ANALISA PROSES PENGELASAN PADA PEMBUATAN STEAM
DRUM ERK 8-25
Hendri Sukma
Dosen Teknik Mesin Fakultas Teknik Universitas Pancasila
ABSTRAK
Steam drum adalah bagian dari bejana tertutup dimana panas pembakaran dialirkan ke air
sampai terbentuk air panas atau steam. Jika pada saat proses pembuatannya tidak dilakukan
dengan baik pada bagian pengelasan khususnya, akan berakibat buruk pada saat volume steamnya meningkat dengan seketika boiler akan mudah meledak. Sehingga pada saat proses pembuatan
boiler harus dibuat dengan baik dan juga dijaga saat pengoperasiannya dengan baik.
Faktor yang harus diperhatikan saat menganalisa pengelasan, melihat hasil dari pengetesan ultrasonic, radiography, mekanikal test dan microstructure. Apabila pada pengujian tersebut dinyatakan acceptable maka dapat disimpulkan bahwa proses pengelasan yang dilakukan tersebut mendapatkan hasil yang bagus
Tulisan ini menjelaskan proses pembuatan steam drum boiler ERK 8-25 yang dilakukan
dengan metode pengelasan SMAW dan SAW dengan menggunakan prosedur yang sesuai dengan
standar ASME section IX. Proses pengelasannya dilakukan sesuai dengan ASME section IX, maka
tidak akan ditemukan cacat pada lasan.
Kata kunci: Proses Pengelasan, Steam Drum, ERK 8-25
I. PENDAHULUAN
1.1 Latar Belakang Masalah
Didalam banyak industri saat ini boiler
banyak digunakan untuk proses produksi.
Kegunaan boiler untuk memindahkan kalor
dari suatu sumber panas ke sumber dingin. Beberapa tujuan perpindahan kalor yaitu untuk mencapai kondisi yang diinginkan untuk proses produksinya dan mempertahankan kondisi yang dibutuhkan untuk proses operasi.
Boiler adalah bejana tertutup dimana panas pembakaran dialirkan ke air sampai
terbentuk air panas atau steam. Steam pada
tekanan tertentu kemudian digunakan untuk mengalirkan panas ke suatu proses. Air adalah media yang berguna dan murah untuk mengalirkan panas ke suatu proses. Jika air
dididihkan sampai menjadi steam, volumnya
akan meningkat sekitar 1.600 kali, menghasilkan tenaga yang menyerupai bubuk
mesiu yang mudah meledak, sehingga boiler
merupakan peralatan yang harus dibuat dengan baik pada saat pembuatannya dan juga dijaga saat pengoperasiannya dengan sangat baik.
Oleh karena itu pada saat proses pembuatannya harus dilakukan pengontrolan,
baik dari segi material maupun pada saat
proses pengelasannya harus dilakukan dengan teiliti dan hati-hati. Proses pengelasan digunakan untuk menyambung
antara material yang satu dengan material
lain, dengan mengunakan kawat las yang sesuai dengan spesifikasi yang sesuai dengan standard yang ada.
1.2 Tujuan
Adapun tujuan dari penulisan ini adalah :
1. Memahami proses pengelasan pada
pembuatan Steam Drum Boiler ERK.
2. Mengetahui kekuatan las pada Steam
Drum Boiler ERK.
3. Mengetahui cacat lasan pada proses
pengelasan Steam Drum Boiler ERK..
1.3 Perumusan Masalah
Beberapa rumusan dalam penyusunan Tulisan ini antara lain :
a. Hal-hal yang mempengaruhi proses
pengelasan
b. Hal-hal yang menyebabkan cacat pada lasan
c. Pengujian pada lasan, NDT , tensile test
dan bending test. 1.4 Batasan Masalah
Batasan masalah yang digunakan adalah
proses pengelasan pada Steam Drum Boiler
ERK.
Jurnal Mekanikal Teknik Mesin S-1 FTUP
II. LANDASAN TEORI
2.1. Proses Pengelasan
Pengelasan adalah suatu proses penyambungan logam dimana logam menjadi satu akibat panas. Panas yang digunakan untuk mencairkan dasar dan bahan pengisi agar terjadi peleburan. Proses pengelasan yang paling umum, digunakan untuk mengelas baja yang menggunakan energi listrik sebagai sumber panas yang paling banyak digunakan adalah busur listrik (nyala). Busur nyala adalah pancaran arus arus listrik yang relative besar antara elektroda dan bahan dasar yang dialirkan melalui kolom gas ion hasil pemanasan.
Proses pemindahan logam elektroda terjadi pada saat ujung elektroda mencair dan membentuk butir-butir yang terbawa oleh arus busur listrik yang terjadi. Bila digunakan arus listrik yang besar maka butiran logam cair yang terbawa menjadi halus seperti Gambar 2.1 (a), sebaliknya jika arusnya kecil maka butirannya menjadi besar seperti pada Gambar 2.1 (b).
Gambar 2.1 Pemindahan logam cair Berikut adalah proses pengelasaan yang umum digunakan, yaitu :
a Shielded Metal Arc Welding ( SMAW )
Jenis pengelasan ini termasuk jenis las listrik dengan elektroda sekaligus sebagai filler metal, sering disebut
consumable electrode. Elektroda (filler metal) dibungkus oleh material
pembungkus, yang berfungsi sebagai : • Membentuk gas pelindung. • Menstabilkan busur listrik.
• Membentuk slag sebagai lapisan pelindung pada saerah lasan.
• Mengurangi percikan logam cair dan menaikan deposit logam.
• Menambahkan unsur paduan dalam weld metal.
• Mempengaruhi bentuk manik lasan.
• Sebagai penambah pada logam pengisi.
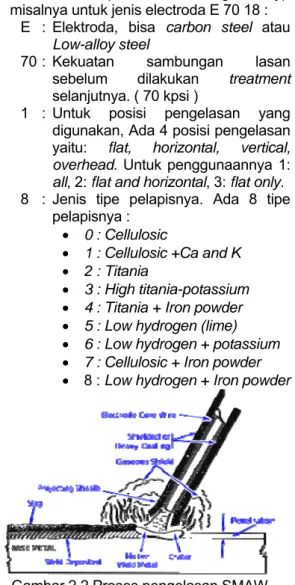
Pada gambar 2.2 menujukan dengan jelas bagian-bagian dari proses pengelasan SMAW. Pada proses pengelasan pemilihan kawat las sangatlah penting karena setiap elektroda mempunyai campuran yang berbeda pada kandungan pelapisnya, dan posisi pengelasannya jadi dalam memilih jenis elektroda kita harus melihat klasifikasinya.
Pemilihan klasifikasi electroda menurut AWS (American Welding Society), misalnya untuk jenis electroda E 70 18 :
E : Elektroda, bisa carbon steel atau
Low-alloy steel
70 : Kekuatan sambungan lasan
sebelum dilakukan treatment
selanjutnya. ( 70 kpsi )
1 : Untuk posisi pengelasan yang
digunakan, Ada 4 posisi pengelasan
yaitu: flat, horizontal, vertical,
overhead. Untuk penggunaannya 1: all, 2: flat and horizontal, 3: flat only. 8 : Jenis tipe pelapisnya. Ada 8 tipe
pelapisnya : • 0 : Cellulosic
• 1 : Cellulosic +Ca and K
• 2 : Titania
• 3 : High titania-potassium
• 4 : Titania + Iron powder
• 5 : Low hydrogen (lime)
• 6 : Low hydrogen + potassium
• 7 : Cellulosic + Iron powder
• 8 : Low hydrogen + Iron powder
Gambar 2.2 Proses pengelasan SMAW
b Submerged Arc Welding (SAW)
Pada pengelasan ini busur listrik dilindungi oleh serbuk flux yang terdiri dari lime, sillica, MnO, CaF. Pada prinsipnya hampir sama dengan SMAW. Pada gambar 2.3 menujukan dengan jelas proses pengelasan SAW. Bedanya SMAW adalah pada flux SAW tidak dibungkus ke elektroda, arus lebih tinggi sehingga dapat Jurnal Mekanikal Teknik Mesin S-1 FTUP
digunakan untuk mengelas benda yang lebih tebal hanya dengan langkah yang sedikit pengelasan ini menggunakan logam pengisi bersambung berupa gulungan kawat. Besar arus listrik besaran arus listrik AC / DC antara 600 – 2000 amphere dan besaran voltage listrik AC / DC sampai dengan 440 volt. Biasanya digunakan untuk mengelas pipa penyalur minyak dan gas.
Gambar 2.3 Proses pengelasan SAW
c Gas Tungsten Arc Welding (GTAW)
Proses pengelasan GTAW atau biasa
disebut Tungsten Inert Gas (TIG). Gas
inert yang biasa digunakan adalah wolfram
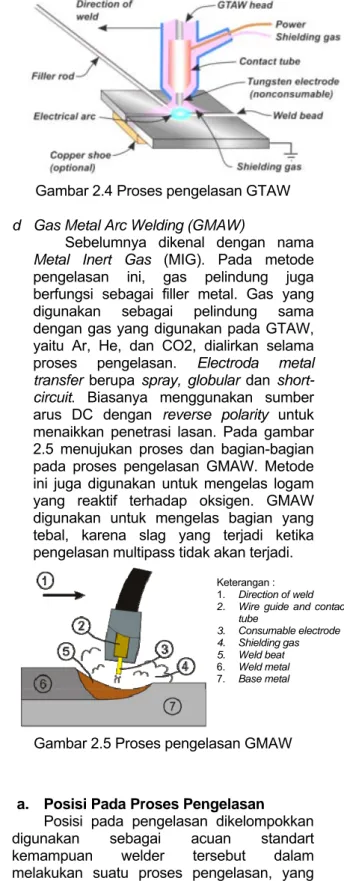
untuk pelindung yang bagus sehingga atmosfir udara tidak masuk ke daerah lasaan. Elektroda tungsten bukan sebagai filler metal, sehingga perlu filler metal dari luar untuk mengisi gap sambungan. Filler metal bersama logam induk akan dicairkan oleh busur listrik yang ada diantara elektroda dengan logam induk. Pada gambar 2.4 menujukan dengan proses pengelasan GTAW.
Metode ini biasanya digunakan untuk mengelas logam yang reaktif terhadap oksigen seperti paduan alumunium, magnesium dan titanium. Metode ini juga cocok untuk pelat tipis sampai dengan 5 mm. Straight polarity (dengan arus hingga
500 ampere, voltase 20-40 volt) lebih sering digunakan dari pada reverse polarity, karena reverse polarity cenderung mencairkan elektroda. Metode ini sangat
cocok digunakan untuk spot welding.
Gambar 2.4 Proses pengelasan GTAW
d Gas Metal Arc Welding (GMAW)
Sebelumnya dikenal dengan nama
Metal Inert Gas (MIG). Pada metode
pengelasan ini, gas pelindung juga berfungsi sebagai filler metal. Gas yang digunakan sebagai pelindung sama dengan gas yang digunakan pada GTAW, yaitu Ar, He, dan CO2, dialirkan selama
proses pengelasan. Electroda metal
transfer berupa spray, globular dan short-circuit. Biasanya menggunakan sumber
arus DC dengan reverse polarity untuk
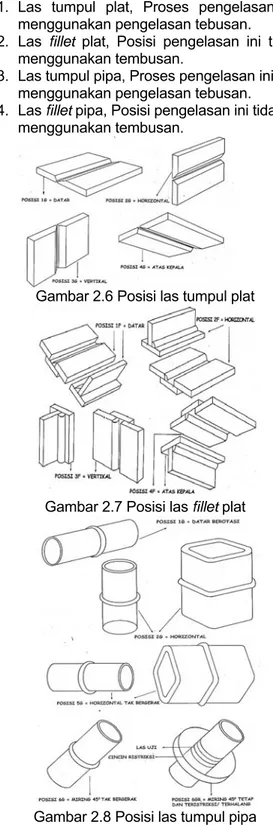
menaikkan penetrasi lasan. Pada gambar 2.5 menujukan proses dan bagian-bagian pada proses pengelasan GMAW. Metode ini juga digunakan untuk mengelas logam yang reaktif terhadap oksigen. GMAW digunakan untuk mengelas bagian yang tebal, karena slag yang terjadi ketika pengelasan multipass tidak akan terjadi.
Keterangan : 1. Direction of weld 2. Wire guide and contact
tube 3. Consumable electrode 4. Shielding gas 5. Weld beat 6. Weld metal 7. Base metal
Gambar 2.5 Proses pengelasan GMAW
a. Posisi Pada Proses Pengelasan
Posisi pada pengelasan dikelompokkan digunakan sebagai acuan standart kemampuan welder tersebut dalam melakukan suatu proses pengelasan, yang dijelaskan pada gambar 2.6, 2.7 posisi pengelasan untuk plat dan 2.8, 2.9 posisi pengelasan untul pipa. Jika ada welder baru maka welder tersebut harus dilakukan Qualifikasi welder dengan menggunakan posisi pengelasan berikut guna melihat Jurnal Mekanikal Teknik Mesin S-1 FTUP
kemampuan dari welder tersebut. Berikut merupakan posisi pengetesan di bagi menjadi 4, yaitu :
1. Las tumpul plat, Proses pengelasan ini menggunakan pengelasan tebusan.
2. Las fillet plat, Posisi pengelasan ini tidak
menggunakan tembusan.
3. Las tumpul pipa, Proses pengelasan ini menggunakan pengelasan tebusan.
4. Las fillet pipa, Posisi pengelasan ini tidak
menggunakan tembusan.
Gambar 2.6 Posisi las tumpul plat
Gambar 2.7 Posisi las fillet plat
Gambar 2.8 Posisi las tumpul pipa
Gambar 2.9 Posisi las fillet pipa b. Jenis Cacat Pengelasan
Cacat pada pengelasan dapat dikelompokan menjadi 3 bagian, yaitu :
1. Cacat pada permukaan atas atau caping. Jenis ini kadang-kadang dapat langsung
di lihat oleh pandangan mata atau visual
inspection (pada gambar 2.10 memperlihatkan
cacat las permukaan atas), kadang juga baru dapat dilihat setelah dilakukan pengujian
dengan menggunakan Penetrant.
Gambar 2.10 Cacat pada permukaan atas
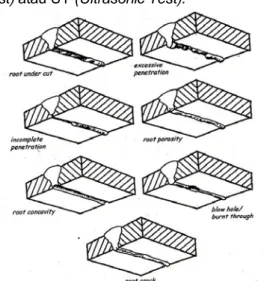
2. Cacat pada permukaan bawah atau pada akar lasan (Root).
Jurnal Mekanikal Teknik Mesin S-1 FTUP
Jenis cacat ini tidak dapat tampak langsung oleh mata kecuali pengelasan yang dilakukan pada bejana atau pipa usuran besar (pada gambar 2.11 memperlihatkan cacat las permukaan bawah), maka harus dilakukan
pengujian NDT tes seperti RT (Radiografi
Test) atau UT (Ultrasonic Test).
Gambar 2.11 Cacat pada permukaan bawah 3. Cacat pada internal lasan.
Jenis cacat internal ini tidak dapat tampak langsung oleh mata karena terletak pada bagian dalam lasan (pada gambar 2.12 memperlihatkan cacat las pada bagian dalam), maka harus dilakukan pengujian NDT tes seperti pada cacat permukaan dalam. Bentuk penampakan cacat lasan tersebut
dapat dilihat melalui image pada film X-Ray.
Gambar 2.12 Cacat internal lasan
III. PROSES PEMBUATAN STEAM DRUM a. Pengertian Generator Uap
Pada dasarnya generator uap adalah alat penukar panas. Lewat penukaran panas inilah generator uap mengubah air menjadi uap. Uap yang dihasilkan generator uap harus memiliki spesifikasi tertentu yaitu temperatur, tekanan uap, laju aliran dan kualitas uap.
b. Spesifikasi Steam Drum ERK 8-25 Boiler yang kita bahas sekarang ini adalah boiler tipe ERK 8-25 tetapi kali ini penulis hanya membahas steam drumnya saja, adapun cara pembacaan ERK 8-25 adalah
• ERK : Eckrohr Boiler
• 8 : Desain kapasitas steam boiler
tersebut 8.000 Kg/hr
• 25 : Pressure design / MAWP
(Maksimum Allowable Working Pressure) 25 Barg.
Steam drum tersebut digunakan untuk
menampung uap atau sebagai drum pemisah
antara air dengan uap, drum bagian atas
menampung uap dan drum bagian bawah
akan menampung air. Sirkulasi air pada
eckrohr boiler mempunyai karakteristik
tersendiri berbeda dengan sirkulasi natural
boiler yang lain.
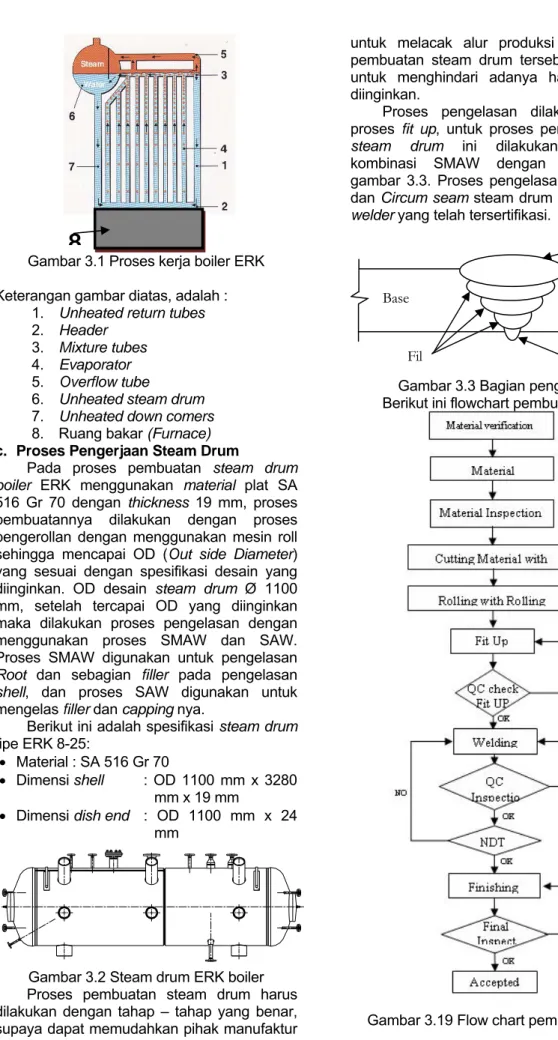
Pada gambar 3.1 dapat kita lihat proses kerja Boiler ERK, pada proses kerjanya air
yang bersirkulasi melalui down comers (7)
melewati evaporator (4) dipanaskan akibat
pemanasan yang dilakukan oleh furnace
(fluidised bed combustion) dan akan
menghasilkan uap. Pada mixture tubes (3)
uap sudah mulai memisahkan diri dengan air dan sebagian air mengalir kembali menuju
return tubes (1) ke header (2), dan uap yang terpisah itu akan masuk steam drum melalui
overflow tubes (5). Pada akhirnya pemisahan
air dengan uap dilakukan pada drum, air
mengalir melalui down comers (7) ke header
(2) melalui return tubes (1). Jarak aliran dari
air dibuat menjadi pendek dan membuat
sirkulasi air menjadi meningkat. Gambar flow
process dapat dilihat pada gambar dibawah ini:
Jurnal Mekanikal Teknik Mesin S-1 FTUP
Gambar 3.1 Proses kerja boiler ERK Keterangan gambar diatas, adalah :
1. Unheated return tubes
2. Header
3. Mixture tubes
4. Evaporator
5. Overflow tube
6. Unheated steam drum
7. Unheated down comers
8. Ruang bakar (Furnace)
c. Proses Pengerjaan Steam Drum
Pada proses pembuatan steam drum
boiler ERK menggunakan material plat SA
516 Gr 70 dengan thickness 19 mm, proses
pembuatannya dilakukan dengan proses pengerollan dengan menggunakan mesin roll
sehingga mencapai OD (Out side Diameter)
yang sesuai dengan spesifikasi desain yang
diinginkan. OD desain steam drum Ø 1100
mm, setelah tercapai OD yang diinginkan maka dilakukan proses pengelasan dengan menggunakan proses SMAW dan SAW. Proses SMAW digunakan untuk pengelasan
Root dan sebagian filler pada pengelasan
shell, dan proses SAW digunakan untuk
mengelas filler dan capping nya.
Berikut ini adalah spesifikasi steam drum
tipe ERK 8-25:
• Material : SA 516 Gr 70
• Dimensi shell : OD 1100 mm x 3280
mm x 19 mm
• Dimensi dish end : OD 1100 mm x 24
mm
Gambar 3.2 Steam drum ERK boiler Proses pembuatan steam drum harus dilakukan dengan tahap – tahap yang benar, supaya dapat memudahkan pihak manufaktur
untuk melacak alur produksi atau sejarah pembuatan steam drum tersebut. Tujuannya untuk menghindari adanya hal yang tidak diinginkan.
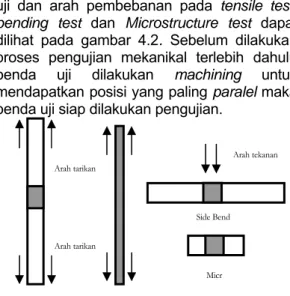
Proses pengelasan dilakukan setelah
proses fit up, untuk proses pengelasan shell
steam drum ini dilakukan pengelasan
kombinasi SMAW dengan SAW (Pada
gambar 3.3. Proses pengelasan Long seam
dan Circum seam steam drum dilakukan oleh welder yang telah tersertifikasi.
Gambar 3.3 Bagian pengelasan Berikut ini flowchart pembuatan shell
Gambar 3.19 Flow chart pembuatan shell
8
Base Base Root Fil CappingJurnal Mekanikal Teknik Mesin S-1 FTUP
Microsruktur
d. Proses Pengujian
Pada pembuatan steam drum dilakukan pengujian NDT tes dan Destructive test pada steam drum tersebut :
NDT ( Non Destructive Test )
Proses pengujian untuk menentukan kondisi bahan tanpa merusak bahan. Pengujian terhadap karakteristik bahan yang dilakukan secara tidak langsung, tetapi melalui karakteristik yang dapat dihubungkan dengan kondisi yang sebenarnya. Pengujiannya biasanya dilakukan setelah proses pengelasaan, guna tercapainya standart hasil pengelasan yang baik dengan
melakukan proses NDT ( Non Destructive
Test ).
Keuntungan menggunakan pengujian ini adalah :
• Tidak merusak bahan.
• Dapat dilakukan pada lapangan atau
Workshop ( lokasi alat atau bahan yang
akan di uji ).
• Dapat dilakukan pada bahan sebanyak mungkin ( tidak terbatas hanya pada sepotong speciement / benda uji ).
3.1. Destructive test
Proses yang dilakukan tidak pada steam
drum nya tetapi dengan coupon test nya, coupon test adalah penggunaan sample test
tetapi menggunakan proses yang sama
dengan penggunaan pembuatan steam drum.
Jadi diasumsikan bahwa coupon yang dibuat
sama dengan steam drum nya.
Pembuatan ini dilakukan dengan welder
yang sama dan proses pembuatanya juga harus sama, misal pengelasannya menggunakan SAW dan SMAW maka coupon test tersebut harus menggunakan sistem pengelasan yang sama dengan pembuatan
steam drum tersebut.
Setelah selesai pembuatanya maka
coupon tersebut siap dilakukan pengetesan.
IV. DATA PENGUJIAN DAN ANALISA
DATA
4.1. Proses Pengujian
Pada kesempatan ini saya akan melakukan pengujian pada benda uji yang
diambil pada saat proses pembuatan steam
drum boiler tipe ERK untuk mengetahui
kekuatan lasannya. Ukuran yang digunakan
pada benda uji adalah 450 mm x 300 mm x 19 mm, adapun proses pemotongan pada benda uji dapat dilihat pada gambar 4.1.
Gambar 4.1 Proses pemotongan untuk proses
destructive test
Benda yang diuji menggunakan Plat SA
516 Gr 70, material yang sama untuk
digunakan pada boiler tersebut dengan jenis
pengelasan kombinasi SMAW dan SAW.
Sebelum melakukan proses destructive test
terlebih dahulu dilakukan pengujian NDT (Non
Destructive Test) untuk meyakinkan tidak
terjadinya kecacatan pada las – lasan yang dapat menyebabkan gagalnya pengujian mekanikalnya.
Adapun proses pengerjaan NDT yang
dilakukan, adalah Radiography dan Ultrasonic
test. Kedua proses ini telah dilakukan dan
hasilnya ACC (proses pengelasan diterima), sehingga dapat dilakukan proses mekanikal dan microstructure test. Proses mekanikal
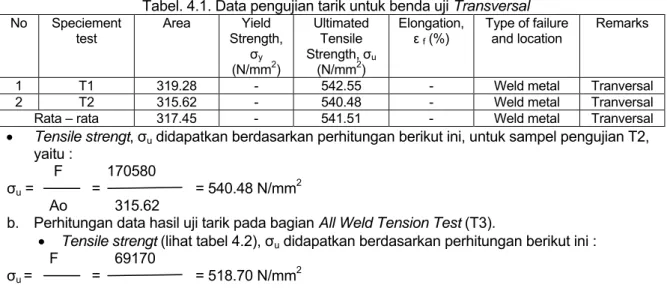
yang dilakukan berupa tensile test dan
Bending test, adapun mengenai posisi benda
uji dan arah pembebanan pada tensile test,
bending test dan Microstructure test dapat
dilihat pada gambar 4.2. Sebelum dilakukan
proses pengujian mekanikal terlebih dahulu
benda uji dilakukan machining untuk
mendapatkan posisi yang paling paralel maka
benda uji siap dilakukan pengujian.
Gambar 4.2 Posisi benda uji dan arah
pembebanan pada tensile test, bendingtest
dan Microstructure test
Mic All weld Side Bend Transversal weld r Side Bend Arah tekanan All weld Arah tarikan Arah tarikan Transversal weld
Jurnal Mekanikal Teknik Mesin S-1 FTUP
4.2. Pengujian Ultrasonic
Proses pengujian ini menggunakan alat
Stress Steel Flaw Mike. Sebelum dilakukan
proses pengujian Ultrasonic terlebih dahulu
benda uji yang akan dilakukan pengujian dibersihkan terlebih dahulu dari kotoran lasan, setelah dibersihkan dapat dilakukan pengujian yang sebelumnya permukaan benda uji diberi couplant agar memberikan cairan pelindung
untuk proube dalam proses pengerjaannya
pada gambar 4.3 menunjukkan proses
pengerjaan dari ultrasonic test.
Lalu mulai dilakukan proses pengujian
dengan menggunakan probe 0° untuk melihat
apakah ada laminasi pada materialnya atau
tidak, jika tidak ada laminasi pada material
maka dapat dilakukan pengujian dengan
probe 70° untuk melihat apakah ada cacat
lassan pada benda uji tersebut. Untuk Metode
teknik pengujiannya dengan cara probe
melakukan kontak langsung dengan material yang akan dilakukan pengujian.
Gambar 4.3 Proses pengetesan ultrasonic
4.3. Pengujian Radiography
Sebelum dilakukan proses pengujian
radiography terlebih dahulu benda uji yang
akan dilakukan pengujian dibersihkan terlebih dahulu dari kotoran lasan, agar kotoran tersebut tidak tercetak dalam film. Prosesnya pertama-tama berikan penadaan pada benda
uji misalnya, joint A pada ujung sebelah kiri
dan joint B pada ujung sebelah kanan. Penandaan ini berguna untuk memudahkan kita untuk pembacaan hasil report jika ada
cacat lassan. Proses pengerjaan radiography
untuk pengujian benda uji ini menggunakan
SWSI (Single Wall Single Image) lihat gambar
4.4.
Gambar 4.4 Single Wall Single Image
Selama proses pengujian area pengujian harus bersih dari manusia, karena dalam
proses pengerjaannya alat radiography
mengeluarkan sinar radiasi untuk mengekspose benda uji.
4.4. Pengujian Tensile
Proses pengujian ini dilakukan pada 2
arah yang berbeda, tranversal dan all weld.
• Transversal, metode pengetesan ASTM
A370 – 07A, dengan referensi
pengerjaannya berdasarkan ASME
Section IX, edition 2007. Pengujian ini
bertujuan untuk melihat kekuatan
sambungan antara logam induk (base
metal) dengan bagian lasannya, pengujian ini dilakukan dengan menggunakan 2 benda uji yaitu T1 dan T2. Lalu benda uji tersebut dimasukkan kedalam alat penguji, setelah terpasang dengan benar maka benda uji tersebut siap dilakukan pengujian.
• All weld, metode pengetesan ASTM A370 – 07A, dengan referensi pengerjaannya
berdasarkan ASME Section IX, edition
2007. Pengujian ini bertujuan untuk
melihat kekuatan pada bagian lasannya, pengujian ini hanya dilakukan dengan menggunakan 1 benda uji yaitu T3. Lalu benda uji tersebut dimasukkan kedalam alat penguji, setelah terpasang dengan benar maka benda uji tersebut siap dilakukan pengujian.
4.5. Pengujian Bending
Proses pengujian bending dilakukan
dengan menggunakan metode pengetesan yaitu:
• Test method : ASTM A370 – 07A • Reference code : ASME Section IX,
edition 2007
• Testing Machine : GOTECH COMPUTERISED UNIVERSAL TESTING MACHINE, Model : GT-7001-LS 50, Capacity : 500 Kn 4.6. Pengujian Microstructure
Pada pemeriksaan mikrostruktur ini menggunakan spesifikasi sebagai berikut:
- Alat uji : Olympus Micro
- Standard pengujian : ASTM E 407-44 - Pembesaran : 50 x
- Etsa : Nital 2 %.
- Material : Carbon steel SA 516 Gr 70
- Welding Electrode : E7016 & E7018
(SMAW) EM 12 K (SAW)
- Flux Type : OK FLUX 10.71 Jurnal Mekanikal Teknik Mesin S-1 FTUP
Pengujian ini bertujuan untuk mendapatkan gambaran struktur yang terjadi
pada base metal, HAZ, welding. Sebelum
dilakukan proses pengujian mikro struktur ini, terlebih dahulu sampel yang akan diuji dilakukan pengamplasan terlebih dahulu. Lalu dipoles dengan bubuk alumina, kemudian struktur mikro ditampilkan dengan menggunakan larutan nital 2% lalu dilakukan pemotretan dengan pembesaran 50x.
4.7. Data Pengujian
4.7.1. Pengujian Ultrasonic
Proses pengujiannya menggunakan alat
Stress Steel Flaw Mike dengan mengunakan
dua jenis probe 0° dan 70° untuk mengetahui cacat lasan jika ada.
Acceptance criteria untuk pengujian
ultrasonic dapat dilihat pada ASME section 1
(PW-52.3). Indikasi cacat yang tidak diizinkan jika indikasi melebihi level referensi dan lebarnya lebih dari:
(a) 1⁄4 in. (6 mm) untuk t sampai dengan 3⁄4
in. (19 mm)
(b) 1⁄3t untuk t dari 3⁄4 in. (19 mm) sampai
21⁄4 in. (57 mm)
(c) 3⁄4 in. (19 mm) untuk t di atas 21⁄4 in. (57
mm)
Dimana t adalah thickness dari lassan
sedang dilakukan pengecekan berbeda. Jika ada 2 joint lassan dan berbeda ketebalannya.
Yang menjadi acuan adalah thickness yang
paling kecil dari keduanya yang menjadi acuan pengukuran.
4.7.2. Pengujian Radiography
Proses pengerjaan radiography untuk
pengujian benda uji ini menggunakan metode
pengujian SWSI (Single Wall Single Image),
dengan ukuran film 4 x 15 inch.
Hasil pengujian itu menghasilkan film
radiography (lihat gambar 4.5) yang akan
dibaca oleh staff radiography apakah benda
uji itu ACC atau terjadi indikasi cacat lassan. Adapun indikasi cacat yang tidak
diizinkan dalam proses radiography yang
mempunyai lebarnya lebih dari (ASME
section 1, PW 51.3.2):
(a) 1⁄4 in. (6 mm) for t up to 3⁄4 in. (19 mm) (b) 1⁄3 t for t from 3⁄4 in. (19 mm) to 21⁄4 in.
(57 mm)
(c) 3⁄4 in. (19 mm) for t over 21⁄4 in. (57 mm)
Dimana nilai t adalah thickness dari lassan.
Gambar 4.5 Film Radiography
2. Pengujian Tensile Perhitungan data hasil uji tarik pada bagian
Reduced Section Tension, yaitu :
a. Perhitungan data hasil uji tarik pada
bagian Transversal.
• Tensile strengt, σu didapatkan
berdasarkan perhitungan berikut ini, untuk sampel pengujian T1 (lihat tabel 4.1), yaitu: F 173220 σu = = = 542.55 N/mm Ao 319.28 2 Note : σ = Tegangan (N/mm2) F = Beban (N)
Ao = Luas mula – mula dari batang uji (mm2)
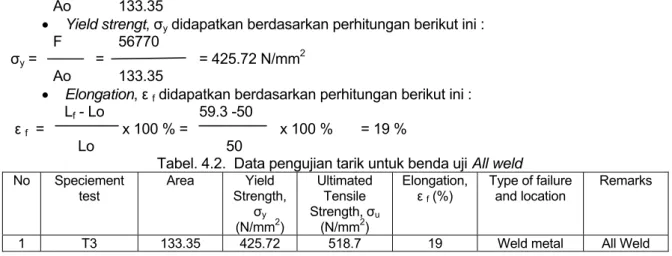
Tabel. 4.1. Data pengujian tarik untuk benda uji Transversal
No Speciement test Area Yield Strength, σy (N/mm2) Ultimated Tensile Strength, σu (N/mm2) Elongation, εf (%) Type of failure and location Remarks
1 T1 319.28 - 542.55 - Weld metal Tranversal
2 T2 315.62 - 540.48 - Weld metal Tranversal
Rata – rata 317.45 - 541.51 - Weld metal Tranversal
• Tensile strengt, σu didapatkan berdasarkan perhitungan berikut ini, untuk sampel pengujian T2,
yaitu :
F 170580
σu = = = 540.48 N/mm2
Ao 315.62
b. Perhitungan data hasil uji tarik pada bagian All Weld Tension Test (T3).
• Tensile strengt (lihat tabel 4.2), σu didapatkan berdasarkan perhitungan berikut ini :
F 69170
σu = = = 518.70 N/mm2
Jurnal Mekanikal Teknik Mesin S-1 FTUP
Ao 133.35
• Yield strengt, σy didapatkan berdasarkan perhitungan berikut ini :
F 56770
σy = = = 425.72 N/mm2
Ao 133.35
• Elongation, εf didapatkan berdasarkan perhitungan berikut ini :
Lf - Lo 59.3 -50
εf = x 100 % = x 100 % = 19 %
Lo 50
Tabel. 4.2. Data pengujian tarik untuk benda uji All weld
No Speciement test Area Yield Strength, σy (N/mm2) Ultimated Tensile Strength, σu (N/mm2) Elongation, εf (%) Type of failure and location Remarks
1 T3 133.35 425.72 518.7 19 Weld metal All Weld 4.8. Analisis hasil pengujian
4.8.1. Pengujian Ultrasonic
Dari hasil pengujian ultrasonic tersebut
dengan probe 0° tidak ditemukan adanya laminasi pada material dan pada penggunaan probe 70° juga tidak ditemukan adanya indikasi cacat lasan pada benda uji seperti
yang dilampirkan pada report ultrasonic.
Dapat disimpulkan dari hasil report tersebut,
benda uji tersebut dinyatakan acceptable.
4.8.2.Pengujian Radiography
Dari hasil pengujian tersebut didapatkan
film radiography yang digunkan sebagai
acuan untuk memutuskan apakah benda uji ini
dinyatakan acceptable atau tidak, yang
kemudian dituliskan dalam report radiography.
Pada hasil film radiography, tidak
ditemukan adanya cacat pada lassan tersebut. Seperti yang dapat kita lihat hasil film nya bersih pada jalur lassannya bahwa tidak ada tanda-tanda cacat lassan, sehingga hasil
pengujian tersebut dinyatakan acceptable.
4.8.3.Pengujian Tensile
a. Analisa hasil uji tarik pada bagian
Transversal.
Hasil pengujian tes tarik padadua benda
uji transversal T 1 dan T 2, mendapatkan nilai
tensile T 1 : 542.55 N/mm2 dan T 2 : 540.88
N/mm2 (lihat tabel 4.1), dan kedua benda uji
mengalami putus pada bagian lasan (weld
metal). Walaupun demikian hasil tersebut
dinyatakan dapat diterima karena kekuatan sambungan lassan masih diatas kekuatan dari
base metal menurut acceptance criteria
menurut ASME section IX edition 2007
(QW-153) atau dapat dilihat pada tabel spesifikasi
materialnya pada ASME section II A part 1
dan 2 (dapat dilihat pada tabel 4.3), untuk
dinyatakan lulus pengujian tensile maka benda uji harus mempunyai nilai kekuatan
tidak kurang dari minimum nilai kekuatan
tensile dari logam induk untuk melihat nilai
kekuatan tersebut dapat dilihat pada ASME
section IX (QW-422). Maka dapat
disimpulkan hasil pengujian test tarik tersebut dinyatakan dapat diterima (ACC).
b. Analisa hasil uji tarik pada bagian All
weld.
Hasil pengujian tes tarik pada benda uji
all weld T 3, mendapatkan nilai tensile : 518.7
N/mm2 , nilai yield strength : 425.72 N/mm2,
dan nilai untuk kemuluran atau elongation : 19
% (lihat tabel 4.2). Hasil yang didapatkan benda uji tersebut mengalami putus diantara
bagian lasan (weld metal). Walaupun
demikian hasil tersebut dinyatakan dapat diterima karena kekuatan sambungan lassan
masih diatas kekuatan dari base metal
sehingga hasil pengujian test tarik tersebut dinyatakan dapat diterima, karena nilai yang didapatkan pada saat proses pengujian
berada diatas acceptance criteria yang ada
pada ASME section IX edition 2007
(QW-153) atau dapat dilihat pada tabel 4.3. Untuk
report pengujian dapat dilihat pada lampiran. Tabel 4.3 Sifat-sifat mekanis untuk material
SA 516 Gr 70 (ASME section II a)
4.9. Pengujian Bending
Pengujian yang dilakukan pembengkokkan dari bagian samping lasan (side bend). Benda uji ini harus dilakukan
machining sampai benda uji itu mendapatkan Jurnal Mekanikal Teknik Mesin S-1 FTUP
permukaan yang rata, jika telah tercapai permukaan yang rata maka proses bending baru dapat dilakukan.
Pengujian bending ini dilakukan sebagai
pendukung test tarik yang bertujuan untuk melihat apakah terjadi cacat pada bagian lasannya, karena pada saat dilakukan proses
bending maka bagian lasan tersebut akan tertarik apabila lasan tersebut terdapat cacat maka lasan tersebut akan retak (sobek).
Setelah permukaan benda uji telah rata maka dapat dilakukan proses pengujian, pada
saat pengujian benda uji diletakan pada roller
hydraulic machine lalu hydraulic tersebut
ditekan sehingga membentuk huruf U. Lalu
benda uji dapat dikeluarkan dari Hydraulic
machine. Jika pada saat proses bending
terdapat retak pada lasan kita tidak dapat
langsung menyimpulkan bahwa material
tersebut gagal, tetapi kita harus melihat kembali jarak retaknya agar kita dapat
menyimpulkan bahwa material tersebut ACC
atau reject. Kita dapat melihat pada ASME
section I, PW 53.9.2 acceptance standard
untuk proses bending. Jika terdapat retakan
kita ukur terlebih dahulu jarak retakannya, jarak retakan itu tidak boleh lebih dari 3 mm. 4.9.1. Pengujian Microstructure
Pemeriksaan mikro struktur dilakukan sebagai pendukung untuk melakukan pembahasan. Pemeriksaan struktur mikro digunakan untuk mengetahui keseragaman dan struktur ferit dan perlit.
1. Pengujian microstructure pada base metal
Pada daerah BASE METAL (lihat gambar
4.6) Ferit (Putih) sama banyak Perlit (Hitam) hanya saja susunan ferit lebih lebar ini terjadi karena tidak ada perubahan suhu ± 32 ºC sehingga komposisi kimia pada logam tidak terjadi perubahan.
2. Pengujian microstructure pada HAZ
Pada daerah HAZ (lihat gambar 4.7) ini
adalah bagian dari logam induk yang terkena pengaruh panas. Dari foto mikrostruktur terlihat jelas perbedaan ukuran butir pada daerah ini. Daerah yang berbutir lebih kasar adalah daerah pertumbuhan butir dan daerah yang lebih halus disebut daerah penghalusan butir. Struktur mikro yang terbentuk pada
daerah HAZ ini sangat dipengaruhi oleh
proses pengelasan.
Daerah pertumbuhan butir merupakan
bagian base metal yang mengalami
temperatur tinggi selama proses pengelasan. Ukuran butir semakin membesar akibat tingginya temperatur. Sebenarnya struktur
mikro pada daerah ini sama dengan base
metal hanya karena temperaturnya tinggi
maka butiran ferit menjadi lebih besar.
3. Pengujian microstructure pada lassan
SAW
Pada daerah lasan SAW (lihat gambar
4.8) Ferit (Putih) mulai menyebar dan Perlit (Hitam) strukturnya membesar butiran lasan menjadi kasar dibandingkan dengan lasan
SMAW karena pada proses SAW temperatur
yang dihasilkan pada proses pengelasan lebih
tinggi dibandingkan SMAW dan struktur
feritnya menjadi paling dominan.
4. Pengujian microstructure pada perbatasan
lassan
Pada daerah batasan lassan terlihat perbedaan struktur perlit dan ferlit pada saat
pengelasan SAW dan SMAW.
5. Pengujian microstructure pada lassan
SMAW
Pada daerah SMAW Ferit (Putih) dan
Perlit (Hitam) menyebar susunannya menjadi lebih halus dibandingkan dengan daerah
pengelasan SAW karena pada proses SAW
temperature yang dihasilkan pada proses
pengelasan lebih tinggi dibandingkan SMAW
dan struktur perlitnya menjadi paling dominan.
Gambar 4.6 Sampel pada bagian Base Metal
Daerah penghalusan butir Daerah ertumbuhan butir
DaerahLeburan
Gambar 4.7 Sampel pada daerah HAZ
Jurnal Mekanikal Teknik Mesin S-1 FTUP
Gambar 4.8 Sampel pada lasan SAW
Gambar 4.9 Sampel pada batasan lasan
Gambar 4.10 Sampel pada lasan SMAW V. KESIMPULAN
Dari hasil pengujian dan pengamatan yang dilakukan kepada benda uji tersebut dapat disimpulan sebagai berikut:
1. Pembuatan steam drum boiler ERK 8-25
ini dilakukan dengan metode pengelasan SMAW dan SAW dengan menggunakan prosedur yang sesuai dengan standar
ASME section IX.
2. Berdasarkan hasil pengujian bending test dan tensile test (pengujian mekanikal) kekuatan lasan yang diperoleh telah memenuhi standar kekuatan yang
diizinkan menurut ASME Section IX.
• Tensile strengt, untuk sampel
pengujian T1, σu = 542.55 N/mm2
• Tensile strengt, untuk sampel
pengujian T2, σu = 540.48 N/mm2
• Hasil uji tarik pada bagian All Weld Tension Test (T3).
• Tensile strengt,σu =518.70 N/mm2
• Yield strengt, σy =425.72 N/mm2
• Elongation, εf = 19 %
3. Berdasarkan pengujian ultrasonic dan radiography yang dilakukan tidak ditemukan adanya indikasi cacat lasan pada benda uji.
Daerah lassan
Daerah lassan
4. Dan berdasarkan pengujian microstruktur yang dilakukan, perubahan struktur pada butiran terjadi akibat adanya pengaruh panas saat proses pengelasan.
VI. DAFTAR PUSTAKA
1. ASME, ASME Section I – Rules for
Constraction of Power Boilers, 2007 edition, ASME, New York, 2007.
2. ASME, ASME Section II A– Ferrous
Material Specification, 2007 edition,
ASME, New York, 2007.
3. ASME, ASME Section II C –
Specifications forWelding rods, Electrodes, and Filler Metals, 2007
edition, ASME, New York, 2007.
4. ASME, ASME Section V –
Nondestructive Examination, 2007
edition, ASME, New York, 2007.
5. ASME, ASME Section IX – Welding and
Brazing Qualifications, 2007 edition,
ASME, New York, 2007.
6. Wiryosumantoro, Harsono & Okumura,
Toshie, Teknologi Pengelasan Logam,
edisi ke empat, Penerbit Pradnya
Paramita, Jakarta, 1988.
7. Amstead, B.H, Ostwald, P.F & Begeman, M.L Teknologi Mekanik, edisi ke tujuh, Penerbit Erlangga, Jakarta, 1990.
8. Widharto, Sri, Inspeksi Teknik Jilid 1,
cetakan pertama, Penerbit Pradnya Paramita, Jakarta.
9. Pendidikan dan Pelatihan Inspektur Las,
Pengetahuan Nondestructive Testing,
B4T, Bandung.
10. Sunaryo, Heri, Teknik Pengelasan Kapal,
jilid pertama, Penerbit Direktorat Pembinaan Sekolah Menengah Kejuruan, Jakarta, 2008.
11. Sunaryo, Heri, Teknik Pengelasan Kapal,
jilid kedua, Penerbit Direktorat Pembinaan Sekolah Menengah Kejuruan, Jakarta, 2008.
Jurnal Mekanikal Teknik Mesin S-1 FTUP