2.1. Sejarah Perusahaan
PT. Eka Wira melakukan perubahan nama pada akhir tahun 2001 untuk mempermudah pelanggan dalam mengingat nama (brand image) perusahaan menjadi PT. Shamrock Manufacturing Corpora (PT. SMC) dengan Akte No. 22. PT. SMC memiliki 3 pabrik yang beroperasi di Pulau Sumatera dan Jawa. Lokasi pabrik di Sumatera Utara terletak di Jalan Raya Medan, Namorambe pasar IV Kabupaten Deli Serdang. Kantor pemasaran PT. SMC berada di Jalan Pemuda No. 11 Medan. Perusahaan ini sudah berdiri sejak tahun 1989.
PT. SMC memproduksi sarung tangan dengan kapasitas produksi pada tahun 1991 mencapai 73440 pasang/tahun dengan jumlah tenaga kerja mencapai 250 orang. Mulai tahun 1993 perusahaan melakukan perluasan hingga akhir tahun 2003 kapasitas produksi menjadi sebesar 1 miliar pasang/ tahun dengan tenaga kerja lokal sebanyak ± 1000 orang dan menggunakan tenaga kerja asing (tenaga ahli) 1 orang.
II-2
pada pembuatan sarung tangan karet. Seluruh proses mulai berasal dari pohon karet hingga proses manufaktur sarung tangan dikendalikan oleh PT. SMC.
Pada saat ini perusahaan beroperasi di atas tanah dengan luas ± 3 hektar, yang diatasnya terdiri atas beberapa gedung dengan mesin produksi sarung tangan dan beberapa gedung penyimpanan hasil produksi serta tangki lateks.
2.2. Ruang Lingkup Bidang Usaha
PT. SMC memproduksi sarung tangan medis, sarung tangan industri, dan sarung tangan steril dengan pilihan bahan karet alami dan karet sintetik.
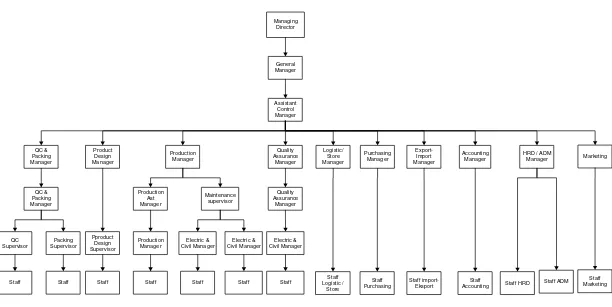
2.3. Organisasi dan Manajemen
Managing
Accounting Staff HRD Staff ADM Staff Staff Staff Staff Staff Staff Staff
Marketing
Staff Marketing
Sumber: PT. Shamrock Manufacturing Corpora
Gambar 2.1. Struktur Organisasi PT Shamrock Manufacturing Corpora
II
II-4
2.4. Proses Produksi
Uraian proses pembuatan sarung tangan PT. SMC dijelaskan sebagai berikut:
1. Proses Pencampuran (Compounding)
Tahap ini adalah tahap dimana latex yang telah diterima oleh perusahaan dan tahap melewati pengujian mutu yang dilakukan oleh departemen Quality Assurance, akan dicampur ke dalam tangki compound. Bahan dispersi antara
lain sulfur, pigmen, senyawa zinc, dan antioksidan dicampur dengan Ball Mill pada suhu 40-50 oCselama 48 jam kemudian dicampur pada suhu 70 oC selama 2 jam lalu dicampur pada suhu 100 oC selama 1 jam lalu dialirkan ke tangki compound. Latex alami dialirkan dari tangki penyimpanan latex ke tangki pencampuran (tangki compound) sampai tangki berisi 4 ton latex. Selanjutnya bahan dispersi serta air dicampurkan ke dalam tangki compound dan diaduk selama 24 jam. Hasil campuran compound ini berupa lateks pekat 60% dialirkan ke bak di bagian produksi dengan selang untuk digunakan pada pembentukkan sarung tangan.
2. Proses Pencetakan Sarung Tangan
a. Acid Washing
Cetakan (former atau mold) sarung tangan dicelupkan ke bak yang berisi larutan HNO3 untuk mencuci cetakan dari kotoran-kotoran atau
kerak-kerak kotoran yang ada berupa sisa tepung dan zat kimia lainnya. Suhu pada tangki sekitar 50 – 70 0C.
b. Alkali Cleaning
Cetakan selanjutnya dibersihkan dengan cara dicelupkan pada bak yang berisi alkali untuk mentralisir keasaman asam nitrat
c. Rinsing
Cetakan dibersihkan dengan mencelupkannya kedalam air bersih untuk membersihkan cetakan dari larutan kimia pada proses sebelumnya. pH air pada rinsing tank harus tetap terjaga pada skala 7, dan dijaga kebersihannya.
d. Coagulant Dipping
Cetakan dicelupkan ke dalam bak yang berisi larutan coagulant, yaitu kalsium karbonat CaCO3 dan kalsium nitrat Ca(NO3)2. Tahap ini
bertujuan untuk membuat lapisan pertama pada pembuatan glove, supaya hasilnya mudah dicabut dan juga sebagai pengikat latex. Ketinggian dari permukaaan koagulan ini diatur secara otomatis dengan hidrolik.
e. Drying I