Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
1
PERANCANGAN
JIG MD CUTTING
SEBAGAI PENGGANTI PROSES
PEMOTONGAN MANUAL PADA MD KONEKTOR
Agus RiyantoDosen Teknik Mesin Fakultas Teknik Universitas Pancasila
ABSTRAK
Pada industri pembuatan konektor, produsen dituntut agar menghasilkan produk yang murah dengan tidak mengurangi kualitas produk yang dihasilkan. Hal ini menuntut perusahaan melakukan peningkatan kapasitas produksi tanpa mengurangi kualitas produk yang dihasilkan, serta tanpa mengabaikan faktor keselamatan kerja operator. Untuk dapat memenuhi semua tuntutan itu maka diperlukan sebuah alat yang dapat menghasilkan produk dengan kualitas yang baik, dan seragam serta waktu produksi yang efisien.
Jig MD cutting dirancang guna memenuhi kebutuhan produksi akan alat potong batang produk MD konektor. Yang pada awalnya proses pemotongan dilakukan dengan bantuan gunting kuku, akan tetapi pemotongan dengan gunting kuku hasilnya kurang baik, prosesnya memakan waktu yang cukup lama dan faktor keamanan nya kurang. Perancangan Jig MD cutting selain sebagai alat potong juga sebagai alat ukur, baik atau tidak nya produk yang dihasilkan karena alat ini memiliki dimensi potong yang terukur sehingga produk yang dihasilkan tidak menyimpang dari spek dimensi yang diharapkan.
Dari hasil pengujian, alat ini dan metode pemotongan sebelumnya. Dapat disimpulkan bahwa alat ini mampu menghasilkan produk dengan kualitas pemotongan yang lebih akurat dengan tingkat keseragaman yang merata, dan proses pemotongan yang lebih cepat.
Kata kunci : konektor, Jig, efisien
I. PENDAHULUAN
Perkembangan dunia industri saat ini telah diwarnai dengan berbagai macam persaingan di segala jenis bidang industri serta pola pikir konsumen yang dinamis. Pada saat ini perusahaan dituntut agar bisa menciptakan sebuah produk yang mampu bersaing dengan produk lain apabila ingin tetap bertahan hidup dalam arus persaingan bisnis. Pangsa pasar dalam dan luar negeri yang semakin berkembang menjadikan persaingan bisnis terus mengalami peningkatan, sehingga memacu perusahaan-perusahaan untuk terus mengembangkan produk-produk unggulan mereka guna dapat menjadi pemimpin pasar. Hal ini sesuai dengan pendapat Kotler (2002), yang menjelaskan bahwa dalam menigkatkan daya saing, suatu perusahaan dapat memenangkan persaingan dengan cara menampilkan produk terbaik yang dapat memenuhi selera konsumen.
Pada dasarnya semakin tinggi tingkat persaingan yang terjadi, maka semakin akan banyak pula pilihan bagi konsumen untuk dapat memilih produk yang sesuai dengan
harapannya, dan sebagai konsekuensi dari perubahan tersebut pelanggan menjadi lebih pintar dan teliti menghadapi setiap produk yang ditawarkan. Perusahaan harus secara cermat memperhatikan pola perilaku konsumen yang semakin dinamis dan perusahaan juga harus selalu mencari informasi mengenai apa yang diharapkan konsumen dari suatu produk. Hal ini bertujuan agar perusahaan dapat selalu menciptakan produk yang sesuai dengan keinginan calon konsumen. Poin penting bagi sebuah perusahaan untuk dapat memenangkan suatu persaingan pasar, perusahaan tersebut perlu memperhatikan apa yang melandasi seorang konsumen dalam memilih suatu produk, dalam hal ini adalah minat membeli dari seorang konsumen yang selalu timbul setelah adanya proses evaluasi alternatif dan didalam proses evaluasi seseorang akan membuat suatu rangkaian pilihan mengenai produk yang hendak dibeli atas dasar merek maupun minat. Hal ini sesuai dengan pendapat Kinnear dan Taylor (1995) yang menjelaskan minat beli sebagai tahap kecenderungan konsumen untuk bertindak sebelum keputusan membeli benar-benar dilaksanakan, dan minat beli merupakan serangkaian tindakan evaluasi
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
2
terhadap kualitas dan karakteristik suatuproduk untuk kemudian diolah menjadi informasi yang berfungsi sebagai bahan pertimbangan didalam sebuah pengambilan keputusan pembelian.
Pesaingan dunia industri akan berdampak pada kompetitifnya harga jual suatu produk, sehingga harga jual dan kulitas produksi menjadi titik penting dari suatu proses produksi itu sendiri. Berbagai cara ditempuh untuk mendapatkan biaya produksi yang rendah tanpa mengesampingkan kualitas produk itu sendiri tentunya, salah satu cara untuk menekan biaya prosuksi yaitu dengan optimalisasi proses produksi, yaitu perubahan proses produksi secara konvensional menjadi semiotomasi, ataupun otomasi. Sehingga kuantitas dan kualitas produksi akan lebih meningkat.
A. Perumusan Masalah
Berdasarkan uraian latar belakang, permasalah-permasalahan yang akan dibahas dalam penulisan ini adalah :
1. Bagaimana caranya untuk meningkatkan kapasitas produksi 2. Bagaimana caranya menghasilkan
produk dengan kualitas yang seragam 3. Bagaimana cara mengurangi
kemungkinan terjadinya kecelakaan kerja pada proses produksi.
Gambaran masalah
Bagaimana merubah proses pemotongan bagian produk MD yang semula secara konvensional menjadi lebih efektif dan efisien.
II. LANDASAN TEORI A. Konektor
konektor adalah perangkat elektro-mekanik untuk menggabungkan sirkuit listrik sebagai penghubung menggunakan perakitan mekanis. Sambungan bersifat sementara, seperti untuk peralatan portabel, memerlukan alat untuk perakitan dan pelepasan, dapat pula menggabungan listrik bersifat permanen antara dua kabel atau perangkat.
Pada dasarnya konektor dibagi menjadi 2 bagian utama yaitu : housing dan contact
B. Plastik
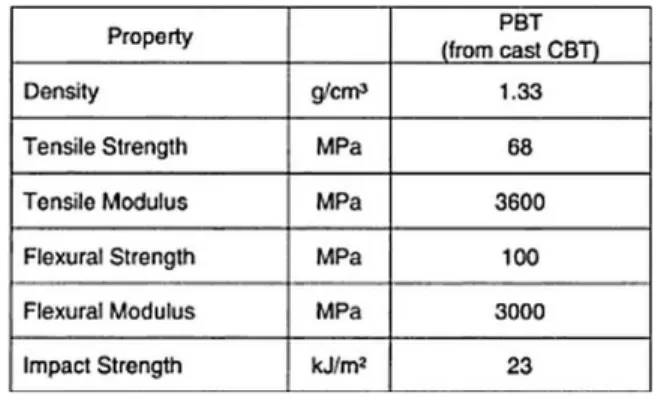
Tipe plastik PBT (Polibutilena Terephthalate) Polibutilena Terephthalate (PBT) adalah polimer semi-kristal penggabungkan sifat mekanik dan listrik yang baik dengan ketahanan kimia yang kuat. Polibutilena Terephthalate adalah semi-kristal rekayasa kelas termoplastik, yang merupakan bagian dari keluarga polyester resin. PBT ini menyediakan solusi inovatif untuk meringankan berat produk, menurunkan biaya dan menawarkan kristalisasi cepat. PBT menawarkan sifat listrik yang baik dan sifat mekanik yang baik, termasuk kekuatan tinggi, kekakuan, ketangguhan dan ketahanan kimia untuk berbagai bahan kimia, pelarut, minyak dan gemuk. Polibutilena Terephthalate
memiliki stabilitas dimensi yang sangat baik, penyerapan kelembaban rendah, dan resistansi isolasi yang kuat. PBT memiliki nilai tingkat kekentalan yang beraneka ragam dalam pengolahan cetak injeksi dan ekstrusi. Material PBT digunakan dalam berbagai aplikasi contohnya : pengapian otomotif, suku cadang sistem listrik, konektor listrik, elektronik, soket, switch, kumparan, rumah motor, isolasi,dll
Tabel 1. Kareakteristik PBT (Sumber: High Performance Plastics 2005, Rapra
technology,Vienna Austria)
Gambar 1. Produk MD hasil dari injeksi molding
Gambar 2. Produk MD hasil yang diharapkan
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
3
C. Gaya PotongGaya potong merupakan hal yang paling berpengaruh dalam sebuah perancangan sebuah alat potong. Dari perhitungan gaya potong ini seorang perancang dapat menentukan material apa yang harus digunakan sebagai alat potongnya.
Untuk menghitung gaya potong menggunakan rumus: Fs = 0,8 x U x s x (1) Keterangan : Fs = Gaya potong [N] U = Keliling potong [mm] s = Tebal benda potong [mm]
t = Tegangan tarik maksimum benda yang dipotong
[N/mm2]
D. Baja Perkakas
Baja perkakas (tool steel) merupakan baja berkualitas tinggi yang banyak digunakan untuk membuat perkakas potong (cutting tool)
atau perkakas pembentuk (forming tool) Baja perkakas diklasifikasikan atas beberapa hal, yaitu berdasarkan media quenching dalam proses pengerasannya, misalnya oli, air, atau udara.
DC53 merupakan baja pengerjaan dingin yang memiliki Ketangguhan, ketahanan aus, Kuat Tekan dan ketahanan proses Temper. baja tipe ini biasanya digunakan antara lain : a. Punches & dies e. Draw & forum dies
b. Shear blades f. Shredder knives
c. Thread & form rolls g. Cold heading dies
d. Mill rolls & slitters
Tabel 2. Komposisi dan karakteristik DC53 (sumber: katalog ALRO steel)
Karbida Dasar di DC53 adalah relatif kecil dengan distribusi sangat seragam dibandingkan dengan baja perkakas lainnya seperti D2. Hal ini meningkatkan tingkat ketangguhan DC53 dan ketahanan lelah.
Gambar 3. Perbandingan karbida DC53 dengan D2
(sumber: katalog ALRO steel)
E. Bantalan
Bantalan merupakan satu elemen mesin yang menumpu poros berbeban, sehingga putaran atau gerakan bolak-baliknya dapat berlangsung secara halus, aman, dan panjang umur. Bantalan harus cukup kokoh untuk memungkinkan poros serta elemen mesin lainnya bekerja dengan baik. Jika bantalan tidak berfungsi dengan baik maka prestasi seluruh sistem akan menurun atau tak dapat bekerja secara semestinya.
Secara umum bantalan dapat diklasifikasikan sebagai berikut:
1. Atas dasar gerakan bantalan terhadap poros.
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
4
a. Bantalan luncurb. Bantalan Gelinding
2. Atas dasar arah beban terhadap poros a. Bantalan radial
b. Bantalan aksial
c. Bantalan gelinding khusus
Dalam kegiatan rancang bangun
umumnya perancang hanya
Mempertimbangkan jenis dan ukuran bantalan yang akan digunakan, sehingga analisa yang dilakukan berkisar pada umur bantalan itu sendiri. Analisa umur bantalan dapat dilakukan dengan rumus sebagai berikut :
putaran Beban equivalen yang bekerja :
Keterangan :
We = Beban equivalen
C = kapasitas beban
WR = Beban radial dinamis dari bantalan
XR = Faktor radial L = Umur bantalan WT = Faktor thrust YT = Faktor thrust KS = Service factor F. Pegas
Pegas adalah sebuah elemen mesin elastis yang berfungsi untuk mencegah distorsi pada saat pembebanan dan menahan pada posisi semula pada saat posisinya dirubah.
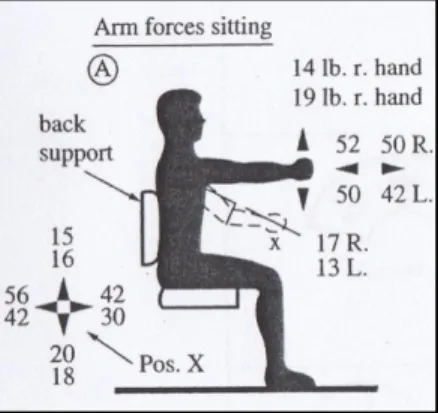
Gambar 4. Pegas Tekan G. Kekuatan Manusia
Faktor SDM sangat lah jadi peran utama bagi segala bidang pekerjaan. Begitupun dalam proses perancangan sebuah alat yang nantinya akan dioperasikan oleh manusia itu sendiri, berikut ini lah data-data kekuatan manusia dalam mengoperasikan sebuah alat sebagai pedoman dalam proses perancangan.
Gambar 5. Human strength
Sumber : The Mechanical Design Process, David G. Ullman
III. METODELOGI
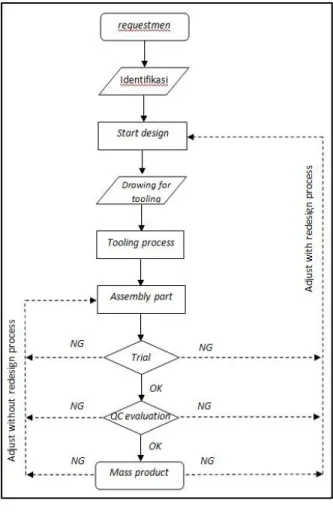
Metodelogi Perancangan
Berikut ini adalah metodelogi perancangan yang dilakukan oleh perusahaan X dalam melakukan proses design.
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
5
Gambar 6. Metodelogi perancanganIV. PERANCANGAN MD CUTTING
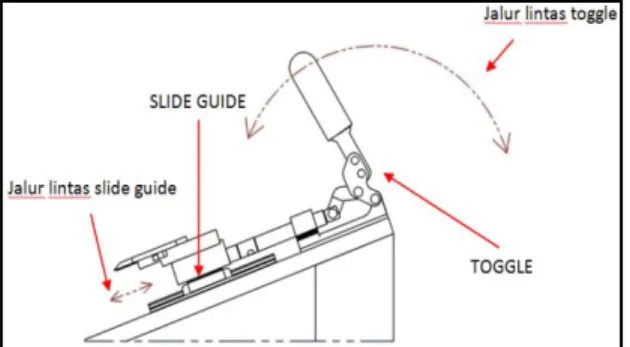
Untuk mengatasi permasalahan yang ada, maka dibuatlah alat MD cutting, alat ini merupakan perancangan awal yang nantinya akan terus dikembangkan demi menyempurnakan proses produksi yang ada, jika dinyatakan baik alat ini memungkinkan untuk dilakukan proses otomasi dimana sumber gaya yang tadinya dihasilkan dari operator dengan menggerakan toggle maju mundur dapat diganti dengan motor. MD cutting terdiri terdiri dari 3 bagian utama yaitu :
toggle, cutting tool dan slide guide
A. Bagian-bagian MD cutting
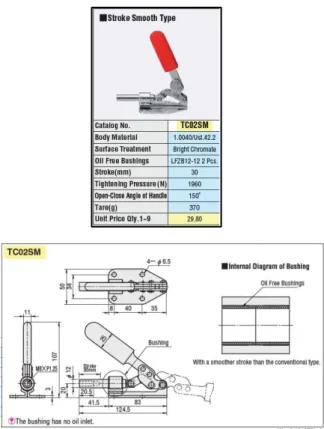
1. Toggle / engkol
Gambar 7. Toggle
Toggle berfungsi sebagai pengendali atau kontrol operasi. Dimana gaya operator yang akan menjadi sumber energi dari proses potong alat ini. Sehingga untuk menentukan tipe toggle yang akan digunakan harus mengetahui mekanisme dan gaya-gaya yang bekerja.
Tabel 3. Data spesifik toggle tipe TC02SM Gambar 7. Jig MD Cutting
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
6
2. Slide guideSlide guide dalam alat MD cutting
digunakan sebagai landasan atau dudukan
cutting tool agar dapat berjalan maju mundur mengikuti arah toggle digerakkan, dalam melakukan proses pemotongan.
Gambar 9. Data spesifik slide guide
Sumber : katalog MISUMI 3. Cutting tool
Gambar 10. Cutting tool
Cutting tool dirancang menggunakan 2 buah mata pisau potong, yang pertama mata pisau tetap dan yang kedua mata pisau bergerak, dimana bergerak maju mundur dalam proses pemotongannya seperti gambar diatas.
Cutting tool terbuat dari material DC53 yang memiliki kekerasan hingga 63HRC.
4. Stripper
Stripper berfungsi sebagai pemegang produk saat proses pemotongan, sekaligus pendorong produk yang telah terpotong masuk ke bawah pisau potong tetap guna memisahkan produk jadi dan batang scrub
serta sebagai kontrol OK atau tidaknya hasil pemotongan.
Gambar 11. Stripper
Mekanisme Kerja Alat Gambar 8.Toggle tipe TC02SM
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
7
Gambar 12. Mekanisme Kerja Jig MD cuttingSlide guide terpasang dengan toggle
sehingga dalam pergerakannya mengikuti gerakan dari toggle itu sendiri. Dapat dilihat dari gambar diatas, jika toggle digerakan memutar ke depan maka pergerakan slide guide akan maju ke depan menggerakan
cutting tool saat itulah proses pemotongan berlangsung begitu juga sebaliknya jika toggle
digerakkan memutar ke belakang maka slide guide akan bergerak ke belakang.
V. PENGUJIAN DAN ANALISA
Pengujian proses potong produk MD dilakukan untuk mengetahui kemampuan dari proses pemotongan yang ada, yaitu dengan menggunakan gunting kuku maupun dengan alat MD cutting. sehingga dapat dibandingkan dan ditarik kesimpulan dari uji coba kedua proses tersebut.
Sebelum dilakukannya pengujian terlebih dahulu memaparkan spek dari produk MD itu sendiri sehingga menjadi titik acuan.
Spesifikasi dari konektor MD yang akan dipotong sebagai berikut :
A. Pengujian dengan gunting kuku
Metode pemotongan sebelumnya, karena belum ada alat bantu yang memadai, maka proses pemotongan bagian produk MD dilakukan dengan bantuan gunting kuku.
Gambar 17. Proses pemotongan dengan gunting kuku
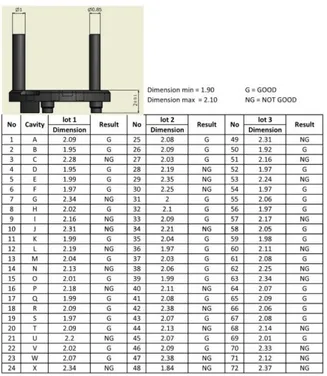
Dari hasil pengujian dengan metode ini diperoleh hasil sebagai berikut :
Tabel 4. Data produk hasil pengujian dengan gunting kuku
Gambar 13. Produk MD hasil dari injeksi molding
Gambar 14. Produk MD hasil yang diharapkan
Gambar 15. Dimensi produk yang akan dipotong
Gambar 16. Produk MD hasil pemotongan
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
8
1. Pengujian terhadap dimensi spek produk :Data-data diatas diolah dan dilakukan pengujian statistik dengan menggunakan
software statistika spss dan hasilnya adalah :
Dari 72 spesimen yang diuji nilai yang dihasilkan antara lain :
Mean = 2.019 Median = 2.085 Modus = 2.09 Nilai min = 1.84 Nilai max = 2.38 Range = 0.54 Std. Deviation = 0.127
Dapat dilihat diatas pengujian pertama dengan menggunakan gunting kuku memiliki nilai kestabilan yang rendah, dengan tercermin dari nilai Std. Deviation nya yang tinggi yaitu sebesar 0.127.
Modus mendekati nilai maksimum dari spek yang ada. Dan dari 72 pengujian terdapat 29 produk NG (not good) atau senilai 40.28% nilai kesalahan.
2. Pengujian waktu pemotongan.
Untuk mendapatkan hasil pengujian dengan gunting kuku (Tabel 4), didapatkan melalui proses pemotongan dan pengukuran. Waktu yang dibutuhkan untuk proses pemotong 72 produk adalah 314 [detik] = 5.233[menit].
Sedangkan waktu untuk pengukurannya sendiri mengunakan JIG pengukuran. Untuk mengukur data pada Tabel V-1 membutuhkan waktu : 257[detik] = 4.283[menit]
Sehingga waktu total waktu yang dibutuhkan : 5.233[menit] + 4.283[menit] = 9.516[menit]. B. Pengujian dengan menggunakan MD
cutting
Gambar 18. Alat potong MD cutting
Penggunaan jig MD cutting selain dipergunakan untuk memotong batang MD konektor, alat ini berfungsi juga sebagai kontrol OK atau tidak nya produk hasil pengukuran.
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
9
Gambar 19. Dimensi potong JIGSeperti dilihat pada gambar 19 dimensi potong
jig MD cutting adalah sehingga hasil pemotongan produk tidak lebih dari spek yang diharapkan.
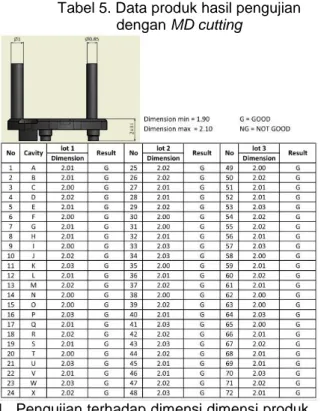
Tabel 5. Data produk hasil pengujian dengan MD cutting
1. Pengujian terhadap dimensi dimensi produk :
Data-data diatas diolah dan dilakukan pengujian statistik dengan menggunakan
software statistika spss dan hasilnya adalah :
Dari 72 spesimen yang diuji nilai yang dihasilkan antara lain :
Mean = 2.0142 Median = 2.01 Modus = 2.01 Nilai min = 2.00 Nilai max = 2.03 Range = 0.03 Std. Deviation = 0.01
Dapat dilihat diatas pengujian pertama dengan menggunakan Jig MD cutting memiliki
nilai kestabilan yang baik, dengan tercermin dari nilai Std. Deviation nya yang rendah sebesar 0.01.
Modus dari pengujian 2.01 masih dalam nilai tengah dari spek yang diizinkan. Dan dari 72 pengujian yang dilakukan semua nya masuk didalam spek yang diizinkan dengan nilai center yang baik. Sehingga 0% kesalahan dari pengujian menggunakan jig Md cutting.
2. Pengujian waktu pemotongan.
Untuk mendapatkan hasil pengujian dengan jig MD cutting seperti Tabel V-2. Waktu yang dibutuhkan untuk pemotongan 72 produk adalah 157[detik] = 2.616[menit].
Seperti penjelasan sebelumnya proses pemotongan menggunakan MD cutting
sekaligus proses kontrol OK atau tidak nya hasil pemotongan produk.
VI. PENUTUP A. Kesimpulan
Jig MD cutting dirancang guna memenuhi kebutuhan produksi akan alat potong batang produk MD konektor. Yang pada awalnya proses pemotongan dilakukan dengan bantuan gunting kuku, akan tetapi pemotongan dengan gunting kuku hasilnya kurang baik, prosesnya memakan waktu yang cukup lama dan faktor keamanan nya kurang. Perancangan jig ini diawali dengan menggunakan toggle dan operator sebagai sumber energinya. Hal ini dilakukan untuk melihat kualitas produk hasil pemotongan., jika dianggap baik maka alat ini dapat dilakukan otomasi dengan mengganti
toggle dengan motor ataupun pneumatik agar mendapatkan efisiensi yang lebih maksimal.
Penggunaan Jig MD cutting selain sebagai alat potong juga sebagai kontrol hasil potong, baik atau tidak nya produk yang dihasilkan karena alat ini memiliki dimensi potong yang terukur sehingga produk yang dihasilkan tidak menyimpang dari spek dimensi yang diharapkan.
Hasil dari pengujian proses potong dengan menggunakan gunting kuku adalah :
Std. Deviation nya tinggi yaitu sebesar 0.127, dan nilai kesalahan mencapai 40.28% . Waktu total yang dibutuhkan sampai produk
Jurnal Mekanikal Teknik Mesin FTUP Vol. 1, No. 1, Januari 2005
10
dinyatakan ok adalah : 9.516[menit]/72pcsatau = 9.516[menit]/3lot = 3.172[menit]/lot. Hasil dari pengujian proses potong menggunakan jig MD cutting adalah : Std. Deviation nya lebih rendah yaitu sebesar 0.01, dan nilai kesalahan mencapai 0%. Waktu total yang dibutuhkan sampai produk dinyatakan ok adalah : 2.616[menit]/72pcs atau = 2.616[menit]/3lot = 0.872[menit]/lot.
Maka proses pemotongan dengan jig MD cutting lebih baik, dengan kecepatan potong 363.76% lebih cepat dan 167.44% hasil pemotongan lebih akurat.
B. Saran
Perancangan lanjutan dapat dilakukan sistem otomasi proses penggerak dengan motor ataupun peneumatik. Dan lakukanlah perhitungan perbandingan harga produksi sebelum diotomasi dan setelah dilakukan otomasi agar mengetahui nilai pasti efisiensi yang dilakukan.
DAFTAR PUSTAKA
1. Sularso dan Kiyokatsu Suga, DASAR PERENCANAAN DAN PEMILIHAN ELEMEN MESIN, PT. Pradnya Paramita, Jakarta 2004.
2. David G. Ullman, The Mechanical Design Process, fourth edition, McGraw-Hill, New York, 2003.
3. Rapra Technology Limited, High
Performance Plastics 2005, iSmithers Rapra Publishing, Austria, 2005.
4. Khurmi, R.S dan JK Gapta. 1982. A TEXT BOOK OF MACHINE DESIGN. New Delhi : Eurasia Publising House (Ovt) LTD 5. Kinnear, Thomas C,;james R.taylor (1996).
Marketing research : an applied approach (5th ed). New York: Mcgraw-Hill,Inc kutipan dari Dr Asep Hermawan,M.Sc, Penelitian Bisnis Paradigma Kuantitatif, pt grasindo Jakarta,2005
6. Kutipan kotler dari buku rhenald kasali,Ph.D.,CHANGE,Gramedia
Jakarta,2007
7. Fatchu rohman, OTOMASI PADA MESIN PEMOTONG KONEKTOR UNTUK KABEL Ø1.25mm MENGGUNAKAN PLC, Jakarta, Skripsi Tugas Akhir Teknik Mesin Universitas Pancasila 2012 8. http://www.scribd.com/doc/49528196/Pere ncanaan-dan-Analisa-Pegas (download 25/01/2013 01.53pm) 9. http://www.omnexus.com/tc/pbt/index.aspx (download 02/11/2012 10.22am) 10. http://id.wikipedia.org/wiki/Plastik (download 02/11/2012 10.34am)
11. Internet, conector catalog, www.jst.com 12. Internet, DC53 medium chrome tool steel,
katalog www.alro.com, download 01/11/2012 12.56pm