ini terdapat bagian-bagian untuk memperkaya dan menguji pengetahuan dan keterampilanmu. Adapun bagian-bagian tersebut adalah:
Contoh Soal Terdapat beberapa contoh soal yang dapat digunakan sebagai tolak ukur kepahaman peserta didik terkait materi yang telah dipelajari
Praktikum Lembar acuan yang digunakan untuk melatih keterampilan peserta didik sesuai kompetensi keahlianya.
Jelajah Internet Fitur yang dapat digunakan peserta didik untuk menambah sumber belajar dan wawasan. Menampilkan link sumber belajar. Cakrawala Berisi tentang wawasan dan pengetahuan yang berkaitan
dengan ilmu yang sedang dipelajari.
Tugas Mandiri Kegiatan yang bertujan untuk melatih peserta didik dalam memahami suatu materi dan dikerjakan secara individu.
Rangkuman Berisi ringkasan pokok materi dalam satu bab.
Penilaian Harian Digunakan untuk mengetahui sejauh mana kompetensi yang sudah dicapai peserta didik setelah mempelajari satu bab. Penilaian Akhir
Semester Digunakan untuk mengevaluasi kompetensi peserta didik setelah mempelajari materi dalam satu semester. Refleksi Kegiatan yang dapat dilakukan oleh peserta didik maupun guru
di akhir kegiatan pembelajaran guna mengevaluasi kegiatan belajar mengajar.
Spesifikasi Sistem dan Komponen Programmable Logic Control (PLC)
INST
ALASI MO
TOR LISTRIK
Programmable Logic Control (PLC) Motor Listrik 1 Fasa dan
Motor Listrik 3 Fasa
Instalasi Kontrol Motor dengan Menggunakan Consule
dan CX-Programmer pada Programmable Logic Control
(PLC)
Variable Frequency Drive (VFD)
xiv TEKNIK INSTALASI
Instalasi motor-motor listrik merupakan salah satu mata pelajaran produktif pada kompetensi keahlian Teknik Instalasi Tenaga Listrik. Mata pelajaran tersebut dipelajari di kelas XI dan XII, dalam buku ini akan memuat materi kelas XII atau Jilid II yang terbagi dalam dua semester dan lima bab.
Pada semester gasal peserta didik akan mempelajari materi tentang Spesifikasi Sistem dan Komponen Programmable Logic Control (PLC), Programmable Logic Control (PLC) Motor 1 Fasa dan 3 Fasa, serta Instalasi Kontrol Motor Dengan Menggunakan Programmable Logic Control (PLC). Sedangkan, di semester genap akan mempelajari tentang Variable Frequency Drive (VFD),dan Instalasi Motor Listrik Berbasis Variable Frequency Drive (VFD).
Buku ini diharapkan dapat menjadi penunjang bagi peserta didik untuk belajar mengenai kompetensi keahlian sehingga peserta didik dapat mengambil manfaatnya untuk diterapkan di dunia industri maupun di dunia usaha.
TUJUAN PEMBELAJARAN
KATA KUNCI
I
PROGRAMMABLE LOGIC CONTROL (PLC)PETA KONSEP Setelah mempelajari Spesifikasi system dan komponen Programable Logic Control (PLC), peserta didik dapat, Menjelaskan pengertian Programmable Logic Control (PLC), Prinsip kerja Programable Logic Control (PLC), dan Menyebutkan bagian utama pada Programable Logic Control (PLC).
Pengetahuan Umum mengenai
Programmable Logic Control (PLC)
SPESIFIKASI SISTEM DAN KOMPONEN PROGRAMMABLE LOGIC CONTROL (PLC)
Fungsi dan Prinsip Kerja Programmable Logic Control (PLC) Spesifikasi Sistem dan Komponen Programmable Logic Control (PLC) Tipe-Tipe Programmable Logic Control (PLC)
PLC, Relay, Input, Output
2 TEKNIK INSTALASI
Kontrol kendali industri pada awalnya mengandalkan pada relay elektromekanik. Relay ini bekerja bedasarkan prinsip kemagnetan. Sistem kendali ini memiliki beberapa kelemahan, diantaranya: (1) membutuhkan ruang kontrol yang besar, (2) perawatannya susah, (3) pengembangan sistem tidak mudah, (4) butuh waktu yang lama untuk membangun, memelihara, memperbaiki dan mengembangkan sistem kendali dengan relay elektromekanik.
Perkembangan komponen mikroelektronik pada akhirnya mampu menghasilkan sistem yang dapat menggantikan fungsi puluhan bahkan ratusan relay elektromekanik hanya dengan satu keping chip mikrokontroller yang dapat diprogram.
Gambar 1.1 Panel PLC Pada Industri
A. PENGETAHUAN UMUM MENGENAI PROGRAMMABLE LOGIC CONTROL (PLC) PLC pada awalnya sebagai alat elektronik untuk mengganti panel relay. Pada saat itu PLC hanya bekerja untuk kondisi ON-OFF untuk pengendalian motor, solenoid, dan actuator. Alat ini mampu mengambil keputusan yang lebih baik dibandingkan relay biasa. PLC pertama-tama banyak digunakan pada bagian otomotif. Sebelum adanya PLC, sudah banyak peralatan kontrol sequence, ketika relay muncul, panel kontrol dengan relay menjadi kontrol sequence yang utama. Ketika transistor muncul, solidstate relay yang diterapkan seperti untuk kontrol dengan kecepatan tinggi.
Pada tahun 1978, penemuan chip mikroprosessor menaikkan kemampuan komputer untuk segala jenis sistem otomatisasi dengan harga yang terjangkau. Robotika, peralatan otomatis dan komputer dari berbagai tipe, termasuk PLC berkembang dengan pesat. Program PLC makin mudah untuk dimengerti oleh banyak orang.
Pada awal tahun 1980 PLC makin banyak digunakan. Beberapa perusahaan elektronik dan komputer membuat PLC dalam volume yang besar. Meskipun industri peralatan mesin CNC telah digunakan beberapa waktu yang lalu, PLC tetap digunakan. PLC juga digunakan untuk sistem otomatisasi building dan juga security control system. Sekarang sistem kontrol sudah meluas hingga keseluruh pabrik dan sistem kontrol total dikombinasikan dengan control feedback, pemrosesan data, dan sistem monitor terpusat. Saat ini PLC sudah menjadi alat yang cerdas, yang merupakan kebutuhan utama di industri modern. PLC modern juga sebagai alat yang dapat mengakuasi data dan menyimpanan.
Gambar 1.2.Programmable Logic Control (PLC)
Sumber: PROGRAMMABLE LOGIC CONTROLLER (PLC) Disampaikan dalam PelatihanMekatronika Bagi Guru-guru SMK di Daerah Istimewa Yogyakarta oleh Yuwono Indro Hatmojo, S.Pd., M.Eng
PLC sebenarnya adalah suatu sistem elektronika digital yang dirancang agar dapat mengendalikan mesin dengan proses mengimplementasikan fungsi nalar kendali sekuensial, operasi pewaktuan (timing), pencacahan (counting),
4 TEKNIK INSTALASI
dan aritmatika. PLC tidak lain adalah komputer digital sehingga mempunyai processor, unit memori, unit kontrol, dan unit I/O, PLC berbeda dengan komputer dalam beberapa hal, yaitu, PLC dirancang untuk berada di lingkungan industri yang mungkin banyak debu, panas, guncangan, dan sebagainya. PLC harus dapat dioperasikan serta dirawat dengan mudah oleh teknisi pabrik. PLC sebagian besar tidak dilengkapi dengan monitor, tetapi dilengkapi dengan peripheral port yang berfungsi untuk memasukkan program sekaligus memonitor data atau program. Sebagian besar PLC dapat melakukan operasi sebagai berikut.
1. Relay Logic 2. Penguncian (Locking ) 3. Pencacahan (Counting) 4. Penambahan 5. Pengurangan 6. Pewaktuan (Timing) 7. Kendali PI 8. Operasi BCD 9. Manipulasi Data 10. Pembandingan 11. Pergeseran
Kehandalan PLC (Programmable Logic Controller) adalah sebagai berikut. 1. Flexibility
Pada awalnya, setiap mesin produksi yang dikendalikan secara elektronik memerlukan masing-masing kendali, misalnya 12 mesin memerlukan 12 kontroler. Sekarang dengan menggunakan satu model dari PLC dapat mengendalikan salah satu dari 12 mesin tersebut. Tiap mesin dikendalikan dengan masing-masing program sendiri.
2. Perubahan implementasi dan koreksi error
Dengan menggunakan tipe relay yang terhubung pada panel, perubahan program akan memerlukan waktu untuk menghubungkan kembali panel dan peralatan. Sedangkan dengan menggunakan PLC untuk melakukan perubahan program, tidak memerlukan waktu yang lama yaitu dengan cara mengubahnya pada sebuah software. Dan jika kesalahan program terjadi maka, kesalahan dapat langsung dideteksi keberadaannya dengan memonitor secara langsung. Cara memperbaikinya sangat mudah, hanya dengan mengubah diagram laddernya.
3. Harga yang rendah
PLC lebih sederhana dalam bentuk, ukuran, dan peralatan lain yang mendukungnya, sehingga harga lebih terjangkau. Saat ini PLC dapat dibeli berikut timer, counter, dan input analog dalam satu kemasan CPU. PLC mudah di dapat dan kini sudah banyak beredar di pasaran dengan bermacam-macam merk dan tipe.
4. Jumlah kontak yang banyak
PLC memiliki jumlah kontak yang banyak untuk tiap koil yang tersedia. Misal, panel yang menghubungkan relay mempunyai 5 kontak dan semua digunakan. Sementara pada perubahan desain diperlukan 4 kontak lagi
yang berarti diperlukan penambahan satu buah relay lagi. Ini berarti memerlukan waktu untuk menginstalasinya. Dengan menggunakan PLC, hanya diperlukan pengetikan untuk membuat 4 buah kontak lagi. Ratusan kontak dapat digunakan dari satu buah relay, jika memori pada komputer masih memungkinkan.
5. Memonitor hasil
Rangkaian program PLC dapat dicoba dahulu, ditest, diteliti dan dimodifikasi pada kantor atau laboratorium, sehingga efisiensi waktu dapat dicapai. Untuk menguji program PLC tidak harus diinstalasikan dahulu ke alat yang hendak dijalankan, tetapi dapat dilihat langsung pada CPU PLC atau dilihat pada software pendukungnya.
6. Observasi visual
Operasi dari rangkaian PLC dapat dilihat selama dioperasikan secara langsung melalui layar CRT. Jika ada kesalahan operasi maupun kesalahan yang lain dapat langsung diketahui. Jalur logika akan menyala pada layar sehingga perbaikan dapat lebih cepat dilakukan melalui observasi visual. Bahkan beberapa PLC dapat memberikan pesan jika terjadi kesalahan.
7. Kecepatan operasi
Kecepatan operasi dari PLC melebihi kecepatan operasi daripada relay pada saat bekerja yaitu dalam beberapa mikro detik. Sehingga dapat menentukan kecepatan output dari alat yang digunakan.
8. Metode bolean atau ladder
Program PLC dapat dilakukan dengan diagram ladder oleh para teknisi atau juga menggunakan sistem bolean atau digital bagi para pemrogram PLC agar lebih mudah dan dapat disimulasikan pada software pendukungnya. 9. Reliability
Peralatan solid state umumnya lebih tahan dibandingkan dengan relay atau timer mekanik. PLC mampu bekerja pada kondisi lingkungan yang berat, misalnya goncangan, debu, suhu yang tinggi, dan sebagainya.
10. Penyederhanaan pemesanan komponen
PLC adalah satu peralatan dengan satu waktu pengiriman. Jika satu PLC tiba, maka semua relay, counter dan komponen lainnya juga tiba. Jika mendesain panel relay sebanyak 10 relay, maka diperlukan 10 penyalur yang berbeda pula waktu pengirimannya, sehingga jika lupa memesan satu relay akan berakibat tertundanya pengerjaan suatu panel.
11. Dokumentasi
Mencetak rangkaian PLC dapat dilakukan segera secara nyata sebagian atau keseluruhan rangkaian tanpa perlu melihat pada blueprint yang belum tentu up to date, dan juga tidak perlu memeriksa jalur kabel dengan rangkaian. 12. Keamanan
Program PLC tidak dapat diubah oleh sembarang orang dan dapat dibuatkan password. Sedangkan panel relay biasa memungkinkan terjadinya perubahan yang sulit untuk dideteksi.
13. Memudahkan perubahan dengan pemrograman ulang.
PLC dapat dengan cepat diprogram ulang, hal ini memungkinkan untuk mencampur proses, sementara produksi lainnya sedang berjalan.
6 TEKNIK INSTALASI
B. FUNGSI DAN PRINSIP KERJA PROGRAMMABLE LOGIC CONTROLLERS (PLC)
Programmable Logic Controllers (PLC) adalah komputer elektronik yang mudah digunakan (user friendly) yang memiliki fungsi kendali untuk berbagai tipe dan tingkat kesulitan yang beraneka ragam. Definisi Programmable Logic Controller menurut Capiel (1982) adalah, sistem elektronik yang beroperasi secara digital dan didisain untuk pemakaian di lingkungan industri, di mana sistem ini menggunakan memori yang dapat diprogram untuk penyimpanan secara internal. Instruksi-instruksi yang mengimple-mentasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog. Berdasarkan namanya konsep PLC adalah sebagai berikut.
1. Programmable, menunjukkan kemampuan dalam hal memori untuk menyimpan program yang telah dibuat sehingga mudah diubah-ubah fungsi atau kegunaannya.
2. Logic, menunjukkan kemampuan dalam memproses input secara aritmatik dan logic (ALU), yaitu, melakukan operasi membandingkan, menjumlahkan, mengalikan, membagi, mengurangi, negasi, AND, OR, dan lain sebagainya. 3. Controller, menunjukkan kemampuan dalam mengontrol dan mengatur proses
sehingga menghasilkan output yang diinginkan.
PLC ini dirancang untuk menggantikan suatu rangkaian relaysequensial dalam suatu sistem kontrol. Selain dapat diprogram, alat ini juga dapat dikendalikan, dan dioperasikan oleh orang yang tidak memiliki pengetahuan dibidang pengoperasian komputer secara khusus. PLC ini memiliki bahasa pemrograman yang mudah dipahami dan dapat dioperasikan bila program yang telah dibuat dengan menggunakan software yang sesuai dengan jenis PLC yang digunakan sudah dimasukkan.
Fungsi dan kegunaan PLC sangat luas. Dalam prakteknya PLC dapat dibagi secara umum dan secara khusus. Secara umum fungsi PLC adalah sebagai berikut. 1. Monitoring Plant
PLC secara terus menerus memonitor status suatu sistem (misalnya temperatur, tekanan, tingkat ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang dikontrol (misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut pada operator.
2. Shutdown System
Prinsip kerja sebuah PLC adalah menerima sinyal masukan proses yang dikendalikan lalu melakukan serangkaian instruksi logika terhadap sinyal masukan tersebut sesuai dengan program yang tersimpan dalam memori lalu menghasilkan sinyal keluaran untuk mengendalikan aktuator atau peralatan lainnya.
Prinsip kerja Programmable Logic Controllers (PLC)
PLC merupakan peralatan elektronik yang dibangun dari mikroprosesor untuk memonitor keadaan dari peralatan input untuk kemudian di analisa sesuai dengan kebutuhan perencana (programmer) untuk mengontrol keadaan output. Sinyal input diberikan kedalam input card.
Gambar 1.3 Bagian-Bagian Pada PLC
Sumber: PROGRAMMABLE LOGIC CONTROLLER (PLC) Disampaikan dalam PelatihanMekatronika Bagi Guru-guru SMK di Daerah Istimewa Yogyakarta oleh Yuwono Indro Hatmojo, S.Pd., M.Eng
Ada 2 jenis input card, yaitu sebagai berikut. 1. Analog input card
2. Digital input card
Setiap input mempunyai alamat tertentu sehingga untuk mendeteksinya mikroprosesor memanggil berdasarkan alamatnya. Banyaknya input yang dapat diproses tergantung jenis PLC-nya. Sinyal output dikeluarkan PLC sesuai dengan program yang dibuat oleh pemakai berdasarkan analisa keadaan input.
Ada 2 jenis outputcard, yaitu sebagai berikut. 1. Analog output card
2. Digital output card
Setiap ouputcard mempunyai alamat tertentu dan diproses oleh mikroprosesor menurut alamatnya. Banyaknya output tergantung jenis PLC-nya. Pada PLC juga dipersiapkan internalinput dan output untuk proses dalam PLC sesuai dengan kebutuhan program. Di mana internalinput dan output ini hanya sebagai flag dalam proses.
Di dalam PLC juga dipersiapkan timer yang dapat dibuat dalam konfigurasi on delai, off delai, on timer, off timer dan lain-lain sesuai dengan programnya. Untuk memproses timer tersebut, PLC memanggil berdasarkan alamatnya. C. SPESIFIKASI SISTEM DAN KOMPONEN PROGRAMMABLE LOGIC CONTROL (PLC)
Untuk melaksanakan sebagai kontrol system, PLC ini didukung oleh perangkat lunak yang merupakan bagian penting dari PLC. Program PLC biasanya terdiri dari 2 jenis yaitu, ladder diagram dan instruksi dasar diagram, setiap PLC mempunyai perbedaan dalam penulisan program.
1. Komponen Penyusun PLC
Pada umumnya, teradapat 5 (lima) komponen utama yang menyusun suatu PLC. Semua komponen tersebut harus ada untuk dapat menjalankan suatu PLC secara normal.
8 TEKNIK INSTALASI Gambar 1.4. Konfigurasi Komponen-Komponen PLC
Sumber: PROGRAMMABLE LOGIC CONTROLLER (PLC) Disampaikan dalam PelatihanMekatronika Bagi Guru-guru SMK di Daerah Istimewa Yogyakarta oleh Yuwono Indro Hatmojo, S.Pd., M.Eng
Komponen-komponen utama dari suatu PLC adalah sebagai berikut ini. a. Unit CPU (Central Processing Unit)
CPU berfungsi untuk mengontrol dan mengawasi semua pengoperasian dalam PLC, melaksanakan program yang disimpan didalam memori. Selain itu CPU juga memproses dan menghitung waktu memonitor waktu pelaksanaan perangkat lunak dan menterjemahkan program perantara yang berisi logika dan waktu yang dibutuhkan untuk komunikasi data dengan pemrogram. CPU merupakan bagian yang berfungsi sebagai otak bagi sistem. CPU berisi mikroprosesor yang menginterpretasikan sinyal-sinyal input dan melaksana-kan tindakan-tindakan pengontrolan sesuai dengan program yang telah tersimpan, lalu mengkomunikasikan keputusan-keputusan yang diambilnya sebagai sinyal kontrol ke output interface. Scan dari program umumnya memakan waktu 70 ms, tetapi hal itu tergantung dari panjang pendek program serta tingkat kerumitannya. b. Unit Memori
Memori didalam PLC digunakan untuk menyimpan data dan program. Secara fisik, memori ini berupa chip dan untuk pengaman dipasang baterai back-up pada PLC. Unit memori ini sendiri dapat dibedakan atas 2 jenis, yaitu sebagai berikut.
1) Volatile Memory, adalah suatu memori yang apabila sumber tegangannya dilepas maka data yang tersimpan akan hilang. Karena itu memori jenis ini bukanlah media penyimpanan permanen. Untuk penyimpanan data dan program dalam jangka waktu yang lebih lama maka, memori ini harus mendapat daya terus-menerus, hal ini biasanya dilakukan dengan menggunakan baterai. Ada beberapa jenis memori volatil yaitu RAM (Random Access Memory), SRAM (Static RAM), dan DRAM (Dynamics RAM).
2) Non-Volatile Memory, merupakan kebalikan Volatile Memory yaitu suatu memori yang meski sumber tegangan dilepas data yang tersimpan tidak akan hilang. Salah satu jenis memori ini adalah ROM (Read Only Memory). Memori jenis ini hanya dapat dibaca saja dan tidak dapat di tambah ataupun diubah. Isi dari ROM berasal dari pabrik pembuatnya yang berupa sistem operasi dan terdiri dari program-program pokok yang diperlukan oleh sistem PLC. Untuk mengubah isi dari Rom maka, diperlukan memori jenis EPROM (Erasable Programmable ROM) yang dapat dihapus dengan mengekspos chip pada cahaya ultra violet pekat.
Memori yang terdapat dalam PLC berfungsi untuk menyimpan program dan memberikan lokasi-lokasi di mana hasil-hasil perhitungan dapat disimpan didalamnya. PLC menggunakan peralatan memori semi konduktor seperti RAM (Random Acces Memory), ROM (Read Only Memory), dan PROM (Programmable Read Only Memory). RAM mempunyai waktu akses yang cepat dan program-program yang terdapat di dalamnya dapat deprogram ulang sesuai dengan keinginan pemakainya. RAM disebut juga sebagai volatile memori, maksudnya program program yang terdapat mudah hilang jika supply listrik padam.
Dengan demikian untuk mengatasi supply listrik yang padam tersebut maka, diberi supply cadangan daya listrik berupa baterai yang disimpan pada RAM. Seringkali CMOS RAM dipilih untuk pemakaian power yang rendah. Baterai ini mempunyai jangka waktu kira-kira lima tahun setelah itu harus diganti.
c. Unit Power Supply
Unit power supply atau unit catu daya diperlukan untuk mengkonversi tegangan masukan AC (220Volt ~ 50Hz) atau DC (24Volt) sumber menjadi tegangan rendah DC 5 Volt yang dibutuhkan oleh prosesor dan rangkaian-rangkaian dalam input/output interface. Kegagalan dalam pemenuhan tegangan oleh power supply dapat menyebabkan kegagalan operasi PLC. Untuk itu diperlukan adanya baterai cadangan dengan tujuan agar pada saat voltage dropping, data yang ada pada memori tidak hilang. d. Unit Programmer
Komponen programmer merupakan alat yang digunakan untuk berkomunikasi dengan PLC. Programmer mempunyai beberapa fungsi, yaitu, RUN, untuk mengendalikan suatu proses saat program dalam keadaan aktif. OFF, untuk mematikan PLC sehingga program dibuat tidak dapat dijalankan. MONITOR, untuk mengetahui keadaan suatu proses yang terjadi dalam PLC. PROGRAM, menyatakan suatu keadaan di mana programmer/monitor digunakan untuk membuat suatu program.
e. Unit Input/Output
Unit input/output menyediakan antarmuka yang menghubungkan sistem dengan dunia luar, memungkinkan dibuatnya sambungan-sambungan/ koneksi antara perangkat-perangkat input, semisal sensor, dengan perangkat output, semisal motor dan selenoida, melalui kanal-kanal
10 TEKNIK INSTALASI
dimasukkan dari panel program. Setiap titik input/output memiliki sebuah alamat unik yang dapat digunakan oleh CPU.
D. TIPE-TIPE PROGRAMMABLE LOGIC CONTROL (PLC) MEREK DAN TIPE PLC
Saat ini banyak merek serta tipe PLC yang dipakai di industri. Masing masing PLC memiliki kelebihan dan kekurangan tersendiri. Tinggal pilih saja bedasarkan kebutuhan serta tebal kantong anda.
Berikut tabel beberapa merek serta tipe PLC yang banyak dipakai di industri. 1. Allen Bradley
Tabel 1.1 Merek dan Tipe PLC Allen Bradley
Jenis Tipe PLC Gambar
Logix-5 Family PLC-5
Logix-500
Family SLC-500
Micrologix
Logix-5000
Family Control Logix
Compact Logix
Flex Logix
Sumber:
https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/
2. Siemens
Tabel 1.2 Merek dan Tipe PLC Siemens
Jenis Tipe PLC Gambar
Micro PLC S7-200 S7-1200 Modular PLC S5-115U S7-300 S7-400 Sumber: https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/
12 TEKNIK INSTALASI
3. Omron
Tabel 1.3 Merek dan Tipe PLC Omron
Jenis Tipe PLC Gambar
Micro PLC CPM1A CP1E Basic PLC CJ1M CQM1H Modular CJ1H/CJ1G Sumber: https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/
4. Schneider
Tabel 1.4 Merek dan Tipe PLC Schneider
Jenis Tipe PLC Gambar
Micro PLC Modicon M340
Machine Control PLC Modicon Premium
Process Control PLC Modicon Quantum
Programmable
Controller Twido
Smart Relay Zelio
Sumber:
https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/
14 TEKNIK INSTALASI
5. Mitsubishi
Tabel 1.5 Merek dan Tipe PLC Mitsubishi
Jenis Tipe PLC Gambar
Compact PLC MELSEC FX3UC
Sumber:
https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/
Selain merek dan tipe PLC yang telah disebutkan di atas, masih banyak lahir merek dan tipe PLC lainnya seperti GE Fanuc, NAIS, dsb.
CONTOH SOAL
1. Di industri banyak menggunakan mesin-mesin produksi untuk menunjang kualitas produk yang akan dihasilkan. Dengan perkembangan teknoloogi industri yang awalnya menggunakan kontrol kerja mesin produksi dengan menggunakan sistem manual beralih ke sistem otomatis, salah satunya dengan menggunakan PLC. Jelaskan keuntungan penggunaan Programable Logic Control (PLC) pada mesin produksi di industri!
2. Pembahasan:
Keuntungan penggunaan Programable Logic Control (PLC) pada mesin produksi di industri adalah sebagai berikut.
Flexibility, Perubahan implementasi dan koreksi error, harga yang rendah, jumlah kontak yang banyak, memonitor hasil, observasi visual, kecepatan operasi, metode bolean atau ladder, reliability, penyederhanaan pemesanan komponen, dokumentasi, keamanan, memudahkan perubahan dengan pemrograman ulang.
Penemu Programmable Logic Control (PLC)
Gambar 1.5 Dick Morley
Sumber: https://isaautomation.isa.org/morleyscholarship/
Pada tahun 1968, GM Hydramatic (Divisi Transmisi Otomatis) mengeluarkan permintaan proposal untuk penggantian elektronik untuk sistem relai berkabel yang didasarkan pada kertas putih yang ditulis oleh insinyur Edward R. Clark. Usulan yang menang datang dari Bedford Associates of Bedford, Massachusetts. PLC pertama, menunjuk 084 karena itu adalah proyek Eighty-Four
Bedford Associates, adalah hasilnya. Bedford Associates memulai perusahaan baru yang didedikasikan untuk mengembangkan, membuat, menjual, dan melayani produk baru ini. Sementara Modicon, yang berdiri untuk pengontrol digital modular. Salah satu orang yang mengerjakan proyek itu adalah Dick Morley, yang dianggap sebagai "bapak" dari PLC.
Merek Modicon dijual pada tahun 1977 ke Gould Electronics, kemudian diakuisisi oleh Perusahaan Jerman AEG, dan kemudian French Schneider Electric, sebagai
16 TEKNIK INSTALASI
Untuk menambah wawasan lebih jauh mengenai Spesifikasi Sistem Dan Komponen Programmable Logic Control (PLC) kalian juga dapat mempelajari secara mandiri dengan menggunakan internet. Salah satu website yang dapat kalian kunjungi untuk menambah informasi tentang Spesifikasi Sistem Dan Komponen Programmable Logic Control (PLC) adalah sebagai berikut ini.
https://www.youtube.com/watch?v=yqlkj6Mog9g,
1. PLC adalah suatu sistem elektronika digital yang dirancang agar dapat mengendalikan mesin dengan proses mengimplementasikan fungsi nalar kendali sekuensial,operasi pewaktuan (timing), pencacahan (counting), dan aritmatika. PLC tidak lain adalah komputer digital sehingga mempunyai processor, unit memori, unit kontrol, dan unit I/O.
2. Prinsip kerja sebuah PLC adalah menerima sinyal masukan proses yang dikendalikan lalu melakukan serangkaian instruksi logika terhadap sinyal masukan tersebut sesuai dengan program yang tersimpan dalam memori lalu menghasilkan sinyal keluaran untuk mengendalikan aktuator atau peralatan lainnya.
3. Keuntungan PLC yaitu, flexibility, perubahan implementasi dan koreksi error, harga yang rendah, jumlah kontak yang banyak, memonitor hasil, observasi visual, kecepatan operasi, metode bolean atau ladder, reliability, penyederhanaan pemesanan komponen, dokumentasi, keamanan, memudahkan perubahan dengan pemrograman ulang.
TUGAS MANDIRI Buat kelompok pada tugas ini, setiap kelompok terdiri dari 2 orang siswa.
1. Cari tipe-tipe PLC yang sering dipakai pada pemprograman kendali mesin produksi di indutri!
2. Buat table input dan output pada PLC untuk tipe 10 I/O dan 20 I/O CPM1A! 3. Tuliskan Nameplate PLC untuk tipe 10 I/O dan 20 I/O CPM1A!
4. Bandingkan PLC Tipe CPM1A untuk tipe 10 I/O dan 20 I/O!
5. Apa keuntungan penggunaan PLC dibanding kontrol kendali manual
PENILAIAN AKHIR BAB Kerjakanlah soal-soal di bawah ini dengan baik dan benar !
1. Apa pengertian programmable logic controlerr?
2. Sebutkan kelebihan penggunaan PLC pada rangkaian kontrol kendali motor listrik bila di bandingkan dengan rangkaian kontrol kendali manual!
3. Sebutkan bagian bagian utama dari programmable logic controlerr! 4. Jelaskan fungsi unit memory pada programmable logic controlerr!
5. Type programmable logic controlerr apa saja yang sering digunakan pada industri?
18 TEKNIK INSTALASI
Pada bab ini aku telah mempelajari tentang, pengertian pengetahuan umum mengenai Programmable Logic Control (PLC), Fungsi dan prinsip kerja Programmable Logic Control (PLC), tipe-tipe Programmable Logic Control (PLC). Materi yang telah aku pahami maupun yang belum aku pahami, aku akan beri tanda centang pada kolom di bawah ini. Aku juga akan bertanya bapak atau ibu guru jika ada materi yang belum aku pahami.
No. Pernyataan Pemahaman
Paham Tidak Paham
1. Pengertian PLC 2. Prinsip kerja PLC 3. Fungsi PLC 4. Tipe-tipe PLC
Setelah mempelajari Programable Logic Control (PLC) Motor Listrik 1 Fasa dan Motor Listrik 3 Fasa, peserta didik dapat, menerapkan Prosedur Kerja Komponen Programmable Logic Control (PLC), membuat pemrograman dengan Programmable Logic Control (PLC) untuk Motor Listrik 1 Fasa, dan membuat pemrograman dengan Programmable Logic Control (PLC) untuk Motor Listrik 3 Fasa.
TUJUAN PEMBELAJARAN
Pemrograman, motor listrik 1 fasa, motor listrik 3 fasa.
KATA KUNCI
II
DAN MOTOR LISTRIK 3 FASAPETA KONSEP Menerapkan Prosedur Kerja Komponen Programmable Logic Control (PLC)
Programable Logic Control (PLC) Motor Listrik 1 Fasa dan Motor Listrik 3 Fasa
Membuat Pemrograman dengan
Programmable Logic Control (PLC) untuk Motor Listrik 1 Fasa
Membuat Pemrograman dengan Programmable
Logic Control (PLC) untuk Motor Listrik 3
Fasa
BAB II PROGRAMMABLE LOGIC CONTROL (PLC) MOTOR LISTRIK 1 FASA DAN MOTOR LISTRIK 3 FASA
20 TEKNIK INSTALASI
Untuk mengendalikan mesin-mesin di industri yang semakin komplek maka, perlu dibuat system rangkaian kendali yang mudah dibuat dan mempunyai fungsi sesuai dengan kerja mesin produksi pada industri tersebut. PLC adalah salah satu alat yang tepat digunakan untuk pengontrolan mesin industri. Karena industri memiliki beberapa kelebihan dibanding alat control relay elektromagnetik. Contoh pengendalian pada mesin motor listrik 1 fasa dan motor listrik 3 fasa yang sering digunakan pada industri diantaranya, system konveor, lift, dan mesin produksi yang lain. Ini lebih efektif bila kita gunakan PLC dibanding relay elektromagnetik.
Gambar 2.1 Simulasi Teknologi PLC Pada Pengisian dan Pencacahan Botol Coca-Cola Otomatis
Sumber: https://cresta13110701unikom.wordpress.com/2011/01/14/perkembangan-teknologi-di-industri-coca-cola-indonesia/
A. PROSEDUR KERJA KOMPONEN PROGRAMMABLE LOGIC CONTROL (PLC)
Komponen utama PLC adalah: (1) Input, (2) CPU (Central Processing Unit), dan (3) Output. Input pada PLC bisa berupa alat untuk mengoperasikan sistem (saklar, tombol) dan sensor. Output pada PLC adalah sistem yang dikontrol, bisa berupa aktuator (motor, kontaktor), motor listrik 1 fasa dan sebagainya.
Gambar 2.2 Integrasi komponen input, unit prosesor, dan output
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Penempatan terminal input dan terminal output pada PLC merk apapun selalu terpisah jauh (berseberangan). Hal ini dimaksudkan untuk mempermudah merangkai dan memperkecil terjadinya kesalahan merangkai. Contoh jika terminal input diletakkan di bagian atas PLC, maka terminal output diletakkan di bagian bawah PLC tersebut. Ada juga merk PLC yang input outputnya terpisah, yakni ditempatkan pada modul tambahan khusus input dan modul tambahan yang lain untuk output.
Gambar 2.3 Peletakan Terminal Input dan Output pada PLC Omron CPM2A Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Pada semua jenis PLC terminal input berada di atas, sedangkan terminal output berada di bagian bawah (Gambar 1.3 dan 1.4). Pemisahan letak terminal ini bertujuan untuk memudahkan pengguna dalam merangkai dan menganalisis
22 TEKNIK INSTALASI Gambar 2.4 Peletakan Terminal Input dan Output pada PLC Omron CP1L-L
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
1. Rangkaian Input
PLC OMRON CPM2A-20CDR-A memiliki terminal input sebanyak 12 buah, yaitu, input 00.00 s.d input 00.11 (chanal 0)
Gambar 2.5 Susunan terminal Power supply dan terminal Input PLC Omron CPM2A-20 CDR Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Perhatikan! Identifikasi (temukan) letak terminal-terminal berikut ini pada panel PLC!
a. Letak terminal input 00, 01, ..., 11 b. Letak terminal COM UNTUK INPUT
c. LED-INPUT yang menyala jika terminal input diberi tegangan 24 Volt yang bertegangan 220 V-AC (lihat gambar 2.1)
Input Device adalah komponen kendali yang dihubungkan ke terminal input PLC. Contoh Input Device antara lain, tombol push buton, limit switch, sensor, encoder dll. Input Device berguna untuk mengoperasikan sistem kendali (PLC) yang akan dibuat.
Cara pengkabelan Input Device:
a. Kabel negatif 24 V-DC dihubungkan ke terminal Com-input
b. Terminal positif power supply 24 Volt dihubungkan ke salah satu kaki pertama Input Device
c. Terminal Input 00, 01 ... 11 dihubungkan ka kaki kedua Input Device (lihat gambar 2.2)
Catatan
Bahwa supply power 24 Volt bisa menggunakan power supply eksternal, yakni power supply luar PLC, tetapi bisa juga menggunakan power internal supply yang sudah tersedia di dalam PLC.
Polaritas power supply tidak terlalu fatal, boleh dibolak-balik. Namun tetap disarankan selalu menghubungkan COM ke terminal negatif.
a. Power supply eksternal
Gambar 2.6 Power Supply Eksternal
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
b. Power Szupply internal
Gambar 2.7 Cara pengkabelan input device: (a) Power supply eksternal, (b) Power supply internal Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
24 TEKNIK INSTALASI
2. Rangkaian Output
Gambar 2.8 Terminal Power Supply internal 24V-DC dan output PLC OMRON CPM2A Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
PLC OMRON CPM2A-20CDR-A memiliki terminal output sebanyak 8 buah,pada chanal 10, dengan 4 buah terminal COM yaitu sebagai berikut.
Perhatikan! Identifikasi (temukan) letak terminal berikut ini pada panel PLC !
a. Letak terminal output 00, 01, .. 07, dengan terminal COM masing-masing. b. Letak terminal internal power supply +24 Volt, dan terminal (-).
c. Letak terminal internal power supply -24 Volt, dan terminal (-) berdekatan dengan terminal output 10.00 dan com.
d. Jangan sampai terjadi hubung-singkat, terutama jika output terhubung langsung dengan tegangan 220!
Cara Pengkabelan Output Device: Bayangkan bahwa PLC adalah skakelar untuk melayani beban
a. Kabel Fasa sumber 220 V-AC dihubungkan ke terminal COM output PLC. b. Kabel Netral dari sumber 220 V-AC dihubungkan ke beban.
c. Dari beban dihubungkan ke salah satu terminal output (00, 01, ..., 07), lihat gambar 2.4.
a. Output 00 COM
b. Output 01 COM
c. Output 02 dan 03 COM
Gambar 2.9 Pengkabelan pada sisi output PLC
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Catat bahwa:
a. Output 10.00 memiliki COM sendiri b. Output 10.01 memiliki COM sendiri
c. Output 10.02 dan 10.03 memiliki COM bersama Output 10.04, 05, 06 dan 07 memiliki COM bersama
Awas!
Jangan memasang beban (Device Output) lebih dari 2 Amper.
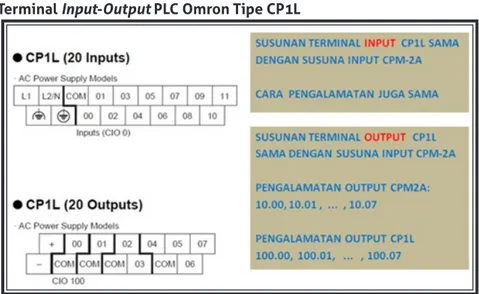
Jika beban yang dikontrol lebih dari 2 Amper, gunakan relay atau kontaktor Terminal Input-Output PLC Omron Tipe CP1L
Gambar 2.10 Terminal Input-Output PLC Omron Tipe CP1L Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas
26 TEKNIK INSTALASI
Tabel 2.1 Perbedaan Pengalamatan Input Dan Input PLC Omron CP2M dan CP1L
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
B. PEMROGRAMAN DENGAN PROGRAMMABLE LOGIC CONTROL (PLC) UNTUK MOTOR 1 FASA
Kontrol program adalah komponen utama dalam sistem yang bekerja secara otomatis. Kontrol program harus didesain secara sistematis, terstruktur dengan baik dan harus terdokumentasi agar bebas dari kesalahan, pemeliharaan mudah dan efektif dalam biaya. Untuk memprogram PLC dapat digunakan prosedur berikut untuk menyelesaikan permasalahan mengenai kontrol.
Langkah 1: Identifikasi masalah
Definisi permasalahan harus menjabarkan problema kontrol secara tepat dalam bentuk yang detail. Informasi yang diperlukan yaitu skema posisi, skema sekuensial dan tabel kebenaran yang menerangkan hubungan antara masukan dan keluaran dan juga berguna untuk tes terhadap resiko pada saat instalasi. Langkah 2: Allocation List
Allocation list berisi kondisi-kondisi program termasuk identifier atau alamat yang dipakai oleh keluaran atau masukan.
Langkah 3: Pembuatan program
Terdapat 4 cara/bahasa untuk membuat program, yaitu dengan menggunakan ladder diagram (LD), function block diagram (FBD), structure text (ST atau intruction/ statement list (SL).
Pembuatan program PLC secara umum merupakan gabungan dari logika-logika sederhana diantaranya adalah logika-logika AND, logika-logika OR maupun Inversenya serta pengunci. Logika AND merupakan instruksi yang harus selalu didahului sekurang-kurangnya satu kontak yang lain. Pada ladder diagram logika AND dapat dijelaskan sebagai kontak NO (Normally Open) dalam rangkaian seri dengan kontak-konta sebelumnya. Instruksi AND memungkinkan banyaknya masukan dari sinyal-sinyal kondisi. Bila semua sinyal kondisi bernilai benar (“1”/“true”) maka baris program tersebut akan dijalankan dan selain itu tidak dijalankan.
Logika OR dapat dijelaskan sebagai kontak NO (Normally Open) tunggal yang dihubungkan secara paralel dengan kontak pertama dari ladder diagram. Instruksi OR memungkinkan banyaknya masukan dari sinyal-sinyal kondisi. Bila salah satu
TIPE PENGALAMATAN INPUT
CPM 0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11
CP1L 0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11
TIPE PENGALAMATAN OUTPUT
CPM2A 10.00 10.01 10.02 10.03 10.04 10.05 10.06 10.07
atau semua sinyal kondisi bernilai benar (“1”/“true”) maka baris program tersebut akan dijalankan dan selain itu tidak dijalankan. Untuk membuat program PLC kita harus mempunyai software program yang sesuai atau compatibel dengan perangkat PLC nya. Kita tahu bahwa software program antara lain ada twidosoft, telemecanique dan zeliosoft.
1. Instruksi-instruksi dasar PLC
Berikut ini adalah contoh sebagian perintah-perintah dasar pada PLC. a. LOAD (LD)
Perintah ini digunakan jika urutan kerja suatu sistem kontrol hanya membutuhkan satu keadaan logika. Logika ini mirip dengan kontak relay NO.
Simbol:
Gambar 2.11 LOAD (LD)
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
b. LOAD NOT
Perintah ini digunakan jika urutan kerja sistem kontrol hanya membutuhkan satu kondisi logika. Logika ini mirip dengan kontak relay NC. Simbol:
Gambar 2.12 NOT
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
c. AND
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NO. Simbol:
Gambar 2.13 AND
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
d. AND NOT
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NC.
28 TEKNIK INSTALASI Gambar 2.14 AND NOT
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
e. OR
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NO. Simbol:
Gambar 2.15 OR
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
f. OR NOT
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NC. Simbol:
Gambar 2.16 OR NO
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
g. OUT
Jika kondisi logika terpenuhi, perintah ini digunakan untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NO. Simbol:
Gambar 2.17 OUT
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Jika kondisi logika terpenuhi, perintah ini digunakan untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NC.
Simbol:
Gambar 2.18 OUT NOT
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas
TIMER (TIM) dan COUNTER (CNT)
Timer (TIM) dan Counter (CNT) Timer/Counter pada PLC berjumlah 512 buah yang bernomorTC 000 sampai dengan TC 511 (tergantung tipe PLC). Dalam satu program tidak boleh ada nomor timer/counter yang sama. Nilai timer/counter pada PLC bersifat menghitung mundur dari nilai awal yang ditetapkan oleh program, setelah mencapai angka nol maka contact NO timer/counter akan ON. Timer mempunyai batas antara 0000 sampai dengan 9999 dalam bentuk BCD dan dalam orde 100 ms. Sedangkan untuk counter mempunyai orde angka BCD dan mempunyai batas antara 0000 sampai dengan 9999.
Simbol TIMER:
Gambar 2.19 TIMER (TIM)
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universita Negeri Malang
Timer aktif bila kondisi eksekusi ON dan reset bila OFF. Pertama dieksekusi TIM mengukur SV dalam orde 0,1 detik.
Simbol COUNTER:
Gambar 2.20 COUNTER (CNT)
30 TEKNIK INSTALASI
i. COMPAR–CMP(20)
Kegunaan: Membandingkan Cp1 dan Cp2 dan hasil output ke GR, EQ dan LE flag dalam area.
Simbol:
Gambar 2.21 COUNTER (CNT)
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
2. PLC Ladder Diagram
Ladder diagram atau diagram tangga atau disebut juga relay diagram adalah bahasa yang paling populer untuk membuat program PLC, yang tidak lain berupa simbol dari skema diagram rangkaian listrik. Bagian-bagian dari ladder diagram dalam pemrograman PLC adalah sbagai berikut.
a. Bus bar, merupakan garis tebal di sisi kiri dan kanan dari ladder diagram, yang merupakan simbol dari kutub (+) dan kutub (-) yang akan mengalirkan listrik ke komponen-komponen yang akan dipasang dalam ladder diagram tersebut.
b. Input, merupakan masukan dari luar PLC, baik dari switch, sensor, relay, timer, potentiometer ataupun peralatan listrik yang lain, yang secara fisik ada di rangkaian listrik dari mesin, yang dihubungkan ke unit Input PLC, bisa berupa digital input maupun analog input. Biasanya dilambangkan dengan kontak NO dan/atau NC yang berfungsi sebagai syarat untuk berlakunya suatu operasi yang kita inginkan. Input ini biasanya dilambangkan dengan huruf I, input (Inggris) atau E, eingang (Jerman) atau X (Jepang) atau mungkin yang lain, tergantung dari jenis PLC dan bahasa pabrik pembuatnya.
c. Output, merupakan hasil keluaran dari PLC, yang bisa berupa digital output maupun analog output, yang bisa langsung dihubungkan kerangkaian listrik yang lain di mesin tersebut melalui unit output PLC. Output ini biasanya dilambangkan dengan huruf O, output (Inggris) atau A, ausgang (Jerman) atau Y (Jepang) atau mungkin yang lain, tergantung dari jenis PLC dan bahasa pabrik pembuatnya. Internal relay, Merupakan relay memori dari PLC itu sendiri, di mana bisa berupa relay, timer, counter, atau operasi-operasi logika yang lain. Seperti input dan output, simbol-simbol dari internal relay ini cukup beragam dan berbeda antara pabrikan yang satu dengan yang lain. Bukan hanya itu, jenis fungsinyapun juga bisa berbeda satu dengan yang lain, tetapi bisa dipelajari dengan membaca buku manual yang ada.
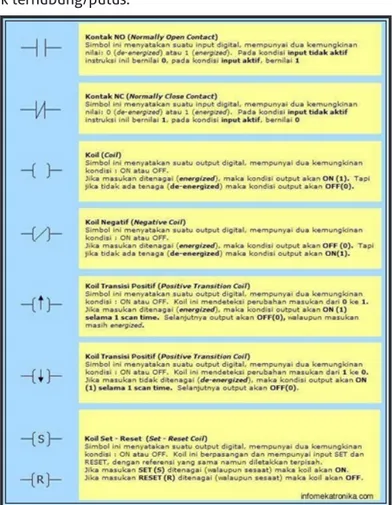
d. NO ( Normally Open), adalah kondisi di mana saat kontak tersebut tidak ditekan/mati maka kontak tersebut dalam kondisi tidak terhubung/putus. Sebaliknya, saat kontak tersebut ditekan/bekerja maka kontak tersebut
dalam kondisi terhubung.
e. NC ( Normally Close), adalah kondisi di mana saat kontak tersebut tidak ditekan/mati maka, kontak tersebut dalam kondisi terhubung. Sebaliknya, saat kontak tersebut ditekan/bekerja maka, kontak tersebut dalam kondisi tidak terhubung/putus.
Gambar 2.22 Ladder Diagram
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Contoh Program Sederhana: Start-Stop Motor Listrik 1 Fasa
KASUS: Sebuah motor dinyalakan melaui tombol START dan dimatikan melalui tombol STOP ALGORITMA KONTROL
a. Tekan tombol START, maka motor listrik 1 fasa akan menyala b. Tekan tombol STOP, maka motor listrik 1 fasa akan mati.
32 TEKNIK INSTALASI
Tabel 2.1 pengalamatan PLC Omron CPM2A
DIAGRAM LADDER CPM2A
Gambar 2.23 Diagram Ladder CPM2A
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas
TABEL 2.2 PENGALAMATAN PLC OMRON CP1L
DIAGRAM LADDER CP1L
Gambar 2.24 Diagram Ladder CP1L
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
NO PERALATAN INPUT ALAMAT PERALATAN OUTPUT ALAMAT
1 Tombol START 0.00 MOTOR LISTRIK 1 FASA 10.00
2 Tombol STOP 0.01
NO PERALATAN INPUT ALAMAT PERALATAN OUTPUT ALAMAT
1 Tombol STARAT 0.00 MOTOR LISTRIK 1 100.00
C. PEMROGRAMAN DENGAN PROGRAMMABLE LOGIC CONTROL (PLC) UNTUK MOTOR 3 FASA
CONTOH PEMROGRAMAN SAFETY CRANE
Gambar 2.25 Model Safety Crane
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Prinsip Kerja yang Diinginkan
1. Jika tombol Open ditekan maka Crane siap dioperasikan, lampu HIJAU menyala 2. Jika tombol Lock ditekan maka Crane berhenti bekerja dan diam di tempat,
lampu indikator MERAH menyala. Tombol Lock bisa direset menggunakan tombol Open.
3. Jika tombol Emergency ditekan maka Crane berhenti bekerja dan diam di tempat, lampu indikator MERAH menyala. Tombol Emergency bisa direset menggunakan tombol Open.
4. Jika sensor berat Overload maka lampu indikator MERAH berkedip, Crane berhenti. Overload direset menggunakan tombol Open.
Catat, ketika terjadi beban lebih, maka tombol OL akan ON terus kecuali bebannya sudah dikurangi. Jadi meskipun sudah di-reset, asalkan beban belum dikurangi maka tombol OL tetap ON dan Crane tidak bisa dioperasikan. 5. Tombol operasi maju-mundur, kiri-kanan, dan naik turun masing-masing
34 TEKNIK INSTALASI
Tabel 2.3 Pengalamatan
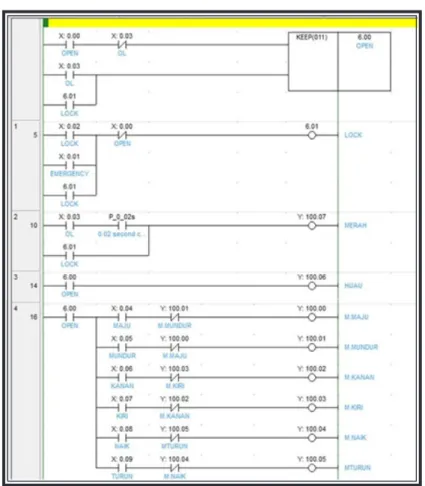
Pemrograman
1. Tombol OPEN mengaktifkan internal relay IR-OPEN (addres 600) melalui KEEP. KEEP akan direset oleh sensor OL dan internal relay IR-LOCK (addres 601. Tombol OPEN di –AND-kan dengan NC dari sensor OL, sehingga ketika OL aktif (Ncnya membuka) maka IR-OPEN tidak bisa diaktifkan.
2. Tombol LOCK dan EMERGENCY mengkatifkan internal relay IR-LOCK (addres 601). Internal relay IR-LOCK dinonaktifkan menggunan NC dari tombol OPEN. 3. Lampu indikator MERAH akan berkedip jika sensor OL aktif lampu ini akan
menyala tanpa berkedip jika Internal Relay IR-LOCK sedang aktif. 4. Lampu HIJAU akan menyala jika Internal Relay IR-OPEN aktif.
5. Semua motor crane bisa diaktifkan jika internal relay IR-OPEN sudah aktif. a. Motor Maju dan Motor Mundur saling interlock.
b. Motor Kanan dan Motor Kiri saling interlock. c. Motor Naik dan Motor Turun saling interlock.
INPUT DEVICES OUTPUT DEVICE
OPEN (NO) 0.00 K_MAJU 100.00
LOCK (NC) 0.01 K-MUNDUR 100.01
EMERGENCY (NO) 0.02 K-KIRI 100.02
OVERLOAD OL (NO) 0.03 K-KANAN 100.03
K-NAIK 100.04
MAJU 0.04 K-TURUN 100.05
MUNDUR 0.05
KIRI 0.06 Lampu Hijau 100.06
KANAN 0.07 Lampu Merah 100.07
NAIK 0.08
TURUN 0.09
Gambar 2.26 Ladder diagarm untuk safety crane
36 TEKNIK INSTALASI
1. Sebuah motor listrik 3 fasa dengan daya 3 pk supaya motor listrik tersebut berjalan dengan normal harus dioperasionalkan secara start bintang segitiga. Hal ini untuk menghindari motor listrik agar tidak terbakar lilitannya karena arus start yang besar. Buatlah bahasa mnemonic untuk motor listrik 3 fasa secara star bintang segitiga pada PLC.
Pembahasan
Alamat Instruksi Data Keterangan
00001 LD 00000 Tombol ON
00002 OR 01000
00003 And NOT 00001 Tombol Off
00004 And NOT 00002 Tol
00005 And NOT 00003 Tombol Emergensi
00006 Out 01000
00007 Time 00 # 050
00008 Time 01 # 055
00009 LD Time 00
00010 And NOT Time 01
00011 Out 01001
00012 LD Time 01
00013 Out 01002
Jaringan industri melebarkan fungsi PLC
Gambar 2.27 Mesin Industri dengan sistem Robot
Sumber: https://www.se.com/id/id/work/insights/industrial-networking-expands-plc-functionality.jsp
Hari ketika para pekerja bekerja dengan otak dan otot telah lama berganti, ketika interaksi manusia dan mesin menjadi hal yang biasa di lantai pabrik. Contoh trerbaik dari hal ini adalah PLC, yang telah menjadi pekerja keras dalam otomatisasi dan industri manufaktur di seluruh dunia dalam jangka waktu bertahun-tahun. Dengan berinteraksi dengan segala sesuatu mulai dari sensor dan penjaga mesin hingga ke pengendali gerakan sera lat identifikasi canggih, PLC memastikan semua operasi berjalan dengan lancar (lihat Gambar 1) Melalui fleksibilitas yang ditawarkan PLC, pabrik bisa mengatur beberapa mesin sekaligus-mencapai tingkat integrasi yang lebih tinggi dan proses otomatisasi mesin serta meningkatkan kualitas produksi dan biaya operasional.
Manfaat dari PLC sangat dikenal luas Kontribusi mereka terhadap peningkatan efisiensi dan dukungan di belakang layar terhadap Ethernet untuk industri membuat kontrol yang tinggi ini memungkinkan. Bersama-sama, teknologi ini membuat komunikasi antara manusia dan mesin berjalam dengan mulus, sebuah kombinasi yang menguntungkan. Terdiri dari berbagai protokol, Ethernet untuk industri dikembangkan dengan kemampuan deterministik untuk memberikan alternatif biaya yang efektif untuk mewariskan sistem-sistem otomatisasi.
Dengan kemampuan yang canggih, fungsi mutakhir, dan instalasi yang disederhanakan, PLC merupakan landasan dari manufaktur modern. Namun, untuk secara efektif menggunakan perangkat ini, pengguna harus memahami peran penting permainan jaringan dan kebutuhan individu yang harus dipertimbangkan untuk solusi yang efektif. Bersama-sama, mereka membentuk infrastruktur terpadu yang dapat memperpanjang-mulai dari hal administratif sampai pengendalian-dan jaringan tiap tingkatan, menawarkan skalabilitas yang melekat untuk terus memenuhi tuntutan industri yang berkembang.
38 TEKNIK INSTALASI
Untuk menambah wawasan lebih jauh mengenai Programmable Logic Control (Plc) Motor Listrik 1 Fasa dan Motor Listrik 3 Fasa kalian juga dapat mempelajari secara mandiri dengan menggunakan internet. Salah satu website yang dapat kalian kunjungi untuk menambah informasi tentang Programmable Logic Control (Plc) Motor Listrik 1 Fasa dan Motor Listrik 3 Fasa adalah sebagai berikut. Sumber:https://www.youtube.com/watch?v=w1zv5KxUSbU&t=198s
1. LOAD (LD)
Perintah ini digunakan jika urutan kerja suatu sistem kontrol hanya membutuhkan satu keadaan logika.
2. LOAD NOT
Perintah ini digunakan jika urutan kerja sistem kontrol hanya membutuhkan satu kondisi logika.
3. AND
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.
4. AND NOT
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.
5. OR
Perintah ini digunakan untuk urutan kerja sistem kontrol yang lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.